注塑件报价
注塑模具简易报价表
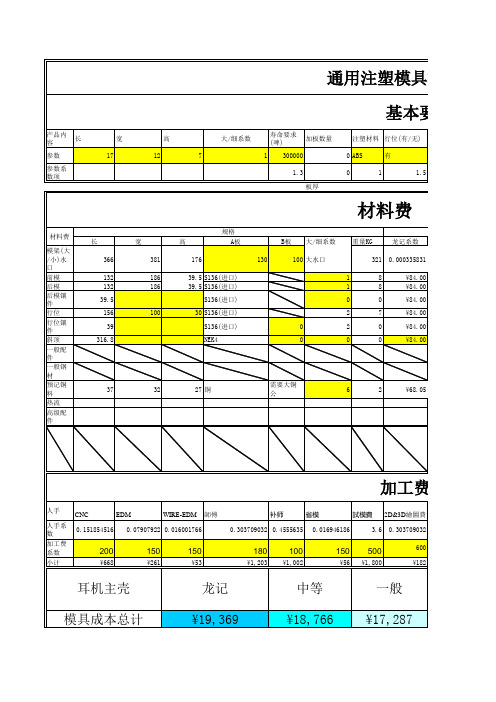
产品内 容 参数 参数系 数项 长 17 宽 12 高 7 大/细系数 1 寿命要求 (啤) 300000 1.3 板厚 加板数量 注塑材料 行位(有/无) 0 ABS 0 1 有 1.5
材料费
材料费 模架(大 /小)水 口 前模 后模 后模镶 件 行位 行位镶 件 斜顶 一般配 件 一般钢 材 预记铜 料 热流 高级配 件 长 366 132 132 39.5 156 39 316.8 100 宽 381 186 186 高 176 39.5 S136(进口) 39.5 S136(进口) S136(进口) 30 S136(进口) S136(进口) NEK4 0 0 规格 A板 130 B板 大/细系数 100 大水口 1 1 0 2 2 0 重量KG 321 8 8 0 7 0 0 龙记系数 0.000335831 ¥84.00 ¥84.00 ¥84.00 ¥84.00 ¥84.00 ¥84.00
300
500
70
100
90
2
1
1
1
一般模胚记价
塑模具报价记算表 基本要求
行位数 前模材料 2 S136(进口) 后模材料 S136(进口) 穴数(1+1) 2 外观要求 4 省光 1.2 做模大概周 期 22 客需周 期(天) 45
料费
中等系数 材料费 一般(元/KG) 龙记材料费 ¥8,242 ¥639 ¥639 ¥0 ¥617 ¥0 ¥0 ¥824 ¥577 ¥68.05 ¥68.05 ¥117 中等材料费 ¥7,823 ¥601 ¥601 ¥0 ¥580 ¥0 ¥0 ¥782 ¥548 ¥117 一般材料费 ¥7,041 ¥411 ¥411 ¥0 ¥397 ¥0 ¥0 ¥704 ¥493 ¥117 0.000318758 0.000286882 ¥79.00 ¥79.00 ¥79.00 ¥79.00 ¥79.00 ¥79.00 ¥54.00 ¥54.00 ¥54.00 ¥54.00 ¥54.00 ¥76.00
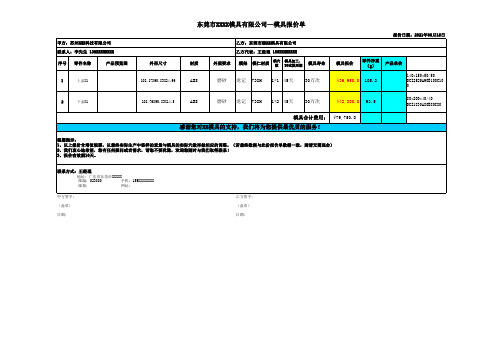
注塑模具报价单模板(2022版)
序号 零件名称
产品预览图
外形尺寸
Байду номын сангаас
1
上盖X1
108.17X95.83X24.99
东莞市XXXX模具有限公司—模具报价单
材质
ABS
乙方:东莞市XXXX模具有限公司
乙方代表:王经理 159XXXXXXXX
外观要求
模架
模仁材质
模穴 数
模具加工, T0试模周期
¥42,800.0 93.5
模具合计费用: ¥79,750.0
感谢您对XX模具的支持,我们将为您提供最优质的服务!
