先进制造技术的新发展中英文翻译、外文翻译、外文文献翻译
外文文献翻译、中英文翻译——数控技术和装备发展趋势及对策
附录Numerical control technology and equipment trend of development and countermeasureThe equipment industry technical level and the modernized degree were deciding the entire national economy level and the modernized degree, the numerical control technology and the equipment are the development emerging high technology and new technology industry and the state-of-art industry (for example defense industry industries and so on information technology and industry, biological technology and industry, aviation, astronautics) enables the technology and the most basic equipment. Marx had said “each kind of economical time difference, does not lie in produces any, but how lies in produces, with any means of labor production”. The technique of manufacture and the equipment is the humanity produces active the most basic producer goods, but the numerical control technology also is advanced now the technique of manufacture and the equipment most core technology. Now the various countries manufacturing industry widely uses the numerical control technology, sharpens the manufacturing capacity and the level, enhances to the dynamic changeable market adaptiveness and competitive ability. In addition in the world various industries developed country also lists as the national strategic resources the numerical control technology and the numerical control equipment, not only takes the significant measure to develop own numerical control technology and the industry, moreover implements the blockade and the limit policy in “precise and advanced” the numerical control key technologies and the equipment aspect to our country. In brief, develops vigorously take the numerical control technology has become the world each developed country acceleration economy development as the core advanced technique of manufacture, enhances the comprehensive national strength and the national status important way.The numerical control technology is carries on the control with the numericalinformation to the mechanical movement and the work process the technology, the numerical control equipment is take the numerical control technology as representative's new technology the integration of machinery product which forms to the traditional manufacture industry and the emerging manufacturing industry seepage, namely so-called digitized equipment, its technical scope cover very many domains: (1) machine manufacture technology; (2) information processing, processing, transmission technology; (3) automatic control technology; (4) servo actuates the technology; (5) sensor technology; (6) software technology and so on.1Development trend of a numerical control technology The application of numerical control technology has not only brought the revolutionary change to manufacturing industry of the tradition, make the manufacturing industry become the industrialized symbol , and with the constant development of numerical control technology and enlargement of the application, the development of some important trades (IT , automobile , light industry , medical treatment ,etc. ) to the national economy and the people's livelihood of his plays a more and more important role, because the digitization that these trades needed to equip has already been the main trend of modern development. Numerical control technology in the world at present and equiping the development trend to see, there is the following several respect [1- ] in its main research focus .A high-speed , high finish machining technology and new trend equippedThe efficiency , quality are subjavanufacturing technology. High-speed , high finish machining technology can raise the efficiency greatly , improve the quality and grade of the products, shorten production cycle and improve the market competitive power. Japan carries the technological research association first to classify it as one of the 5 great modern manufacturing technologies for this, learn (CIRP ) to confirm it as the centre in the 21st century and study one of the directions in international production engineering.In the field of car industry, produce one second when beat such as production of300,000 / vehicle per year, and many variety process it is car that equip key problem that must be solved one of; In the fields of aviation and aerospace industry, spare parts of its processing are mostly the thin wall and thin muscle, rigidity is very bad, the material is aluminium or aluminium alloy, only in a situation that cut the speed and cut strength very small high, could process these muscles , walls . Adopt large-scale whole aluminium alloy method that blank " pay empty " make the wing recently, such large-scale parts as the fuselage ,etc. come to substitute a lot of parts to assemble through numerous rivet , screw and other connection way, make the intensity , rigidity and dependability of the component improved. All these, to processing and equiping the demand which has proposed high-speed , high precise and high flexibility.1.2 Link and process and compound to process the fast development of the lathe in 5 axesAdopt 5 axles to link the processing of the three-dimensional curved surface part, can cut with the best geometry form of the cutter , not only highly polished, but also efficiency improves by a large margin . It is generally acknowledged , the efficiency of an 5 axle gear beds can equal 2 3 axle gear beds , is it wait for to use the cubic nitrogen boron the milling cutter of ultra hard material is milled and pared at a high speed while quenching the hard steel part, 5 axles link and process 3 constant axles to link and process and give play to higher benefit. Because such reasons as complicated that 5 axles link the numerical control system , host computer structure that but go over, it is several times higher that its price links the numerical control lathe than 3 axles , in addition the technological degree of difficulty of programming is relatively great, have restricted the development of 5 axle gear beds.At present because of electric appearance of main shaft, is it realize 5 axle complex main shaft hair structure processed to link greatly simplify to make, it makes degree of difficulty and reducing by a large margin of the cost, the price disparity of the numerical control system shrinks . So promoted 5 axle gear beds of head of complex main shaft and compound to process the development of the lathe (process the lathe including 5 ).At EMO2001 exhibition, new Japanese 5 of worker machine process lathe adopt complex main shaft hair, can realize the processing of 4 vertical planes and processing of the wanton angle , make 5 times process and 5 axles are processed and can be realized on the same lathe, can also realize the inclined plane and pour the processing of the hole of awls . Germany DMG Company exhibits the DMUV oution series machining center, but put and insert and put processing and 5 axles 5 times to link and process in once, can be controlled by CNC system or CAD/CAM is controlled directly or indirectly.1.2 Become the main trend of systematic development of contemporary numerical control intelligently , openly , networkedlily The numerical control equipment in the 21st century will be sure the intelligent system, the intelligent content includes all respects in the numerical control system: It is intelligent in order to pursue the efficiency of processing and process quality, control such as the self-adaptation of the processing course, the craft parameter is produced automatically; Join the convenient one in order to improve the performance of urging and use intelligently, if feed forward control , adaptive operation , electrical machinery of parameter , discern load select models , since exactly makes etc. automatically automatically; The ones that simplified programming , simplified operating aspect are intelligent, for instance intelligent automatic programming , intelligent man-machine interface ,etc.; There are content of intelligence diagnose , intelligent monitoring , diagnosis convenient to be systematic and maintaining ,etc.. 1.4 Pay attention to the new technical standard , normal setting-up 1.4.1 Design the norm of developing about the numerical control systemAs noted previously, there are better common ability , flexibility , adaptability , expanding in the open numerical control system, such countries as U.S.A. , European Community and Japan ,etc. implement the strategic development plan one after another , carry on the research and formulation of the systematic norm (OMAC ,OSACA , OSEC ) of numerical control of the open system structure, 3 biggest economies in the world have carried on the formulation that nearly the same science planned and standardized in a short time, have indicated a new arrival of period of change of numerical control technology. Our country started the research and formulation of standardizing the frame of ONC numerical control system of China too in 2000.1.4.2 About the numerical control standardThe numerical control standard is a kind of trend of information-based development of manufacturing industry. Information exchange among 50 years after numerical control technology was born was all because of ISO6983 standard, namely adopt G, M code describes how processes, its essential characteristic faces the processing course, obviously, he can't meet high-speed development of modern numerical control technology's needs more and more already. For this reason, studying and making a kind of new CNC system standard ISO14649 (STEP-NC) in the world, its purpose is to offer a kind of neutral mechanism not depending on the concrete system , can describe the unified data model in cycle of whole life of the products , thus realize the whole manufacture process, standardization of and even each industrial field product information.2 pairs of basic estimations of technology and industry development of numerical control of our countryThe technology of numerical control of our country started in 1958, the development course in the past 50 years can roughly be divided into 3 stages: The first stage is from 1958 to 1979, namely closed developing stage. In this stages, because technology of foreign countries blockade and basic restriction of terms of our country, the development of numerical control technology is comparatively slow. During "Sixth Five-Year Plan Period " , " the Seventh Five-Year Plan Period " of the country in second stage and earlier stage in " the Eighth Five-Year Plan Period ", namely introduce technology, digest and assimilate, the stage of establishing the system of production domestration arising tentatively. At this stage , because ofreform and opening-up and national attention , and study the improvement of the development environment and international environment, research , development and all making considerable progress in production domesticization of the products of the technology of numerical control of our country. The third stage is and during the " Ninth Five-Year Plan Period " on the later stage in " the Eighth Five-Year Plan Period " of the country, namely implement the research of industrialization, enter market competition stage. At this stage , made substantive progress in industrialization of the domestic numerical control equipment of our country. In latter stage for " the Ninth Five-Year Plan ", the domestic occupation rate of market of the domestic numerical control lathe is up to 50%, it is up to 10% too to mix the domestic numerical control system (popular ).3 pairs of strategic thinking of technology and industrialized development of numerical control of our country3.1 Strategic considerationOur country make big country, industry is it is it accept front instead of transformation of back end to try one's best to want in shifting in world, namely should master and make key technology advancedly, otherwise in a new round of international industrial structure adjustment, the manufacturing industry of our country will step forward and " leave the core spaces ". We regard resource, environment, market as the cost, it is only an international " machining center " in the new economic pattern of the world to exchange the possibility got and " assemble the centre ", but not master the position of the manufacturing center of key technology , will so influence the development process of the modern manufacturing industry of our country seriously.We should stand in the height of national security strategy paying attention to numerical control technology and industry's question , at first seen from social safety, because manufacturing industry whether our country obtain employment most populous trade, the development of manufacturing industry not only can improve the people's living standard but also can alleviate the pressure of employment of ourcountry , ensure the stability of the society; Secondly seen from national defence security, the western developed country has classified all the high-grade , precision and advanced numerical control products as the strategic materials of the country, realizing the embargo and restriction to our country, " Toshiba incident " and " Cox Report " is the best illustration.3.2 Development tacticsProceed from the angles of the fundamental realities of the country of our country, regard the strategic demand of the country and market demand of national economy as the direction, regard improving our country and making the comprehensive competitive power of equiping industry and industrialization level as the goal, use the systematic method , be able to choose to make key technology upgraded in development of equiping industry and support technology supporting the development of industrialization in our country in initial stage of 21st century in leading factor, the ability to supply the necessary technology realizes making the jump development of the equiping industry as the content of research and development.Emphasize market demand is a direction, namely take terminal products of numerical control as the core, with the complete machine (Such as the numerical control lathe having a large capacity and a wide range, milling machine , high speed high precise high-performance numerical control lathe , digitized machinery of model , key industry key equipment ,etc.) drive the development of the numerical control industry. Solve the numerical control system and relevant functions part especially The dependability that (digitized servo system and electrical machinery , high speed electric main shaft system and new-enclosure that equip ,etc. ) and production scale question. There are no products that scale will not have high dependability ; Will not have cheap and products rich in the competitiveness without scale ; Certainly, it is difficult to have day holding up one's head finally that there is no scale Chinese numerical control equipment.In equiping researching and developing high-grade , precision and advancedly , should emphasize the production, learning and research and close combination of theend user, regard " drawing, using, selling " as the goal, tackle key problems according to the national will, in order to solve the needing badly of the country.Numerical control technology, emphasized innovation, put emphasis on researching and developing the technology and products with independent intellectual property right before the competition, establish the foundation for the industry of numerical control of our country , sustainable development of equipment manufacture and even the whole manufacturing industry.数控技术和装备发展趋势及对策装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,数控技术及装备是发展新兴高新技术产业和尖端工业(如信息技术及其产业、生物技术及其产业、航空、航天等国防工业产业)的使能技术和最基本的装备。
机电一体化技术中英文对照外文翻译文献

机电一体化技术中英文对照外文翻译文献(文档含英文原文和中文翻译)原文:INTEGRATION OF MACHINERYABSTRACTMachinery was the modern science and technology development inevitable result, this article has summarized the integration of machinery technology basic outline and the development background .Summarized the domestic and foreign integration of machinery technology present situation, has analyzed the integration of machinery technology trend of development.Key word:integration of machinery ,technology,present situation ,product t,echnique of manufacture ,trend of development0. Introduction modern science and technology unceasing development, impelled different discipline intersecting enormously with the seepage, has caused the project domain technological revolution and the transformation .In mechanical engineering domain, because the microelectronic technology and the computer technology rapid development and forms to the mechanical industry seepage the integration of machinery, caused the mechanical industry the technical structure, the product organization, the function and the constitution, the production method and the management system has had the huge change, caused the industrial production to enter into "the integration of machinery" by "the machinery electrification" for the characteristic development phase.1. Integration of machinery outline integration of machinery is refers in the organization new owner function, the power function, in the information processing function and the control function introduces the electronic technology, unifies the system the mechanism and the computerization design and the software which constitutes always to call. The integration of machinery development also has become one to have until now own system new discipline, not only develops along with the science and technology, but also entrusts with the new content .But its basic characteristic may summarize is: The integration of machinery isembarks from the system viewpoint, synthesis community technologies and so on utilization mechanical technology, microelectronic technology, automatic control technology, computer technology, information technology, sensing observation and control technology, electric power electronic technology, connection technology, information conversion technology as well as software programming technology, according to the system function goal and the optimized organization goal, reasonable disposition and the layout various functions unit, in multi-purpose, high grade, redundant reliable, in the low energy consumption significance realize the specific function value, and causes the overall system optimization the systems engineering technology .From this produces functional system, then becomes an integration of machinery systematic or the integration of machinery product. Therefore, "integration of machinery" covering "technology" and "product" two aspects .Only is, the integration of machinery technology is based on the above community technology organic fusion one kind of comprehensive technology, but is not mechanical technical, the microelectronic technology as well as other new technical simple combination, pieces together .This is the integration of machinery and the machinery adds the machinery electrification which the electricity forms in the concept basic difference .The mechanical engineering technology has the merely technical to develop the machinery electrification, still was the traditional machinery, its main function still was replaces with the enlargement physical strength .But after develops the integration of machinery, micro electron installment besides may substitute for certain mechanical parts the original function, but also can entrust with many new functions, like the automatic detection, the automatic reduction information, demonstrate the record, the automatic control and the control automatic diagnosis and the protection automatically and so on .Not only namely the integration of machinery product is human's hand and body extending, human's sense organ and the brains look, has the intellectualized characteristic is the integration of machinery and the machinery electrification distinguishes in the function essence.2. Integration of machinery development condition integration of machinery development may divide into 3 stages roughly.20th century 60's before for the first stage, this stage is called the initial stage .In this time, the people determination not on own initiative uses the electronic technology the preliminary achievement to consummate the mechanical product the performance .Specially in Second World War period, the war has stimulated the mechanical product and the electronic technology union, these mechanical and electrical union military technology, postwar transfers civilly, to postwar economical restoration positive function .Developed and the development at that time generally speaking also is at the spontaneous condition .Because at that time the electronic technology development not yet achieved certain level, mechanical technical and electronic technology union also not impossible widespread and thorough development, already developed the product was also unable to promote massively. The 20th century 70~80 ages for the second stage, may be called the vigorous development stage .This time, the computer technology, the control technology, the communication development, has laid the technology base for the integration of machinery development . Large-scale, ultra large scale integrated circuit and microcomputer swift and violent development, has provided the full material base for the integration of machinery development .This time characteristic is :①A mechatronics word first generally is accepted in Japan, probably obtains the quite widespread acknowledgment to 1980s last stages in the worldwide scale ;②The integration of machinery technology and the product obtained the enormous development ;③The various countries start to the integration of machinery technology and the product give the very big attention and the support. 1990s later periods, started the integration of machinery technology the new stage which makes great strides forward to the intellectualized direction, the integration of machinery enters the thorough development time .At the same time, optics, the communication and so on entered the integration of machinery, processes the technology also zhan to appear tiny in the integration of machinery the foot, appeared the light integration of machinery and the micro integration of machinery and so on the newbranch; On the other hand to the integration of machinery system modeling design, the analysis and the integrated method, the integration of machinery discipline system and the trend of development has all conducted the thorough research .At the same time, because the huge progress which domains and so on artificial intelligence technology, neural network technology and optical fiber technology obtain, opened the development vast world for the integration of machinery technology .These research, will urge the integration of machinery further to establish the integrity the foundation and forms the integrity gradually the scientific system. Our country is only then starts from the beginning of 1980s in this aspect to study with the application .The State Council had been established the integration of machinery leading group and lists as "863 plans" this technology .When formulated "95" the plan and in 2010 developed the summary had considered fully on international the influence which and possibly brought from this about the integration of machinery technology development trend .Many universities, colleges and institutes, the development facility and some large and middle scale enterprises have done the massive work to this technical development and the application, does not yield certain result, but and so on the advanced countries compared with Japan still has the suitable disparity.3. Integration of machinery trend of development integrations of machinery are the collection machinery, the electron, optics, the control, the computer, the information and so on the multi-disciplinary overlapping syntheses, its development and the progress rely on and promote the correlation technology development and the progress .Therefore, the integration of machinery main development direction is as follows:3.1 Intellectualized intellectualizations are 21st century integration of machinery technological development important development directions .The artificial intelligence obtains day by day in the integration of machinery constructor's research takes, the robot and the numerical control engine bed intellectualization is the important application .Here said "the intellectualization" is to the machine behavior description, is in the control theory foundation, the absorption artificial intelligence, theoperations research, the computer science, the fuzzy mathematics, the psychology, the physiology and the chaos dynamics and so on the new thought, the new method, simulate the human intelligence, enable it to have abilities and so on judgment inference, logical thinking, independent decision-making, obtains the higher control goal in order to .Indeed, enable the integration of machinery product to have with the human identical intelligence, is not impossible, also is nonessential .But, the high performance, the high speed microprocessor enable the integration of machinery product to have preliminary intelligent or human's partial intelligences, then is completely possible and essential.In the modern manufacture process, the information has become the control manufacture industry the determining factor, moreover is the most active actuation factor .Enhances the manufacture system information-handling capacity to become the modern manufacture science development a key point .As a result of the manufacture system information organization and structure multi-level, makes the information the gain, the integration and the fusion presents draws up the character, information measure multi-dimensional, as well as information organization's multi-level .In the manufacture information structural model, manufacture information uniform restraint, dissemination processing and magnanimous data aspects and so on manufacture knowledge library management, all also wait for further break through.Each kind of artificial intelligence tool and the computation intelligence method promoted the manufacture intelligence development in the manufacture widespread application .A kind based on the biological evolution algorithm computation intelligent agent, in includes thescheduling problem in the combination optimization solution area of technology, receives the more and more universal attention, hopefully completes the combination optimization question when the manufacture the solution speed and the solution precision aspect breaks through the question scale in pairs the restriction .The manufacture intelligence also displays in: The intelligent dispatch, the intelligent design, the intelligentprocessing, the robot study, the intelligent control, the intelligent craft plan, the intelligent diagnosis and so on are variousThese question key breakthrough, may form the product innovation the basic research system. Between 2 modern mechanical engineering front science different science overlapping fusion will have the new science accumulation, the economical development and society's progress has had the new request and the expectation to the science and technology, thus will form the front science .The front science also has solved and between the solution scientific question border area .The front science has the obvious time domain, the domain and the dynamic characteristic .The project front science distinguished in the general basic science important characteristic is it has covered the key science and technology question which the project actual appeared.Manufacture system is a complex large-scale system, for satisfies the manufacture system agility, the fast response and fast reorganization ability, must profit from the information science, the life sciences and the social sciences and so on the multi-disciplinary research results, the exploration manufacture system new architecture, the manufacture pattern and the manufacture system effective operational mechanism .Makes the system optimization the organizational structure and the good movement condition is makes the system modeling , the simulation and the optimized essential target .Not only the manufacture system new architecture to makes the enterprise the agility and may reorganize ability to the demand response ability to have the vital significance, moreover to made the enterprise first floor production equipment the flexibility and may dynamic reorganization ability set a higher request .The biological manufacture view more and more many is introduced the manufacture system, satisfies the manufacture system new request.The study organizes and circulates method and technique of complicated system from the biological phenomenon, is a valid exit which will solve many hard nut to cracks that manufacturing industry face from now on currently .Imitating to living what manufacturing point is mimicry living creature organ of from the organization, from matchmore, from growth with from evolution etc. function structure and circulate mode of a kind of manufacturing system and manufacturing process.The manufacturing drives in the mechanism under, continuously by one's own perfect raise on organizing structure and circulating mode and thus to adapt the process of[with] ability for the environment .For from descend but the last product proceed together a design and make a craft rules the auto of the distance born, produce system of dynamic state reorganization and product and manufacturing the system tend automatically excellent provided theories foundation and carry out a condition .Imitate to living a manufacturing to belong to manufacturing science and life science of\"the far good luck is miscellaneous to hand over\", it will produce to the manufacturing industry for 21 centuries huge of influence .翻译:机电一体化摘要机电一体化是现代科学技术发展的必然结果,本文简述了机电一体化技术的基本概要和发展背景。
