非球面镜片的精密加工;光学镜片的加工及检测
塑胶非球面镜片制作知识总结
塑胶非球面镜片制作知识总结第一部:(非球面)镜片的开发,测量与生产技术本文章阐述了塑料镜片的生产开发过程,包括成型从材料的介绍,模具的设计制造,非球面模仁的加工,成型射出的调整,表面精度测量(接触/非接触方式)等等。
从而使各位读者领会塑料镜片加工的关键所在。
一:塑料镜片的起源文献回顾:首先了解非球面玻璃锻铁技术的发展,1970年首先由美国kodak公司已经开始展开非球面锻铁玻璃镜片的计划,直至1982年首度面世以高精度锻铁方式生产的非球面透镜应用于直观形相机上,非球面透镜的研发才逐渐普及开去,虽然在1980年代美国kodak公司尚无数百万片的产量,但是在精度上和成本上要存有许多困难.几年后,日本hoyaohara等公司,研发大量生产非球面的玻璃锻铁镜片,沦为技术领先的公司.另外关于非球面塑料镜片由美国polaroid公司于1940年首先发表,在1980年代开始使用射出成型技术进行大量生产1985年,日本学者内尾舜二也发表了非球面塑料镜片在日本的趋势,并提出三点问题:(1)可用光学级塑料材料种类不多.(2)非球面膜仁制造不容易.(3)有关成形的问题.就地一个问题,崭新光学级的树脂材料渐渐的被研发出,并就特定用途去搞研发,比如最近所盛行的安全镜片,其材料具备奈冲击性极好的聚碳酸树脂缩写pc.第二个问题,直至70年代初期逊于高精度加工技术的逐步创建,利用cnc去搞形状的研磨时程的研磨作业,可以轻易加工出来形状精度合乎设计建议精度的非球面.在日本则迈入非轴转动等距形状的非球面生产,即为所谓3次元民主自由曲面,其加工机须要旧有加工机更多自由度之运动机能,在光学领域中形状精度须超过0.1um,表面粗度则为0.01umra之高精度建议.第三个问题,是射出成形制程上经常遇到的问题,例如如何控制收缩率已达到精密尺度,避免不均匀收缩所形成的翘曲变形(warpage),或是控制分子定向(orientating),使残余应力和双折射率差直下降等,一般可以从制程中最重要的控制参数-温度,压力和充填时间来着手.此外,从模穴大小,浇道流道等模具设计,可以先利用模流分析的软件建立起来,并进行射出成形的模拟,这可以省下很多试模时藏是错误的时间,以及模具设计上的说明。
非球面镜片的精密加工;光学镜片的加工及检测

三、加工辅料
磨料 黏合剂 冷却液 抛光粉 抛光模层材料 清洗材料 抛光后的防护
磨料
磨料的分类和国内外磨料代号
磨料
人造金刚石
棕刚玉
刚玉
白刚玉
单晶刚玉
黑碳化硅
碳化物 绿碳化硅
碳化硼
氮化硼 立方氮化硼
中国 JR GZ GB GD TH TL TP LDB
美国
A 38A 32A 37C 39C B4C CB
国内金刚砂的粒度表示方法
标准号
60 70 80 100 120 150 180 210 280 W40 W28
尺寸/um
315~250 250~200 200~160 160~125 125~100 100~80
松香蜂蜡胶上盘法
优点是操作简便,缺点是平行度精度不高,也不适用于面形精度 要求较高的薄片。
荷重 工件 粘结模
工件 粘结模
方法一
方法二
2.3 上 盘
点胶上盘法
优点是可获得较好的面形和平行度。缺点是承受不了高速高压 的加工条件,易“走动” 。
工件 软胶点 粘结模
工件 火漆点 粘结模
软点胶粘结
硬点胶(火漆)粘结
2.3上 盘
浮胶上盘法
优点是工件和粘结平板都不 需加温,工件可达到较高的平行 度和面形精度,缺点是承受不了 高速高压的加工条件。
光胶上盘法
优点是平行度和平面度均可达到 很高的精度。缺点是对光胶面表面 疵病等级有一定影响,怕剧烈震动 和骤冷骤热。
工件 粘结胶 玻璃垫板
工件 防水涂层 玻璃垫板
非球面加工与检测