80*200*40/40 SCI1830A80B80C80
温馨提示: 1、以上报价含增值税票,以最终实际生产中签样的重量与模具的实际穴数再做相应的调整。(若最终数据与此份报价单数据一致,则请无需理会) 2、我们衷心地希望,您有任何疑问或者需求,请您不要犹豫,欢迎您随时与我们取得联系! 3、报价有效期10天。
联系方式:王经理
地址:广东省东莞市XXXXX
邮编:523000
手机:159XXXXXXXX
邮箱:
网址:
甲方签字: (盖章) 日期:
乙方签字: (盖章) 日期:
模具寿命
磨砂 龙记 738H 1*1 45天 30万次
报价日期:2021年06月18日
模具报价
零件净重 (g)
产品单价
¥36,950.0 105.2
140*150*50/50 SCI2525A90B100C10 0
2
下盖X1
108.76X95.83X14.5
ABS
磨砂 龙记 738H 1*2 45天 30万次
塑料产品的报价计算方式

塑料产品的报价计算方式
单价(V AT/17%)=材料费+加工费+包装费+管理费+税
一、材料费:
1、塑胶原料:
A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(V AT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(V AT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)X色漆价格(V AT/17%)。
<br />
3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:
1、成型费标准:<br />
注塑机型/吨位(T) 成型费(元/分钟)
海天/80T ¥0.48
海天/110T ¥0.57
海天/150T ¥0.62
海天/200T ¥0.75
海天/250T ¥0.89
2、喷油费:
A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0.05元/排(含人工费)计算。
3、丝印费
A、普通丝印(1~3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
4、超音波:
价格按0.12元/次计算,不计损耗。
塑胶类产品报价计算方法

塑胶类产品报价计算方法塑胶件的价格:原材料价格+成型加工费+表面处理加工费+包材费+运输费+通关费+管理费 = 最终价格1、原材料价格 = {产品单重+(水口重/出模数)*(1+损耗)}*原材料价格当然这里的原材料价格要化成g为单位啦,正常情况下,我们买原材料时都是按kg来算,而产品单重都用g来称呼。
2、成型加工费 = 成型机台费用 / 24h / 3600s *(成型周期+损耗时间)注塑机每分钟费用:50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T 0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M3、表面处理包括:喷油加工、丝印加工、电镀加工、烫金加工等等喷油加工费 = 油漆用量*油漆单价+开油水用量*开油水单价+损耗*混合油单价+附助材料价喷油这里涉及到的又有很多,包括:开油比例、喷油面积、空间平面数、每平面喷枪扫射次数、喷涂时间、装治具时间、装治具人员数、装治具用附助材料价格(白电水、双面胶等)、干燥时间、干燥拉周期、检查时间、检查人员数等等。
很麻烦吧。
丝印加工费 = 油漆用量*油漆单价+开油水用量* 油水单价+损耗*混合油单价+附助材料价丝印与喷油的公式差不多,但涉及到的内容比喷油的简单些,只包括:手动丝印或者移印、丝印次数、干燥、检查时间及人员数。
电镀加工与烫金加工我们之前是外发了,具体的不太了解,不过我知道烫金是需要用烫金纸现经过烫金机器,怎么一磨一贴的就完成了。
4、包材费一般情况下只是胶袋价格、纸箱、刀卡、平卡价格,有些还会用到胶板、吸塑、汽泡袋、珍珠棉等,哦,在算价时,别忘了,要考虑到它的用量和循环次数哦!5、运输费比较简单,先查包装箱的包装产品个数,再看产品的包装外箱多大,根据车箱容量计算可以容纳的纸箱数,然后把老板给的运输费一除,就知道啦,基本上,分配到每个产品上的运输费都很少啦。
塑料产品的报价计算方式

塑料产品的报价计算方式
塑料产品的报价计算方式
单价(V AT/17%)=材料费+加工费+包装费+管理费+税
一、材料费:
1、塑胶原料:
A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(V AT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(VAT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)X色漆价格(V AT/17%)。
<br />ﻫ3、铜花母:价格按0、10元/个计算。
二、注塑及其加工费:
1、成型费标准:<br />ﻫ注塑机型/吨位(T) 成型费(元/分钟)
海天/80T ¥0.48
海天/110T¥0.57
海天/150T¥0.62
海天/200T ¥0、75
海天/250T ¥0、89
2、喷油费:
A、大件产品(如外壳):价格按0、05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0、05元/排(含人工费)计算。
3、丝印费
A、普通丝印(1~3行字或符号):价格按0、03元/次/颜色(含材料与人工费)计算
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料与人工费)计算。
C、镜片丝印:加5%成品损耗。
4、超音波:
价格按0、12元/次计算,不计损耗。
注塑报价方法

C元/只
原、辅材料费
18
原材料
原料克重单价×产品毛重D元来自只19辅助材料
三班消耗总值÷A
E元/只
包装费
20
单个产品包装费
实测计算
