HMI基本功能演示
钢铁行业高线画面HMI操作说明

工程编号:CD08A003版本号:A修改号:01新疆高速线材工程HMI 操作说明编制:审核:金自天正智能控制有限公司2011年12月目录1.系统概述 (3)2.网络概述 (3)3.启动系统 (6)4.画面简介 (6)4.1 画面结构 (6)4.2 画面相关规定 (6)5.画面详细介绍 (8)5.1轧线区 (8)5.1.1主画面 (9)5.1.2启车条件 (10)5.1.3传动合分闸 (15)5.1.4飞剪控制 (16)飞剪画面操作说明: (17)5.1.5活套控制 (19)5.1.6轧制参数表 (20)5.1.7趋势图 (23)5.1.8直方图 (25)5.1.9水冷控制 (26)5.3集卷区 (27)5.5液压润滑 .................................................................................................... 错误!未定义书签。
5.6报警记录画面 (32)5.7画面最后一栏状态栏: (33)6. 一些操作中的注意事项 (33)6.1发送数据必须在完全停车后进行 (33)6.2重新设定上述数据后再起车之前一定要清零 (34)6.3有些数据是随时可以更改的要谨慎操作 (34)6.4在参数表中保存数据时的注意事项 (34)6.5项目的恢复办法 (34)7. 项目用户名密码及操作方法 (34)新疆高线工程HMI系统操作说明1.系统概述该HMI系统是应用西门子公司的应用软件WINCC6.0开发的, Wincc是在生产和过程自动化中解决可视化和控制任务的工业技术系统。
他可以提供适于工业图形显示、消息、归档以及报表功能模板。
Wincc是基于Windows NT 32位操作系统,本项目应用的操作系统是中文版的Windows 2000 Professional。
本系统使用WinCC把一个系统内的若干操作站与网络自动化系统结合在一起。
人机界面的基本功能.PPT-

7/9/2019
3
人机界面产品的分类
1、根据其输入方式的不同,可以将人机界面产品分为四类,分别是 薄膜键盘输入的HMI 、触摸屏输入的HMI 、触摸屏+薄膜键盘输入 的HMI与基于PC计算机的HMI。
处理器的性能决定了HMI产品的性能高低,是HMI的核心单元。 根据HMI的产品等级不同,处理器分为8位、16位、32位的处理器。 HMI软件一般分为两部分,即运行于HMI硬件中的系统软件和运行 于计算机Windows操作系统下的画面组态软件。
7/9/2019
5
1.1.1 人机界面的发展
随着计算机技术的发展和应用领域的拓宽,从而带来了不同的理 论方法。20世纪80年代以来,人机界面的研究有了前所未有的发 展,微型计算机的迅速普及对此起了重要的推动作用。由于用户 界面能更好地反映出设备和流程的状态,并通过视角和触摸的效 果,带给用户更直观的感受,因此国内的自动化产业,一些原本 不用人机界面的行业,现在也开始使用人机界面了,这说明人机 界面已经成为人们生活中不可缺少的一部分。某些人机界面产品 已经具备了工控机的功能,甚至比工控机更强,它综合了从软件 到硬件,从显示到CPU核心部件,以及工控机的操作系统,包括 工业以及太网的接口。因此,我们所说的人机界面是工控机的另 一种体现形式,而不仅限于显示和控制,也能更好地为客户提供 综合的解决方案。
7/9/2019
8
人机界面的基本功能
• 过程可视化:将工业生产控制过程动态的显示在HMI设备上。 设备工作状态显示,如指示灯、按钮、文字、图形、曲线等; 可连接多种工业控制设备组网。
触摸屏HMI操作说明书
昆明烟厂太阳能预热洗涤热水系统操作员站HMI操作简易说明书(2011-8)操作员站 (1)HMI操作简易说明书 (1)HMI系统概述 (3)软件系统架构 (3)窗口操作介绍 (3)登录窗口 (3)功能操作栏 (3)常规主画面 (4)用户注销 (4)确认退出对话框 (5)报警浏览窗口 (5)报警历史程序窗口 (6)模拟量趋势 (7)操作记录查询画面 (8)标准模块窗口 (8)工程参数设定画面 (8)电机操作画面 (10)HMI系统概述软件系统架构昆明烟厂太阳能预热洗涤热水系统采用1个Pannelview触摸屏做操作员站和工程师站,HMI系统采用FTView上位机软件,通过RS232链接Controllogix,采用RSLinx Enterprise OPC连接方式获取PLC中的数据。
窗口操作介绍登录窗口图2 登录窗口当操作员站触摸屏启动后,会自动加载HMI程序,程序启动后,会提示输入操作员用户名和密码,只有有权限登录的人员才能登录本系统。
功能操作栏图3 功能操作栏所有主画面的底部均为此操作栏,用于一些功能画面的导航。
点击左边4个按钮将弹出菜单窗口栏,用于直接导航切换到相应到画面。
点击历史趋势将切换到历史趋势窗口,点击状态图将切换到当前工艺主画面。
点击操作参数按钮,将显示可以操作的水泵、电磁阀启停、开闭。