非球面加工与检测技术郭培基苏州大学现代光学技术研究所12主要内容非球面概述非球面加工非球面检测大口径非球面反射镜在空间和天文上的应用苏州大学的工作一、非球面概述广义非球面:不能用球面定义描述的面形(即不能用一个半径确定的面形),其中有旋转对称的非球面和非旋转对称的非球面;有关于轴对称的面形;有排列有规律的微结构阵列;有包含衍射结构的光学表面;还包含形状各异的自由曲面。
3一、非球面概述狭义的非球面主要指是旋转对称的非球面,能够用含有非球面系数的高次多项式来表示,其中心到边缘的曲率半径连续发生变化。
离轴非球面是旋转对称非球面的一部分,但其所在部分的中心轴与旋转对称轴有偏离。
46一、非球面概述当高次项系数都为零时,上式只有第一项,为常用二次曲面k >0k =10k −<<1k =−1k <−扁圆(也称扁椭圆)圆椭球面抛物面双曲面7一、非球面概述光学系统应用非球面可易于校正除场曲外的各种单色像差。
如:在光阑附近使用可校正各带的高级球差,在像面前或离光阑较远的位置使用可校正像散和畸变。
球面透镜非球面透镜一、非球面概述系统中采用非球面,可简化系统结构、提高系统性能(如相对孔径、视场角、光照均匀性、成像质量等)。
17世纪,非球面就应用于反射望远系统中来校正球差,之后,在一些像质要求不高的系统,如照明器中的反射、聚光、放大等系统中也开始用非球面。
8一、非球面概述随光学加工工艺和检测技术的提高,非球面光学元件已在国防、空间科学、核能以及一些工业、民用领域获得了广泛应用。
高精度:军用航空航天系统、空间遥感测绘、光学数据存储、光刻、激光核聚变的光学系统等中精度:红外探测、照相设备及视频成像系统(尤其变焦距镜头)、投影电视、医用内窥镜、光纤系统、扫描仪、打印机等。
9制造困难:1、加工工艺2、检测原因:非球面一般只有一根对称轴,而球面有无数对称轴,球面加工时的对研方法很难用;非球面表面各点曲率半径不同,而球面各点相同,所以面形不易修正,干涉检测困难。
光学非球面的设计、加工与检验
光学非球面的设计、加工与检验光学非球面的设计、加工与检验是现代光学技术领域的重要内容。
非球面镜头是一种光学元件,其曲率半径不是球形,可以用于改变光路、调整成像质量和改善成像形态等方面。
在非球面镜头的设计过程中,需要充分考虑光线的折射和反射,
以及材料的折射率和色散等因素。
设计师需要采用先进的光学软件进
行模拟优化,不断调整镜片形状和参数,以达到最优光学效果。
加工非球面镜头是一个复杂而精密的过程。
需要采用高精度加工
设备和技术,以确保镜片的形状和表面质量。
在加工过程中需要考虑
到材料的特性,如可加工性、耐磨性和耐腐蚀性等,并进行合理的质
量控制。
镜片检验是保证光学精度的关键步骤。
可以采用光学检测设备进
行检验,如干涉仪、激光测量仪等。
通过检验,可以了解镜片表面的
误差和偏差,从而进行调整和改进,提高光学成像质量和精度。
总之,非球面镜头的设计、加工和检验是一个紧密相连的过程,
需要充分考虑光学原理和技术要求,并采用先进的设备和技术手段,
以确保光学元件的高质量和高性能。
非球面镜片加工流程
非球面镜片加工流程
随着现代科技的不断发展,非球面镜片被广泛应用于各个领域。
非球面镜片可以用来纠正眼睛的屈光不正,改善视觉质量,同时也可以用于光学仪器、机器视觉和激光器等领域。
本文将介绍非球面镜片加工的流程。
1.设计
需要进行设计。
设计师通过计算机辅助设计软件(CAD)来设计非球面镜片的形状。
设计的形状必须满足特定的光学要求,例如折射率、曲率和直径等。
设计师需要了解材料的光学性质,以便在设计时考虑到这些因素。
2.加工
一旦设计完成,就可以开始进行加工。
加工通常使用计算机数控机床(CNC)进行。
CNC机床是一种自动化机器,可以进行高精度的切削和雕刻。
在加工非球面镜片时,CNC机床会使用一组钻头和磨头来切削和雕刻玻璃或塑料材料,以按照设计形状制作非球面镜片。