F元/只
运输费
21
运输费
实测计算
G元/只
二次加工费:组装、印刷等等
22
二次加工费
实测计算
H元/只
成本合计:
23
自营制品
B+C+D+E+F+G+H==K元/只
4、10年:注塑机及相关设备使用寿命以10年计。
5、基础设施维修费:一般按基础设施总值2%估算
6、机器设备维修费:一般按机器设备总值3%估算,再加上注塑模具费用。
7、管理费:行政人员工资、招待费、差旅费、交通费、证书费等等总和。
8、电变压器摊派:独立变压器的固定支出费用。
变动成本
变动成本说明:变动成本是指:直接发生在产品本身的成本。以元为单位,计算到:元/只(交付的合格品),小数保留三位(人民币:厘)。
注塑件成本核算
固定成本
固定成本说明:固定成本是指:只要工厂开门运转,无论生产与否都要支出的成本。以元为单位,计算到:单机元/天,小数保留三位(人民币:厘)。
本固定成本测算仅适用于纯注塑企业单位。
如企业涵盖注塑、模具制造、成品装配等生产内容,其基础设施等费用应合理分割计算。
序号
内容
计算公式
数额
1
厂房折旧
24
来模来料加工
B+E+F+G+H==L元/只
利润及税款等:
该项内容各企业视具体情况而定。
注塑件成本核算
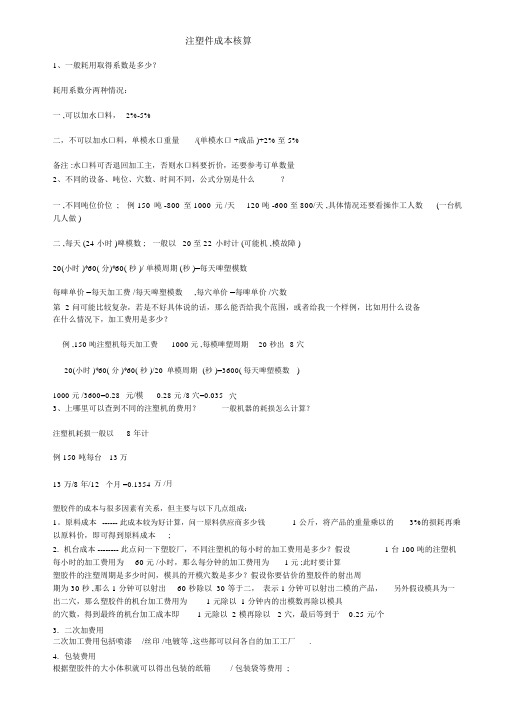
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一 ,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口 +成品 )+2% 至 5%备注 :水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一 ,不同吨位价位 ;例 150吨 -800至 1000元 /天120 吨 -600 至 800/天 ,具体情况还要看操作工人数(一台机几人做 )二 ,每天 (24 小时 )啤模数 ;一般以20至 22小时计 (可能机 ,模故障 )20(小时 )*60( 分)*60( 秒 )/ 单模周期 (秒 )=每天啤塑模数每啤单价 =每天加工费 /每天啤塑模数,每穴单价 =每啤单价 /穴数第 2 问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例 ,150 吨注塑机每天加工费1000 元 ,每模啤塑周期20 秒出8 穴20(小时 )*60( 分 )*60( 秒 )/20单模周期(秒 )=3600( 每天啤塑模数)1000 元 /3600=0.28元/模0.28 元 /8 穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8 年计例 150 吨每台13 万13 万/8 年/12个月 =0.1354万 /月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------ 此成本较为好计算,问一原料供应商多少钱 1 公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本 -------- 此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设 1 台 100 吨的注塑机每小时的加工费用为60 元 /小时,那么每分钟的加工费用为 1 元 ;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为 30 秒 ,那么 1 分钟可以射出60 秒除以 30 等于二,表示 1 分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为 1 元除以 1 分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即 1 元除以 2 模再除以 2 穴,最后等到于0.25 元/个3.二次加费用二次加工费用包括喷漆/丝印 /电镀等 ,这些都可以问各自的加工工厂.4.包装费用根据塑胶件的大小体积就可以得出包装的纸箱/ 包装袋等费用 ;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc 的运输成本 ;6.其它费用 ;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用; 7.利润以上 6 项的总和乘以 10-30% 的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订 ;塑胶模具报价的计算公式快速模具价格计算法 !模具价格计算1.经验计算法模具价格 =材料费 +设计费 +加工费与利润 +增值税 +试模费 +包装运输费各项比例通常为 :材料费 :材料及标准件占模具总费用的15%-30%;加工费与利润 :30%-50%;设计费 :模具总费用的 10%-15%;试模 :大中型模具可控制在3% 以内 ,小型精密模具控制在5% 以内 ;包装运输费 :可按实际计算或按3% 计;增值税 :17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格 =(6~10)* 材料费锻模 ,塑料模 =6* 材料费压铸模 =10* 材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用 =材料费 +加工费 +包装费 +运输费说明:1.材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5% ;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间 /批量 +成型时间 /模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位(T )工缴费(元/小时)设备吨位(T )工缴费(元/小时)8035-45200110-16010045- 60250150-20012065-85300180-22015080-110350200-25018095-140400250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用 =(实际重量 +损耗) * 材料单价加工费用 =成形周期 * 单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