点击工程参数按钮将切换到工程参数设定画面。
常规主画面图4 常规主画面本画面为系统中较常规的画面,集中了绝大部分画面元素。
大部分画面元素是根据PID 画面所制,每个监控点都有一个KKS编码与之对应,点击画面上的不同监控点,会弹出相应的操作小窗口用于操作。
如果本画面中有相应的顺控子组操作,则会放置相应的顺控操作按钮。
用户注销图5 确认注销对话框当点击任意一个主画面上的用户注销按钮时,将注销当前登录用户,为只能查看状态,不能做任何操作的权限画面。
当用户重新登录,才能根据分配的用户权限操作或设定工程参数。
权限分配是按照操作员组来划分的,系统中预留5个组,分别是管理员组,操作员组1,操作员组2,操作员组3,默认组,所有的用户分属于不同的组。
HMI操作说明

SIS系统人机界面(HMI)软件采用Wonderware公司的INTOUCH®软件。
InTouch软件平台基于Microsoft Windows操作系统;该软件通过高速网络与控制器通讯,确保数据的及时刷新,从而更好地协助操作人员实现监控和操作。
InTouch®包含三个主要程序,它们分别是“InTouch 应用程序管理器”、WindowMaker™以及WindowViewer™。
INTOUCH软件通过Triconex DDE Server软件实现从SIS系统采集数据,DDE Server软件提供DDE通讯协议。
浙江石化项目的人机界面示例如下图,界面可以分为三大区域:状态区:实时的系统状态和操作员登录入口显示区:逻辑状态和日常操作导航区:切换不同的逻辑画面和功能画面1状态区状态区包括项目基本信息、实时报警列表、历史报警按钮、操作员级别及登录按钮、重要的系统状态信息等五部分。
1.1项目基本信息项目名称、装置名称等项目的基本信息。
1.2实时报警列表记录的文本采用特定的颜色,以指出其确认状态:➢未确认的报警:文本字体为红黑闪烁➢报警标记的值返回到正常:文本字体为蓝色确认的报警会从实时报警列表中删除,点击历史报警按钮进入报警历史画面查看历史报警。
1.要确认所有报警:在显示对象中单击鼠标右键,指向确认其它,然后单击适当的命令:➢单击确认全部以确认所有当前报警。
➢单击确认可见项以确认显示对象中所有的可见报警。
2.要确认所选报警1)选择一个或多个报警。
2)单击鼠标右键,然后单击确认已选项。
3.要按组、标记或优先级确认报警1)选择报警2)在显示对象中单击鼠标右键,指向确认其它,然后单击适当的命令:➢单击确认已选组,以确认属于所选报警组的所有报警。
➢单击确认已选标记,以确认其所有标记的名称与所选报警的标记名相同的报警。
➢单击确认已选优先级,以确认与所选报警具有相同的一个或多个优先级的所有报警。
1.3历史报警按钮鼠标左键单击进入“报警历史”画面,“报警历史”画面详细介绍见3.2.4章节。
触摸屏HMI操作说明书
昆明烟厂太阳能预热洗涤热水系统操作员站HMI操作简易说明书(2011-8)操作员站 (1)HMI操作简易说明书 (1)HMI系统概述 (3)软件系统架构 (3)窗口操作介绍 (3)登录窗口 (3)功能操作栏 (3)常规主画面 (4)用户注销 (4)确认退出对话框 (5)报警浏览窗口 (5)报警历史程序窗口 (6)模拟量趋势 (7)操作记录查询画面 (8)标准模块窗口 (8)工程参数设定画面 (8)电机操作画面 (10)HMI系统概述软件系统架构昆明烟厂太阳能预热洗涤热水系统采用1个Pannelview触摸屏做操作员站和工程师站,HMI系统采用FTView上位机软件,通过RS232链接Controllogix,采用RSLinx Enterprise OPC连接方式获取PLC中的数据。
窗口操作介绍登录窗口图2 登录窗口当操作员站触摸屏启动后,会自动加载HMI程序,程序启动后,会提示输入操作员用户名和密码,只有有权限登录的人员才能登录本系统。
功能操作栏图3 功能操作栏所有主画面的底部均为此操作栏,用于一些功能画面的导航。
点击左边4个按钮将弹出菜单窗口栏,用于直接导航切换到相应到画面。
点击历史趋势将切换到历史趋势窗口,点击状态图将切换到当前工艺主画面。
点击操作参数按钮,将显示可以操作的水泵、电磁阀启停、开闭。
点击工程参数按钮将切换到工程参数设定画面。
常规主画面图4 常规主画面本画面为系统中较常规的画面,集中了绝大部分画面元素。
大部分画面元素是根据PID 画面所制,每个监控点都有一个KKS编码与之对应,点击画面上的不同监控点,会弹出相应的操作小窗口用于操作。
如果本画面中有相应的顺控子组操作,则会放置相应的顺控操作按钮。
用户注销图5 确认注销对话框当点击任意一个主画面上的用户注销按钮时,将注销当前登录用户,为只能查看状态,不能做任何操作的权限画面。
当用户重新登录,才能根据分配的用户权限操作或设定工程参数。
权限分配是按照操作员组来划分的,系统中预留5个组,分别是管理员组,操作员组1,操作员组2,操作员组3,默认组,所有的用户分属于不同的组。
西门子HMI介绍 PPT课件