先进制造技术的新发展——机械类外文文献翻译、中英文翻译

外文原文:The new advanced manufacturing technology developmentAbstract : This paper has presented the problems facing today's manufacturing technology, advanced manufacturing discussed in the forefront of science, and a vision for the future development of advanced manufacturing technology.Keyword:Advanced manufacturing technologies; Frontier science; Applications prospectsModern manufacturing is an important pillar of the national economy and overall national strength and its GDP accounted for a general national GDP 20%~55%. In the composition of a country's business productivity, manufacturing technology around 60% of the general role. Experts believe that the various countries in the world economic competition, mainly manufacturing technology competition. Their competitiveness in the production of the final product market share. With the rapid economic and technological development and customer needs and the changing market environment, this competition is becoming increasingly fierce, and that Governments attach great importance to the advanced manufacturing technology research.1 .Current manufacturing science to solve problemsManufacturing science to solve the current problems focused on the following aspects :(1) Manufacturing systems is a complex systems, and manufacturing systems to meet both agility, rapid response and rapid reorganization of the capacity to learn from the information science, life science and social science interdisciplinary research, and explore new manufacturing system architecture, manufacturing models and manufacturing systems effective operational mechanism. Manufacturing systems optimized organizational structure and good performance is manufacturing system modelling, simulation and optimization of the main objectives. Manufacturing system architecture not only to create new enterprises both agility and responsiveness to theneeds and the ability to reorganize significance, but also for the soft production equipment manufacturing enterprises bottom reorganization and dynamic capacity to set higher demands. Biological manufacturing outlook increasingly being introduced to the system to meet new demands manufacturing systems.(2) The rapid rise in support of manufacturing, geometric knowledge sharing has become a modern manufacturing constraints, product development and manufacturing technologies of the key issues. For example, in computer-aided design and manufacturing (CAD/CAM) integration, coordinates measurements (CMM) and robotics fields, in 3D real space (3-Real Space), there are a lot of geometric algorithm design and analysis, especially the geometric said, geometric calculation and geometric reasoning; In measurement and robot path planning and parts search spaces (such as Localization), the existence of space C- interspace (configuration space Configuration Space) geometric calculation and geometric reasoning; Objects in operation (rescue, paying and assembly, etc.) means paying more description and robot planning, campaign planning and assembly operations planning is needed in the types of space (Screw Space) geometric reasoning. Manufacturing process of physical and geometric mechanics phenomenon of scientific research to create a geometric calculation and geometric reasoning, and other aspects of the research topic, the theory pending further breakthrough, the new one door disciplines -- computer geometric are being increasingly broad and in-depth study.(3) In the modern manufacturing process, information not only manufacturing industries have become dominated the decisive factor, but also the most active ones. Manufacturing information systems to improve throughput of modern manufacturing has become a focus of scientific development. The manufacturing information system organization and structure required to create information access, integration and integration show three-dimensional in nature, measuring the multidimensional nature of the information, and information organizations nature. Information structure models in the manufacturing, manufacturing information consistency constraint, and the dissemination of data processing and the manufacture of enormous knowledge base management, and other areas, there is a need to further breakthroughs.(4) The calculation of the wisdom of artificial intelligence tools and methods in the manufacture of a wide range of applications for manufacturing smart development. Category based on the calculation of biological evolution algorithms smart tools, including activation issues optimize GPS technology portfolio by growing concern is in the manufacture of the complete portfolio optimization problems combined speed and precision of GPS issues both in size constraints. Manufacturing wisdom manifested in the following aspects : wisdom activation, wisdom design, intelligent processing, robotics, intelligent control, intelligent process planning, smart diagnostic, and other aspects. These innovative products are the key theoretical issues, but also by creating a door for a science skills in the important basic issues. The focus in these issues, we can form the basis of product innovation research system.2. Modern mechanical engineering at the frontiers of scienceCross-integration between the different science will produce new scientific gathering, economic development and social progress of science and technology created new demands and expectations, thus creating a frontier science. Frontier science is settled and unsettled issues between the scientific community. Frontier science, with a clear domain, and dynamic character of the area. Works frontier science from the general basic science is an important characteristic of the actual works, it covers the key emerging science and technology issues. Ultrasonic electrical, ultra-high-speed machines, green design and manufacturing, and other fields, and has done a lot of research work, but innovation is the key question is not clear mechanical science. Large complex mechanical system design and performance optimization of product innovation design, smart structures and systems, intelligent robots and their dynamics, nano Mocaxue, manufacturing process 3D numerical simulations and physical simulation, precision and ultra-fine processing technology key basis, about 10 mega large and sophisticated equipment design and manufacturing base, virtual manufacturing and virtual instruments, nanometer measurement and instrumentation, parallel connection axis machine tools, and although the field of micro-electromechanical systems have done a lot of research, but there are still many key science and technology issues to be resolved. Information science, nanoscience, materials science, life science, management science and manufacturing science of the 21st century will be to change the mainstream science, and the resulting high-tech industry will change the face of the world. Therefore, the above areas of cross-development manufacturing systems and manufacturing informatics, nano manufacturing machinery and nano science, better machinery and better manufacturing science, management science and manufacturing systems will be critical to the 21st century mechanical engineering science is important frontier science.2.1 Manufacturing science and information science cross -- manufacturing informaticsMechanical and electrical products, chemical raw materials in the information. Many modern value added products primarily reflected in the information. Thus the manufacturing process for the acquisition and application of information is very important. Information science and technology is to create an important symbol of globalization and modernization. While the manufacturing technology began to explore product design and manufacturing processes, the nature of the information, on the other hand, to create technology to transform itself to adapt to the new information makes its manufacturing environment. Along with the manufacturing process and manufacturing systems to deepen understanding, researchers are trying to new concepts and approaches to their description and expression to achieve further control and optimization purposes.And manufacturing-related information mainly product information, technical information and information management in this area following major research direction and content :(1) manufacturing information acquisition, processing, storage, transmission and application of knowledge to create information and decision-making transformation.(2) Non-symbols expressing information, manufacturing information enables transmission, manufacturing information management, manufacturing information integrity in a state of non-production decision-making, management of virtual manufacturing, based on the network environment of the design and manufacturing,manufacturing process control and manufacturing systems science. These elements are manufactured in science and the scientific basis for the integration of product information, constitute the manufacture of the new branch of science -- to create informatics.2.2 Micro mechanical and manufacturing technology researchMicro-electronic mechanical systems (MEMS) refers to the collection of micro-sensors, micro-devices and the implementation of signal processing and control circuits, interface circuits, communications and power with the integration of micro-electromechanical system integrity. MEMS technology objectives through system miniaturization, to explore a new theory of integration, new functional components and systems. MEMS development will greatly facilitate the pocket of various products, miniaturization, a number of devices and systems to enhance the level of functional density, information density and Internet density, significantly saving, thin section. Not only can it reduce the cost of mechanical and electrical systems, but also to be completed and the size of many large systems impossible task. For example, using sophisticated 5μm diameter micro tweezers walls are made of a red blood cell can; Created to keep the cars 3mm size; In the magnetic field, like butterflies flying size aircraft. MEMS technology has opened up a completely new technology areas and industries, with many traditional sensors incomparable advantages in manufacturing, aerospace, transportation, telecommunications, agriculture, biomedical, environmental monitoring, military, families, and access to almost all areas have very broad application prospects.Micro machinery is machinery and electronic technology in nano-scale technology integration photogenic product. Back in 1959 scientists have raised the idea of micro-mechanical and micro-1962, the first silicon pressure sensors. 1987 California University of California Berkeley developed rotor diameter of the silicon micro-60~120 16ug m electrostatic electric motors, show produced using silicon micro-machining small movable structures and compatible with IC manufacturing micro system potential. Micro-mechanical technology might like 20th century microelectronics technology, the technology of the world in the 21st century,economic development and national defense building a tremendous impact. Over the past 10 years, the development of micro-mechanical spectacular. Its characteristics are as follows : a considerable number of micro-components (micro structure, the implementation of micro-sensors and micro-machines, etc.) and micro-systems research success reflects the current and potential applications of value; The development of micro-manufacturing technology, particularly semiconductor processing technology have become small micro systems support technology; micro-electromechanical systems research needs of the interdisciplinary research team, micro-electromechanical systems technology in the development of microelectronics technology on the basis of multidisciplinary cross-frontier area of research, involving electronic engineering, mechanical engineering, materials engineering, physics, chemistry and biomedical engineering and other technical and scientific.The current micro-mechanical systems under the conditions of the campaign laws, the physical characteristics and micro components of the role of the mechanics payload acts lack adequate understanding is not yet in a theoretical basis for a micro-system design theory and methodology, and therefore can By experience and test methods research. Micro-mechanical systems, the existence of key scientific research issues of micro-scale system effects, physical properties and biochemical characteristics. Micro-system research are in the eve of a breakthrough, which is the in-depth study of the area.2.3 Material produced / manufactured parts integration of new technologies for processing.Material is a milestone in the progress of mankind, is the manufacturing and high-tech development. Every important to the success of the production and application of new materials, will promote the material and the promotion of national economic strength and military strength. 21, the world will be resource consumption-based economy to a knowledge-based industrial transformation for materials and parts and functions of a high performance, intelligent features; Request materials and components designed to achieve quantitative-based and digitized; Prepare materials and components for the rapid, efficient and achieve both integrationand integrated. Digital materials and components designed to be a simulation and optimization of materials and components to achieve high quality production / manufacturing and other integration, integrated manufacturing key. On the one hand, to be completed through computer simulation optimization can reduce the material is produced in the course of manufacture of spare parts and experimental links to the best craft programmes, materials and components to achieve high quality production / manufacturing; On the other hand, according to the requirements of different material properties, such as flexible modules volume, thermal expansion coefficient, magnetic performance, Research materials and components designed form. And the removal of traditional materials-manufacturing technology, and increase the level of information technology, the research group of synthetic materials is a process technology. Forming materials and components manufacture digital theory, technology and methods, such as rapid adoption of emerging technologies material growing principles, a breakthrough in the traditional law and to build law mechanical deformation processing many restrictions, no processing tools or dies, can rapidly create arbitrary complex shape and has a certain function 3D models or entity parts.2.4 machinery manufacturing breakthroughThe 21st century will be the century of life science, mechanical and life sciences depth integration will generate new concept products (such as better intelligence structure), to develop a new process (such as the growth processes shape) and the opening of new industries and to resolve product design, manufacturing processes and systems provide a series of problems new solutions. This is a highly innovative and leading edge area in the challenge.Earth's biological evolution in the long accumulated fine qualities of human manufacturing activities to address the various problems with examples and guidelines. Learning from life phenomena organizations operating complex systems and methods and techniques, manufacturing is the future solution to the current problems facing many an efficient way. Better manufacturing refers to the replication of biological organs from organizations, since healing, self growth and evolution since the function of the model structure and operation of a manufacturing system andmanufacturing process. If the manufacturing process mechanization, automation extends human physical and intelligent extension of the human intellectual, then "create better" may be said to extend its own organizational structure and human evolution process.Gene involved in the manufacture of biological science is the "self-organization" mechanism and its application in manufacturing systems. The so-called "self-organization" refers to a system in its internal mechanism driven by the organizational structure and operation mode learning, thereby enhancing the capacity for environmental adaptation process. Create better "since the organization" bottom-up mechanism for parallel product design and manufacturing processes of automatic generation, the dynamics of production systems and manufacturing systems and products more automatic a theoretical foundation and achieve superior conditions.Create a better manufacturing and life sciences "far edge hybrid" of the 21st century manufacturing will have an enormous impact. Create better research content is twofold :2.4.1 To create better livesResearch lives of the general phenomenon of the law and models, such as artificial life, cellular automatic machines, biological information processing skills, biological wisdom, biological-based organizational structure and mode of operation and the evolution of biological mechanisms and getting better;2.4.2 Oriented manufacturing breakthrough manufacturingResearch organizations better manufacturing systems since the mechanisms and methods, for example : based on full information-sharing breakthrough design principles, multi-discipline modules based on the distributed control and coordination mechanism based on the evolution of an excellent strategy; Study the concept of creating better system and its basis, such as : the formalization described space and better information shine upon relations better system and its evolution of complexity measurement methods.Machinery manufacturing is better and better mechanical science and life science, information science, materials science disciplines such as high integration, the studyincludes growth formative processes, better design and manufacturing systems, mechanical and biological wisdom better shape manufacturing. Currently doing research mostly forward exploratory work, with distinct characteristics of the basic research, if the research continues to seize opportunities that might arise revolutionary breakthroughs. Future research should concern areas of biological processing technology, better manufacturing system, based on rapid prototype manufacturing engineering technology organizations, as well as biological engineering related key technical basis.3. Modern manufacturing technology trendsSince the beginning of the 1990s, the nations of the world have manufacturing technology research and development as a national priority for the development of key technologies, such as the United States advanced manufacturing technology plan AMTP, Japan wisdom manufacturing technology (IMS) international cooperation schemes, Korea senior national plan of modern technology (G--7), Germany plans to manufacture 2000 and the EC Esprit and BRITE-EURAM plan.With the electronics, information, the constant development of new and high technologies, market demand individuality and diversity, the future of modern manufacturing technology to the overall development trends of the sophisticated, flexible, and networked, virtual and intelligent, green integrated, globalization direction.Current trends in modern manufacturing technology has the following nine areas :(1) Information technology, management techniques and technology closelyintegrated technology, modern production model will be continuous development.(2) Design techniques and more modern means.(3) Shaped and manufacture of sophisticated technology and manufacturingprocesses to achieve longer.(4) The formation of new special processing methods.(5) Development of a new generation of ultra-sophisticated, ultra-high-speedmanufacturing equipment.(6) Machining skills development for the engineering sciences.(7) Implementation of clean green manufacturing.(8)The widespread application of virtual reality technology to the manufacturingsector.(9) To create people-oriented.译文:先进制造技术的新发展摘要:本文介绍了当今制造技术面临的问题,论述了先进制造的前沿科学,并展望了先进制造技术的发展前景。
汽车制造工艺的发展外文文献翻译、中英文翻译、外文翻译

( 4 )计算机模拟冲压成形及虚拟试模技术:(5)模具制造技术,模块式冲压的突出优点在于能把冲压加工系统的柔性与高效生产有机的结合在一起。
柔性的含义较广, 如冲压件的几何形状的多种要求, 只要通过自由编程就可获得, 体现了加工形状的柔性。
又如既适用大批量单品种冲压件的生产, 更对小批量多品种加工发挥也表性。
概括而言,模块式冲压的持点是:(1)在冲压成形过程中可快速更換组合模具以提高生产效率,(2)由于具有带材的供带和矫带装置, 可省却另设上料下料工序,(3 )实现了大工件的不停机加工;(4)既能独立又能成系列的控制组合冲模动作, 能连续进行冲压加工;( 5)冲模具有可编和的柔性特点。
一种模块式冲压加工系统由一台带有控制功能模块式冷冲压的压力机、卷材带材送进装轩、带材矫正机及可编程进给装置等构成。
这种冲压系统在运行时可进行冲模横向位移、带材进给定位、冲模重复运行及自动调整下工步的冲模调整等多项功能。
由于在冲压过程中进行可编程冲压, 使这种模块式冲压系统能柔性地适应生产需求,能在相同带材上进行曲不同工件及批次的混合生产,实现不停机的串接式加工,还同时在工件西面冲压加工,极大地提高了工作效率,有资料表明, 模块式冲压成形使加工费用能下降至40%-50%。
当前模块式冲压装置的集成度是很高的, 在宽度为300MM 尺寸范围内可安排达35个模具, 通过冲模上端的顶板可对冲模进行独立式系列控制, 即形成冲模的集成控制。
整个系统的编程可在windows用户界面和菜単下实现,编程涉及模具沿者横向定位納的何服驱动定位,带材的检验矫正及纵向进给定位, 冲模的质量跟踪检验, 冲模的调整及状况监控等多功能。
当冲模重新配置成更換时,这些变化则会被参数并被控制系统所贮存, 以务下次査询和调用。
冲模数据包括有冲头及其组合标记, 冲头组合在模具中的 X、Y坐标位置及模具轴编号等信息。
l毫米冲压是指汽车车身冲压件的精度控制在0-1. OMM 的范围内,与过去制造业通行的误差2MM 相比, 是个非常大的提高。
机器人技术发展中英文对照外文翻译文献