注塑产品怎样报价和报价注意事项

注塑产品怎样报价和报价注意事项注塑产品的报价是指根据注塑产品的材料、设计、规格、数量等因素,确定出产品的价格。
对于注塑产品的报价,需要注意以下几个方面。
首先,报价时需要了解产品的详细信息。
包括产品的用途、材料、规格尺寸、外观要求、生产工艺等。
只有全面了解产品的各个方面,才能准确地进行报价。
其次,需要考虑材料成本。
材料成本是影响产品价格的重要因素之一、因此,报价时需要掌握好材料的价格走势和市场行情,对不同材料的价格进行合理评估和计算。
第三,需要考虑制造工艺和生产成本。
不同的产品采用不同的制造工艺,生产成本也会有所差异。
因此,在报价时需要考虑到产品的生产周期、工艺流程、设备投入等因素,综合计算出合理的生产成本。
第四,需要考虑到设计和开发费用。
如果是客户提供的产品设计图纸,设计和开发费用通常会包含在产品报价中。
但如果客户需要厂家进行设计和开发工作,设计和开发费用则需要额外计算,再加到产品报价中。
第五,需要充分考虑到批量生产的因素。
通常情况下,大批量生产的产品报价会相对较低。
因为大批量生产可以降低单位产品的生产成本,从而能够提供更有竞争力的报价。
最后,还需要留有一定的利润空间。
报价时应该计算好每个环节的成本,包括材料成本、制造成本、设计开发费用等,然后在总成本的基础上加上一定的利润空间。
这样可以确保注塑厂家有利可图,并为未来的发展提供资金支持。
在进行产品报价时还需要注意以下几点:首先,报价要准确,不可以低估成本或高估利润。
低估成本可能导致亏本生产,高估利润可能会使客户不信任。
其次,需要及时更新报价。
市场行情和材料价格时刻发生变化,因此需要及时更新报价,以确保报价的准确性。
再次,要合理划分费用。
需要清楚地将各个环节的费用列出,包括材料费、工艺费、设计开发费等,并向客户解释清楚,以增加透明度和客户的信任。
最后,要善于与客户沟通。
在报价过程中,需要与客户充分沟通,了解客户的需求和要求,并根据情况提供相应的优惠政策,以争取客户的采购。
塑胶产品成本计算公式

塑胶产品成本计算公式塑胶产品报价计算一个塑胶件的价格:原材料价格+成型加工费+表面处理加工费+包材费+运输费+通关费+管理费= 最终价格1、原材料价格= {产品单重+(水口重/出模数)*(1+损耗)}*原材料价格当然这里的原材料价格要化成g为单位啦,正常情况下,我们买原材料时都是按kg来算,而产品单重都用g来称呼。
2、成型加工费= 成型机台费用/ 24h / 3600s *(成型周期+损耗时间)注塑机每分钟费用:50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M3、表面处理包括:喷油加工、丝印加工、电镀加工、烫金加工等等喷油加工费= 油漆用量*油漆单价+开油水用量*开油水单价+损耗*混合油单价+附助材料价喷油这里涉及到的又有很多,包括:开油比例、喷油面积、空间平面数、每平面喷枪扫射次数、喷涂时间、装治具时间、装治具人员数、装治具用附助材料价格(白电水、双面胶等)、干燥时间、干燥拉周期、检查时间、检查人员数等等。
很麻烦吧。
丝印加工费= 油漆用量*油漆单价+开油水用量* 油水单价+损耗*混合油单价+附助材料价丝印与喷油的公式差不多,但涉及到的内容比喷油的简单些,只包括:手动丝印或者移印、丝印次数、干燥、检查时间及人员数。
电镀加工与烫金加工我们之前是外发了,具体的不太了解,不过我知道烫金是需要用烫金纸现经过烫金机器,怎么一磨一贴的就完成了。
4、包材费一般情况下只是胶袋价格、纸箱、刀卡、平卡价格,有些还会用到胶板、吸塑、汽泡袋、珍珠棉等,哦,在算价时,别忘了,要考虑到它的用量和循环次数哦!5、运输费比较简单,先查包装箱的包装产品个数,再看产品的包装外箱多大,根据车箱容量计算可以容纳的纸箱数,然后把老板给的运输费一除,就知道啦,基本上,分配到每个产品上的运输费都很少啦。
注塑件产品价格核算

加工时间,比如说你的每件产品是一模出两件,
每啤的注塑时间是40秒,材料是ABS, 每件的重量是40克,
使用120吨的注塑机, 而120吨的注塑机每工作班(12小时)
地区从80吨~200吨,每个工作班(12小时)的加工费大约是
200元~700元,有些小的工厂可能会偏低一点,有的大的工
厂可能会高一点.
其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g
2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费
其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)
设备吨位 (T ) 工缴费 ( 元/小时) 设备吨位 (T ) 工缴费 ( 元/小时)
加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)
如果特别要求包装,还要加上包装的费用。
基本上为此三大类。
材料价格比较简单:PP 或ABS 直接用价格 x 产品重量,颜色件就按原料价格就可以了,而黑色件可根据具体的回料或产品要求来计算。
加工费用就跟模具穴数和成型周期以及产品重量有关;
注塑件成本核算
1、一般耗用取得系数是多少?
耗用系数分两种情况:
一,可以加水口料,2%-5%
二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%
备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量
2、不同的设备、吨位、穴数、时间不同,公式分别是什么?