•Panel PC – FI 25 – FI 45 – PC 670 10’’ – PC 670 12’’ – PC 670 15’’ – PC 670 12’’ TOUCH – PC 670 15’’ TOUCH – PC 870 12" – PC 870 15" – PC 870 15" TOUCH – PC IL 70 12" TOUCH – PC IL 70 15" TOUCH
HMI画面客户机,通过 TCPIP协议与服务器连 接,操作人员可以在此 之上进行操作等,放置 在现场
HMI画面服务器, 负责数据上传,下载 以及与客户机通讯, 放置在控制室中。
5
2.1 WinCC HMI系统构成
WinCC系统包括变量管理,画面制作,报警, 归档,报表打印等
6
2.2 变量管理
通过添加相应的通讯驱动,与底层PLC建立数据连接,把底层的变量点集 成到WinCC系统中。
18
3.4 配方
Protool 配方设定与下放都比较简单,直接可以在画面输入组态。还可以实 时上传与保存。
19
3.5 函数
Protool 编写简单函数, 实现特定功能。在画面组态中可以调用。
20
15
3.1 Protool HMI系统构成(一)
Panel(图形/文本面板) – TP 170A – TP 170B – TP 170B Color – TP 270 (6“和10”) – OP 170B – OP 270 (6“和10”)
•Multi Panel (多功能面板) – MP 270B – MP 270B TOUCH – MP 270 – MP 270 TOUCH – MP 370 – MP 370 TOUCH
HMI操作指南

3
深圳市方显科技有限公司 智能显示终端开发指南 Ver 1.0
方显显示终端一般采用RS232接口,但是PLC等设备,或者信号需要远传时,往往需要使用 抗干扰能力更好的RS485 差分信号传输,这时就需要RS232/RS485 转换电路。常见的无源 RS232/RS485
转换器和方显显示终端的连接电路如下:
注:
l 由于方显显示终端不允许串口窃电,所以要外供一个“窃电”的电源;
4 文本功能.................... ..................................... ...................... 6 4.1 字符编码........................................................................... 6 4.2 字库的生成和使用........................... . . ................................... 7 4.3 文本显示(printf 0 函数的实现).....................................................8 4.4 文本输入 (scanf 0 函数的实现).....................................................10
指令
1B
55
00 00
HMI人机界面产品培训ppt文档

产
3.HMI概述
品
价
格
4.HMI产品对比
AB Siemens Schneider Mitusibishi Omron Proface
5.HMI特点 6.HMI应用
Hitech Low Winview
Low
产品性能
欧美派 日本派 台湾派
high
HMI产品总览
1.HMI基本原理
施耐德系列
从字符型显示终端到图形终端的全系列产品线
TD400、OP73Micro/K-TP178、OP77A/OP77B TP170B/TP177A、TP270/TP277/MP277、MP370
XBTGT系列、 XBTN/ R系列
MT500系列、MT6000系列、MT8000系列
GOT 900系列、 GOT 1000系列
MPT002、NT11 NT系列、NS系列
4. 上位组态软件,如ProTool, Wincc flexible, Vijeo
6.HMI应用
Designer
工业触摸屏-面板的构成
1.HMI基本原理 电阻触摸板
用于检测用户触摸位置
2.HMI市场概况
液晶显示板
显示CPU发送来的信息
3.HMI概述
控制器
4.HMI产品对比
从触摸点检测装置上接 收触摸信息,并将它转
HMI人机界面产品培训
培训内容
1.HMI基本原理 2.HMI市场概况 3.HMI概述 4.HMI产品对比 5.HMI特点 6.HMI应用
1.HMI基本原理 2.HMI市场概况 3.HMI概述 4.HMI产品对比 5.HMI特点 6.HMI应用
HMI基本原理
1.HMI基本原理 广义的定义:使用者与机器间沟通、传递 及接受信息的接口
鲍麦克斯电控1
1.1 面板显示说明
1.1.1 面板说明
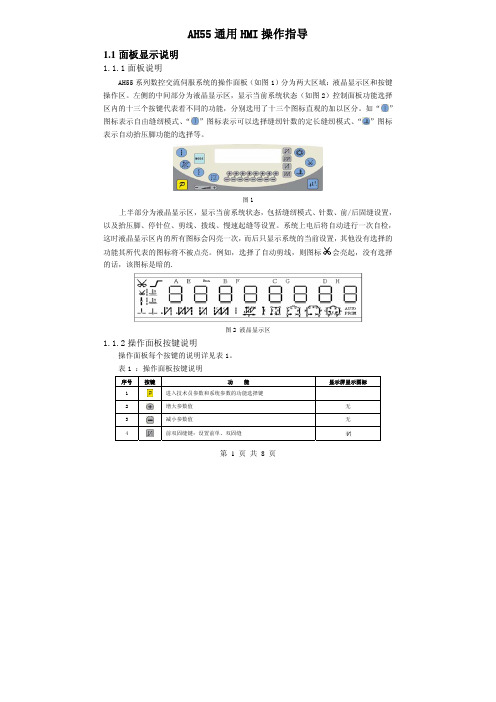