3.抛光
在加工完成后,非球面镜片需要进行抛光。
抛光可以提高镜片的表面光洁度,并减少表面的不规则性。
抛光通常使用研磨液和抛光机
进行。
研磨液可以去除微小的表面缺陷和瑕疵,而抛光机可以使表面变得更加光滑。
4.检验
非球面镜片需要进行检验。
检验通常使用光学检验仪器进行。
光学检验仪器可以测量非球面镜片的光学性能,例如曲率、直径和表面质量。
如果非球面镜片不符合规格,则需要进行调整或重新制作。
总结
通过上述流程,非球面镜片的加工可以得到高精度的非球面镜片,以满足各种光学应用的要求。
设计、加工、抛光和检验是非球面镜片加工流程中不可或缺的步骤。
非球面镜片防止近视的原理

非球面镜片防止近视的原理一、非球面镜片的结构特点
1. 镜片表面为非标准球面设计,中心与边缘曲度不相同。
2. 中心区更曲,边缘部分曲度更平。
3. 采用数控加工,精确控制镜片每个部位的曲度。
二、非球面镜片的光学特性
1. 可有效减少球面像差,减小视觉畸变。
2. 扩大了眼睛的清晰视野,减轻角膜的负担。
3. 更接近人眼的自然视力分布,提供清晰视觉效果。
三、防止近视加深的机制
1. 减少角膜和晶状体表面曲度不匹配造成的屈光不正。
2.降低眼睛调节肌肉负荷和视觉疲劳。
3.延缓眼轴长度增加,防止眼球继续变长拉长。
四、正确佩戴的重要性
1. 确保镜片光心和瞳孔距中心对齐。
2. 调整好镜框位置,方便眼睛适应。
3. 镜片度数要配合医生处方准确选择。
4. 儿童要定期更换大小合适的镜框。
五、预防近视的综合措施
1. 生活中多进行远视活动,减少近距离眼疲劳。
2. 保证充足睡眠时间,休息眼睛。
3. 合理饮食营养,补充优质蛋白质。
4. 户外活动,增加曝露于自然光线。
5. 定期视力检查,配戴合适镜片。
六、医学监护的重要性
1. 防治近视需眼科医生制定方案。
2. 定期复查,评估防治效果。
3. 配合各项措施,LIBRARY减缓近视发展。
4. 及时治疗眼病,防止近视加重。
综上所述,这就是非球面镜片在防止近视加深方面的作用原理。
需要医生指导下合理使用。
非球面镜片的鉴别方法
非球面镜片的鉴别方法非球面镜片是一种在制造过程中通过对普通球面镜片进行加工,使其在特定方向上的曲率半径不等于在垂直方向上的曲率半径的镜片。
在实际应用中,非球面镜片广泛应用于光学仪器、眼镜、摄影镜头等领域。
鉴别非球面镜片的方法如下:1.观察光线反射:使用一束平行光线照射在非球面镜片上,观察光线的反射情况。
如果光线在镜片的表面上反射时发生了折射,即光线在不同方向上的角度不相等,则可以判断镜片为非球面镜片。
2.检查曲率半径:使用曲率半径检测仪或者显微镜等设备,对非球面镜片的曲率半径进行测量。
根据非球面镜片的制造过程,非球面镜片在特定方向上的曲率半径会与垂直方向上的曲率半径不同。
3.检查反射像差:反射像差是指光线经过非球面镜片反射后所产生的像差。
通过观察反射像差的大小和分布情况,可以初步判断镜片是否为非球面镜片。
非球面镜片在设计和加工过程中可以通过调整曲面形状来减小或消除反射像差。
4.检查折射像差:折射像差是指光线经过非球面镜片折射后所产生的像差。
通过观察折射像差的大小和分布情况,可以进一步确认镜片是否为非球面镜片。
非球面镜片通过改变曲率半径来控制折射像差的大小和方向,从而提高光线的聚焦能力和像质。
5.查看制造工艺:通过查看非球面镜片的制造工艺资料,了解镜片的设计和加工过程,可以确认镜片是否为非球面镜片。
非球面镜片的制造过程通常包括球面镜片的加工、抛光和涂膜等步骤,其中会涉及到特定的加工设备和工艺技术。
综上所述,通过观察光线反射、检查曲率半径、检查反射像差和折射像差,以及查看制造工艺,可以对非球面镜片进行鉴别。