一,不同吨位价位; 例150吨-800至1000元/天 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)
注塑件和压铸件的报价简便方法
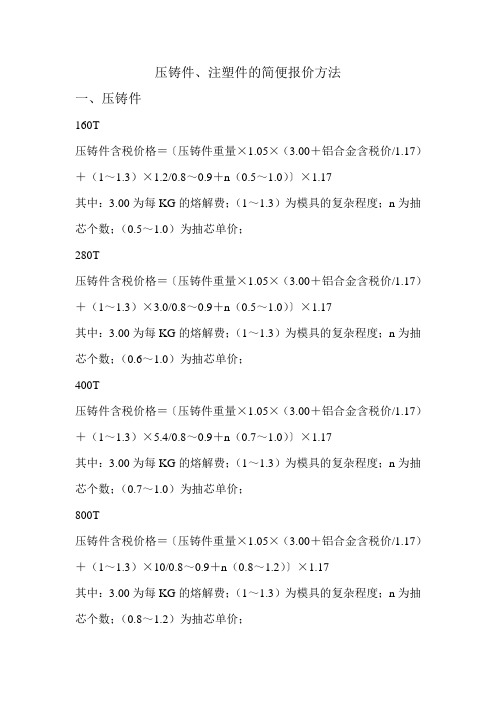
压铸件、注塑件的简便报价方法一、压铸件160T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.3)×1.2/0.8~0.9+n(0.5~1.0)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.5~1.0)为抽芯单价;280T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.3)×3.0/0.8~0.9+n(0.5~1.0)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.6~1.0)为抽芯单价;400T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.3)×5.4/0.8~0.9+n(0.7~1.0)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.7~1.0)为抽芯单价;800T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.3)×10/0.8~0.9+n(0.8~1.2)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.8~1.2)为抽芯单价;1600T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.4)×22/0.8~0.9+n(0.8~1.2)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.8~1.2)为抽芯单价;二、注塑件注塑件含税价格=〔注塑件单件重量×穴数×1.03×材料含税价/1.17)+(1~1.3)×m/0.8~0.9+热流道的每模的电费〕×1.17。
注塑件成本模型

1、原材料行情根据卓创资讯当日行情为准网站:
2、原材料周平均行情变化超过10%时,开启调价窗口,调价幅度根据上表的原材料占比进行对应调整。
3、此报价含13%的税,账期月结90天,送货到工厂的单价
4、附件的注塑机台加工成本,必须按照实际填写,用来论证本表中的注塑单价
5、改性料单价依据附件中改性料成本分析单价为准
6、供应商每月25日发当月实际采购单价给采购,单据内容仅限于双方签字盖章确认的发票、订单、送货单等信息
报价公司:客户确认:报价人:
报价时间:。
塑胶类产品报价计算方法

塑胶类产品报价计算方法塑胶件的价格:原材料价格+成型加工费+表面处理加工费+包材费+运输费+通关费+管理费 = 最终价格1、原材料价格 = {产品单重+(水口重/出模数)*(1+损耗)}*原材料价格当然这里的原材料价格要化成g为单位啦,正常情况下,我们买原材料时都是按kg来算,而产品单重都用g来称呼。
2、成型加工费 = 成型机台费用 / 24h / 3600s *(成型周期+损耗时间)注塑机每分钟费用:50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T 0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M3、表面处理包括:喷油加工、丝印加工、电镀加工、烫金加工等等喷油加工费 = 油漆用量*油漆单价+开油水用量*开油水单价+损耗*混合油单价+附助材料价喷油这里涉及到的又有很多,包括:开油比例、喷油面积、空间平面数、每平面喷枪扫射次数、喷涂时间、装治具时间、装治具人员数、装治具用附助材料价格(白电水、双面胶等)、干燥时间、干燥拉周期、检查时间、检查人员数等等。
很麻烦吧。
丝印加工费 = 油漆用量*油漆单价+开油水用量* 油水单价+损耗*混合油单价+附助材料价丝印与喷油的公式差不多,但涉及到的内容比喷油的简单些,只包括:手动丝印或者移印、丝印次数、干燥、检查时间及人员数。
电镀加工与烫金加工我们之前是外发了,具体的不太了解,不过我知道烫金是需要用烫金纸现经过烫金机器,怎么一磨一贴的就完成了。
4、包材费一般情况下只是胶袋价格、纸箱、刀卡、平卡价格,有些还会用到胶板、吸塑、汽泡袋、珍珠棉等,哦,在算价时,别忘了,要考虑到它的用量和循环次数哦!5、运输费比较简单,先查包装箱的包装产品个数,再看产品的包装外箱多大,根据车箱容量计算可以容纳的纸箱数,然后把老板给的运输费一除,就知道啦,基本上,分配到每个产品上的运输费都很少啦。
1注塑产品报价单(有报价公式)

1注塑产品报价单(有报价公式)
注塑产品报价单(有报价公式)注塑产品报价报价公式
注
备注:
1、材料成本=(单个产品重量某穴数+流道重量+5%原材料损耗)某产品单价kg/元
2、注塑机加工费如下元/小时
80T及以下50元/小时35~45格林柱尺寸365某365某360
100T50元/小时45~60
120T60元/小时65~85格林柱尺寸400某400某410
150T80元/小时80~110格林柱尺寸455某455某500
180T100元/小时95~140
200T100元/小时110~160格林柱尺寸510某510某510
250T100元/小时150~200
300T150元/小时180~220格林柱尺寸660某660某660
350T150元/小时200~250
400T150元/小时250~350
450T160元/小时
520T180元/小时
800T200元/小时
3、产品单个加工费=注塑机加工费(元/小时)/穴数/每小时多少模
注塑产品报价单(有报价公式)注塑产品报价报价公式
注塑产品估价单
10
15
2031500.006349
7
4
5
140
1000441000
0.002267574
8000.62496
0.48
0.1411219.04
384
注塑产品报价单(有报价公式)注塑产品报价报价公式
单个产品价格
RMB
¥
Bae2.16
¥
Lid1.24
0#DIV/0!