AH55 系列数控交流伺服系统的操作面板(如图 1)分为两大区域:液晶显示区和按键 操作区。左侧的中间部分为液晶显示区,显示当前系统状态(如图 2)控制面板功能选择 区内的十三个按键代表着不同的功能,分别选用了十三个图标直观的加以区分。如“ ” 图标表示自由缝纫模式、“ ”图标表示可以选择缝纫针数的定长缝纫模式、“ ”图标 表示自动抬压脚功能的选择等。
第三步:设定完毕后踩下踏板即可开始缝纫。
4、其他模式缝
第一步:连续按下 键,可以在对应模式缝图标 则表示已经选中该模式。
间进行切换,停止按键
第二步:使用 和 键修改对应的参数值(E、F、G、H 的值),设置范围:0-99 针。
第三步:设定完毕后踩下踏板即可开始缝纫。
1.3.4 前后固缝功能
第一步:按下 键或者 键修改前固缝设置。
A段 B段 A段 B段
A 段最后一针变短 A 段少一针,B 段多一针 第7页共8页
图b
{ 如图 c 所示,将参数 P15 适当调大。 A段 B段 A段 B段
自由缝第一针变短 B 段多一针 图c
{ 如图 d 所示,将参数 P15 适当调小。 A段 B段 A段 B段
B 段最后一针变短 B 段少一针,正常缝多一针
使用 键选择所需的抬压脚设置,停止按键进行确认。抬压脚设置完成。
1.3.7 停针位设置功能
按动 键可对停针位进行设定,可以设置为上停针和下停针两种方式。反复按下 键, 在 (下停针)和 (上停针)之间切换。选择所需的停针位,停止按键进行确认。 停针位设置完成。
1.3.8 倒缝和补针功能
缝纫机机头上的倒缝按钮兼起补针的作用。倒缝速度和补针速度都可调。不同的缝纫 模式下,该按钮的相应情况如下:
西门子HMI介绍 PPT课件
冗余功能:在运行系统中服务器互相监控,达到提早识别故障服务器的目的。 如果一台服务器出了故障,客户机将自动从故障服务器切换到仍在运行的服 务器上。这样保证监控和操作过程中所有客户机可用。出现故障时,激活的 服务器会继续将WinCC项目的所有消息和过程数据归档。故障服务器恢复在 线后,所有消息的内容、过程值以及用户归档将自动复制到恢复的服务器。
此处添加变量
运行情况,用户通过相应操作可以监视现场情 况,并对现场设备进行开启,关闭等操作。
阀开启关闭 罐液位监控
8
2.4 报警处理
组态报警编辑器,可以对现场重要的设备输入点进行监控,如果此数据点 出现异常,则在报警画面上进行显示,便于操作人员快速进行故障排除等, 报警一般分为故障,警告,信息等
内容
1, 基本概念与系统配置 2, WinCC系统 3, Protool系统 4, 演示
1
1, 基本概念与系统配置
HMI(Human Machine Interface-人机接口)是操作人员与底层设备之 间的一种接口,覆盖了特定的生产线区域与相应的设备之间建立连接。 可以实现现场操作,数据存储,状态监视,报警,变量归档,报表打 印等功能。
HMI画面客户机,通过 TCPIP协议与服务器连 接,操作人员可以在此 之上进行操作等,放置 在现场
汇川技术HMI触摸屏应用笔记使用说明

汇川技术HMI触摸屏应用笔记使用说明哎呀,小伙伴们,今天咱们来聊聊汇川技术HMI触摸屏应用笔记的使用说明,这可是个高大上的技术哦!不过别担心,我会用最简单的语言,让大家轻松掌握这个技能。
我们来看看这个触摸屏到底有什么用吧。
嘿,亲们,你们知道吗?这个触摸屏就像是一个超级大的手机屏幕,但是它可是专门为工业环境设计的哦!在工厂里,我们需要操作各种各样的设备,有时候还要和同事们一起协作。
有了这个触摸屏,我们就可以更方便地查看数据、设置参数、甚至还能直接控制设备呢!简直是神器啊!那么,这个触摸屏怎么用呢?别着急,我慢慢给大家讲解。
我们需要把它连接到电脑上,这样才能让别人看到我们的操作。
连接的方法很简单啦,只要插上USB线,然后打开电脑的设备管理器,找到对应的驱动程序安装一下就好了。
接下来,我们就要开始学习如何操作这个触摸屏了。
1.1 熟悉界面好了,现在我们的触摸屏已经连接上了电脑,接下来就要学会如何操作这个界面了。
我们要看看这个界面都有哪些功能模块。
一般来说,触摸屏的界面分为好几块,比如“数据采集”、“设备控制”、“系统设置”等等。
我们要根据自己的需求,去找到相应的功能模块。
1.2 数据采集嘿,亲们,你们知道吗?这个触摸屏可以帮我们实时采集各种数据哦!比如温度、压力、电流等等。
这些数据对于我们来说可是非常宝贵的资源,可以帮助我们更好地了解设备的运行状况。
那么,我们怎么才能看到这些数据呢?很简单啦,只要点击“数据采集”模块,然后选择对应的参数就可以了。
1.3 设备控制除了数据采集,我们还可以用这个触摸屏来控制设备呢!比如说,我们想要调整设备的运行速度,或者是改变设备的输出模式。
这时候,我们只需要点击“设备控制”模块,然后找到对应的选项进行设置就可以了。
当然啦,具体的操作方法还是要根据设备的类型和功能来定的。
2.1 系统设置除了上述的功能模块之外,这个触摸屏还有一个很重要的功能——系统设置。
在这个模块里,我们可以对触摸屏的参数进行调整,比如分辨率、亮度、语言等等。
HMI基本功能演示
配方