准确的鉴别非球面镜片对于确保光学仪器和眼镜等设备的性能和质量至关重要。
非球面玻璃模造镜片制程技术

非球面玻璃模造镜片制程技术(总6页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--非球面玻璃模造镜片制程技术第一章:玻璃模造技术的优点1-1模造塑料镜片vs.模造玻璃镜片玻璃模造镜片和塑料镜片的差异--玻璃模造镜片和塑料镜片的差异在哪里呢以光学系统的适用上来说,玻璃有多样好处,例如玻璃本身耐高温,有较高的透光率、折射率,和抗湿度,玻璃材质的稳定度也比塑料来得好。
但是,塑料也有其优点,因为它的变形量比玻璃大,可以作较大尺寸的光学镜片;其次,在重量和价格上也比玻璃来得轻来得便宜。
因此,当我们在选择光学镜片的时候,应从不同的取向去判断最符合需要的镜片。
1-2传统研磨玻璃镜片vs.模造玻璃镜片传统研磨玻璃镜片和模造玻璃镜片的比较--在讲述玻璃模造技术之前,我们先了解一下它和传统的光学玻璃镜片制作有什么不同。
传统的玻璃镜片制作技术需要经过繁复的步骤,例如粗磨、细磨、拋光等,所花的时间相对的增多。
然而,模造光学镜片的产生,只需要玻璃的预形体,直接以模造的方式即能压制成品,所以十分适合大量的生产,可以说是新进且方便的光学玻璃镜片制造技术。
1-3球面透镜vs.非球面透镜非球面透镜和球面透镜的比较--什么是非球面透镜我们可以从图上看出非球面透镜和球面透镜在形状上的差异。
这样的形状有什么好处呢一般来说,单面的球面透镜因为球面的色像差可能导致失焦的状况,而非球面镜片正好可以弥补这种不足,它能够消除球面的色像差。
此外,若光学成像需要两三片以上的球面透镜去作成像的功能,但是我们可以用一片的非球面透镜去达成同样的功能,而减少光机系统的重量和镜片的数目,以做出重量更为轻巧成本更为低廉的产品。
非球面透镜的优点--我们以CD读取头来做例子。
在1983年, CD读取头尚需要五片镜片,但在引入非球面镜片之后,我们可以在1984年的图中,看到原本接物透境的三片球面镜片已经可以用一片的非球面镜片取代。
非球面镜片的设计原理与应用论文
非球面镜片的设计原理与应用论文1. 引言非球面镜片是一种新型的光学元件,其设计原理和应用已经引起了广泛的关注。
本文将介绍非球面镜片的设计原理和它在光学领域的应用。
2. 非球面镜片的设计原理非球面镜片的设计原理是基于光的折射和反射现象。
传统的球面镜片在焦距、像差等方面存在缺陷,而非球面镜片通过改变曲率将光线聚焦或分散,从而改善光学系统的性能。
设计非球面镜片的过程可以分为以下几个步骤:•确定设计要求:根据光学系统的需求,确定非球面镜片的特性,例如焦距、像差等。
•选择非球面曲线类型:非球面镜片可以有不同的曲率类型,如二次曲面、高阶多项式曲面等,选择合适的曲率类型能够满足系统需求。
•确定非球面曲率分布:根据设计要求和选择的曲率类型,计算出非球面镜片的曲率分布,以实现所需的光学性能。
•优化设计:对初步设计进行优化,通过计算和模拟,调整非球面镜片的曲率分布,以进一步改善光学性能。
•制造和测试:根据最终的设计结果,制造非球面镜片并进行测试,验证设计的准确性和性能。
3. 非球面镜片的应用非球面镜片在光学领域有广泛的应用,以下是一些常见的应用领域:3.1 光学成像系统非球面镜片在光学成像系统中起到关键的作用。
通过精确设计和定制曲率分布,非球面镜片能够纠正球面像差和色差,提高图像的清晰度和质量。
3.2 汽车前照灯非球面镜片被广泛应用于汽车前照灯系统中。
通过设计特定的曲率分布,非球面镜片能够将光线集中在道路上,提高夜间行驶的安全性。
3.3 显微镜和望远镜非球面镜片也被应用于显微镜和望远镜等光学仪器中。
由于非球面镜片可以更好地纠正球面像差和像散,因此能够提供更清晰和准确的观察结果。
3.4 激光系统非球面镜片还被广泛应用于激光系统中。