0#DIV/0!
0#DIV/0!
产品总的价格:#DIV/0!元。
注塑产品报价单

编号名称:
塑料配件报价单
联 系 人: 电 话: 传 真: 报价单号: 报价日期:
序号
料 号
品名
穴数
模具 模具 出模 吨位 费用 时间
材质(品牌 及型号)
材料价 格
RMB/kg
产品重 量
g(Pcs)
材料费 用(RMB)
加工费 用
(RMB)
五金件 费用 (RMB)
客户签回:
厂商承办:
损费 (RMB)
包装/ 运输 (RMB)
管理 (RMB)
利润 (RMB)
税金 (RMB)
产合计金额 注意: 1材料价格上下变动超10%的双方可另行议价 2 材料费用不含模具 治具相关费用 3 付款方式以月结30天为标准 4 交货地点为: 5 以上报价含17%增值税 6 以上报价有效期为30天 7 以上模具报价为模具在本厂生产的报价
注塑件成本核算(报价)

注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模 0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个。
注塑成型报价公式

注塑成型报价公式
报价=(材料成本+设备折旧与维护成本+人工成本)/(1-利润率)其中,各项成本计算如下:
1.材料成本:
材料成本=产品材料单价×产品重量
产品材料单价可以根据市场行情和供应商报价确定,产品重量可以通过注塑模具设计图纸或样品来计算。
2.设备折旧与维护成本:
设备折旧与维护成本=(设备购买价值-预计残值)/设备预计寿命+设备年维护成本
设备购买价值是指购买或租赁注塑机械设备的总价值,预计残值是设备使用完后的估值,设备预计寿命是设备的使用年限,设备年维护成本是设备每年维护所需的费用,可以从设备供应商处获得或自行计算。
3.人工成本:
人工成本=操作工时×工人时薪
操作工时是产品注塑成型所需的工时,工人时薪根据地区和工人技能水平确定。
4.利润率:
利润率是指预期获得的利润占报价的比例,可以根据市场需求和企业盈利目标进行调整。
根据以上公式,可以计算出注塑成型的报价。
需要注意的是,公式中的各项数值需要根据具体情况进行调整和估算,如材料成本、设备折旧与维护成本、人工成本等。
同时,报价还需要考虑其他因素,如批量生产、交货期限等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
结构越复杂模具造价越高。从简化模具结构,节约成本、提高模具生产效率、模具寿命方面,
针对产品的结构,模具设计师有义务建议客户对某些结构细节进行变更。
塑胶模具价格的构成
1. 产品信息 2. 材料费用 2.1 模胚 2.2 模仁,镶件 2.3 行位,斜顶 2.4 电极 3. 市场及工程费用 3.1 市场及工程沟通 3.2 模具设计 3.3 CNC编程 3.4 QC检查 4. 加工费用 5. 表面处理,热处理 6. 外购件费用 6.1 流道系统 6.2 顶出系统 6.3 冷却系统 6.4 侧向及开模系统 7. 其他费用 7.1 试模+材料 7.2 走模+报关+包装 7.3 寄板 8. 管销费用 9. 附加项(模具等级) 10. 报出价格
模具标准件,配件: 国产:中国LKM, ISEN 国外:美国DME, 德国HASCO, 德国STRACK, 欧州EOC, 法国STAUBLI, 日本MISUMI, 日本PUNCH,日本日东NITTO等模具配件
塑胶冷流道入水方式
塑胶模具的类别
模具按其用料的硬度可分为: 1. 硬模(THROUGHLY HARDEN) (44HRC 以上) 內模件所采用的鋼材,買回來后需要進行熱處理,如淬火滲碳,才能達到使用要求,這樣的注塑 模叫硬模.如內模件采用H13 鋼,420 鋼,S7 鋼. 模具寿命可达500K shot以上 2. 軟模(PRE-HARDENED) (44HRC 以下) 內模件所采用的鋼材,買回來后不需要進行熱處理,就能達到使用要求,這樣的注塑模叫軟模. 如內模件采用P20 鋼, 王牌, 420H 鋼,NAK80,鋁,鈹銅。 模具寿命可达500K shot以下
模具的基本结构
模具成型系统: 模仁又称型腔 /模玉/模芯等,即嵌入模胚模板内的成型模芯。 分为前模仁,后模仁,俗称前模(Cavity),后模(Core)。 为何要在模板内嵌入模仁呢?主要是为节约成本,加工方便。 因为塑胶对模具的钢材特性有很高的要求,如硬度、耐腐蚀性、耐高温(热变形)等;而模胚的模 板则无需太高的要求。 模仁硬度一般为28~65HRC,模胚的模板硬度27~33HRC;用作模仁的钢料每公斤可达 RMB100~200,而模胚的钢料一般只需RMB12~30元。 滑块又称行位:Slider。为顺利出模而必须使用的结构部件。因为有些产品结构特殊,如有侧边有 空,有倒扣(勾)等,需用行位才可出模。 斜顶:Angle-Lifter。与行位相似,也是为顺利出模而必须使用的结构部件。 流道系统: (S.R.G) 唧嘴:Sprue 注塑机炮筒的射胶嘴 通过该装置将熔融的塑胶原料注入型腔。 流道:Runner 胶口:Gate
塑胶模具与产品报价
模具和其他商品一样也是商品,但模具一般不直接进入市场销售,而是由供 需双方进行业务洽谈定价,确定一个合理的、双方都能够接受的价格,实际 上也是一种销售的形式。 报价主要目的就是回复客户产品的开发周期(即模具制作周期),模具价格,产 品价格.及便客户所开发的产品有没有市场,有没有利润. 塑胶模具报价是模具设计,模具制作的前期过程,是有没有模具开发的关键性 步骤.一个企业或者模厂,有没有模具制作就看报的价格合不合理了. 模具与产品报价,适合于相关塑胶产品的各个行业,汽车产品,医疗器械产品, 各种联接器,玩具产品,电子类产品的报价.