選擇設定顯示組數可於 RCP0 ~ RCPn 中顯示該組數內容 選擇 D6 內容後按壓配方變更則可將該組數移至 RCP0 ~ RCPn 按壓配方寫入可將 RCP0~RCPn 內容寫至 D220~D227 中 按壓配方回存可將 D220~D227 內容寫至 RCP0~RCPn 中
SMC卡操作說明
BCD >將$42二進制值轉成 二進制值轉成$41BCD值 將 二進制值轉成 值 BIN >將$44BCD值轉成 值轉成$43BIN值 將 值轉成 值
巨集算數
MUL乘 乘
注意計算後數值超過Word 注意計算後數值超過
加、減、除、餘
注意運算數值單位為 有號數或無號數,若數值為有號數, 有號數或無號數,若數值為有號數,但選為無號數會造成運算內容錯誤
巨集邏 為 進制顯示 XOR 00=0、11=0、01=1、10=1 、 、 、
歷史數值資料表(1)
歷史資料都必須設定緩衝區內容 如同歷史趨勢圖, 觸發(配合 配合D3、 控制暫存器 控制暫存器) 如同歷史趨勢圖,可選擇 Timer 或 PLC 觸發 配合 、D4控制暫存器 可選擇是否停電保持或記錄時間
歷史數值資料表(2)多筆顯示
組數值記錄, 最多可設定 8 組數值記錄,並且可定義不同顯示顏色
參數設定(2)
通訊, 支援雙 Port通訊,可各別設 通訊 定不同機種 PLC COM1 可選擇 RS232 COM2 可選擇 RS232 RS422 RS485 RS232和RS485為共用 和 為共用PIN腳, 為共用 腳 若接線為RS485但選擇為 但選擇為RS232 若接線為 但選擇為 則會接收到不正確資料
曲線圖(2)多曲線
曲線最多可設定4條 曲線最多可設定 條 4條曲線必須佔用 個暫存器 條曲線必須佔用40個暫存器 條曲線必須佔用 曲線1~4只能有一個取樣旗標 只能有一個取樣旗標 曲線
施耐德电气HMI产品培训课件(1)

施耐德电气HMI产品培训课件(1)
施耐德电气(HMI)产品培训课件是一套为人们提供关于施耐德电气(HMI)产品基础知识和操作指导的专业教育材料。
这些材料广泛地被用于培
训和指导施耐德电气HMI产品的使用。
下面,我们将对施耐德电气HMI产品培训课件的相关内容进行分点介绍。
一、施耐德电气HMI产品的基本概念
这一部分内容主要是讲解施耐德电气HMI产品的基本概念,包括什么
是HMI,HMI系统的组成部分等等。
二、HMI软件的操作
这一部分的内容主要是教授使用HMI软件进行操作的方法和技巧,包
括在HMI软件上创建和编辑控件、设置动画效果等等。
三、HMI产品的网络结构
这一部分涉及到HMI产品的网络结构,包括网络拓扑、通信协议等等。
四、HMI产品的通信编程
该部分涉及到如何在HMI产品中使用不同的通信协议进行编程,包括
使用MODBUS、OPC、DeviceNet、Ethernet等等。
五、HMI产品应用案例介绍
该部分通过实际案例的方式介绍不同应用场景下如何使用HMI产品,如工业自动化、能源管理、交通运输等等。
通过以上分点介绍,我们可以清晰地了解到施耐德电气HMI产品培训课件的内容架构,并从中了解到HMI产品的基本概念、操作方法、网络结构和应用场景等方面的知识。
这些都是学习和操作施耐德电气HMI 产品的必备知识和技能,可以帮助我们更好地应用和运用这些产品,提高生产效率和精细化管理。
人机界面(HMI)产品的组成及使用方法
人机界面(HMI)产品的组成及使用方法
人机界面(HMI)产品的组成及工作原理
人机界面产品由硬件和软件两部分组成,硬件部分包括处理器、显示单元、输入单元、通讯接口、数据存贮单元等,其中处理器的性能决定了HMI产品的性能高低,是HMI的核心单元。
根据HMI的产品等级不同,处理器可分别选用8位、16位、32位的处理器。
HMI 软件一般分为两部分,即运行于HMI硬件中的系统软件和运行于PC机Windows操作系统下的画面组态软件(如JB-HMI画面组态软件)。
使用者都必须先使用HMI的画面组态软件制作“工程文件”,再通过PC机和HMI产品的串行通讯口,把编制好的“工程文件”下载到HMI的处理器中运行。
人机界面的使用方法
明确监控任务要求,选择适合的人机界面(HMI)产品;
在PC机上用画面组态软件编辑“工程文件”;
测试并保存已编辑好的“工程文件”;
PC机连接HMI硬件,下载“工程文件”到HMI中;
连接HMI和工业控制器(如PLC、仪表等),实现人机交互。
HMI使用演示版

键转到十位,用同样方法调整。
压力标定
自动 运行
设置参数
最大压力 (设置)
SFZJS062-HMI
175公斤
保存 系统状态: 转速: 取消 压力: 旋变:
手动 调整
前进
后退 确认
取消
力矩:
KINWAY 上海御能动力科技有限公司
按
键,保存最大压力值。
压力满量程标定
自动 运行
最大压力表征了机器可以达到 手动 的最高压力,一般情况下压力满 调整 量程与最大压力相同,但有时实 际使用压力不允许达到最大压力 ,压力满量程就是用来设置实际 取消 使用的最高压力。
将运行使能禁止
SFZJS062-HMI