机器人技术发展中英文对照外文翻译文献(文档含英文原文和中文翻译)外文资料:RobotsFirst, I explain the background robots, robot technology development. It should be said it is a common scientific and technological development of a comprehensive results, for the socio-economic development of a significant impact on a science and technology. It attributed the development of all countries in the Second World War to strengthen the economic input on strengthening the country's economic development. But they also demand the development of the productive forces the inevitable result of human development itself is the inevitable result then with the development of humanity, people constantly discuss the natural process, in understanding and reconstructing the natural process, people need to be able to liberate a slave. So this is the slave people to be able to replace the complex and engaged in heavy manual labor, People do not realize right up to the world's understanding and transformation of this technology as well as people in the development process of an objective need.Robots are three stages of development, in other words, we are accustomed to regarding robots are divided into three categories. is a first-generation robots, also known as teach-type robot, it is through a computer, to control over one of a mechanical degrees of freedom Through teaching and information stored procedures, working hours to read out information, and then issued a directive so the robot can repeat according to the people at that time said the results show this kind of movement again, For example, the car spot welding robots, only to put this spot welding process, after teaching, and it is always a repeat of a work It has the external environment is no perception that the force manipulation of the size of the work piece there does not exist, welding 0S It does not know, then this fact from the first generation robot, it will exist this shortcoming, it in the 20th century, the late 1970s, people started to study the second-generation robot, called Robot with the feeling that This feeling with the robot is similar in function of a certain feeling, for instance, force and touch, slipping, visual, hearing and who is analogous to that with all kinds of feelings, say in a robot grasping objects, In fact, it can be the size of feeling out, it can through visual, to be able to feel and identify its shape, size, color Grasping an egg, it adopted a acumen, aware of its power and the size of the slide.Third-generation robots, we were a robotics ideal pursued by the most advanced stage, called intelligent robots, So long as tell it what to do, not how to tell it to do, it will be able to complete the campaign, thinking and perception of this man-machine communication function and function Well, this current development or relative is in a smart part of the concept and meaning But the real significance of the integrity of this intelligent robot did not actually exist, but as we continued the development of science and technology, the concept of intelligent increasingly rich, it grows ever wider connotations.Now I have a brief account of China's robot development of the basic profiles. As our country there are many other factors that problem. Our country in robotics research of the 20th century the late 1970s. At that time, we organized at the national, a Japanese industrial automation products exhibition. In this meeting, there are two products, is a CNC machine tools, an industrial robot, this time, our country's many scholars see such a direction, has begun to make a robot research But this time, are basically confined to the theory of phase .Then the real robot research, in 7500 August 5, 1995, 15 nearly 20 years of development, The most rapid development, in 1986 we established a national plan of 863 high-technology development plan, As robot technology will be an important theme of the development of The state has invested nearly Jiganyi funds begun to make a robot, We made the robot in the field quickly and rapid development.At present, units like the CAS ShenYng Institute of Automation, the original machinery, automation of the Ministry, as of Harbin Industrial University, Beijing University of Aeronautics and Astronautics, Qinghua University, Chinese Academy of Sciences, also includes automation of some units, and so on have done a very important study, also made a lot of achievements Meanwhile, in recent years, we end up in college, a lot of flats in robot research, Many graduate students and doctoral candidates are engaged in robotics research, we are more representative national study Industrial robots, underwater robots, space robots, robots in the nuclear industry are on the international level should be taking the lead .On the whole of our country Compared with developed countries, there is still a big gap, primarily manifested in the We in the robot industry, at present there is no fixed maturity product, but in theseunderwater, space, the nuclear industry, a number of special robots, we have made a lot of achievements characteristics.Now, I would like to briefly outline some of the industrial robot situation. So far, the industrial robot is the most mature and widely used category of a robot, now the world's total sales of 1.1 million Taiwan, which is the 1999 statistics, however, 1.1 million in Taiwan have been using the equipment is 75 million, this volume is not small. Overall, the Japanese industrial robots in this one, is the first of the robots to become the Kingdom, the United States have developed rapidly. Newly installed in several areas of Taiwan, which already exceeds Japan, China has only just begun to enter the stage of industrialization, has developed a variety of industrial robot prototype and small batch has been used in production.Spot welding robot is the auto production line, improve production efficiency and raise the quality of welding car, reduce the labor intensity of a robot. It is characterized by two pairs of robots for spot welding of steel plate, bearing a great need for the welding tongs, general in dozens of kilograms or more, then its speed in meters per second a 5-2 meter of such high-speed movement. So it is generally five to six degrees of freedom, load 30 to 120 kilograms, the great space, probably expected that the work of a spherical space, a high velocity, the concept of freedom, that is to say, Movement is relatively independent of the number of components, the equivalent of our body, waist is a rotary degree of freedom We have to be able to hold his arm, Arm can be bent, then this three degrees of freedom, Meanwhile there is a wrist posture adjustment to the use of the three autonomy, the general robot has six degrees of freedom. We will be able to space the three locations, three postures, the robot fully achieved, and of course we have less than six degrees of freedom. Have more than six degrees of freedom robot, in different occasions the need to configure.The second category of service robots, with the development of industrialization, especially in the past decade, Robot development in the areas of application are continuously expanding, and now a very important characteristic, as we all know, Robot has gradually shifted from manufacturing to non-manufacturing and service industries, we are talking about the car manufacturer belonging to the manufacturing industry, However, the services sector including cleaning, refueling, rescue, rescue,relief, etc. These belong to the non-manufacturing industries and service industries, so here is compared with the industrial robot, it is a very important difference. It is primarily a mobile platform, it can move to sports, there are some arms operate, also installed some as a force sensor and visual sensors, ultrasonic ranging sensors, etc. It’s surrounding environment for the conduct of identification, to determine its campaign t o complete some work, this is service robot’s one of the basic characteristics.For example, domestic robot is mainly embodied in the example of some of the carpets and flooring it to the regular cleaning and vacuuming. The robot it is very meaningful, it has sensors, it can furniture and people can identify, It automatically according to a law put to the ground under the road all cleaned up. This is also the home of some robot performance.The medical robots, nearly five years of relatively rapid development of new application areas. If people in the course of an operation, doctors surgery, is a fatigue, and the other manually operated accuracy is limited. Some universities in Germany, which, facing the spine, lumbar disc disease, the identification, can automatically use the robot-aided positioning, operation and surgery Like the United States have been more than 1,000 cases of human eyeball robot surgery, the robot, also including remote-controlled approach, the right of such gastrointestinal surgery, we see on the television inside. a manipulator, about the thickness fingers such a manipulator, inserted through the abdominal viscera, people on the screen operating the machines hand, it also used the method of laser lesion laser treatment, this is the case, people would not have a very big damage to the human body.In reality, this right as a human liberation is a very good robots, medical robots it is very complex, while it is fully automated to complete all the work, there are difficulties, and generally are people to participate. This is America, the development of such a surgery Lin Bai an example, through the screen, through a remote control operator to control another manipulator, through the realization of the right abdominal surgery A few years ago our country the exhibition, the United States has been successful in achieving the right to the heart valve surgery and bypass surgery. This robot has in the area, caused a great sensation, but also, AESOP's surgical robot, In fact, it through some equipment to some of the lesions inspections, through amanipulator can be achieved on some parts of the operation Also including remotely operated manipulator, and many doctors are able to participate in the robot under surgery Robot doctor to include doctors with pliers, tweezers or a knife to replace the nurses, while lighting automatically to the doctor's movements linked, the doctor hands off, lighting went off, This is very good, a doctor's assistant.We regard this country excel, it should be said that the United States, Russia and France, in our nation, also to the international forefront, which is the CAS ShenYang Institute of Automation of developing successful, 6,000 meters underwater without cable autonomous underwater robot, the robot to 6,000 meters underwater, can be conducted without cable operations. His is 2000, has been obtained in our country one of the top ten scientific and technological achievements. This indicates that our country in this underwater robot, have reached the advanced international level, 863 in the current plan, the development of 7,000 meters underwater in a manned submersible to the ocean further development and operation, This is a great vote of financial and material resources.In this space robotics research has also been a lot of development. In Europe, including 16 in the United States space program, and the future of this space capsule such a scheme, One thing is for space robots, its main significance lies in the development of the universe and the benefit of mankind and the creation of new human homes, Its main function is to scientific investigation, as production and space scientific experiments, satellites and space vehicles maintenance and repair, and the construction of the space assembly. These applications, indeed necessary, for example, scientific investigation, as if to mock the ground some physical and chemical experiments do not necessarily have people sitting in the edge of space, because the space crew survival in the day the cost is nearly one million dollars. But also very dangerous, in fact, some action is very simple, through the ground, via satellite control robot, and some regularly scheduled completion of the action is actually very simple. Include the capsule as control experiments, some switches, buttons, simple flange repair maintenance, Robot can be used to be performed by robots because of a solar battery, then the robot will be able to survive, we will be able to work, We have just passed the last robot development on the application of the different areas ofapplication, and have seen the robots in industry, medical, underwater, space, mining, construction, service, entertainment and military aspects of the application .Also really see that the application is driven by the development of key technologies, a lack of demand, the robot can not, It is because people in understanding the natural transformation of the natural process, the needs of a wide range of robots, So this will promote the development of key technologies, the robot itself for the development of From another aspect, as key technology solutions, as well as the needs of the application, on the promotion of the robot itself a theme for the development of intelligent, and from teaching reappearance development of the current local perception of the second-generation robot, the ultimate goal, continuously with other disciplines and the development of advanced technology, the robot has become rich, eventually achieve such an intelligent robot mainstream.Robot is mankind's right-hand man; friendly coexistence can be a reliable friend. In future, we will see and there will be a robot space inside, as a mutual aide and friend. Robots will create the jobs issue. We believe that there would not be a "robot appointment of workers being laid off" situation, because people with the development of society, In fact the people from the heavy physical and dangerous environment liberated, so that people have a better position to work, to create a better spiritual wealth and cultural wealth.译文:机器人首先我介绍一下机器人产生的背景,机器人技术的发展,它应该说是一个科学技术发展共同的一个综合性的结果,同时,为社会经济发展产生了一个重大影响的一门科学技术,它的发展归功于在第二次世界大战中各国加强了经济的投入,就加强了本国的经济的发展。
3D打印机外文文献翻译、中英文翻译、机械类外文翻译

3D打印机3D打印技术(英语:3Dprinting),即快速成形技术的一种,它是一种数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。
过去其常在模具制造、工业设计等领域被用于制造模型,现正逐渐用于一些产品的直接制造。
特别是一些高价值应用(比如髋关节或牙齿,或一些飞机零部件)已经有使用这种技术打印而成的零部件。
“3D打印技术”意味着这项技术的普及。
3D打印技术出现在上世纪90年代中期,实际上是利用光固化和纸层叠等技术的快速成型装置。
它与普通打印机工作原理基本相同,打印机内装有液体或粉末等“印材料”,与电脑连接后,通过电脑控制把“打印材料”一层层叠加起来,最终把计算机上的蓝图变成实物。
这一技术如今在多个领域得到应用,人们用它来制造服装、建筑模型、汽车、巧克力甜品等。
3D打印技术最突出的优点是无需机械加工或任何模具,就能直接从计算机图形数据中生成任何形状的零件,从而极大地缩短产品的研制周期,提高生产率和降低生产成本。
近年来,3D打印技术发展迅速,在各领域都取得了长足发展,已成为现代模型、模具和零部件制造的有效手段,在航空航天、汽车摩托车、家电、生物医学等领域得到了一定应用,在工程和教学研究等领域也占有独特地位。
具体应用领域包括:1、机械制造:3D打印技术制造飞机零件、自行车、步枪、赛车零件等。
2、医疗行业:在医学领域,借助3D打印制作假牙,股骨头、膝盖等骨关节技术应用也非常广,技术越来越成熟。
3、建筑行业:工程师和设计师们已经接受了用3D打印机打印的建筑模型,这种方法快速、成本低、环保,同时制作精美,完全合乎设计者的要求,同时又能节省大量材料。
4、汽车制造行业:用3D打印技术为汽车公司制造自动变速箱的壳体。
汽车公司会对变速箱进行各种极端状况下的测试,其中一些零件就是用3D打印方法做的。
定型了以后,再开模具,然后按照传统制造方法批量生产,这样成本就会大大降低。
5、教育:可应用于模型验证科学假设,用于不同学科实验、教学。
工业智能制造英文文献原文及译文
工业智能制造英文文献原文及译文原文:1. Title: Industrial Intelligent Manufacturing: Integration and Transformation2. Abstract: With the rapid development of information technology, the manufacturing industry is undergoing a profound transformation, and intelligent manufacturing is bing a new trend. This paper reviews the concept and key technologies of industrial intelligent manufacturing, discusses the integration of advanced manufacturing technologies, and explores the transformation of traditional manufacturing to intelligent manufacturing.3. Introduction: Industrial intelligent manufacturing, also known as smart manufacturing, refers to the use of advanced technologies such as Internet of Things (IoT), artificial intelligence, big data, and cloudputing to improve the efficiency and productivity of manufacturing processes. It involves the integration of cyber-physical systems, Internet technologies, and advanced manufacturing technologies to create a moreflexible, efficient, and personalized production environment.4. Key Technologies: Industrial intelligent manufacturing relies on a variety of key technologies, including advanced robotics, 3D printing, digital manufacturing, and advanced materials. These technologies enable manufacturers to automate production processes, customize products, and improve product quality. In addition, the use of big data analytics and predictive m本人ntenance allows for better decision-making and proactive m本人ntenance of manufacturing equipment.5. Integration of Technologies: The integration of advanced manufacturing technologies is crucial for the success of industrial intelligent manufacturing. For example, the integration of 3D printing with digital manufacturing processes allows for the production ofplex and customized parts with minimal waste. Similarly, the integration of robotics and IoT enables real-time monitoring and control of manufacturing processes, leading to improved efficiency and quality.6. Transformation of Traditional Manufacturing: The transformation of traditional manufacturing to intelligent manufacturing involves the digitalization and automation ofproduction processes. This requires the adoption of new technologies and the retr本人ning of the workforce to operate and m本人nt本人n these technologies. However, the benefitsof intelligent manufacturing, such as increased productivity, reduced lead times, and improved product quality, make this transformation worthwhile.7. Conclusion: Industrial intelligent manufacturing is revolutionizing the manufacturing industry by integrating advanced technologies and transforming traditional manufacturing processes. By embracing this new trend, manufacturers can improve theirpetitive advantage and meetthe ever-increasing demand for personalized and high-quality products.译文:1. 标题:工业智能制造:融合与转型2. 摘要:随着信息技术的迅猛发展,制造业正在经历深刻的变革,智能制造正成为新的趋势。
工业智能制造英文文献原文及译文
工业智能制造英文文献原文及译文一、IntroductionThe concept of industrial intelligent manufacturing, also known as intelligent manufacturing or advanced manufacturing, has g 本人ned increasing attention and significance in recent years. It represents a new stage in the development of manufacturing industries, integrating advanced informationtechnology,munication technology, management science, and automation technology. In this article, we will explore the original English literature on industrial intelligent manufacturing, and provide aprehensive translation of the key concepts and principles.二、Literature Review1. "Intelligent Manufacturing: The Next Industrial Revolution" by John SmithIn this seminal work, Smith argues that intelligent manufacturing is poised to revolutionize traditional manufacturing processes by leveraging cutting-edge technologies such as artificial intelligence, big data, and IoT. He emphasizes the potential for increased productivity, cost efficiency, and product quality through the implementation of intelligent manufacturing systems.2. "Towards Industry 4.0: The Future of Smart Manufacturing and Digitalization" by Emily ChenChen's research delves into the transformative impact of Industry 4.0 in reshaping the global manufacturing landscape. She explores the integration of cyber-physical systems, the Internet of Things, and cloudputing in industrial settings, and highlights the implications for resource optimization, smart production, and agile manufacturing.3. "Intelligent Manufacturing Systems: Concepts and Applications" by David JohnsonJohnson's work provides aprehensive overview of intelligent manufacturing systems, epassing the fundamental concepts, keyponents, and real-world applications. He discusses the role of advanced robotics, machine learning, and predictive m本人ntenance in enabling proactive and adaptive manufacturing processes.三、Translation of Key Concepts1. Intelligent Manufacturing (智能制造)Intelligent manufacturing refers to the adoption of advanced technologies and intelligent systems to optimize productionprocesses, enhance operational efficiency, and facilitate data-driven decision-making. It epasses the integration of 本人, machine learning, and sensor networks to create flexible, agile, and interconnected manufacturing environments.2. Industry 4.0 (工业4.0)Industry 4.0 represents the fourth industrial revolution, characterized by the convergence of digital technologies, automation, and smart production systems. It envisions the interconnectivity of machines, real-time data exchange, and decentralized decision-making in manufacturing, leading to the emergence of smart factories and adaptive production processes.3. Cyber-Physical Systems (CPS) (智能物理系统)Cyber-physical systems refer to the integration ofputational and physicalponents in industrial settings, enabling seamless interaction between digital and physical entities. CPS facilitates the monitoring, control, and optimization of manufacturing processes through the integration of embedded sensors, actuators, andmunication networks.四、Personal InsightsThe literature on industrial intelligent manufacturing providespelling insights into the transformative potential of advanced technologies in reshaping the future of manufacturing industries. The convergence of 本人, IoT, and data analytics offers unprecedented opportunities for enhancing productivity, accelerating innovation, and enabling responsive, customer-centric production models. As we embark on the journey towards intelligent manufacturing, it is essential to recognize the implications for workforce skills, organizational dynamics, and ethical considerations in leveraging technology to drive sust本人nable and inclusive industrial development.In conclusion, the English literature on industrial intelligent manufacturing offers a rich and diverse perspective on the opportunities and challenges in transitioning towards intelligent, connected, and adaptive manufacturing systems. By harnessing the power of advanced technologies and embracing a forward-thinking mindset, manufacturing industries can unlock new frontiers ofpetitiveness, resilience, and value creation in the global economy.This article seeks to provide aprehensive understanding of the key concepts and principles underlying industrial intelligentmanufacturing, while highlighting the significance of adopting a holistic and strategic approach to navigate theplexities of the Fourth Industrial Revolution. Through continuous learning, innovation, and collaboration, we can harness the potential of intelligent manufacturing to create a more sust本人nable, interconnected, and prosperous future for all.。
机械类数控车床外文翻译外文文献英文文献数控

数控加工中心技术开展趋势与对策原文来源:Zhao Chang-ming Liu Wang-ju(C Machining Processand equipment,2002,China)一、摘要Equip the engineering level, level of determining the whole national economy of the modernized degree and modernized degree of industry, numerical control technology is it develop new developing new high-tech industry and most advanced industry to equip (such as information technology and his industry, biotechnology and his industry, aviation, spaceflight, etc. national defense industry) last technology and getting more basic most equipment.Numerical control technology is the technology controlled to mechanical movement and working course with digital information, integrated products of electromechanics that the numerical control equipment is the new technology represented by numerical control technology forms to the manufacture industry of the tradition and infiltration of the new developing manufacturing industry,Keywords:Numerical ControlTechnology, E quipment,industry二、译文数控技术和装备开展趋势与对策装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,数控技术与装备是开展新兴高新技术产业和尖端工业〔如信息技术与其产业、生物技术与其产业、航空、航天等国防工业产业〕的使能技术和最根本的装备。
关于现代工业机械手外文文献翻译@中英文翻译@外文翻译
附录About Modenr Industrial Manipulayor Robot is a type of mechantronics equipment which synthesizes the last research achievement of engine and precision engine, micro-electronics and computer, automation control and drive, sensor and message dispose and artificial intelligence and so on. With the development of economic and the demand for automation control, robot technology is developed quickly and all types of the robots products are come into being. The practicality use of robot not only solves the problems which are difficult to operate for human being, but also advances the industrial automation program. Modern industrial robots are true marvels of engineering. A robot the size of a person can easily carry a load over one hundred pounds and move it very quickly with a repeatability of 0.006inches. Furthermore these robots can do that 24hours a day for years on end with no failures whatsoever. Though they are reprogrammable, in many applications they are programmed once and then repeat that exact same task for years.At present, the research and development of robot involves several kinds of technology and the robot system configuration is so complex that the cost at large is high which to a certain extent limit the robot abroad use. To development economic practicality and high reliability robot system will be value to robot social application and economy development. With he rapidprogress with the control economy and expanding of the modern cities, the let of sewage is increasing quickly; with the development of modern technology and the enhancement of consciousness about environment reserve, more and more people realized the importance and urgent of sewage disposal. Active bacteria method is an effective technique for sewage disposal. The abundance requirement for lacunaris plastic makes it is a consequent for plastic producing with automation and high productivity. Therefore, it is very necessary to design a manipulator that can automatically fulfill the plastic holding. With the analysis of the problems in the design of the plastic holding manipulator and synthesizing the robot research and development condition in recent years, a economic scheme is concluded on the basis of the analysis of mechanical configuration, transform system, drive device and control system and guided by the idea of the characteristic and complex of mechanical configuration, electronic, software and hardware. In this article, the mechanical configuration combines the character of direction coordinate which can improve the stability and operation flexibility of the system. The main function of the transmission mechanism is to transmit power to implement department and complete the necessary movement. In this transmission structure, the screw transmission mechanism transmits the rotary motion into linear motion. Worm gear can give vary transmission ratio. Both of the transmission mechanisms have a characteristic of compact structure. The design of drive system often is limited by the environment condition and the factor of costand technical lever. The step motor can receive digital signal directly and has the ability to response outer environment immediately and has no accumulation error, which often is used in driving system. In this driving system, open-loop control system is composed of stepping motor, which can satisfy the demand not only for control precision but also for the target of economic and practicality. On this basis, the analysis of stepping motor in power calculating and style selecting is also given. The analysis of kinematics and dynamics for object holding manipulator is given in completing the design of mechanical structure and drive system.Current industrial approaches to robot arm control treat each joint of the robot arm as a simple joint servomechanism. The servomechanism approach models the varying dynamics of a manipulator inadequately because it neglects the motion and configuration of the whole arm mechanism. These changes in the parameters of the controlled system sometimes are significant enough to render conventional feedback control strategies ineffective. The result is reduced servo response speed and damping, limiting the precision and speed of the end-effecter and making it appropriate only for limited-precision tasks. Manipulators controlled in this manner move at slow speeds with unnecessary vibrations. Any significant performance gain in this and other areas of robot arm control require the consideration of more efficient dynamic models, sophisticated control approaches, and the use of dedicated computer architectures and parallel processing techniques.In the industrial production and other fields, people often endangered by such factors as high temperature, corrode, poisonous gas and so forth at work, which have increased labor intensity and even jeopardized the life sometimes. The corresponding problems are solved since the robot arm comes out. The arms can catch, put and carry objects, and its movements are flexible and diversified. It applies to medium and small-scale automated production in which production varieties can be switched. And it is widely used on soft automatic line. The robot arms are generally made by withstand high temperatures, resist corrosion of materials to adapt to the harsh environment. So they reduced the labor intensity of the workers significantly and raised work efficiency. The robot arm is an important component of industrial robot, and it can be called industrial robots on many occasions. Industrial robot is set machinery, electronics, control, computers, sensors, artificial intelligence and other advanced technologies in the integration of multidisciplinary important modern manufacturing equipment. Widely using industrial robots, not only can improve product quality and production, but also is of great significance for physical security protection, improvement of the environment for labor, reducing labor intensity, improvement of labor productivity, raw material consumption savings and lowering production costs.There are such mechanical components as ball footbridge, slides, air control mechanical hand and so on in the design. A programmable controller, a programming device, stepping motors, stepping motors drives, direct currentmotors, sensors, switch power supply, an electromagnetism valve and control desk are used in electrical connection.Robot is the automated production of a kind used in the pr ocess of crawling and moving piece features automatic device, wh ich is mechanized and automated production process developed a n ew type of device. In recent years, as electronic technology, e specially computer extensive use of robot development and product ion of hightech fields has become a rapidly developed a new te chnology, which further promoted the development of robot, allowi ng robot to better achieved with the combination of mechanizatio n and automation. Robot can replace humans completed the risk o f duplication of boring work, to reduce human labor intensity a nd improve labor productivity. Manipulator has been applied more and more widely, in the machinery industry, it can be used f or parts assembly, work piece handling, loading and unloading, p articularly in the automation of CNC machine tools, modular mach ine tools more commonly used. At present, the robot has develop ed into a FMS flexible manufacturing systems and flexible manufa cturing cell in an important component of the FMC. The machine tool equipment and machinery in hand together constitute a fle xible manufacturing system or a flexible manufacturing cell, it was adapted to small and medium volume production, you can savea huge amount of the work piece conveyor device, compact, and adaptable. When the work piece changes, flexible production sys tem is very easy to change will help enterprises to continuousl y update the marketable variety, improve product quality, and be tter adapt to market competition. At present, China's industrial robot technology and its engineering application level and comp arable to foreign countries there is a certain distance, applica tion and industrialization of the size of the low level of rob ot research and development of a direct impact on raising the level of automation in China, from the economy, technical consid erations are very necessary. Therefore, the study of mechanical hand design is very meaningful.关于现代工业机械手机器人是典型的机电一体化装置,它综合运用了机械与精密机械、微电子与计算机、自动控制与驱动、传感器与信息处理以及人工智能等多学科的最新研究成果,随着经济技术的发展和各行各业对自动化程度要求的提高,机器人技术得到了迅速发展,出现了各种各样的机器人产品。