塑胶模具的类别
三、 103 類模(少於500K 啤,中量生產模.) 需要詳細模具結構圖. 模胚材料硬度最小為165BHN. (DME #1 鋼/ 1040 鋼) 內模鋼材為P20(28~32HRC)或高硬度(36~38HRC). 其餘要求視乎需要而定. 四、104 類模(少於100K 啤,少量生產模) 要模具結構圖. 模胚材料P20(28~32HRC)可用軟鋼或鋁.(1040 鋼) 內模件可用鋁,軟鋼或其它認可金屬. 其餘要求視乎需要而定.
4. 加工费用 4.1 车床 4.2 铣床 4.3 钻床 4.4 平面+成型磨床 4.5 内外圆磨 4.6 CNC 4.7 EDM 4.8 W-CUT 4.9 Pulish 4.10 Fit mold 4.11 修整
模具的结算方式
模具的结算是模具设计制造的最终目的。模具的价格也以最终结算到的价格为准,即结算价。才是最终 实际的模具价格。
1 、模具寿命级别主要区别应用于模具材料的选用以及模具结构的设计,是直接影响材料成本及加工成本首要因素, 不同档级对材料的选用有很大的差异,实际制作中的材料选取用方案视实际产品要求、模具结构而定。 2、产品精度要求是模具设计及加工工艺的选择的最直接依据;产品的精度要求越高,加工的风险也越大,相应的模 具设计与工艺要求也越高
塑胶模具的等级
模具類別以美國SPI-SPE 為標準分下列各類: 一、101 類模(SPI-SPE 標準1,000K 啤或以上,長期精密生產模) 需要詳細模具結構圖. 模胚材料硬度最低為280BN.(DME #2 鋼/ 4140 鋼) 有膠位的內模件鋼材一定要見硬至48~50HRC. 其餘零件如行位,壓鎖,壓條等亦應為硬件. 頂針板要有導柱. 行位要有硬片. 如有需求的話,上模,下模及行位要有溫度控制. 所有運水道,建議採用無電浸鎳或用420不銹鋼做模板.這樣可防止生銹及清理垃圾. 需要直身鎖或斜鎖. 二、 102 類模. (不超過1,000K 啤, 大量生產模具.) 需要詳細模具結構圖. 模胚材料硬度最低為280BHN.(DME #2 鋼/ 4140 鋼) 有膠位的內模件鋼材要見硬至最低48~52HRC,其餘有用的零件亦應同一處理 建議採用直身鎖或斜鎖. 下列項目可能或不需要.視乎最終生產數量而定. 建議報價時如採用下列項目要檢查清楚是否需要 : A. 頂針板導柱. B. 行位硬片. C. 電鍍運水孔. D. 電鍍模腔.