监
控
设
置
调
试
使能 禁止 禁止 禁止 禁止
自动 运行 手动 调整
运行使能 诊断使能 控制器测试 测量初始角 点动使能 控制模式 系统状态: 转速: 力矩:
前进
后退 确认
工艺模式 压力: 旋变:
取消
KINWAY 上海御能动力科技有限公司
开启电源后按 电。
键,将运行使能“禁止”, 在参数设置前,不让电机通
自动 运行 手动 调整
SFZJS062-HMI
前进
后退 确认
01
保存 系统状态: 转速: 取消 压力: 旋变:
取消
力矩:
KINWAY 上海御能动力科技有限公司
按
键,保存已选择油泵型号。
设置油泵型号
自动 运行 手动 调整
SFZJS062-HMI
前进
后退 确认
取消
KINWAY 上海御能动力科技有限公司
压力标定
自动 运行 手动 调整
HMI操作面板使用说明
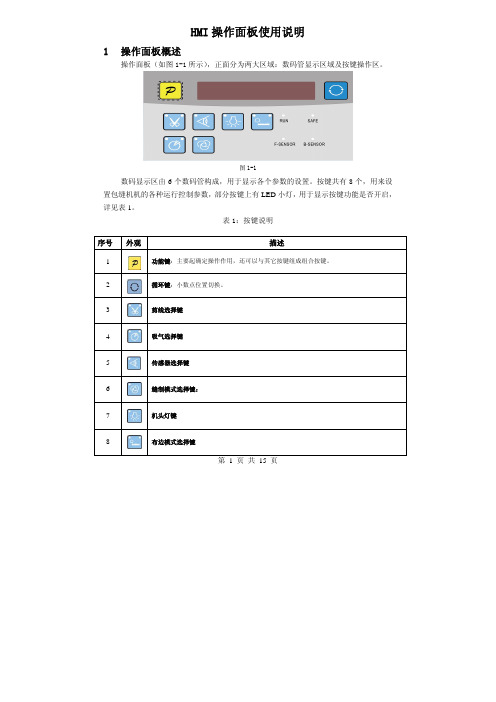
第 1 页 共 15 页HMI 操作面板使用说明1 操作面板概述操作面板(如图1-1所示),正面分为两大区域:数码管显示区域及按键操作区。
图1-1数码显示区由6个数码管构成,用于显示各个参数的设置。
按键共有8个,用来设置包缝机机的各种运行控制参数,部分按键上有LED 小灯,用于显示按键功能是否开启,详见表1。
表1:按键说明序号 外观描述1功能键:主要起确定操作作用,还可以与其它按键组成组合按键。
2 循环键:小数点位置切换。
3剪线选择键4吸气选择键5传感器选择键6缝制模式选择键:7机头灯键8布边模式选择键2用户模式定义2.1操作员模式此模式为操作面板的默认模式,操作面板上电后自动进入此模式。
进入此模式,6个数码管上的小数点位会两个相连的数码管小数点移动显示(屏幕显示),表示HMI处于空闲状态。
在执行任何操作的时候,如果长时间不按按键的话,HMI会自动切换到空闲状态,前一执行的操作将不会被执行!2.1.1全自动/半自动/全手工模式设置:全自动模式:按5键,再按下6键,两个无先后顺序。
5键灯亮,6键灯亮。
半自动模式:5键灯亮,6键灯灭。
全手工模式:5键灯灭,6键灯灭。
2.1.2剪线模式设置:。
当3按键上面两个LED灯都不点亮的时候,表示没有剪线;当3按键左上方LED灯点亮,右上方不亮的时候,表示前剪线;当3按键左上方LED灯不亮,右上方点亮的时候,表示后剪线;当3按键左上方、右上方LED灯都点亮的时候,表示前后均剪线。
2.1.3吸气模式设置:。
当4按键上面两个LED灯都不点亮的时候,表示没有吸气;当4按键左上方LED灯点亮,右上方不亮的时候,表示前吸气;当4按键左上方LED灯不亮,右上方点亮的时候,表示后吸气;第 2 页共 15 页当4按键左上方、右上方LED灯都点亮的时候,表示前后均吸气。
2.1.4机头灯设置:当按下7后,键角LED灯会亮,机头灯点亮。
再按一下键左上角LED灯会熄灭,机头灯灭。
2.1.5布边模式设置:当8按键上面两个LED灯都不点亮的时候,表示没有拖布;当8按键左上方LED灯点亮,右上方不亮的时候,表示前拖布;当8按键左上方LED灯不亮,右上方点亮的时候,表示后拖布;当8按键左上方、右上方LED灯都点亮的时候,表示前后均拖布。
1.1_HMI基本功能描述(初步)
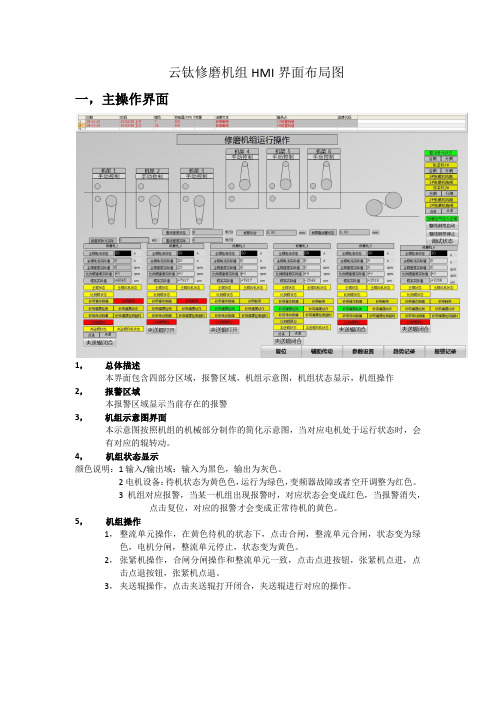
云钛修磨机组HMI界面布局图一,主操作界面1,总体描述本界面包含四部分区域,报警区域,机组示意图,机组状态显示,机组操作2,报警区域本报警区域显示当前存在的报警3,机组示意图界面本示意图按照机组的机械部分制作的简化示意图,当对应电机处于运行状态时,会有对应的辊转动。
4,机组状态显示颜色说明:1输入/输出域:输入为黑色,输出为灰色。
2电机设备:待机状态为黄色色,运行为绿色,变频器故障或者空开调整为红色。
3机组对应报警,当某一机组出现报警时,对应状态会变成红色,当报警消失,点击复位,对应的报警才会变成正常待机的黄色。
5,机组操作1,整流单元操作,在黄色待机的状态下,点击合闸,整流单元合闸,状态变为绿色,电机分闸,整流单元停止,状态变为黄色。
2,张紧机操作,合闸分闸操作和整流单元一致,点击点进按钮,张紧机点进,点击点退按钮,张紧机点退。
3,夹送辊操作,点击夹送辊打开闭合,夹送辊进行对应的操作。
二,参数设置界面1界面介绍参数设置界面包括以下部分:零点设置,机组参数设置2 零点设置用于设置砂带和板带接触的零点,当板带停止运行的状态下方可以进行,当砂带靠近到板带,人手无法轻松拉动砂带即可点击“设定辊隙零点”将这个点设定为零点。
3机组参数设置:1辊隙最大值,当辊隙打开到一定程度时,将不再允许辊隙打开,以防止设备损坏。
一般设定为8000微米2,主辊死区电流:当机组处于自动投入状态时在设定电流加减死区电流范围内波动时,不进行调节。
3,主辊最低转速:主辊在运行状态下,以整线速度比例为准,当整线速度下降到一定程度时,主辊速度不再下降,以最低转速运行。