通过定制的曲率分布,非球面镜片能够改变激光束的形状和聚焦效果,满足不同应用场景的需求。
4. 结论非球面镜片的设计原理和应用具有重要的意义。
通过合理设计非球面镜片的曲率分布,可以改善光学系统的性能,并在各种应用场景中发挥关键作用。
光学非球面的设计、加工与检验
光学非球面的设计、加工与检验
光学非球面(aspherical)的设计、加工与检验是光学领域中非
常重要的主题。
与球面镜不同,非球面镜的曲率半径是不同的,从而
可以实现更复杂的光路设计,使得像差和畸变得到校正。
首先,非球面镜的设计通常采用光学设计软件,如Zemax、Code
V等。
设计师需要根据系统的要求,选择合适的非球形曲率,并进行优化,以达到更好的成像质量。
此外,许多非球面元件是自由曲面,其
形状没有数学解析式,因此需要进行参数化建模,并通过优化算法,
对设计进行特定的目标函数的优化。
然后,非球面镜的加工也有其特殊性。
传统的机械加工难以精确
地制造复杂曲率的非球面,因为这需要超高精度的加工设备和领域专
家的卓越技能。
目前,许多先进的加工技术已经得到应用,例如电解
抛光、激光抛光等。
这些高效、高精度的加工技术,使得制造非球面
镜变得更加容易和可行。
最后,非球面镜的检验也是必不可少的。
由于非球面曲率形状是
非常复杂的,无法被通用的球差检验方法所测量。
因此,许多特殊的
检验方法已经被提出。
例如干涉法、投影法、衍射法等。
这些方法可
以精确地测量非球面镜的曲率和形状,确保其具备高精度的成像功能。
综上所述,非球面光学元件的设计、加工以及检验是光学领域的
重要组成部分,对于现代光学系统的优化和实用化起到了关键性的作用。
第8章 光学非球面零件的超精密加工
③ ELID镜面磨削实验方法和实验结果
作非球面加工时,通过安装在工件轴上的碗形砂 轮(325#铸铁结合剂金刚石砂轮为φ30×W2mm)进 行平砂轮的R成形修整,约10min的电解初期修锐 之后,经过400#的粗磨和1000#的半精加工,最后 再用4000#进行 ELID镜面磨削,在超精密非球面 加工机床上,借助 ELID磨削技术,成功地加工出 了光学玻璃 BK―7非球面透镜。面型精度达到优 于 o.2μm,表面粗糙度达Ra20nm,而对于稍软 如 LASFN30和Ge等材料的非球面加工,同样能达 到面形精度优于 O.2~O.3μm,表面粗糙度达 Ra30nm的良好镜面。
非球面光学零件在军用和民用光电产品上的应用也很广 泛,如在摄影镜头和取景器、电视摄像管、变焦镜头、电 影放影镜头、卫星红外望远镜、录像机镜头、录像和录音 光盘读出头、条形码读出头、光纤通信的光纤接头、医疗 仪器等中。
8.1.2 光学非球面零件的制作工艺
按特点分:
模具成形法:是在非球面模具上用可塑化材料注 射或模压,形成有非球面的光学部件;适应大批量 生产,但很难保证非球面形状的高精度。 切除加工:是利用切削、磨削和抛光将工件直接 加工成非球面。
8.3 光学非球面零件的检测技术
8.3.1 光学非球面零件的形状精度
8.3.2 非球面的非接触测试仪 ① 非接触光干涉三维形状测试仪
采用白色光源在半反射镜上分叉到测 试表面和参照镜,再反射回来结合于 半反射镜,当光路差相等时发生干涉。 白色光的干涉性较小,能够在很小的 范围内产生干涉条纹,因此,通过采 集的光的干涉强度驱动干涉计的垂直 光轴方向,使之能够调节到干涉条纹 的零位臵。利用此原理,垂直移动参 照镜观察测试面上的CCD各点的干涉条 纹,确定其等光路位臵,然后在水平 方向的测试面上进行一定速度的扫描, 最终检测出非球面的高度数据。
非球面光学零件的超精密加工技术

Equipment Manufacturing Technology No.11,2012非球面光学零件常用的有椭球面镜、抛物面镜、双曲面镜等,其是一种非常重要的光学零件。