先进制造技术(有出处)--中英文翻译

毕业设计(论文)外文资料翻译系别:机械工程学院专业:机械设计制造及其自动化外文出处:Advanced Manufacturing Technology附件:1、外文原文;2、外文资料翻译译文。
1、外文原文(复印件)2、外文资料翻译译文先进制造技术尽管裁断的深度是由材料去除率的总额决定的,增加径向的裁断深度同样能够增加磨损率。
就像增加进给速度一样,工具的使用寿命会随着切削深度的加深而缩短。
因此,工具的使用寿命与磨损率能够像预期那样保持平衡。
每个金属在切削过程中会产生三个力:切向力,即零件运转时产生的力;径向力,由工件材料切削深度的阻隔产生的力;纵向力,利用进给速度产生的力。
这些力比机器运转过程中产生的力强30%到80%。
例如,在洛氏硬度62HRC的强度下,分别经过预热处理和热处理,纵向力会从30%增加到50%,切向力会从30%增加到50%,径向力会从70%增加到100%。
因此,机床必须能够承受不断增加的切削力,尤其是径向的切削力。
切削液能够影响白层的产生,因为白层是物象变化在表面发生的结果,当冷却工件表面时,切削液能够减轻热损坏。
一些报道认为切削液会消除白层,但却有研究表明切削液没有这样的作用。
刀具状态也是一个很重要的因素,然而白层的增加同样伴随着刀具的磨损。
如果硬态切削能够代替精磨操作,硬态切削的产品表面光洁度能够与精磨操作相媲美。
与精磨操作不同的是,表面光洁度是由大小,形状,强度和在磨削砂轮中磨粒的作用决定的。
硬车削表面通常是由切削过程中形成的几何图形决定的,其中主要是由切削工具的进给和刀尖半径决定的。
对于磨削圆柱的应用,其砂轮和工件必须能够顺利的旋转。
其次,砂轮飞快旋转的同时工件要缓慢的旋转。
如果旋转的构件不完全同心,组合的缺陷和旋转速度的细微差别会引起圆柱的凸角。
当生产的几何图形不够圆时,这会影响最终的生产。
另一方面,对于硬切削来说,工件或者切削工具不能同时旋转。
因此,机器加工表面将会与机床主轴和紧挨机床的中心线的机床纵向的方向一样精准。
机械加工切削加工中英文对照外文翻译文献
中英文资料翻译英文部分The new concept of cutting processingThe nowadays cutting tool company cannot only be again the manufacture and the sales cutting tool, in order to succeed, they must be consistent with the globalization manufacture tendency maintenance, through enhances the efficiency, cooperates with the customer reduces the cost. Approaches the instantaneous global competition after this after NAFTA, the WTO time, the world company is making quickly to the same feeling, is lighter, a cheaper response. In other words, they make the product and the components contain can in high speed under revolve, as a result of the cost pressure, best, is lighter moreover must make cheaply. Obtains these goals a best way is through develops and applies the new material, but these is new and the improvement material usually all with difficulty processes. In in this kind of commercial power and the technical difficulty combination is especially prominent in the automobile and the aviation industry, and has become has the experience the cutting tool company to research and develop the department the most important driving influence.For example, takes the modular cast iron to say that, it has become the engine part and other automobiles, the agriculture the material which see day by day with the equipment and in the machine tool industry components. This kind of alloy provides the low production cost and the good machine capability combination. They are cheaper than the steel products, but has a higher intensity and toughness compared to the cast iron. But at the same time the modular cast iron is extremely wear-resisting, has fast breaks by rubbing the cutting tool material the tendency. In this wear resistant very great degree bead luminous body content influence. Some known modular cast iron bead luminous body content higher, its resistance to wear better, moreover its machinability is worse. Moreover, the modular cast iron porosity causes off and on to cut, this even more reduces the life.May estimate that, the high degree of hardness and the high wear-resisting cutting material quality must consider the modular cast iron the high resistance to wear. And the material quality contains extremely hard TiC in fact (carbonized titanium) or TiCN (carbon titanium nitrides) thick coating when cutting speed each minute 300 meters processes the modular cast iron to prove usually is effective. But along with cutting speed increase, scrap/The cutting tool junctionplane temperature also is increasing. When has such situation, the TiC coating favors in has the chemical reaction with the iron and softens, more pressures function in anti- crescent moon hollow attrition coating. Under these conditions, hoped has one chemical stability better coating, like Al2O3 (although under low speed was inferior to TiC hard or is wear-resisting).The chemical stability becomes an important performance performance dividing line compared to the resistance to wear the factor, the speed and the temperature is decided in is processed the modular cast iron the crystal grain structure and the performance. But usually thick coating of TiCN and TiC or only ductile iron oxides in the soil coating is applied to, because the today majority of this kinds are processed the material the cutting speed in each minute 150 to 335 meters between. Is higher than each minute 300 meter applications regarding the speed, the people to this kind of material are satisfied.In order to cause this scope performance to be most superior, the mountain high researched and developed and has promoted in view of modular cast iron processing material quality TX150. This kind of material quality has hard also the anti- distortion substrate, is very ideal regarding the processing modular cast iron. Its coating the oxide compound coating which hollowly wears by thick very wear-resisting carbon titanium nitrides and a thin anti- crescent moon, the top is thin layer TiN. This kind of coating which needs the center warm chemistry gas phase deposition using the state of the art production resistance to wear and the anti- crescent moon hollow attrition which the CVD coating complete degree of hardness moreover the tough smoothness increases (MTCVD) the craft. Substrate/The coating combination performance gives the very high anti- plastic deformation and the cutting edge micro collapses the ability, causes it to become under the normal speed to process the modular cast iron the ideal material quality.The coating ceramics also display can effectively process the modular cast iron. In the past, the aluminum oxide ceramics application which not the coating tough good such as nitriding silicon and the silicon carbide textile fiber strengthened the work piece material chemistry paralysis limit. Today but could resist the scrap distortion process through the use to have the high thermal coating cutting tool life already remarkably to increase. But certain early this domains work piece processing use aluminum oxides spread the layer crystals to have to strengthen the ceramics, today most research concentrate in the TiN coating nitriding silicon. This kind of coating can remarkably open up the tough good ceramics the application scope.When machining, the work piece has processed the surface is depends upon the cutting tool and the work piece makes the relative motion to obtain.According to the surface method of formation, the machining may divide into the knife point path law, the formed cutting tool law, the generating process three kinds.The knife point path law is depends upon the knife point to be opposite in the work piecesurface path, obtains the superficial geometry shape which the work piece requests, like the turning outer annulus, the shaping plane, the grinding outer annulus, with the profile turning forming surface and so on, the knife point path are decided the cutting tool and the work piece relative motion which provides in the engine bed;The formed cutting tool law abbreviation forming, is with the formed cutting tool which matches with the work piece final superficial outline, or the formed grinding wheel and so on processes the formed surface, like formed turning, formed milling and form grinding and so on, because forms the cutting tool the manufacture quite to be difficult, therefore only uses in processing the short formed surface generally;The generating process name rolls cuts method, is when the processing the cutting tool and the work piece do unfold the movement relatively, the cutting tool and the work piece centrode make the pure trundle mutually, between both maintains the definite transmission ratio relations, obtains the processing surface is the knife edge in this kind of movement envelope, in the gear processing rolls the tooth, the gear shaping, the shaving, the top horizontal jade piece tooth and rubs the tooth and so on to be the generating process processing.Some machining has at the same time the knife point path law and the formed cutting tool method characteristic, like thread turning.The machining quality mainly is refers to the work piece the processing precision and the surface quality (including surface roughness, residual stress and superficial hardening).Along with the technical progress, the machining quality enhances unceasingly.The 18th century later periods, the machining precision counts by the millimeter; At the beginning of 20th century, machining precision Gao Yida 0.01 millimeter; To the 50's, the machining precision has reached a micron level; The 70's, the machining precision enhances to 0.1 micron.The influence machining quality primary factor has aspects and so on engine bed, cutting tool, jig, work piece semifinished materials, technique and processing environment.Must improve the machining quality, must take the suitable measure to the above various aspects, like reduces the engine bed work error, selects the cutting tool correctly, improves the semifinished materials quality, the reasonable arrangement craft, the improvement environmental condition and so on.Enhances the cutting specifications to enhance the material excision rate, is enhances the machining efficiency the essential way.The commonly used highly effective machining method has the high-speed cutting, the force cutting, the plasma arc heating cuts and vibrates the cutting and so on.The grinding speed is called the high-speed grinding in 45 meters/second above es the high-speed cutting (or grinding) both may enhance the efficiency, and mayreduce the surface roughness.The high-speed cutting (or grinding) requests the engine bed to have the high speed, the high rigidity, the high efficiency and the vibration-proof good craft system; Requests the cutting tool to have the reasonable geometry parameter and the convenience tight way, but also must consider the safe reliable chip breaking method.The force cutting refers to the roughing feed or cuts the deep machining greatly, uses in the turning and the grinding generally.The force turning main characteristic is the lathe tool besides the main cutting edge, but also some is parallel in the work piece has processed superficial the vice-cutting edge simultaneously to participate in the cutting, therefore may enhance to feed quantity compared to the general turning several times of even several pares with the high-speed cutting, the force cutting cutting temperature is low, the cutting tool life is long, the cutting efficiency is high; The shortcoming is processes the surface to be rough.When force cutting, the radial direction cutting force death of a parent is not suitable for to process the tall and slender work piece very much.The vibration cutting is along the cutting tool direction of feed, the attachment low frequency or the high frequency vibration machining, may enhance the cutting efficiency.The low frequency vibration cutting has the very good chip breaking effect, but does not use the chip breaking equipment, makes the knife edge intensity to increase, time the cutting total power dissipation compared to has the chip breaking installment ordinary cutting to reduce about 40%.The high frequency vibration cutting also called the ultrasonic wave vibration cutting, is helpful in reduces between the cutting tool and the work piece friction, reduces the cutting temperature, reduces the cutting tool the coherence attrition, thus the enhancement cutting efficiency and the processing surface quality, the cutting tool life may enhance 40% approximately.To lumber, plastic, rubber, glass, marble, granite and so on nonmetallic material machining, although is similar with the metal material cutting, but uses the cutting tool, the equipment and the cutting specifications and so on has the characteristic respectively.The lumber product machining mainly carries in each kind of joiner's bench, its method mainly has: The saw cuts, digs cuts, the turning, the milling, drills truncates with the polishing and so on.The plastic rigidity is worse than the metal, the easy bending strain, the thermoplastic thermal conductivity to be in particular bad, easy to elevate temperature the conditioning.When cutting plastic, suitably with the high-speed steel or the hard alloy tools, selects the small to feed quantity and the high cutting speed, and uses compressed air cooling.If the cutting tool is sharp, the angle is appropriate, may produce the belt-shaped scrap, easy to carry off the quantity of heat.Glass (including semiconducting material and so on germanium, silicon) but degree of hardness high brittleness is big.To methods and so on glass machining commonly used cutting, drill hole, attrition and polishing.To thickness in three millimeters following glass plates, the simple cutting method is with the diamond or other hard materials, in glass surface manual scoring, the use scratch place stress concentration, then uses the hand to break off.To the marble, the granite and the concrete and so on the hard material processing, mainly uses methods and so on cutting, turning, drill hole, shaping, attrition and polishing.When cutting the available circular saw blade adds the grinding compound and the water; The outer annulus and the end surface may use the negative rake the hard alloy lathe tool, by 10~30 meter/minute cutting speed turning; Drills a hole the available hard alloy drill bit; The big stone material plane available hard alloy planing tool or rolls cuts planing tool shaping; The precise smooth surface, available three mutually for the datum to the method which grinds, or the grinding and the polishing method obtains.Cutting tool in hot strong alloy applicationThe aviation processing also changes rapidly. For example, nickel base heat-resisting alloy like several years ago the most people had not heard Rene88 now occupies to the aircraft engine manufacture uses the total metal quantity 10~25%. Has very good showing and the commercial reason regarding this. For example, these heat strong alloy will be able to increase the engine endurance moreover to permit the small engine work on the big airplane, that will enhance the combustion efficiency and reduces the operation cost. These tough good materials also present the expense on the cutting tool. Their thermal stability causes on the knife point the temperature to be higher, thus reduced the cutting tool life. Similarly, in these alloy carbide pellet remarkably increased the friction, thus reduces the cutting tool life.As a result of changes in these conditions, can be very pleased to have processed many titanium alloys and nickel-based alloy materials C-2 hard metal alloys, in the application to today's cutting edge of blade to the crushing and cutting depth of the trench lines badly worn. But using the latest high-temperature processing of small particles hard metal alloys to be effective, cutlery life improved, but more importantly to enhance the reliability of applications in high-temperature alloys. Small particles hard metal than traditional hard metal materials higher compression strength and hardness, only a small increase in the resilience of the cost. And resulted in high temperature alloy processing than traditional hard metal resistance common failure mode more effective.PVD (physical gas phase deposition) coating also by certificate effective processing heat-resisting alloy. TiN (titanium nitrides) the PVD coating was uses and still was most early most receives welcome. Recently, TiAlN (nitrogen calorization titanium) and TiCN (carbontitanium nitrides) the coating also could very good use. In the past the TiAlN coating application scope and TiN compared the limit to be more. But after the cutting speed enhances them is a very good choice, enhances the productivity in these applications to reach 40%. On the other hand, is decided under the low cutting speed in coating superficial operating mode TiAlN can cause to accumulate the filings lump afterwards, micro collapses with the trench attrition.Recently, used in the heat-resisting alloy application material quality already developing, these coating but became by several combinations. The massive laboratories and the scene test has already proven this kind of combination and other any kind of sole coating compares in time the very wide scope application is very effective. Therefore aims at the heat-resisting alloy application the PVD compound coating possibly to become the focal point which the hard alloy new material quality research and development continues. With the MTCVD coating, the coating ceramics gather in the same place, they hopefully become a more effective processing to research and develop newly are more difficult to process the work piece material the main impact strength.Dry processingIncluding the refrigerant question is technical and the commercial expansion industrial production tendency another domain which the cutting tool makes. North America and the European strict refrigerant management request and the biggest three automobile manufacturer forces them the core supplier to obtain the ISO14000 authentication (the ISO9000 environment management edition), this causes the refrigerant processing cost rise. To the car company and their core supplier said obviously one of responses which welcome is in the specific processing application avoids completely the refrigerant the use. This kind did the processing the new world to propose a series of challenges for the cutting tool supplier.Recently, already appeared some to concern this topic to promulgate the speed, to enter for, the coating chemical composition and other parameters very substantial comprehensive nature very strong useful technical papers. Wants to concentrate the elaboration in here me "does the processing viewpoint" in the operation and commercial meaning automobile manufacturer new.The metal working jobholders can the very good understanding related refrigerant use question, but majority cannot understand concerns except the technical challenge (for example row of filings) beside does the processing question in the cutting tool - work piece contact face between. Usually may observe to the refrigerant disperser scrap which flows out, but the pressure surpasses 3,000 pounds/An inch 2 high speed refrigerant also can help to break the filings, specially soft also the continual scrap can cause in the cutting tool - work piece contact face trouble.Uses does the cutting craft the components result is the engine bed uses the wet typeprocessing components to be hotter than. Whether before you do allow them to survey in the open-air natural cooling? If processes newly the hot components put frequently to the turnover box, elevates the environment temperature, whether components full cooling and just right enough permission precision examination? Also has the handling side several dozens on hundred components to be able to operate the worker to increase the extra burden.With many cutting tools/The work piece technical question same place, these latent questions need to state whether dryly adds the ability line. Luckily, has very many ways to elaborate these questions. For example, the compressed air was proven row of filings becomes the question in very many applications the situation to have the successful echo.Another plan is called MQL (minimum lubrication) a technology, it replaces the traditional refrigerant by the application the quite few oil mists constitution. This is a recognition compromise plan, this kind of minimum technology can large scale reduce the refrigerant the headache matter, moreover the smooth finish which processes in many applications very is also good. This domain still had very many research to do, moreover the cutting tool company positively participated in such research was absolutely essential. If they will not do fall behind the competitor, will be at the disadvantageous position.In the factory the special details design other perhaps better plan according to the world in. The manufacturing industry jobholders possibly still could ask why they do have to use recent development the technology to replace the refrigerant method diligently which the tradition already an experience number generation of person improved enhances, because implemented especially does the experiment and the defeat which the processing or the subarid processing produced possibly causes the higher short-term cutting tool cost. The concise answer is when the bit probably accounts for the model processing components cost 3%, the refrigerant cost (from purchases to maintenance, storage, processing) can account for the components cost 15%.Perhaps does the dry processing is not all suits to each application, but above discusses likely other processing questions are same, needs from a wider operation, the environment and the commercial angle appraises. Will be able to help the cutting tool company which the customer will do this to have the competitive advantage, but these will not be able to provide unceasingly is in the passive position.Cutting tool and nanotechnologyCan fiercely change the cutting tool industry the enchanting new domain is the miniature manufacture, or the processing small granule forms the product which needs. Must refer to is its here does not have about the cutting tool miniature manufacture first matter; Second must say the matter is it is not remote.Why the miniature manufacture and are the cutting tool related. Because most main is theparticle size smaller, the hard alloy toughness of material better also is more wear-resisting. (Some experts define with the nanometer level pellet for are smaller than 0.2 mu m, but other people persisted a nanometer pellet had to be smaller than the hard alloy tools prototype which 0.1 mu m) made already to complete and the test,It is said that wear resistant theatrically increase. The question is the nanometer level hard alloy pellet cannot depend on the smashing big material formation, they are certain through the smaller material constitution, but processes the molecular level granule is not easy and the economical matter.中文部分切削加工新概念现今的刀具公司再也不能只是制造和销售刀具,为了成功,他们必须与全球化制造趋势保持一致,通过提高效率、同客户合作来降低成本。
信息技术发展趋势研究论文中英文外文翻译文献
信息技术发展趋势研究论文中英文外文翻译文献本文旨在通过翻译介绍几篇关于信息技术发展趋势的外文文献,以帮助读者更全面、深入地了解该领域的研究进展。
以下是几篇相关文献的简要介绍:1. 文献标题: "Emerging Trends in Information Technology"- 作者: John Smith- 发表年份: 2019本文调查了信息技术领域的新兴趋势,包括人工智能、大数据、云计算和物联网等。
通过对相关案例的分析,研究人员得出了一些关于这些趋势的结论,并探讨了它们对企业和社会的潜在影响。
2. 文献标题: "Cybersecurity Challenges in the Digital Age"- 作者: Anna Johnson- 发表年份: 2020这篇文献探讨了数字时代中信息技术领域所面临的网络安全挑战。
通过分析日益复杂的网络威胁和攻击方式,研究人员提出了一些应对策略,并讨论了如何提高组织和个人的网络安全防护能力。
3. 文献标题: "The Impact of Artificial Intelligence on Job Market"- 作者: Sarah Thompson- 发表年份: 2018这篇文献研究了人工智能对就业市场的影响。
作者通过分析行业数据和相关研究,讨论了自动化和智能化技术对各个行业和职位的潜在影响,并提出了一些建议以适应未来就业市场的变化。
以上是对几篇外文文献的简要介绍,它们涵盖了信息技术发展趋势的不同方面。
读者可以根据需求进一步查阅这些文献,以获得更深入的了解和研究。
关于洗衣机的毕业外文文献翻译、中英文翻译、外文翻译
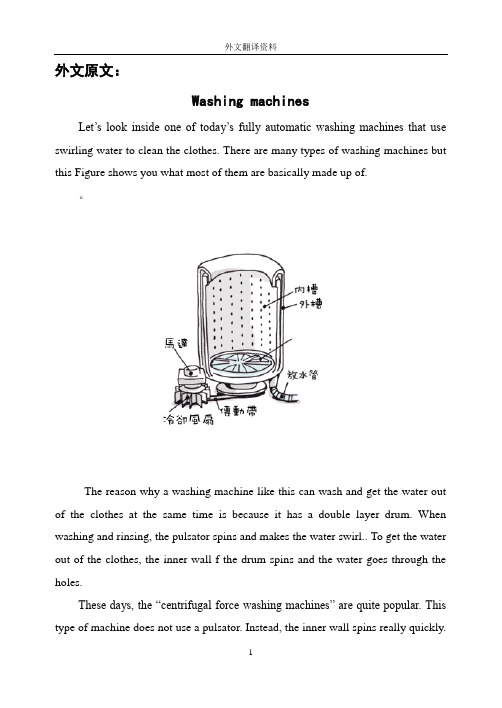