4,比例辊手动转速:比例辊手动调节辊隙时,以此速度为准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
巨集搬移(2)
FILL >將多個 將多個HMI內部暫存器存入相同數值 將多個 內部暫存器存入相同數值 CHR >將兩個 將兩個ASCII字母一組轉換為上、下 Byte 於一暫存器中 字母一組轉換為上、 將兩個 字母一組轉換為上 (配合通訊指令使用 配合通訊指令使用) 配合通訊指令使用
巨集轉換(1)
巨集算數
MUL乘 乘
注意計算後數值超過Word 注意計算後數值超過
加、減、除、餘
注意運算數值單位為 有號數或無號數,若數值為有號數, 有號數或無號數,若數值為有號數,但選為無號數會造成運算內容錯誤
巨集邏輯(1)
D245~D247為16進制顯示 為 進制顯示 XOR 00=0、11=0、01=1、10=1 、 、 、
歷史數值資料表(1)
歷史資料都必須設定緩衝區內容 如同歷史趨勢圖, 觸發(配合 配合D3、 控制暫存器 控制暫存器) 如同歷史趨勢圖,可選擇 Timer 或 PLC 觸發 配合 、D4控制暫存器 可選擇是否停電保持或記錄時間
歷史數值資料表(2)多筆顯示
組數值記錄, 最多可設定 8 組數值記錄,並且可定義不同顯示顏色
資料輸入
(文數字輸入最多可輸入 個字 文數字輸入最多可輸入28個字 文數字輸入最多可輸入 個字)
曲線圖(1)
取樣旗標可自由定義 曲線圖中若取樣10點 讀取位置為 曲線圖中若取樣 點,讀取位置為D140,則佔用 ,則佔用D140~D149共10個暫存器 共 個暫存器 利用控制區D2暫存器來控制取樣動作 利用控制區 暫存器來控制取樣動作
巨集邏輯(2)
SHL將D245資料內容向左位移 個位元 將 資料內容向左位移N個位元 資料內容向左位移 SHR將D245資料內容向右位移 個位元 將 資料內容向右位移N個位元 資料內容向右位移
巨集搬移(1)
利用此二種指令將PLC暫存器資料傳送到 暫存器資料傳送到HMI中計算 利用此二種指令將 暫存器資料傳送到 中計算
輸入圖形至圖庫
1)點選選項 圖形庫 點選選項>圖形庫 點選選項 2)畫面中點選新增圖形庫 畫面中點選新增圖形庫 3)輸入圖庫名稱 casper 輸入圖庫名稱 4)選擇將圖形檔匯入至圖庫 選擇將圖形檔匯入至圖庫 5)選擇所提供的圖形匯入 選擇所提供的圖形匯入
圖庫內圖形的變化 圖庫新增或刪除 將圖形由檔案輸入/輸出及刪除 將圖形由檔案輸入 輸出及刪除 配合圖形變化時更新
(附上日期時間顯示 附上日期時間顯示) 附上日期時間顯示
警報頻次表
記錄各個警報發生的次數 利用控制區D1暫存器 清除記錄 利用控制區 暫存器b4清除記錄 暫存器
歷史警報表
記錄時間日期警報發生或解除 利用控制區D1暫存器 清除 利用控制區 暫存器b3清除 暫存器
繪圖
欲貼上一靜態圖形, 欲貼上一靜態圖形,可先畫出一矩形再以圖形為背景 具繪製表格功能,可於表格編輯數值顯示及輸入元件, 具繪製表格功能,可於表格編輯數值顯示及輸入元件,方便資料管理
歷史訊息表
緩衝區設為Bit元件時必須為 的倍數 緩衝區設為 元件時必須為16的倍數 元件時必須為 可選擇為Word 或 LSB 為數值單位 可選擇為 由各狀態設定顯示內容
當前警報表(1)
由選項 > 警報設定 中設定警報功能內容 讀取位址必頁設定為16的倍數 讀取位址必頁設定為 的倍數 取樣週期設定掃描時間、 取樣週期設定掃描時間、最多可存筆數設定由讀取位置佔用的筆數 S 點狀態解除,警報內容隨之解除 點狀態解除,
(數值範圍指示燈 數值範圍指示燈) 數值範圍指示燈
資料顯示
資料狀態圖顯示
動畫顯示
若動畫元件選擇為D116 若動畫元件選擇為 則D116為顯示狀態 為顯示狀態 D117為X軸座標 為 軸座標 D118為Y軸座標 為 軸座標 動畫位置是配合座標來決 吋為320*240 定,注意 5.7 吋為 吋為640*480 而 7.4 及10.4 吋為 以圖形左上角為座標位置
此4項為必備 項為必備 其他可依需要
---------為歷史警報內容資料,未記錄警報頻次表 為歷史警報內容資料, 為歷史警報內容資料 ---------存放配方編輯的資料 存放配方編輯的資料 -------COM1 埠連接的 埠連接的PLC通訊協定內容 通訊協定內容 -------COM2 埠連接的 埠連接的PLC通訊協定內容 通訊協定內容 -------記錄歷史緩衝區的資料,必須選擇停電保持才記錄 記錄歷史緩衝區的資料, 記錄歷史緩衝區的資料 ---------使用者點選可由軟體開啟後修改 使用者點選可由軟體開啟後修改 --------------所設計的編輯畫面及巨集內容 所設計的編輯畫面及巨集內容
當前警報表(2)
可設定多重子畫面來顯示警報訊息 (於警 於警 報屬性中設定欲顯示畫面) 報屬性中設定欲顯示畫面 警報訊息畫面屬性設為子畫面即可 顯示畫面於記憶體足夠下並無層次限制
當前警報表(3)
(於Detail中設定 於 中設定) 中設定