相对于球面镜而言,非球面镜具有许多优点,其可以消除球面镜片在光传递过程中产生的彗差、球差、像散、场曲及畸变等诸多不利因素,减少光能损失,具有高品质的光学特征,可以获得高品质的图像效果。
另外,其能以一个或几个非球面零件代替多个球面零件,从而简化仪器结构,减轻仪器总质量,降低成本。
非球面光学产品的应用前景非常广阔,在国防、航空航天领域,大型或超大型光学产品的开发是空间和国防技术的关键,体现着一个国家的科技水平和经济实力。
而在民用产品领域,如:数码相机、电脑摄像头、条形码读出头、光纤通讯以及激光产品等,也已经成为与人民生活息息相关的核心技术。
因此,非球面光学零件超精密加工技术的研究一直是制造领域的热点。
1国外非球面零件的超精密加工技术国外从20世纪60年代就开始了对非球面零件加工技术的研究,20世纪80年代以来出现了许多新的非球面超精密加工技术,主要有:计算机数控单点金刚石车削技术(SPDT)、超精密磨削和抛光技术、计算机控制光学表面成形技术(CCOS)、光学玻璃模压成型技术、光学塑料成型技术以及非球面零件的特种加工技术等。
1.1计算机数控单点金刚石车削技术计算机数控单点金刚石车削技术(SPDT)是在超精密数控车床上,采用天然单晶金刚石刀具,在对机床和加工环境进行精确控制的条件下,直接利用天然金刚石刀具单点车削出符合光学品质要求的非球面光学零件。
该技术主要用于加工中小尺寸、中等批量的红外晶体和软金属材料的光学零件,其特点是生产效率高、成本低、重复性好、适合批量生产。
1.2超精密磨削和抛光技术超精密磨削和抛光能进一步提高光学零件的表面精度,尤其是对于采用玻璃、陶瓷等硬脆材料制造的非球面零件。
其中,延性磨削方式可以使材料以“塑性”流动方式去除,加工表面不产生脆性断裂现象[2]。
非球面光学元件加工及检测技术综述
去 除材 料 加 工法 是 一 种 在原 始 毛 坯 ( 接 近 非球 面
2 . 2 热复 制成 型技 术
光学玻璃在室温下脆而硬 , 去除材料加工法生产
效 率和工 艺稳 定性 无 法满 足迅 速发展 的行 业需 求 。高 温 下玻 璃 是 一种 典 型 的黏 弹 性材 料 , 具 有 良好 的型 面 复 制性 , 鉴 于此研 究者 开发 了非 球面 热复 制成 型技术 ,
U L P一 1 0 0 A( H ) , 英 国克 兰菲 尔 德 精 密工 程 研 究所 ( C U P E) 研制的 N a n o c e n t r e , 其可 以加工大型X 线天体 望远镜用的非球 面反射镜 ( 最大直径可达 1 4 0 0 m m, 最大 长度为 6 0 0 m m的圆锥镜) 、 中国航空工业第一集
的球 面 ) 上利用磨 、 抛等手段去除一定量材料后得到 目标非球 面的方法 。早期加工方法主要通过操作者 手工 完成 , 需 要加工者 具有较 高 的技术 及丰 富的经 验, 加工效率低 , 且容易 出错 , 其主要工序包括铣磨成
形、 研磨 、 Βιβλιοθήκη 光等 , 通 常称 为经 典研 抛法 。
第2 期
张小兵 : 非球面光学元件加工及检测技术综述
于曲率半径是 变化的 , 只有一根对称轴 线 , 无法应用 球面零 件的磨轮包 络线 的范成法加工 , 而且面形不易 修正 、 检测 困难 , 特别是高次非球面与 自由曲面加工
非球面光学元件加工检测方法的研究
工件 轴转 速 :3 0r n 0 mi /
精 密制 造与 自动 化
2 1 年 第 2期 02
当标 尺光 栅 的移动 方 向变 换 时 ,莫 尔条 纹 的移动方
向也跟着 变换 。
值 与命令值 相等差值为零或接近于零时停止移动 。
光学 元件 的加 工系统 主要 由电气 控 制系统 、伺
图 1 机床 总体结构 图
12 系统加工原理 .