外文原文:Washing machinesLet’s look inside one of today’s fully automatic washing machines that use swirling water to clean the clothes. There are many types of washing machines but this Figure shows you what most of them are basically made up of.。
The reason why a washing machine like this can wash and get the water out of the clothes at the same time is because it has a double layer drum. When washing and rinsing, the pulsator spins and makes the water swirl.. To get the water out of the clothes, the inner wall f the drum spins and the water goes through the holes.These days, the “centrifugal force washing machines” are quite popular. This type of machine does not use a pulsator. Instead, the inner wall spins really quickly.When the drum spins, the dirty clothes get stuck to the wall. The water and detergent also try to escape through the holes of the wall but before they do so, they are forced to escape through the clothes. When this happens, the power of the water and detergent removes the dirt form the clothes. Another good thing about this type of machine is that clothes don’t get tangled up so you don’t have to worry about your clothes getting ripped or damaged.Next, let’s look at some different types of washing machines!Many of you probably think that the water inside washing machines goes round and round. Actually, different washing machines make water flow in different ways.Whirlpool type:This type of washing machine uses a pulsator to force the water to move like a whirlpool inside the Drum. The spinning water forces the dirt out form the clothes inside the machine. Some of the newer models of this type also make the whirlpool move up and down to make it clean clothes even better!Agitator stirring typeThis type of washing machine has something that looks like a propeller at the bottom of the tub. This Propeller spins around and stirs the water. The water then forces the dirt out from the clothes in the machine. The good thing about this type of machine is that clothes do not get tangled up and clothes get evenly washed.Drum type:This type of machine has a drum with many holes in it. There are also protrusions bumps on the wall of the drum. As the drum turns, the clothes are picked up by the protrusions. When the clothes fall down from the top of the drum through the water, the movement removes dirt from the clothes.Centrifugal force type:As we have said before, the spinning drum pushes the water and detergent out through the wall of the inner drum. The power that comes form spinning the drum is called centrifugal force., which is where the name comes from. The water is forced through the clothes and then the holes in the inner wall. After one cycle, the water is recycled back into the tank and the process starts again. This cycle is what cleans the clothes!In Japan, people first started using machines in 1930. But then the price of a washing machine was so high that most average persons could not buy one for their homes.Looking back now, there was something strange and funny on some of the first versions of the washing machine .The machine had two rollers that were used to sandwich each shirt and other clothes to squeeze the water out of them. The rollers were turned by hand, and in fact, you needed a lot of strength to turn those things! Still, people then thought it was a really neat invention! This type of water squeezer was used for almost 30 years until something new came along. The spin drier that used “centrifugal force” to get most of the water is out of the clothes.In 1953, the nozzle type washing machine was first sold in Japan. This washing machine is like the older brother of the swirling washing machine that you see today. The price of these washing machines was lower and because of this, more people bought them. The first fully automatic washing machine was introduced in 1968, and after that, washing clothes became a lot easier to do!There are a lot of different types of washing machines. What kind of washing machine do you have in your house?Fully automatic:The fully automatic machine has two drum layers that wash, rinse and remove water from clothes together. All you have to do is add detergent and put in dirtyclothes and then washing machine will do the rest. There is also a new type of fully automatic washing machine that can dry clothes after they have been washed.Twin tub:This washing machine has one part that dose the washing and another part that does the squeezing. Even though it’s a hassle to take the clothes out and move them to other tub, the good thing is that you can wash and squeeze at the same time with one machine.Front loading:The main feature of front loaders is that they use a lot less water than other types. This is the type of Washing machine that dry cleaners use but a lot of people in western countries have this type of washing machine in their homes too.Let’s try to make the best washing machine in the world!We should already thank the scientists that invented the fully automatic washing machine because it makes washing clothes a piece of cake.Scientists are still trying really hard to find ways to make washing machines a lot handier to use for everyone. Some of the things that they are trying to do are to find better ways of making clothes clean and ways to make washing machines last longer. There are washing machines with d trying function today so you don’t even have to hang clothes after words because it dries them automatically! Amazing!Scientists are also trying to find ways to use less water and less detergent in washing machines at present. This is because that it is better to use less water for preserving the environment.What are washing machines of the future going to be like? Maybe there will be a washing machine that dries and folds your clothes after washing them, or maybe there will be one that will wash your clothes while you are still wearing them! How handy would that be! Remember, if the first washing machine was likea dream to people in the old days, all the dreams you have about washing machines of the future may come true!Now, washing machine is becoming more and more popular. We see the main classification.Washing machine can be divided into automatic type and semi-automatic type two kinds, automatic type washing machine as long as we begin our work proactively set better washing procedure, washing machine began to work until the end without manual intervention. And semi-automatic washing machine washing and dewatering process is divided, is also called the double barrel washing machine, a tong, one takes off a bucket, and put tong inside washing out to artificial add to take off in the barrel dehydration is handled and complete laundry process.Full-automatic washing machine in structure to take off in tong internal bucket suit, two barrels of axis, while working with the clutch to finish washing state and dehydration of the transition of the states, on the key said is automatic washing machine.Full-automatic washing machine press catharsis means to points, can be divided into bunt washer and roll barrel type two kinds of washing machine, From the electric control ways to points, can be divided into mechanical program-controlled type and computer board controls type washing machine two kinds.The cylinder and the pulsator washing machine are now the main two kinds.Pulsator washing machine working principle is to add clothing, then open the inlet valve, choose good bibcock of water level and correct working procedures, switch on the power, closed warehouse door, and safety switch closed at water level, the public internal switch contacts are and dehydration contacts are interlinked, inlet valve electrify water, when the barrel water reaches the specified height, in air pressure under the action of water level switch inside public contactsdisconnect dehydration contacts and connect washing contacts, feed valve power to stop water, motor power is switched on, motor started running, and periodically sometimes are turning, sometimes reverse, mutual alternant, driven by clutch BoLun using the same cycle are turning, inversion, with a certain speed rotating BoLun can drive inside bucket of water and clothing, clothing rotating water formed in the mutual friction and reach the purpose of laundry. When washing process is completed, drainage electromagnetic valve electrify work, drain valve is opened, inside bucket of water exudes, and linkage shaft also the clutch from washing state switch to dehydration state, when drainage is completed, atmospheric pressure drop and inside bucket of water level switch public contacts reset through dehydration contacts, drainage electromagnetic valve keep electrify state, motor driven off running electrify bucket high-speed and jilt dry clothing, laundry program after washing machine disconnect hydropower and stop. As for intermediate process of how many times, laundry to wash the length of time, by process control.Roller-type washing machine of the principle and Pulsator washing machine are basic similar. But 110mm drum machine it no clutch variable speed, but its motor is double-speed motor, so when washing machine work in washing state, program-controlled device connected motor washing low-speed windings, motor speed slow, working on dehydration, when they connect dehydration modalhigh-speed windings, motor high-speed operation, this process is programmed through the device and motor to work together to finish.To sum up, the role of these two kinds of washing machine is same, but different implementation, each has his strong point, Pulsator washing machine is simulated handmade kneaded action to work, 110mm drum type washing machine is by gravity inertial function to finish our work, they realize washing anddewatering way also have different features, Pulsator washing machine to wear clothes is relatively large, but detergents degree is higher, 110mm drum machine for clothing wear small, but detergents degrees, but lower than Pulsator washing machine to save water.So far, washing machine is still towards a higher requirements development.译文:洗衣机来看一下涡流式全自动洗衣机的构造。
机械产品方案的现代设计方法及发展趋势——毕业设计外文文献翻译、中英文翻译

The modern design method of the project of machinery productand deveolp trendAbstract:Under the current domestic and foreign scholars for mechanical design product design at the main thinking, product program design methods into a system, modular structure, the characteristics of knowledge-based products and intelligent four types. That the four methods and the characteristics of the organic inter-linkages, product design efforts Computer directionKey words:mechanical products; Program design; TrendINTRODUCTIONThe rapid scientific and technological development, product performance requirements of the growing number and complexity of increased life expectancy shortened. updating speed. However, the design of the products, especially machinery products in the design means, it appears powerless, lags behind the needs of the times.At present, computer-aided product design drawings, design, manufacture and production planning has been the subject of extensive and in-depth research and has achieved initial success, and the early stage of product development of computer-aided design program is far from meeting the design requirements. To this end, the author reading a lot of literature on the basis of summary of the design and scholars at home and abroad program design methods used in and discussed the various methods of organic link between the product and machinery design computer trend of development.Under the current domestic and foreign scholars for mechanical design product design methodology used in the main feature, The program will be of modern design methods summarized as the following four categories.1.Systematic DesignSystematic design of the main features : design as by a number of design elements of a system, Each element is independence between the various elements of an organiclink, and is layered, all combining elements of the design, system design can be realized for the taskSystematic design in the 1970s by a German scholar Professor Pahl and Beitz. They system theory as a basis to formulate a general model designed to promote the design of rational should have. German Engineers Association in the design on the basis of formulate standards VDI2221 technology systems and product development design methods.The mechanical product design process model, basically adopted the German standards VDI2221 the design. In addition, Many scholars in China in product design program design and also quoted from other developed systematic design, which is representative :(1) The user needs functional characteristics as a product concept, design and structure of parts design, process planning, operational control of the foundation, and the macro-product development process, the use of quality function deployment, System users will demand information reasonably and efficiently converted to the various stages of product development objectives of the technical and operational control in order(2) The level of organisms as products of life, and the help of life-support systems theory, the product design process can be divided successfully demand levels, realize the concept of functional requirements and the level of product design level. While using the System icon lives abstract expression products to the functional requirements, and form functional product structure.(3) The mechanical design of science into two basic questions : First, to design the products as a system and to determine the best components (modules) and their mutual relations; Second, the process of product design as a system, based on the design goals, correctly, reasonably ascertain all aspects of design work and the various design stage.As each of the designers to study issues and consider the perspective of the different emphasis program used in the design of the specific research methods, there are also differences. Below introduced some representative systematic design methods.1.1 Design Element MethodUsed five design elements (functions, effects, effects vector elements and the surface shape parameters) described "product solution" think of a product design of the five elements value is determined, all the characteristics of the products and eigen value already identified. My design scholars also used a similar method to describe the product's original understanding.1.2 graphical modeling methodDeveloped an "analysis and design guidance system" KALEIT,with a clear level of graphic description of the product structure and the function of the abstract information, the realization of the structure, function graphical modeling, and the functional link between the layersWill be divided into design methods and supporting information exchange 2, Nijssen Information Analysis using methods can be used graphic symbols, with rich semantic model structure, Integration can be described conditions can be classified types of constraints can be achieved between the arbitrary combination of features Will design solutions and information technology integration, and realizing the process of designing different abstraction layers of information between the graphical modeling.1.3 "idea" -- "design"Product design into "ideas" and "design" stage two. "Concept" stage of the mission is to find, select and mix design tasks required to meet the original understanding. "Design" stage of the work is to realize the conceptual stage, the original understanding.The program will be "ideas" specific description: According to the functional structure suitable for the design tasks required to meet the original understanding. Functional structure of the sub-function by the "structural elements" to achieve, and "structural elements" of the physical link between the definition of "functional vector" "function vector" and "structural elements" of the interaction it has developed the functional diagram (mechanical movement schematic). The program "design" is based on the functional diagram, first of all qualitative description of the "functional vector" and "structural elements" further quantitative description of all the "structural elements" and the Connector ("functional vector") the shape and location The structure diagram.Roper, H. Using graph theory, using his definition of "total design modules (GE)" "structural elements (KE)", "functional elements (FKE)", "connecting structure elements (VKE)" "structural components (KT)", "structural elements parts (KET)" concept And describes elements of the structure size, location and transmission parameters of the interaction between a number of diagrams, Expert design and intuitive design of a formal description of the formation of the effective application of existing knowledge, will be applied to the "concept" and "design" stage.Design methodology from the point of view of the clear mandate of the design work is divided into three steps Design: 1) Access to function and functional structure (referred to as "functional"); 2) Find effects (referred to as the "effect"); 3) Find structure (referred to as "the configuration Rules"). And the following four strategies used to describe the conceptual stage machinery products workflow: Strategy 1 : The consideration "functional" "Effect" and "configuration rules." Therefore, it can be in various steps were created variant programs, which have an extensive understanding of the original spectrum. Strategy 2: "Effect" and "configuration rules" (including designers create the rules) Association, considered in isolation function (usually associated with the design task). At this time, identify typical configuration rules and their effect needs plenty of experience. The program is far less than the spectrum of a strategy program spectrum. Strategy 3: "functional" and "effect", "configuration" closely related. Applicable to the function and effects of configuration rules and there is no room forchoice, with special requirements, such as ultra-small machinery, extra large machinery, high-value functional components, and special functional requirements of the parts and so on. Strategy 4: According to the structural design requirements of the solution. The strategy from the existing parts, through different parts of the order and connect to achieve the desired function.1.4 matrix design:In the program design process "requirements-function" logic tree ("or" tree) Description, function of the interaction between, met the requirements of the functional design solution set to provide different design. According the "Request-functional" logic tree "requirement - function" associated matrix, Description to meet the functional requirements for the complex relationship between shows that the functional requirements and the relationship between he gathers.Kotaetal matrix mechanical system as a basis for designing programs, include mechanical systems design space for the functional decomposition of space, each of which only said that the design of a module, abstract stage in the senior, Each module movement and a transformation matrix can operate bound vector; Abstract stage in the low-rise, Each module is represented as a matrix and equations of motion.1.5 bond graph:Will form a system into functional components to generate energy, energy consumption, changing energy forms, such as various types of energy transfer, Bonding and borrowing plans expression of functional components solutions, hope will be based on the functional model and Bond Graph integration, achieve functional structure of the automatic generation and functional structure and bonding between the map automatically converted, seek from the bond graph produce multiple design method.2 The modular design structure:Products from the planning perspective: Definitions design tasks to the functional structure-based products, use existing product solutions (such as the common parts and components, etc.) to describe the design task that the decomposition of tasks on each task to consider whether there are corresponding product solutions, Thus, in the planning stage product design to eliminate possible contradictions, early production forecasts, costs, and the development of the design process of adjustment, which can improve design efficiency and reliability, while also reducing the cost of new product. Feldman will describe the design of the function of the product mix is divided into four tiers, (1) product → (2) functional components → (3) major functional components → (4) functional components . And using application-oriented features of the directory structure, the functional components for more specific qualitative and quantitative description. Meanwhile develop products suitable for the development of an early design stage and the use of the software tools STRAT.That the majority of machinery specialized function can be used existing product solutions, and with the new solution is only a small number of special features, Therefore, the exclusive use of mechanical design functions of the product mix, machinery specialized for the evaluation of the design, manufacturing risks are very favorable.Promotion of the product function on the basis of the analysis, Decomposition products will have some functions into one or several of the basic modular structure, through options and combinations of these basic modular structure formed into different products. These basic structures can be parts, components, or even a system. Ideal modular structure should be standardized interface (connectivity and with the Department), and is serialized, GE, integrated, hierarchical, flexible, economy, interchangeability is, compatibility and relevance. China's combination of software component technology and CAD technology, design and deformation of composite design combined, Modular principle according to the classification of machine tools from large processing center into product level, component level, component level and the component level, and the use of expert knowledge and technology CAD their portfolio into different varieties and specifications for the functional modules, by thecombination of these functional modules into different processing center overall program.Design options for the directory as a variation of the mechanical structure tools, design elements for the solution of integrity, Structure of the organization formed Solution Set design catalog. And the solution set design directory listed a comment on each of Additional Information Solutions, is very conducive to the solution design engineers to choose elements.3. The characteristics of knowledge-based product design:Knowledge-based product design characteristics of the main features : using computers to identify the language to describe the characteristics of the product and its design experts in the field of knowledge and experience, corresponding inference engine and knowledge base, Reuse stored domain knowledge and reasoning mechanism established by the Computer Aided Design program.Mechanical systems design is mainly based on products with features and the design of experts in the field of knowledge and experience in policy-making and implementation capacity, completing the type, a composite. To achieve this stage of the computer-aided design, research must automatic acquisition of knowledge, expression, integration, coordination, management and use.4. Intelligent Design:Intelligent Design is the main features : design theory, using 3D graphics software Intelligent design software and virtual reality technology, and multimedia, hypermedia tools for product development design, Expression product ideas, describing the structure of products.The use of object-oriented technology, focus on the chronology of the agencies synthesis package design expert system, and with the help of high-performance graphicsand the ability to handle the exchange of OpenGL technology, 3D environment from all angles of expert system design options for observation, If inter-agency campaign convergence position of conflict, and so on.5. Various design review and development trends:In summary, Systematic Design will design tasks from the abstract to the concrete (from the design of the tasks required to accomplish the mission of the program or structure) hierarchical division drawing up each layer wishes to achieve the goals and methods of elementary, from abstract to concrete floors to be organically linked to the entire design process systematic so that the design rules to follow. There is a way to follow and easy computer-aided design process to achieve.Modular design of the structure, as have some method of achieving functional structure for a module, module structure of the portfolio, product program design. For specific types of mechanical products, as part of its function is clear and relatively stable, Modules of the structure more easily, so that the structure modular approach to program design would be more appropriate. As with the functional entities is not betweenone-to-one correspondence between an entity can usually be a number of different functions, a function can often through several entities to be implemented. Therefore, the structure of the modular design approach for the general design of the product, Modules of the structure and are more difficult to choose, and the requirements of staff with a wide range of design experience and extensive knowledge in many areas.What is worth mentioning is : the above methods are not completely isolated, various methods exist to some extent on the links If modular structure design, module division structure contains a systematic thinking, building products and design features inference engine and knowledge base, it is usually also need to use a systematic and structural modular approach, In addition, the characteristics of knowledge-based products while the design of intelligent design program is one of the foundations. In mechanical design products, as to achieve specific functions common parts, components or structure used for the module body, and the application of systematic design of thelevels of specific design, Modular Approach to the forthcoming financial structure in a systematic design methodology, it can guarantee the standardization of the design, it can simplify the design process, improve design efficiency and quality, and lower design costs.Mechanical Products programs are moving towards computer-aided design to achieve, Intelligent Design Collaborative and meet the needs of design and manufacturing direction. product design computer method of a late start, but there were no mature, be able to reach this target program design software tools. The writer believes that the integrated use of four types of text is designed to achieve this objective effective way. Although these methods are integrated use of the field more, not only with the mechanical design of the domain knowledge, but also to the theory of systems engineering, artificial intelligence, computer hardware and software engineering, Network technology and other fields of knowledge, It is still necessary product design efforts. Abroad in research in this area has achieved initial success. My design scholars have been aware of CAD technology and international exchange and cooperation of the importance and the measures that should be taken.机械产品方案的现代设计方法及发展趋势摘要:根据目前国内外设计学者进行机械产品设计时的主要思维特点,将产品方案的设计方法概括为系统化、结构模块化、基于产品特征知识和智能四种类型。