模具的结算方式从模具设计制造一开始,就伴随着设计制造的每一步,每道工序在运行、设计制造到什 么程序,结算方式就运行到什么方式。待到设计制造完成交付使用,结算方式才会终结,有时,甚至还 会运行一般时间。所有设计制造中的质量技术问题最终全部转化到经济结算方面来。可以说,经济结算 是对设计制造的所有技术质量的评价与肯定。 结算的方式,是从模具报价就开始提出,以签订模具制造合同开始之日,就与模具设计制造开始同步运 行。反过来说,结算方式的不同,也体现了模具设计制造的差异和不同。 结算方式,各地区、各企业均有不同,但随着市场经济的逐步完善,也形成一定的规范和惯例。按惯例, 结算方式一般有以下几种: (1)“五五”式结算: 即模具合同一签订开始之日,即预付模具价款50%,余50%待模具试模验收合格后,再付清。这种结算 方式,在早期的模具企业中比较流行。它的优缺点有以下: 1)50%的预付款一般不足于支付模具的基本制造成本,制造企业还要投入。也就是说,50%的预付款, 还不能与整付模具成本运行同步。因此,对模具制造企业来说存在一定的投入风险。 2)试模验收合格后,即结算余款。使得模具保修费用与结算无关。 3)在结算50%余款时,由于数目款项较多,且模具已基本完工,易产生结算拖欠现象。 4)万一模具失败,一般仅退回原50%预付款。 (2)“六四”式结算: 即模具合同一签订生效之日起,即预付模价款的60%,余40%,待模具试模合格后,再结清。 这种结算方式与第一种结算方式基本相同。只不过是在预付款上增加10%。相对于模具制造企业有利。
五、105 類模. (少於500 啤,首辦模或試驗模) 可用鋁鑄鐵或環氧樹脂或任何材料只要有
ISEN 参照模具等级分类,划分准则:
根据客户对产品的不同要求,对模具进行合理的定价,设计和制作,有效控制模具生产成本,达到客户满意,公司盈 利的目的划分从3方面着手:①模具寿命 ②产品要求 ③模具结构 各项细分见下表 划分类别 档别 1 模具寿命 2 3 4 1 产品要求 2 3 1 模具结构 2 3 区分细则 60万shot以上 50万shot 10万shot 1万shot以下 (样板试验模)
3、模具结构设计主要因应模具寿命、产品精度以及加工工艺而决定,是影响模具制造成本的最直接因素
模具的基本结构
模具的基本结构,按其各部件的功能可细分为: 流道系统、成型系统、温度调节系统、排气系统、顶出系 统、开合模系统、复位系统 等系统。 模胚MoldBase是整套模具的骨架,所有模具的零部件的制 作均需考虑模胚的结构。 模胚的成本一般占整套模具的10%~30%左右,模胚由专门 的大型模胚厂制造,已标准化,各模具制造厂只需根据自 身的需要向模胚厂定制即可。 模胚分为面板、A板(前模板)、B板(后模板)、C 板 (方铁)、底板、顶针面板、顶针底板、司筒、导柱、回 针、顶针、撑头、限位钉等。 目前珠三角区域规模较大的模胚厂商有龙记模胚(LKM)、 鸿丰模胚、中华模胚、平进模胚等,其中又以LKM名气最 大,其模胚广大模具制造厂普遍采用,品质、精度均有保 障。国外模胚厂家:日本FUTABA,美国DME, 欧洲 HASCO,STRACK。。。 ISEN STD: DME1#: 1050或S50C; DME2#: AISI 4130 (30CrMo),HRC28-34; DME3#: P20,HRC28-34; DME5#: H13,HRC38-45; DME6#: 420H,HRC32-36;
客 户 资 讯 收 集 , 填 写 报 价 依 赖 明 细
报价依赖明细
在接到客户样板或图纸询价后,应进行图纸评审及初步报价。 客户图纸评审要注意: 产品的材质、尺寸、结构, 客户对模具材料的要求及热处理工艺。材料越好价格越高。 特别还要从模具角度分析其结构,是否需三板模、模出数、入水形式、抽芯结构 (斜顶、行位构造)、冷却系统、开合模系统、顶出结构等。
(3)“三四三”式结算:即模具合同一签订生效之日,即预付模价款的30%,等参与设计会审,模具材料 备料到位,开始加工时,再付40%模价款。余30%,等模具合格交付使用后,一周内付清。 这种结算方式,是目前比较流行的一种。这种结算方式的主要特点如下: 1)首期预付的30%模价款作为订金。 2)再根据会审,检查进度和可靠性,进行第二次40%的付款,加强了模具制造进度的监督。 3)余款30%,在模具验收合格后,再经过数天的使用期后,结算余款。这种方式,基本靠近模具的设 计制造使用的同步运行。 4)万一模具失败,模具制造方,除返还全部预付款外,还要加付赔偿金。赔偿金一般是订金的1-2倍。 (4)出口模具的结算:试模验收合格后,即结算大部份的余款,走模。余10%~15%,等模具到客户处 试模合格后再付清,使得模具保修费用与结算有关,对设计制造者的所有技术和质量有一定的要求。 (5)提取制件生产利润的模具费附加值方式: 即在模具设计制造时,模具使用方,仅需投入小部分的款项以保证模具制造的基本成本费用(或根本无 需支付模具费用)。待模具制造交付使用,开始制件生产,每生产一个制件提取一部分利润返还给模具 制造方,作为模具费。 这种方式,把模具制造方和使用方有机地联系在一起,形成利润一体化,把投资风险与使用效益紧密 地联系起来,把技术与经济、质量与生产效益完全地挂钩在一起,这样也最大限度地体现了模具的价 值与风险。这种方式是目前一种横向联向的发展趋势。其主要特点是:充分发挥模具制造方和模具使 用方的优势,资金投入比较积极合理。但对于模具制造方来说,其风险较大,但回报率也较为可观。 模具的结算方式,还有很多,也不尺相同。但是都有一个共同点,即努力使模具的技术与经济指标有 机地结合,产生双方共同效益。使得模具由估价到报价,由报价到合同价格;由合同价格到结算价格, 即形成真正实际的模具价格。