在 高精度 非球 面磨 削加 工 中,可 以使用平 面砂
轮 、 圆弧砂轮 、球 面砂轮 进行 加工 。 目前平 面砂轮 只能加 工 凸面 非球 面 ,如果用 其加 工 凹面非 球面会 产 生干 涉 ;而 圆弧 砂轮 可 以加工 的凹面 部分 ,基础 半径应 该 比该 圆弧 砂轮 的圆 弧部分 半径 ( 面砂轮 球 可 以加 工 的凹面基 础半 径必 须 比该砂轮 半径 大 )但 。 由于 圆弧砂 轮和球 面砂 轮 的修整相 对 于平面 砂轮 的
小 ,故要求 在精 磨阶 段对表 面 的顶 点 曲率 半径和 偏
心 率进 行严 格地控 制 。要保 证精 磨阶段 的精 度就 必 须 对 一次加 工后 工件 的面 形进行 精密地 测量 ,测 量 结果 经过数 据 处理后 用来 指导 补偿加 工 ,需要 反复
C轴 y 轴
经 过 “ 工 一检 测 一再加 工 一再检测 ”才 能达 到精 加
轴 电 机
1 T6 6 —AF 14 F 0 4 1 T -AGI
Y 轴 电 机
1 T6 6 .A F 14 G F 0 4 I 7 —A
图6 X轴、l轴 伺服 系统连接 图 ,
图 5 ()所 示的尖 脉冲 ,再 送入控 制 装置 。若 只将 c
光学非球面的超精密加工技术及非接触检测
华南理工大学学报(自然科学版)第32卷第2期J our nal of Sout h China U niversity of TechnologyV ol.32 N o.22004年2月(Natural Science Edition )February 2004文章编号:1000565X (2004)02009405光学非球面的超精密加工技术及非接触检测谢 晋(华南理工大学机械工程学院,广东广州510640)摘 要:针对亚微米级及亚微米级以下的光学硬脆性非球面器件难加工问题,分析了光学非球面的形状精度和应用,讨论了其超精密加工原理和方法及非接触检测手段.结果表明,精密数控机床、硬脆性材料延性域加工原理和超精密检测是光学非球面超精密加工的技术保证.关键词:非球面;超精密加工;光学器件;非接触检测;单点金刚石切削;弧形金刚石砂轮中图分类号:T G 58 文献标识码:A 收稿日期:20031022 作者简介:谢晋(1963-),男,博士,副教授,主要从事磨削及精密加工的研究.E-mai :jinxie @ 长期以来,光学球面镜头存在色像差的问题,如图1(a )所示.要构成高性能的光学系统,往往采用多枚镜头.20世纪30年代,为了消除这种色像差,研究人员提出并发明了非球面镜头,如图1(b )所示.但是,几个世纪以来的传统切削、磨削和抛光方法无法加工非球面产品,而只有利用数控机床才能有效地实现非球面的加工.19世纪70年代至80年代,应用于投影仪、显微镜、照相机、CD 读写装置和激光加工机等领域的民用光学产品开始朝着高性能、大口径化和小型化等方向快速发展,工业上开始生产非球面光学部件.目前,一些主要的非球面光学器件及其应用领域如表1所示,从该表中可以看出,大部分光学非球面器件材料为难加工的硬脆性材料.在光学系统的应用中,光的反射和折射要求非球面的形状精度达到光波长的1/10左右[1],特别是,应用于航空和军事领域中的光学系统要求非球面具有较高的形状精度.因此,光学非球面超精密加工及超精度测试已经受到许多研究者的关注.例如,O P TI CA M 中心已经将CN C 技术应用到精密光学器件的生产中,自动进行有选择性的非球面粗加工、精细加工和最终抛光加工,从而大幅度地降低了生产成本.图1 球面和非球面透镜的光学性能Fig.1 Op tical perf or ma nce of sp heric a nd asp heric le ns表1 光学非球面器件的材料及应用Table 1 Op tic asp heric materials a nd its appplication 非球面类型材料应用领域普通镜头红外线镜头普通反射镜注射模具椭圆体反射镜光学玻璃单晶锗、单晶硅铝合金、铜、磷青铜陶瓷、镍合金石英玻璃、碳化硅显微镜、CD/DVD 、投影仪夜视镜、医用内视镜、激光加工激光加工机、大型显示器激光打印机X 射线系统国内也已经开始引进超精密加工机床来加工国防、航空等高科技领域所急需的高精度非球面零件.