机械类外文文献翻译(中英文翻译)
机械类外文文献翻译(中英文翻译)英文原文Mechanical Design and Manufacturing ProcessesMechanical design is the application of science and technology to devise new or improved products for the purpose of satisfying human needs. It is a vast field of engineering technology which not only concerns itself with the original conception of the product in terms of its size, shape and construction details, but also considers the various factors involved in the manufacture, marketing and use of the product.People who perform the various functions of mechanical design are typically called designers, or design engineers. Mechanical design is basically a creative activity. However, in addition to being innovative, a design engineer must also have a solid background in the areas of mechanical drawing, kinematics, dynamics, materials engineering, strength of materials and manufacturing processes.As stated previously, the purpose of mechanical design is to produce a product which will serve a need for man. Inventions, discoveries and scientific knowledge by themselves do not necessarily benefit people; only if they are incorporated into a designed product will a benefit be derived. It should be recognized, therefore, that a human need must be identified before a particular product is designed.Mechanical design should be considered to be an opportunity to use innovative talents to envision a design of a product, to analyze the systemand then make sound judgments on how the product is to be manufactured. It is important to understand the fundamentals of engineering rather than memorize mere facts and equations. There are no facts or equations which alone can be used to provide all the correct decisions required to produce a good design.On the other hand, any calculations made must be done with the utmost care and precision. For example, if a decimal point is misplaced, an otherwise acceptable design may not function.Good designs require trying new ideas and being willing to take a certain amount of risk, knowing that if the new idea does not work the existing method can be reinstated. Thus a designer must have patience, since there is no assurance of success for the time and effort expended. Creating a completely new design generally requires that many old and well-established methods be thrust aside. This is not easy since many people cling to familiar ideas, techniques and attitudes. A design engineer should constantly search for ways to improve an existing product and must decide what old, proven concepts should be used and what new, untried ideas should be incorporated.New designs generally have "bugs" or unforeseen problems which must be worked out before the superior characteristics of the new designs can be enjoyed. Thus there is a chance for a superior product, but only at higher risk. It should be emphasized that, if a design does not warrant radical new methods, such methods should not be applied merely for the sake of change.During the beginning stages of design, creativity should be allowedto flourish without a great number of constraints. Even though many impractical ideas may arise, it is usually easy to eliminate them in the early stages of design before firm details are required by manufacturing. In this way, innovative ideas are not inhibited. Quite often, more than one design is developed, up to the point where they can be compared against each other. It is entirely possible that the design which is ultimately accepted will use ideas existing in one of the rejected designs that did not show as much overall promise.Psychologists frequently talk about trying to fit people to the machines they operate. It is essentially the responsibility of the design engineer to strive to fit machines to people. This is not an easy task, since there is really no average person for which certain operating dimensions and procedures are optimum.Another important point which should be recognized is that a design engineer must be able to communicate ideas to other people if they are to be incorporated. Communicating the design to others is the final, vital step in the design process. Undoubtedly many great designs, inventions, and creative works have been lost to mankind simply because the originators were unable or unwilling to explain their accomplishments to others. Presentation is a selling job. The engineer, when presenting a new solution to administrative, management, or supervisory persons, is attempting to sell or to prove to them that this solution is a better one. Unless this can be done successfully, the time and effort spent on obtaining the solution have been largely wasted.Basically, there are only three means of communication available tous. These are the written, the oral, and the graphical forms. Therefore the successful engineer will be technically competent and versatile in all three forms of communication. A technically competent person who lacks ability in any one of these forms is severely handicapped. If ability in all three forms is lacking, no one will ever know how competent that person is!The competent engineer should not be afraid of the possibility of not succeeding in a presentation. In fact, occasional failure should be expected because failure or criticism seems to accompany every really creative idea. There is a great deal to be learned from a failure, and the greatest gains are obtained by those willing to risk defeat. In the final analysis, the real failure would lie in deciding not to make the presentation at all. To communicate effectively, the following questions must be answered:(1) Does the design really serve a human need?(2) Will it be competitive with existing products of rival companies?(3) Is it economical to produce?(4) Can it be readily maintained?(5) Will it sell and make a profit?Only time will provide the true answers to the preceding questions, but the product should be designed, manufactured and marketed only with initial affirmative answers. The design engineer also must communicate the finalized design to manufacturing through the use of detail and assembly drawings.Quite often, a problem will occur during the manufacturing cycle [3].It may be that a change is required in the dimensioning or tolerancing of a part so that it can be more readily produced. This fails in the category of engineering changes which must be approved by the design engineer so that the product function will not be adversely affected. In other cases, a deficiency in the design may appear during assembly or testing just prior to shipping. These realities simply bear out the fact that design is a living process. There is always a better way to do it and the designer should constantly strive towards finding that better way.Designing starts with a need, real or imagined. Existing apparatus may need improvements in durability, efficiently, weight, speed, or cost. New apparatus may be needed to perform a function previously done by men, such as computation, assembly, or servicing. With the objective wholly or partly defined, the next step in design is the conception of mechanisms and their arrangements that will perform the needed functions.For this, freehand sketching is of great value, not only as a record of one's thoughts and as an aid in discussion with others, but particularly for communication with one's own mind, as a stimulant for creative ideas.When the general shape and a few dimensions of the several components become apparent, analysis can begin in earnest. The analysis will have as its objective satisfactory or superior performance, plus safety and durability with minimum weight, and a competitive east. Optimum proportions and dimensions will be sought for each critically loaded section, together with a balance between the strength of the several components. Materials and their treatment will be chosen. These important objectives can be attained only by analysis based upon the principles ofmechanics, such as those of statics for reaction forces and for the optimumutilization of friction; of dynamics for inertia, acceleration, and energy; of elasticity and strength of materials for stress。
The Impact of E-commerce on International Trade and Employment外文文献翻译

The Impact of E-commerce on InternationalTrade and Employment(Partly)The benefits of e-commerce on economy are classified into three groups: firms, prices, productivity. A combination of technological and market forces have compelled companies to examine and reinvent their supply chain strategies. To stay competitive, firms have searched for greater coordination and collaboration among supply chain partners to wring out the inefficiencies that might exist within firm transactions. Many of the transactions can be done externally, via electronic markets. The Internet and its applications have thus served to enhance the process to increase efficiencies in supply chain management . Moreover, ICTs allows firms to identify the market for the inputs they need in production and substantially reduces the cost of gathering and processing information about the prices and input characteristics of different goods and services. In addition, information and communication technologies make it easier to integrate and control remote operations without incurring prohibitive costs. Better ICTs enable optimized operations to be established in low cost domestic locations and countries where comparative advantage is present for the outsourced task. E-commerce thus facilitates the efforts of companies to separate and spin out every conceivable activity in the production process to entities outside the firm .The available empirical evidence on price is mixed. Some of the first studies found that prices of goods sold through the Internet were on average higher than their equivalent purchased through traditional retailers. A more recent study, however, found prices for books and CDs on average to be about 10 per cent lower on the Internet compared with traditional retailers in the1United States . Evidence on demand sensitivity to price is also mixed, with some work suggesting a low and others a high price elasticity of demand .Evidence from countries were the use of information and communication technologies is widespread suggests substantial improvements in productivity. In an analysis of the contribution of information and communications technology to economic growth in nine OECD countries, over the past two decades, ICTs contributed between 0.2 and 0.5 % per year to economic growth . During the second half of the 1990s, this contribution rose to 0.3 to 0.9% per year. Effects were the largest in the United States, followed by Australia, Finland and Canada . Another study suggests that the rise of B2B e-commerce will in the long run increase the level of GDP by 5 per cent . In addition, it has been argued that Internet related technologies could increase the speed of financial operations, which raises the issue as to how interest rates should be set and whether the short end of interest setting needs to become shorter i.e. time units smaller than a day .Moreover, several studies conclude that information and communication technologies were an important factor in improving the overall efficiency of labor and capital, in the United States . Most importantly, productivity increased not only in the information and communication producing sectors but in sectors of the economy that do not produce information and communications technology . In other words, users of these technologies also benefited from increased productivity. In addition, the data seems to reveal that workers in the US may have also benefited from increased productivity induced by e-commerce and ICTs .Effects of e-commerce on international trade and employmentElectronic commerce offers important opportunities to both developing and developed countries. The development of e-commerce is likely to have both direct and indirect impacts on international trade as well as the labor markets.2E-commerce and International TradeThe use of electronic means and the internet can make the process of initiating and doing trade a lot easier, faster, and less expensive. Collecting information is a costly activity when it involves acquiring information across national borders. In fact, these costs can be so high that they can be considered a substantial barrier to trade. Finding the right supplier, specifying the product’s requirements and quality, negotiating the price, arranging deliveries and marketing products is also very costly. With the internet and e-commerce applications, a whole range of these activities can occur without having buyer and seller in close physical proximity. In this respect, the internet will likely promote trade much in the same way as lifting other trade barriers would. Thus, it is the volume of international trade will likely increase .Especially, the internet when organized via electronic markets through e-commerce applications, reduces information costs and allows consumers and sellers to be matched and interact electronically, reducing the significance of geographic proximity and traditional business networks . A study found ample evidence that, development of global markets via the Internet makes historical linkages less important and suggest that countries with the fewest past trade links have the most to gain from the Internet, especially for developing countries . An evident from a 1998 survey of enterprises in 15 low and middle-income countries suggests that firms in these countries use search engines to research market opportunities .However, whether e-commerce promote international trade will depend on the nature of the good. On the one hand, a number of products that traditionally have required physical delivery can be delivered to a customer via a network in digital form. Examples of these include media products, such as text, film and computer software. On the other hand, most of the goods traded internationally are not deliverable in digital form and therefore transportation costs will3continue to play a significant role. In this regard, world trade in digital media products amounted to about US$44 billion in 1996, less than 1 per cent of total world trade. For most countries, trade in digital media products was less than 2% of total trade. The rate of growth of trade in digital media products is high and above the average rate growth of total trade: the growth in trade for digital media products on average was about 10% between 1990 and 1996, 1.5 times faster than total world merchandise trade .E-commerce will also have a significant impact on trade in services. The most relevant change in trade in services is e-commerce’s and information technology’s ability to make non-tradable services into tradable. Activities that were previously non-tradable (i.e. research and development, computing, inventory management, quality control, accounting, personnel management, marketing, advertising and distribution) will be traded through the use of e-commerce. All that is required is that the quality, speed and cost of communication between buyer and seller be adequate. International cross-border trade in a wide range of services, financial, legal, telecommunications and customized software will increasingly be carried out by electronic means .Internet effectively opens markets that were previously closed; it is tempting to think of it as another form of trade liberalization. A technical improvement lowers costs of transactions and generates far larger benefits than the triangular efficiency gains from trade liberalization. Indeed, the decline in costs increases potential benefits from trade liberalization in many services sectors .As communications costs continue to fall, the potential for international outsourcing grows. As a result, outsourcing management and production activities will become more important. Obviously, some sectors and activities throughout the world are more prone than others to be affected by developments in e-commerce. In this respect, there have been attempts to identify industries or4sectors that may be more predisposed to the effects of developments in e-commerce and technology. For example, a research, based on criteria that weighed the effect of cost savings, increases in productivity, industry readiness and product fitness to e-commerce, has elaborated an index of Internet intensiveness. The finding based on data from the United States and Europe suggests that the most internet intensive sectors are electronic components, food, pharmaceuticals and forest/paper products. It is likely to expect that in other regions, these same sectors and industries will be affected by e-commerce via outsourcing . At the same time, recent evidence suggests that transnational corporations are likely to be the most intensive users of electronic commerce .The potential benefits from international e-commerce to a developing country arise from a reduction in the cost of imports as much as from an increase in the price received for exports. Even if a country does not export any services, it can benefit from imports of services, paying for them in terms of goods. Cheaper availability of medical, engineering and architectural services, long-distance learning and reduced costs of transactions can confer benefits even if the country does not immediately export the services traded through Internet .Several recent studies have suggested that trade also stimulates internet use. For example, a study suggests that the extent to which a country is integrated into the global economy can play a role in its access to IT. Countries with greater contact, either via trade, tourism, or geographical location, with the outside world, are more likely to be advanced in digital technology than other countries. Similarly, another study argues that countries open to imports from high-income OECD economies will benefit from knowledge spillovers and, hence, be more likely to adopt new technologies. Following figure and table shows world trade volume and the growth of world internet usage. According to figure 1, although world trade volume fluctuated between 2000 and 2010, it had5a positive situation until 2008. After 2008, it declined because of the global financial crisis and then started to increase again. World internet usage increased all regions between 2000 and 2010.Several recent studies have asked whether internet use affects trade. For example, using data from 20 low and middle income countries in Eastern Europe and Central Asia, a research shows that enterprises with internet connections export more, as a share of their total sales, than enterprises without connections . In addition, using a gravity model of trade, another research find that Internet use appears to be significantly correlated with trade after 1996, although it finds only a weak correlation in 1995 and 1996. The same research also found that internet has a greater effect on trade in developing countries than it does in developed countries. In a second paper, same researchers find that exports of services to the United States grew more quickly for countries with greater internet penetration in a sample of 31 middle-and high-income countries .Developing countries with higher Internet penetration export more to high-income countries than do developing countries where penetration is lower. However, they do not appear to export more to other developing countries and high-income countries with greater Internet penetration do not appear to export more to either developing or developed countries. These results make intuitive sense. First, Internet access is so common among manufacturing enterprises in high-income countries that the differences in the number of internet users as a percent of the population probably reflects differences at the consumer, rather than the enterprise, level in developed countries. In developing countries, contrarily, many manufacturing enterprises remain unconnected. Second, because Internet access is less common in developing countries than in developed countries, being connected to the Internet would seem to be a greater advantage for enterprises in developing countries with respect to exporting to6developed countries. Finally, because of strong regional differences in income, and taking into account the fact that most exports from developing countries to other developing countries will be within the same region, communication costs will presumably be greater for exports to distant developed countries than it would be for exports to neighboring developing countries.Employment and e-commerceAs e-commerce continues expanding, its impact on employment and wages will be the result of a complex set of interactive forces. Electronic commerce is expected to directly and indirectly create new jobs as well as cause job losses. New jobs will be gained in information-related goods and services, entertainment, software and digital products, for instance. Indirect creation of jobs will occur via increased demand and productivity. Jobs will be lost when e-commerce substitutes for the traditional way of doing business. The jobs most likely affected, as preliminary evidence suggests, are those in the retail sector, postal offices and travel agencies. However, the effects will not be uniform across countries, geographic areas, industries or skill groups.Evidence for the United States and the European Union reveals that employment in ICT-related industries and in the finance, business and commerce-related sectors account for almost one- third and one-fourth of total employment, respectively. More importantly, they accounted for 28% and 35% of job creation in 1993-96.The increased demand for high-skill workers, with augmented managerial and executive responsibilities and a greater need for specialized expertise, who will command higher wages are viewed by some researchers as a cause of worsening of income distribution. Evidence for the U.S. seems to suggest that demand has shifted from low and middle-wage occupations and skills toward highly rewarded jobs and tasks requiring specific talent, training or management ability. Much of the labor demand shift is being explained by skill-biased7technical change. Overall, low wage, low-skill production, did not enjoy the wage increases that IT-intensive, high productivity growth industries experienced. Thus, real wages grew in IT-intensive industries, were wages were already relatively high and did not change in IT-poor industries that faced workforce reductions and were already employing low-wage workers .Among developing countries, countries best situated to benefit from e-commerce through export expansion are those with a substantial pool of skilled labor, capable of working on or near the frontier of computer technology. The case of India, which is already benefiting from e-exports in a big way, best illustrates this point .A consulting firm made a estimate to calculate the multiplier effects of e-commerce on employment in France, Germany, Italy and the U.K. By utilizing input-output framework and methodology, three types of economic effects were obtained –direct effects produced by e-commerce revenues in the industries directly involved, indirect effects generated by inter-industry linkages, and second order effects determined through the basic Keynesian income-consumption circuit from the value added generated in the first-order round. The results reveal that indirect and second-order effects for employment requirements are large enough to counterbalance the direct losses of jobs (assuming a 100% substitution rate of e-commerce with traditional industries), with the exception of the case of Germany. This also confirms the potential of e-commerce to create jobs in the future. Their estimates also show that e-commerce businesses that rely on labor -intensive intermediaries will directly eliminate a larger share of direct jobs.This article concludes following results. Internet will promote international trade much as lifting other trade barriers would. Thus, the volume of international trade will increase via e-commerce. The countries open to imports from high-income economies will benefit from knowledge spillovers.8E-commerce can also have a significant impact on trade in services. In addition, electronic commerce is also expected to directly and indirectly create new jobs as well as cause job losses. New jobs will be generated in the information and communication technologies sector, while the indirect creation of jobs will occur via increased demand and productivity. The net employment gains and losses will depend on the demand for certain skills.9电子商务对国际贸易和就业的影响(部分)电子商务对经济的促进作用体现在三个方面:企业,价格,生产力。
智能控制系统毕业论文中英文资料对照外文翻译文献
controlled object, as intelligent load monitoring test, is the use of single-chip I / O port output signal of relay control, then the load to control or monitor, thus similar to any one single chip control system structure, often simplified to input part, an output part and an electronic control unit ( ECU )
information, which can more effectively assist the security personnel to deal with the crisis, and minimize the damage and loss, it has great practical significance, some risk homework, or artificial unable to complete the operation, can be used to realize intelligent device, which solves a lot of artificial can not solve the problem, I think, with the development of the society, intelligent load in all aspects of social life play an important reuse.