Hale Waihona Puke (警報産生可一並顯示警報跑馬燈 警報産生可一並顯示警報跑馬燈) 警報産生可一並顯示警報跑馬燈
曲線圖(2)多曲線
曲線最多可設定4條 曲線最多可設定 條 4條曲線必須佔用 個暫存器 條曲線必須佔用40個暫存器 條曲線必須佔用 曲線1~4只能有一個取樣旗標 只能有一個取樣旗標 曲線
X-Y圖
取樣10點 水平讀取位址 軸依D180~D189畫X軸座標 取樣 點,水平讀取位址D180,則X軸依 , 軸依 畫 軸座標 垂直讀取位址D190,則Y軸依 , 軸依D190~D199畫Y軸座標 垂直讀取位址 軸依 畫 軸座標 取樣4曲線, 曲線一, 取樣 曲線,則D100~D109曲線一,D110~D119曲線二 … 曲線 曲線一 曲線二
BCD >將$42二進制值轉成 二進制值轉成$41BCD值 將 二進制值轉成 值 BIN >將$44BCD值轉成 值轉成$43BIN值 將 值轉成 值
儀表元件
可設定低限、 可設定低限、高限及目標值 當目標值和高低限為變量時
低限值D102 低限值 高限值D103 高限值 目標值D104 目標值
柱狀圖
使用柱狀圖通常配合刻度做用 可設定目標值和偏差值 當目標值和偏差值為變量時
目標值為D+1 目標值為 偏差值為D+2 偏差值為
扇形圖
可設定目標值和高低限值 目標值和高低限值可設為變量
參數設定(2)
通訊, 支援雙 Port通訊,可各別設 通訊 定不同機種 PLC COM1 可選擇 RS232 COM2 可選擇 RS232 RS422 RS485 RS232和RS485為共用 和 為共用PIN腳, 為共用 腳 若接線為RS485但選擇為 但選擇為RS232 若接線為 但選擇為 則會接收到不正確資料
巨集編輯畫面
(存為 存為*.mro檔) 存為 檔 (將該行往下或往上移動 將該行往下或往上移動) 將該行往下或往上移動 (將該行刪除 將該行刪除) 將該行刪除
(為註解顯示功能 為註解顯示功能) 為註解顯示功能 (以插入方式輸入 以插入方式輸入) 以插入方式輸入 (以取代方式輸入 以取代方式輸入) 以取代方式輸入
最佳化可減少通訊讀取次數
線上模擬
上欲使用COM Port對應所選擇的通訊埠 使用線上模擬功能必須選擇 PC上欲使用 上欲使用 對應所選擇的通訊埠 通訊格式也必須設定正確
編輯軟體-檔案
該畫面輸出為bmp檔 檔 該畫面輸出為
當更新軟體時務必一同更 新韌體
開啟檔案時需輸入密碼
按鈕元件
密碼輸入按鈕 密碼輸入按鈕 設on按鈕 按鈕 調整對比亮度按鈕 調整對比亮度按鈕 設off按鈕 按鈕 設為最低權限按鈕 設為最低權限按鈕 保持型按鈕 保持型按鈕 系統目錄按鈕 系統目錄按鈕 交替型按鈕 交替型按鈕 複狀態按鈕 複狀態按鈕 由設定密碼表按鈕設定使用者等級密碼 設常數按鈕 設常數按鈕 設值按鈕 設值按鈕 加值按鈕 加值按鈕 減值按鈕 減值按鈕 設定系統時間按鈕 設定系統時間按鈕 設定密碼表按鈕 設定密碼表按鈕
DOP 系列介紹 系列介紹
議程
Screen Editor 軟體介紹 各元件使用編輯(按鈕、指示燈、曲線、取樣 各元件使用編輯 按鈕、指示燈、曲線、取樣) 按鈕 警報、配方、 警報、配方、控制區及狀態區說明 巨集指令撰寫(包含通訊程式範例 巨集指令撰寫 包含通訊程式範例) 包含通訊程式範例 綜合巨集指令練習 S7300 PLC 通訊設定 經驗及問題討論
System 畫面
System畫面 Time 設定
System畫面 Calibrate 設定
System畫面 Download Port
(當使用 當使用COM Port 上下載時使用 上下載時使用) 當使用
System畫面 Backlight 設定
System畫面 Settings
System畫面 File Manager
巨集的種類
系統開啟時執行, 系統開啟時執行 方便使用者輸入初始值) 系統-系統 Initial 巨集 (系統開啟時執行,方便使用者輸入初始值 一次執行一行, 一次執行一行 依畫面元件判定時間) Background 巨集 (一次執行一行,依畫面元件判定時間 系統中固定時間不斷執行, 系統中固定時間不斷執行 一次執行完畢) Clock 巨集 (系統中固定時間不斷執行,一次執行完畢 畫面開啟後執行, 畫面開啟後執行 較元件順序優先) 畫面-畫面 畫面開啟巨集 (畫面開啟後執行,較元件順序優先 畫面關閉時執行, 畫面關閉時執行 較新畫面開啟巨集優先) 畫面關閉巨集 (畫面關閉時執行,較新畫面開啟巨集優先 畫面中固定時間不斷執行, 畫面中固定時間不斷執行 一次執行完畢) 畫面 Cycle 巨集 (畫面中固定時間不斷執行,一次執行完畢 執行) 必須按壓該按鈕由 按鈕-按鈕 元件 On 巨集 (必須按壓該按鈕由 Off > On 執行 執行) 必須按壓該按鈕由 元件 Off 巨集 (必須按壓該按鈕由 On > Off 執行 中的副程式, 其他-其他 子巨集 ( 如同 PLC 中的副程式,用 CALL 指令呼叫 ) (各巨集最多 行,每行最多 個字 各巨集最多512行 每行最多128個字 個字) 各巨集最多