先进铸造技术动态建模过程和模具设计毕业论文中英文资料对照外文翻译文献综述

原文:《Modelling the dynamics of the tilt-casting process and the effect of the mould design on the casting quality》H. Wang a,G. Djambazov a, K.A. Pericleous a, R.A. Harding b, M. Wickins bCentre for Numerical Modelling and Process Analysis, University of Greenwich, London SE10 9LS, UK b IRC in Materials Processing, University of Birmingham, Birmingham, B15 2TT, UAbstractAll titanium alloys are highly reactive in the molten condition and so are usually melted in a water-cooled copper crucible to avoid contamination using processes such as Induction Skull Melting (ISM). These provide only limited superheat which, coupled with the surface turbulence inherent in most conventional mould filling processes, results in entrainment defects such as bubbles in the castings. To overcome these problems, a novel tilt-casting process has been developed in which the mould is attached directly to the ISM crucible holding the melt and the two are then rotated together to achieve a tranquil transfer of the metal into the mould. From the modelling point of view, this process involves complex three-phase flow, heat transfer and solidification. In this paper, the development of a numerical model of the tilt-casting process is presented featuring several novel algorithm developments introduced into a general CFD package (PHYSICA) to model the complex dynamic interaction of the liquid metal and melting atmosphere. These developments relate to the front tracking and heat transfer representations and to a casting-specific adaptation of the turbulence model to account for an advancing solid front. Calculations have been performed for a 0.4 m long turbine blade cast in a titanium aluminide alloy using different mould designs. It is shown that the feeder/basin configuration has a crucial influence on the casting quality. The computational results are validated against actual castings and are used to support an experimental programme. Although fluid flow and heat transfer are inseparable in a casting, the emphasis in this paper will be on the fluid dynamics of mould filling and its influence on cast quality rather than heat transfer and solidification which has been reported elsewhere.KeywordsTilt-casting; Mould design; 3-D computational model; Casting process;1. IntroductionThe casting process is already many centuries old, yet many researchers are still devoted to its study. Net shape casting is very attractive from the cost point of view compared to alternative component manufacturing methods such as forging or machining. However, reproducible qualityis still an issue; the elimination of defects and control of microstructure drive research. Casting involves first the filling of the mould and subsequently the solidification of the melt. From the numerical modelling point of view, this simple sequence results in a very complex three-phase problem to simulate. A range of interactions of physical phenomena are involved including free surface fluid flow as the mould fills, heterogeneous heat transfer from the metal to the mould, solidification of the molten metal as it cools, and the development of residual stresses and deformation of the solidified component.In industry there are many variants of the casting process such as sand casting, investment casting, gravity, and low and high pressure die casting. In this study, the investment casting process, also called lost-wax casting, has been investigated. One of the advantages of this process is that it is capable of producing (near) net shape parts, which is particularly important for geometrically complex and difficult-to-machine components. This process starts with making a ceramic mould which involves three main steps: injecting wax into a die to make a replica of the component and attaching this to a pouring basin and running system; building a ceramic shell by the application of several layers of a ceramic slurry and ceramic stucco to the wax assembly; de-waxing and mould firing. The pouring of the casting is performed either simply under gravity (no control), or using a rapid centrifugal action [1] (danger of macro-segregation plus highly turbulent filling), or by suction as in counter-gravity casting (e.g. the Hitchiner process[2]), or by tilt-casting. In this study, tilt-casting was chosen in an attempt to achieve tranquil mould filling. Tilt-casting was patented in 1919 by Durville [3] and has been successfully used with sand castings[4] and aluminium die castings[5]. In the IMPRESS project [6], a novel process has been proposed and successfully developed to combine Induction Skull Melting (ISM) of reactive alloys with tilt-casting[7], [8], [9] and [10], with a particular application to the production of turbine blades in titanium aluminidealloys. As shown in Fig. 1, this is carried out inside a vacuum chamber and the mould is pre-heated in situ to avoid misruns (incomplete mould filling due to premature solidification) and mould cracking due to thermal shock.Tilt-casting process: (a) experimental equipment; (b) schematic view of the ISM crucible and mould, showing the domed shape acquired by the molten metal; (c) different stages of mould filling showing the progressive replacement of gas by the metal.The component(s) to be cast are attached to a pouring basin which also doubles as a source of metal to feed the solidification shrinkage. The components are angled on the basin to promote the progressive uni-directional flow of metal into the mould. As the metal enters the mould it displaces the gas and an escape route has to be included in the design so that the two counter-flowing streams are not mixed leading to bubbles trapped in the metal. Vents are also used to enable any trapped gas to escape. The ‘feeder’ used to connect the mould to the crucible is normally in any casting the last portion of metal to solidify, so supplying metal to the mould to counter the effects of solidification shrinkage. In tilt-casting, the feeder is also the conduit for the tranquil flow of metal into the mould and also for the unhindered escape of gas. For this reason, the fluid dynamics of the mould feeder interface merit detailed study.As well as the mould/feeder design, the production of castings involves several other key parameters, such as the metal pouring temperature, initial mould temperature, selective mould insulation and the tilt cycle timing. All these parameters have an influence on the eventual quality of the casting leading to a very large matrix of experiments. Modelling (once validated) is crucial in reducing the amount of physical experiments required. As mentioned above, the mathematical models are complex due to the fact that this is a three-phase problem with two rapidly developing phase fronts (liquid/gas and solid/liquid). In this paper, a 3-D computational model is used to simulate the tilt-casting process and to investigate the effect of the design of the basin/feeder on the flow dynamics during mould filling and eventually on casting quality.2. Experimental descriptionDetails of the experimental setup have been published elsewhere [11], but for completeness a summary description is given here. Fig. 1a shows an overall view of the equipment used to perform the casting. The Induction Skull Melting (ISM) copper crucible is installed inside a vacuum chamber. To enable rotation, it is attached to a co-axial power feed, which also allows cooling water containing ethylene glycol to be supplied to the ISM crucible and the induction coil. The coil supplies a maximum of 8 kA at a frequency of ∼6 kHz. The crucible wall is segmented, so that the induction field penetrates through the slots (by inducing eddy currents into each finger segment) to melt the charge and at the same time repel the liquid metal away from the side wall to minimise the loss of superheat. A billet of TiAl alloy is loaded into the crucible before clamping on the ceramic shell mould. The mould is surrounded by a low thermal mass split-mould heater. After evacuating the vacuum chamber, the mould is heated to the required temperature (1200 °C maximum) and the vessel back-filled with argon to a partial pressure of 20 kPa prior to melting. This pressure significantly reduces the evaporative loss of the volatile aluminium contained in the alloy. The power applied to the induction coil is increased according to a pre-determined power vs. time schedule so that a reproducible final metal temperature is achieved. At the end of melting (7–8 min), the mould heater is opened and moved away. The induction melting power is rampeddown and, simultaneously, the ISM crucible and mould are rotated by 180° using a programmable controller to transfer the metal into the mould. The mould containing the casting is held vertically as the metal solidifies and cools down.3. Mathematical model3.1. Fluid flow equationsThe modelling of the castingprocess has involved a number of complex computational techniques since there are a range of physical interactions to account for: free surface fluid flow, turbulence, heat transfer and solidification, and so on. The fluid flow dynamics of the molten metal and the gas filling the rest of the space are governed by the Navier–Stokes equations, and a 3D model is used to solve the incompressible time-dependent flow:(1)(2)where u is the fluid velocity vector; ρ is the density; μ is the fluid viscosity; Su is a source term which contains body forces (such as gravitational force, a resistive force (Darcy term) [12]) and the influence of boundaries. There is a sharp, rapidly evolving, property interface separating metal and gas regions in these equations as explained below.3.2. Free surface: counter diffusion method (CDM)One of the difficulties of the simulation arises from the fact that two fluid media are present during filling: liquid metal and resident gas and their density ratio is as high as 10,000:1. Not only does the fluid flow problem need to be solved over the domain, but the model also has to track the evolution of the interface of the two media with time. A scalar fluid marker Φ was introduced to represent the metal volume fraction in a control volume and used to track the interface of the two fluids, called the Scalar Equation Algorithm (SEA) by Pericleous et al. [14]. In a gas cell, Φ = 0; in a metal cell, Φ = 1; for a partially filled cell Φ takes on an intermediate value which the interface of the two media crosses through. The dynamics of the interface are governed by the advection equation:(3)The interface then represents a moving property discontinuity in the domain, which has to be handled carefully to avoid numerical smearing. As in [14], an accurate explicit time stepping scheme such as that by Van Leer [15] may be used to prevent smearing. However, the scheme is then limited to extremely small time steps for stability, leading to very lengthy computations. To overcome this problem, a new tracking method, the counter diffusion method (CDM) [11] and [16], was developed as a corrective mechanism to counter this ‘numerical diffusion’. Thisdiscretizes the free surface equation in a stable, fully implicit scheme which makes the computations an order of magnitude faster. The implementation assumes that an interface-normal counter diffusion flux can be defined for each internal face of the computational mesh and applied with opposite signs to elements straddling the interface as source terms for the marker variable. The equation for the flux per unit area F can be written as:(4)where C is a scaling factor, a free parameter in CDM allowing the strength of the counter diffusion action to be adjusted, and n is the unit normal vector to the face in the mesh. Of the two cells either side of the face, the one w ith the lower value of the marker ΦD becomes the donor cell while the ‘richer’ cell ΦA is the acceptor (in order to achieve the counter diffusion action). The proposed formula makes the counter diffusion action self-limiting as it is reduced to zero where the donor approaches zero (gas) and where the acceptor reaches unity (liquid). In this form, the adjustment remains conservative. Quantitative validation of CDM against other VOF type techniques is given in a later section of the paper for accuracy and efficiency.3.3. Heat transfer and solidificationHeat transfer takes place between the metal, mould and gas, and between cold and hot metal regions as the mould filling is carried out. The heat flow is computed by a transient energy conservation equation:(5)where T is the temperature; k is the thermal conductivity; cp is the specific heat (properties can be functions of the local temperature or other variables); ST is the source term which represents viscous dissipation, boundary heat transfer and latent heat contributions when a phase change occurs. For the latter, a new marker variable fL is used to represent the liquid fraction of the metal with (1 − fL) being the volume fraction of solidified metal. V oller et al. [13] used a non-linear temperature function to calculate the liquid fraction. In this study, the liquid fraction is assumed to be a linear function of the metal temperature:(6)TL is the liquidus temperature and TS is the solidus temperature.3.4. LVEL turbulence model (applied to solid moving boundaries)Even at low filling speeds, the Reynolds number is such that the flow is turbulent. The LVEL method of Spalding [17] is chosen to compute the turbulence because of its mixing-length simplicity and robustness. LVEL is an abbreviation of a distance from the nearest wall (L) and the local velocity (VEL). The approximate wall distance is solved by the Eqs. (7) and (8):(7)∇·(∇W)=-1where W is an auxiliary variable in the regions occupied by the moving fluid with boundary conditions W = 0 on all solid walls.(8)This distance and the local velocity are used in the calculation of the local Reynolds number from which the local value of the turbulent viscosity νt is obtained using a universal non-dimensional velocity profile away from the wall. The effective turbulent viscosity is then computed from the following equation:(9)where κ = 0.417 is the von Karman constant, E = 8.6 is the logarithmic law constant [17] and u+ is determined implicitly from the local Reynolds number Reloc = uL/ν with the magnitude of the local velocity u and the laminar kinematic viscosity ν[17]. The LVEL method was extended to moving solid boundaries and in particular to solidifying regions by setting W = 0 in every region that is no longer fluid and then solving Eqs. (7) and (8) at each time step.In simulating the tilt-casting process, the geometry is kept stationary and the gravitational force vector is rotated to numerically model the tilt instead of varying the coordinates of the geometry. The rotating gravitational force vector appears in the source term of Eq. (1) for the tilt-casting process. A mathematical expression relating the tilting speed to the tilting angle θ has been used. Since θ is a function of time, the variable rotation speed is adjustable to achieve tranquil filling. This technique neglects rotational forces within the fluid (centrifugal, Coriolis) since they are negligible at the slow rotation rates encountered in tilt-casting. Finally, the numerical model of the tilt-casting process and the new algorithm developments were implemented in the general CFD package (PHYSICA).4. Description of simulations4.1. Geometry, mould design and computational meshThe casting is a generic 0.4 m-long turbine blade typical of that used in an Industrial Gas Turbine. Fig. 2 shows three mould designs which comprise the blade, a feeder/basin and a cylindrical crucible. Fig. 2a incorporates a separate cube-shaped feeder that partially links the root of the blade and the basin. Fig. 2b is a variant in which the plane of the blade is rotated through 90°. In both cases, the computational mesh contains 31,535 elements and 38,718 points. Six vents are located on the platform and the shroud of the blade, as seen in Fig. 2a and b. Fig. 2c is an optimised design where the feeder and basin are combined to provide a smooth connection between the blade and the crucible. Two vents are located in the last areas to be filled to help entrapped gas to escape from the mould. Mesh of the crucible-mould assembly for the three casesinvestigated.The mesh for the last case contains 30,185 elements and 37,680 vertices. As in all the cases presented, numerical accuracy depends on mesh fineness and also the degree of orthogonality. To ensure a mostly orthogonal mesh the various components of the assembly were created separately using a structured body-fitted mesh generator and then joined using a mixture of hexahedral and tetrahedral cells. The mesh was refined as necessary in thin sections (such as the blade itself or the shroud and base plates), but not necessarily to be fine enough to resolve boundary layer details. For this reason the LVEL turbulence model was used rather than a more usual two-equation model of turbulence that relies on accurate wall function representation. The practical necessity to run in parallel with the experimental programme also limited the size of the mesh used. As with all free surface tracking algorithms, the minimum cell size determines the time step size for the stable simulations. Although the CDM method is implicit, allowing the time step to exceed the cell CFL limit, accuracy is then affected. With these restrictions, turnaround time for a complete tilt-casting cycle was possible within 24 h.As stated earlier, the feeder is necessary to minimise the solidification shrinkage porosity in the blade root. Two alternative designs have been considered: a cubic feeder with a volume to cooling surface area ratio of 14.5 mm, and a cylindrical feeder designed with better consideration of fluid dynamics during mould filling and which had a slightly lower volume to area ratio of 13.8 mm.4.2. Initial and boundary conditionsThe choice of parameters for the calculations was based on the experiments [16]. The properties of the materials used in the calculations are listed in Table 1. The initial conditions (the same as in the trials) and boundary conditions of the calculations are shown in Table 2.Table 1.Properties of the materials in this study.Ti–46Al–8Ta alloy MouldDensity (kg/m3) 5000 2200Thermal conductivity (W/(m K)) 21.6 1.6Specific heat (J/(kg K)) 1000 1000Viscosity (kg/(m s)) 0.5 ×10−60.1Liquidus temperature (°C) 1612 –Solidus temperature (°C) 1537 –Latent heat (J/kg) 355,000 100,0004.3. Tilt cycleThe molten metal in the ISM crucible is poured via the basin/feeder into the mould by rotating the assembly. A parabolic programmed cycle [16] is employed to complete the castingprocess with a total filling time of 6 s. The carefully designed cycle includes a fast rotation speed at the early stage of the mould filling to transfer the molten metal into the basin/feeder, a subsequent deceleration to a nearly zero velocity to allow most of the metal to fill the mould horizontally and to avoid forming a back wave and surface turbulence, and then the rapid completion of the filling to reduce the heat loss to the mould wall.5. Computing requirementsThe results presented here have been obtained using an Inter (R) Xeon (R) CPU E5520 2.27 GHz, 23.9 GB of RAM. For a typical mesh of 30,000 finite volume cells, each full tilt-casting simulation (real time 6 s) took approximately 15 h and 1200 time steps to complete. The CDM algorithm uses a fixed time step of 0.005 s which is at least five times larger than that used in conventional methods such as Van Leer or Donor–Acceptor. Similar computations carried out with the alternative Donor–Acceptor algorithm took typically one week to complete.The speed of execution and stability of the CDM method does not necessarily compromise accuracy. This can be demonstrated in the classic collapsing column benchmark experiment of Martin and Moyce [18] shown schematically in Fig. 3. A rectangular water column with a height of 2 m and a width of 1 m is initially confined between two vertical walls in hydrostatic equilibrium. Air is present as the outer medium. Once the confining wall is removed, the water column collapses on to the plane y = 0 under gravity and spreads out along the x direction.Fig. 3. Configuration of water column collapsing experiment.View thumbnail images The experiment was designed specifically so that it could be modelled computationally in two dimensions. Therefore, a 2D domain was used meshed into 880 cells (40 × 22).The comparison between the numerical result with CDM, the Van Leer and the popular Donor–Acceptor algorithm against the experimental data is presented in Fig. 4, where the horizontal extent of the water front and the residual height of the water column are plotted as functions of elapsed time. It can be seen that there is generally good agreement between the numerical results and the experimental data. However, although the three numerical methods match each other perfectly, there is some disagreement against the experiment when the non-dimensional time t* is greater than 1.4. It is concluded that in terms of accuracy, CDM is at least as good as the alternative explicit techniques which have been in widespread use for many years.Fig. 4. Validation of the CDM method and comparisons of the CDM against Van Leer, and donor acceptor for (a) the front position and (b) the residual height of the collapsing water column experiment of Martin and Moyce [18].As mentioned above, a feature of the CDM method is that the discretization of the free surface equation is made in a stable, fully implicit scheme which makes the computations an order of magnitude faster. Table 3 presents a comparison of CDM against the other two methods investigated, in terms of the computational efficiency. It is shown that CDM can be applied with a bigger time step than the other methods since CDM it is not limited by the Courant–Friedrichs–Levy (CFL) criterion. Furthermore, due to greater numerical stability, the number of iterations per time step is also reduced which makes the CDM simulation even faster. The first two columns in the table show that the time step for CDM can be ten times bigger than the others. The running time with the Van Leer total variation diminishing (TVD) scheme is 1.3 times longer than with CDM for the same time step, but the Van Leer scheme suffers from interface smearing. The running time of the most popular scheme for casting simulations, the donor acceptor method, is almost four times longer than that with CDM when the same time step is used. CDM is up to eight times faster (16 s vs. 132 s as shown underlined in Table 3) when the optimal time step for CDM is used.Table 3. Comparisons of the efficiency of CDM with others numerical methods.Δt1 = 0.1 s Δt1 = 0.05 s Δt1 = 0.01 sMethodN t (s) N t (s) N t (s)Van Leer Error Exceeds CFL limit 10 47Donor Acceptor Error Exceeds CFL limit 40 132CDM 20 16 15 17 5 34Notes: Δt = time step; t = running time; N = average number of iterations per time step.6. Simulations – results and discussion6.1. Effect of mould orientationCalculations with two orientations (Fig. 2a and b) for the assembly with the cubic feeder have been performed. Fig. 5 shows the mould filling progression as iso-surface plots of the free surface marker, at Ф = 0.5, at a filling time of 3.2 s. It is seen that in a design without consideration for flow behaviour, the metal is thrown into the cubic feeder in both cases in a turbulent state, becauseof the sudden change in cross-section. At any given time during filling, more metal enters the cubic feeder and less enters the blade in orientation 2, Fig. 5b, compared with orientation 1, Fig. 5a, leading to a restricted exit path for the escaping gas. For both orientations, the sudden drop at the connection between the feeder and the root of the blade leads to jetting and turbulence at the point where the metal flows from the feeder into the blade cavity.Comparison of mould filling with two orientations in contour plots of the free surface marker Ф = 0.5 at the interface, time = 3.2 s for a cubic feeder: (a) orientation 1: mould oriented at 30° to tilt axis; (b) orientation 2: long axis of the root perpendicular to the tilt plane.A later stage in the filling process is presented in Fig. 6 for the same two orientations, with the blades now filled with metal. Although both orientations display the same problems of gas mixing and turbulence caused by the two sudden steps in the feeder, it seems that orientation 1 leads to less gas mixing than orientation 2. Fig. 7 shows the 0.4 m-long turbine blade castings produced by the process. There is surface evidence of porosity at the connection between the feeder and the root of the blade on the concave sides, and this is worse for orientation 2 than for orientation 1. Radiography indicates the internal extent of this porosity. Although several factors are responsible for its formation, including the presence of a hot spot leading to an isolated liquid pool during solidification and subsequent shrinkage, the presence of trapped gas is a major contributorComparison of mould filling with two orientations in contour plots of the free surface marker Ф = 0.5 at the interface, time = 5.2 s for a cubic feeder: (a) orientation 1: mould oriented at 30° to tilt axis; (b) orientation 2: long axis of the root perpendicular to the tilt plane.Comparisons of the experimental results with two orientations: (a) orientation 1: mould oriented at 30° to tilt axis; (b) orientation 2: root axis perpendicular to the tilt plane.6.2. Effect of the mould design: cubic vs. cylindrical feederIn the above discussion, it was shown that the orientation of the blade relative to the tilt axis in Fig.2 is important, and that the sudden changes in cross-section with a cubic feeder lead to turbulent mixing of gas and liquid metal. In the following section, the effect of the feeder design on casting quality will be studied comparing two mould designs: one with a cylindrical feeder (Fig. 2c) and the other with a cubic feeder with the preferred orientation (Fig. 2a).Fig. 8 shows a comparison of the instantaneous free surface location at a filling time of 3.0 s. As can be seen, the metal is smoothly entering the blade cavity in the case of the cylindrical feeder. In contrast the metal is thrown into the cubic feeder because of the sudden change in the cross-section. The sudden drop at the connection between the feeder and the root of the bladeleads to jetting and turbulence when the metal flows from the feeder into the blade cavity. The comparison also shows that the filling of the blade with the cylindrical feeder is faster than with the cubic feeder. This phenomenon is demonstrated in Fig. 9 as well.The comparison of the mould filling with the two designs of feeder: iso-surface plots of the free surface marker Ф = 0.5 at time = 3.0 s: (a) cube feeder; (b) cylindrical feeder.Comparison of the mould filling with the two feeders: contour plots with the free surface marker Ф = 0.5 at the interface, time = 4.6 s: (a) cubic feeder; (b) cylindrical feeder.9 shows the flow progress at a later stage of the mould filling (rotation time of 4.6 s) for the two competing designs. It can be seen that the design with the cylindrical feeder and with the vertical orientation of the blade provides a better gas escape route back to the crucible (in addition to gas escaping through the vents in the mould) than the design with the cubic feeder. There are two flow restrictions in the cubic feeder design: one is the connection between the basin and the feeder and the other is the connection between the feeder and the root of the blade, both leading to a step change in cross-section. This geometric feature of the assembly causes the gas to be easily trapped in the upper corner of the root.Fig. 10 highlights the velocity vector field as the metal enters the mould in the cubic feeder design, Fig. 2a. It is seen that the metal is pushed back from the root of the blade (zoomed). The metal and the gas re-circulate in the cavity of the root. This recirculation will result in mixing of gas with the metal which presents a high risk of forming casting defects such as bubblesFig. 10. The computed velocity field and iso-surface (free surface marker Ф = 0.5 at the interface) time = 3.1 s for the cubic feeder.The computed velocity field in Fig. 11a illustrates that the gas is trapped and gas recirculation takes place in the cube feeder although some gas in the aerofoil and in the platform is slowly evacuated by the vents at the platform of the blade (zoomed). Gas recirculation leads to gas–metal mixing. This introduces a high risk of the formation of gas bubbles which are then blocked inside the casting if the superheat is not high enough to allow them time to float up before the casting solidifies. In Fig. 11b, it is shown that the cross-section at the connection of the basin with the cubic feeder is fully blocked by the metal coming from the crucible at a certain moment during the mould filling. This is the reason that gas recirculation appears in the cube feeder and the root of the blade. For the cylindrical feeder, the gas evacuation path is clear (Fig. 11c and d) and there is no danger of the gas being trapped in the upper corner of the root, especially since a vent is located at the top of the platform (see Fig. 2). Comparison of the computed velocity field and iso-surface (free surface marker Ф = 0.5 at the interface) time = 4.8 s。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外文原文:The new advanced manufacturing technology developmentAbstract : This paper has presented the problems facing today's manufacturing technology, advanced manufacturing discussed in the forefront of science, and a vision for the future development of advanced manufacturing technology.Keyword:Advanced manufacturing technologies; Frontier science; Applications prospectsModern manufacturing is an important pillar of the national economy and overall national strength and its GDP accounted for a general national GDP 20%~55%. In the composition of a country's business productivity, manufacturing technology around 60% of the general role. Experts believe that the various countries in the world economic competition, mainly manufacturing technology competition. Their competitiveness in the production of the final product market share. With the rapid economic and technological development and customer needs and the changing market environment, this competition is becoming increasingly fierce, and that Governments attach great importance to the advanced manufacturing technology research.1 .Current manufacturing science to solve problemsManufacturing science to solve the current problems focused on the following aspects :(1) Manufacturing systems is a complex systems, and manufacturing systems to meet both agility, rapid response and rapid reorganization of the capacity to learn from the information science, life science and social science interdisciplinary research, and explore new manufacturing system architecture, manufacturing models and manufacturing systems effective operational mechanism. Manufacturing systems optimized organizational structure and good performance is manufacturing systemmodelling, simulation and optimization of the main objectives. Manufacturing system architecture not only to create new enterprises both agility and responsiveness to the needs and the ability to reorganize significance, but also for the soft production equipment manufacturing enterprises bottom reorganization and dynamic capacity to set higher demands. Biological manufacturing outlook increasingly being introduced to the system to meet new demands manufacturing systems.(2) The rapid rise in support of manufacturing, geometric knowledge sharing has become a modern manufacturing constraints, product development and manufacturing technologies of the key issues. For example, in computer-aided design and manufacturing (CAD/CAM) integration, coordinates measurements (CMM) and robotics fields, in 3D real space (3-Real Space), there are a lot of geometric algorithm design and analysis, especially the geometric said, geometric calculation and geometric reasoning; In measurement and robot path planning and parts search spaces (such as Localization), the existence of space C- interspace (configuration space Configuration Space) geometric calculation and geometric reasoning; Objects in operation (rescue, paying and assembly, etc.) means paying more description and robot planning, campaign planning and assembly operations planning is needed in the types of space (Screw Space) geometric reasoning. Manufacturing process of physical and geometric mechanics phenomenon of scientific research to create a geometric calculation and geometric reasoning, and other aspects of the research topic, the theory pending further breakthrough, the new one door disciplines -- computer geometric are being increasingly broad and in-depth study.(3) In the modern manufacturing process, information not only manufacturing industries have become dominated the decisive factor, but also the most active ones. Manufacturing information systems to improve throughput of modern manufacturing has become a focus of scientific development. The manufacturing information system organization and structure required to create information access, integration and integration show three-dimensional in nature, measuring the multidimensional nature of the information, and information organizations nature. Information structure models in the manufacturing, manufacturing information consistency constraint, andthe dissemination of data processing and the manufacture of enormous knowledge base management, and other areas, there is a need to further breakthroughs.(4) The calculation of the wisdom of artificial intelligence tools and methods in the manufacture of a wide range of applications for manufacturing smart development. Category based on the calculation of biological evolution algorithms smart tools, including activation issues optimize GPS technology portfolio by growing concern is in the manufacture of the complete portfolio optimization problems combined speed and precision of GPS issues both in size constraints. Manufacturing wisdom manifested in the following aspects : wisdom activation, wisdom design, intelligent processing, robotics, intelligent control, intelligent process planning, smart diagnostic, and other aspects. These innovative products are the key theoretical issues, but also by creating a door for a science skills in the important basic issues. The focus in these issues, we can form the basis of product innovation research system.2. Modern mechanical engineering at the frontiers of scienceCross-integration between the different science will produce new scientific gathering, economic development and social progress of science and technology created new demands and expectations, thus creating a frontier science. Frontier science is settled and unsettled issues between the scientific community. Frontier science, with a clear domain, and dynamic character of the area. Works frontier science from the general basic science is an important characteristic of the actual works, it covers the key emerging science and technology issues. Ultrasonic electrical, ultra-high-speed machines, green design and manufacturing, and other fields, and has done a lot of research work, but innovation is the key question is not clear mechanical science. Large complex mechanical system design and performance optimization of product innovation design, smart structures and systems, intelligent robots and their dynamics, nano Mocaxue, manufacturing process 3D numerical simulations and physical simulation, precision and ultra-fine processing technology key basis, about 10 mega large and sophisticated equipment design and manufacturing base, virtual manufacturing and virtual instruments, nanometer measurement and instrumentation, parallel connection axis machine tools, and although the field ofmicro-electromechanical systems have done a lot of research, but there are still many key science and technology issues to be resolved. Information science, nano science, materials science, life science, management science and manufacturing science of the 21st century will be to change the mainstream science, and the resulting high-tech industry will change the face of the world. Therefore, the above areas of cross-development manufacturing systems and manufacturing informatics, nano manufacturing machinery and nano science, better machinery and better manufacturing science, management science and manufacturing systems will be critical to the 21st century mechanical engineering science is important frontier science.2.1 Manufacturing science and information science cross -- manufacturing informaticsMechanical and electrical products, chemical raw materials in the information. Many modern value added products primarily reflected in the information. Thus the manufacturing process for the acquisition and application of information is very important. Information science and technology is to create an important symbol of globalization and modernization. While the manufacturing technology began to explore product design and manufacturing processes, the nature of the information, on the other hand, to create technology to transform itself to adapt to the new information makes its manufacturing environment. Along with the manufacturing process and manufacturing systems to deepen understanding, researchers are trying to new concepts and approaches to their description and expression to achieve further control and optimization purposes.And manufacturing-related information mainly product information, technical information and information management in this area following major research direction and content :(1) manufacturing information acquisition, processing, storage, transmission and application of knowledge to create information and decision-making transformation.(2) Non-symbols expressing information, manufacturing information enables transmission, manufacturing information management, manufacturing informationintegrity in a state of non-production decision-making, management of virtual manufacturing, based on the network environment of the design and manufacturing, manufacturing process control and manufacturing systems science. These elements are manufactured in science and the scientific basis for the integration of product information, constitute the manufacture of the new branch of science -- to create informatics.2.2 Micro mechanical and manufacturing technology researchMicro-electronic mechanical systems (MEMS) refers to the collection of micro-sensors, micro-devices and the implementation of signal processing and control circuits, interface circuits, communications and power with the integration of micro-electromechanical system integrity. MEMS technology objectives through system miniaturization, to explore a new theory of integration, new functional components and systems. MEMS development will greatly facilitate the pocket of various products, miniaturization, a number of devices and systems to enhance the level of functional density, information density and Internet density, significantly saving, thin section. Not only can it reduce the cost of mechanical and electrical systems, but also to be completed and the size of many large systems impossible task. For example, using sophisticated 5μm diameter micro tweezers walls are made of a red blood cell can; Created to keep the cars 3mm size; In the magnetic field, like butterflies flying size aircraft. MEMS technology has opened up a completely new technology areas and industries, with many traditional sensors incomparable advantages in manufacturing, aerospace, transportation, telecommunications, agriculture, biomedical, environmental monitoring, military, families, and access to almost all areas have very broad application prospects.Micro machinery is machinery and electronic technology in nano-scale technology integration photogenic product. Back in 1959 scientists have raised the idea of micro-mechanical and micro-1962, the first silicon pressure sensors. 1987 California University of California Berkeley developed rotor diameter of the silicon micro-60~120 16ug m electrostatic electric motors, show produced using silicon micro-machining small movable structures and compatible with IC manufacturingmicro system potential. Micro-mechanical technology might like 20th century microelectronics technology, the technology of the world in the 21st century, economic development and national defense building a tremendous impact. Over the past 10 years, the development of micro-mechanical spectacular. Its characteristics are as follows : a considerable number of micro-components (micro structure, the implementation of micro-sensors and micro-machines, etc.) and micro-systems research success reflects the current and potential applications of value; The development of micro-manufacturing technology, particularly semiconductor processing technology have become small micro systems support technology; micro-electromechanical systems research needs of the interdisciplinary research team, micro-electromechanical systems technology in the development of microelectronics technology on the basis of multidisciplinary cross-frontier area of research, involving electronic engineering, mechanical engineering, materials engineering, physics, chemistry and biomedical engineering and other technical and scientific.The current micro-mechanical systems under the conditions of the campaign laws, the physical characteristics and micro components of the role of the mechanics payload acts lack adequate understanding is not yet in a theoretical basis for a micro-system design theory and methodology, and therefore can By experience and test methods research. Micro-mechanical systems, the existence of key scientific research issues of micro-scale system effects, physical properties and biochemical characteristics. Micro-system research are in the eve of a breakthrough, which is the in-depth study of the area.2.3 Material produced / manufactured parts integration of new technologies for processing.Material is a milestone in the progress of mankind, is the manufacturing and high-tech development. Every important to the success of the production and application of new materials, will promote the material and the promotion of national economic strength and military strength. 21, the world will be resource consumption-based economy to a knowledge-based industrial transformation for materials and parts and functions of a high performance, intelligent features; Requestmaterials and components designed to achieve quantitative-based and digitized; Prepare materials and components for the rapid, efficient and achieve both integration and integrated. Digital materials and components designed to be a simulation and optimization of materials and components to achieve high quality production / manufacturing and other integration, integrated manufacturing key. On the one hand, to be completed through computer simulation optimization can reduce the material is produced in the course of manufacture of spare parts and experimental links to the best craft programmes, materials and components to achieve high quality production / manufacturing; On the other hand, according to the requirements of different material properties, such as flexible modules volume, thermal expansion coefficient, magnetic performance, Research materials and components designed form. And the removal of traditional materials-manufacturing technology, and increase the level of information technology, the research group of synthetic materials is a process technology. Forming materials and components manufacture digital theory, technology and methods, such as rapid adoption of emerging technologies material growing principles, a breakthrough in the traditional law and to build law mechanical deformation processing many restrictions, no processing tools or dies, can rapidly create arbitrary complex shape and has a certain function 3D models or entity parts.2.4 machinery manufacturing breakthroughThe 21st century will be the century of life science, mechanical and life sciences depth integration will generate new concept products (such as better intelligence structure), to develop a new process (such as the growth processes shape) and the opening of new industries and to resolve product design, manufacturing processes and systems provide a series of problems new solutions. This is a highly innovative and leading edge area in the challenge.Earth's biological evolution in the long accumulated fine qualities of human manufacturing activities to address the various problems with examples and guidelines. Learning from life phenomena organizations operating complex systems and methods and techniques, manufacturing is the future solution to the current problems facing many an efficient way. Better manufacturing refers to the replicationof biological organs from organizations, since healing, self growth and evolution since the function of the model structure and operation of a manufacturing system and manufacturing process. If the manufacturing process mechanization, automation extends human physical and intelligent extension of the human intellectual, then "create better" may be said to extend its own organizational structure and human evolution process.Gene involved in the manufacture of biological science is the "self-organization" mechanism and its application in manufacturing systems. The so-called "self-organization" refers to a system in its internal mechanism driven by the organizational structure and operation mode learning, thereby enhancing the capacity for environmental adaptation process. Create better "since the organization" bottom-up mechanism for parallel product design and manufacturing processes of automatic generation, the dynamics of production systems and manufacturing systems and products more automatic a theoretical foundation and achieve superior conditions.Create a better manufacturing and life sciences "far edge hybrid" of the 21st century manufacturing will have an enormous impact. Create better research content is twofold :2.4.1 To create better livesResearch lives of the general phenomenon of the law and models, such as artificial life, cellular automatic machines, biological information processing skills, biological wisdom, biological-based organizational structure and mode of operation and the evolution of biological mechanisms and getting better;2.4.2 Oriented manufacturing breakthrough manufacturingResearch organizations better manufacturing systems since the mechanisms and methods, for example : based on full information-sharing breakthrough design principles, multi-discipline modules based on the distributed control and coordination mechanism based on the evolution of an excellent strategy; Study the concept of creating better system and its basis, such as : the formalization described space and better information shine upon relations better system and its evolution of complexity measurement methods.Machinery manufacturing is better and better mechanical science and life science, information science, materials science disciplines such as high integration, the study includes growth formative processes, better design and manufacturing systems, mechanical and biological wisdom better shape manufacturing. Currently doing research mostly forward exploratory work, with distinct characteristics of the basic research, if the research continues to seize opportunities that might arise revolutionary breakthroughs. Future research should concern areas of biological processing technology, better manufacturing system, based on rapid prototype manufacturing engineering technology organizations, as well as biological engineering related key technical basis.3. Modern manufacturing technology trendsSince the beginning of the 1990s, the nations of the world have manufacturing technology research and development as a national priority for the development of key technologies, such as the United States advanced manufacturing technology plan AMTP, Japan wisdom manufacturing technology (IMS) international cooperation schemes, Korea senior national plan of modern technology (G--7), Germany plans to manufacture 2000 and the EC Esprit and BRITE-EURAM plan.With the electronics, information, the constant development of new and high technologies, market demand individuality and diversity, the future of modern manufacturing technology to the overall development trends of the sophisticated, flexible, and networked, virtual and intelligent, green integrated, globalization direction.Current trends in modern manufacturing technology has the following nine areas :(1) Information technology, management techniques and technology closelyintegrated technology, modern production model will be continuousdevelopment.(2) Design techniques and more modern means.(3) Shaped and manufacture of sophisticated technology and manufacturingprocesses to achieve longer.(4) The formation of new special processing methods.(5) Development of a new generation of ultra-sophisticated, ultra-high-speedmanufacturing equipment.(6) Machining skills development for the engineering sciences.(7) Implementation of clean green manufacturing.(8)The widespread application of virtual reality technology to the manufacturingsector.(9) To create people-oriented.译文:先进制造技术的新发展摘要:本文介绍了当今制造技术面临的问题,论述了先进制造的前沿科学,并展望了先进制造技术的发展前景。