由于超精密磨削涉及的技术比较复杂,国内花巨资购买的砂轮系统还没有得到有效的使用[2].虽然中国航空精密机械研究所成功地研制了Na nosys-300球面曲面超精密复合加工系统[2],但是,加工精度、砂轮精密修整、非球面成形机理以及非球面的超精密检测等诸多关键技术的研究都没有详细的报道.实际上,目前我国光学非球面的加工技术和质量检测仍处在初级阶段.本文中主要介绍和分析最新研究和开发的光学非球面的超精密加工机理、方法和测试技术及其特点.1 光学非球面部件的制作工艺光学非球面的成型加工大体可分为模具成形法和切除加工法两种.模具成形法是在非球面模具上用可塑化材料注射或模压,形成有非球面的光学部件;而切除加工是利用切削、磨削和抛光将工件直接切除成非球面.模具成形法适应大批量生产,但很难保证非球面形状的高精度.注射和模压成形用的镀镍模具通常采用单点金刚石切削,但对于陶瓷等超硬模具,切削就变得非常困难.因此,采用磨削加工法,可大大缩短加工工期.非球面光学镜头按制作工艺可分为玻璃镜头、塑化镜头、微型镜头和复合镜头[3].其中,玻璃镜头主要在耐热非球面模具中将玻璃材料加温到软化温度400~700℃再模压成形.塑化镜头是利用镀镍硬质钢模具将非球面注射成形.微型非球面镜头是在超精密机床上将树脂材料直接加工成形后再抛光,或者在球面模具中注射树脂再加热硬化.复合非球面镜头是在非球面模具与球面镜头之间注入紫外线树脂,然后用紫外线照射使其硬化成形.2 非球面的切除加工方法及特点无论是注射成形/模压成形所需的模具还是高精度光学非球面部件,都必须采用切削、磨削和抛光直接进行切除加工.切削加工主要采用单晶金刚石刀具,磨削加工主要采用金刚石砂轮,而抛光主要采用游离磨料.每一种方法都是在工件表面沿着非球面的三维坐标轨迹对工件逐渐进行切除加工.一般是先在数控机床上将非球面形状加工成型,然后在保持形状精度不变的情况下将其抛光,减小其表面粗糙度[4].但是,这种游离磨料抛光方式会消耗大量的加工时间,无法进行规模生产.美国Precitech I nc.公司生产的超精密多轴自由曲面加工机床不需抛光就可以使光学非轴对称非球面零件的加工精度达到亚微米级乃至纳米级的范围[5].近来,全部省去游离磨料抛光方式进行直接切削或磨削来达到最终的形状精度和表面粗糙度,即利用延性域加工原理进行镜面切削和镜面磨削的研究已经取得了许多新的进展.2.1 非球面超精密加工机床的构造最新的研究结果表明,为了实现硬脆性材料的精密切除加工就要求材料的切除深度始终保持在临界延性域(ductile-mode)切深以下的范围,一般要求亚微米级以及亚微米级以下.这也就是要求加工机床能够控制工件进给量在微米级甚至亚微米级以下.采用空气静压和油静压轴承配制高精度(直线度,表面粗糙度)摩擦系数小的V-V滚动滑道和高精度(圆柱度,圆心度)传动杆可以使导向机构到达10~20nm以内的波动[3].图2中所示的为空气差压圆柱立轴的工作结构图.空气静压轴承可以使低速运动时无震动.利用d1,d2,p能够进行克单位的力调节,可以达到与水平结构一样的纳米级的微小波动.工件回转轴最合适采用空气静压形式,安装内置电机可以消除传递转动带的振动,可以达到轴方向和径向方向小至10nm的偏心振幅.图2 空气静压轴的工作原理Fig.2 Wor king p rinciple of air-p ressure axis2.2 单点金刚石切削单点金刚石切削是在精密数控机床上同时控制x和y两轴的运动,将旋转工件切除成非球面体,如图3(a)所示.通常应用于加工激光反射的非球面铜镜面和塑化玻璃非球面金属模具.最近的研究表明,弧形单晶金刚石刀具的圆弧包络线切削法可以应用到硬脆性材料的非球面超精密切削中[6],但是,必须要求金刚石刀具进给量非常小(小于1~2μm/r),这就会花费非常长的切削时间,导致单晶金刚石刀具的急剧磨耗.然而,平面形单晶金刚石刀具的直线包络线切削法在加工非球面59第2期谢 晋:光学非球面的超精密加工技术及非接触检测单晶硅镜头时可以较大幅度地加大金刚石刀具进给量(20μm/r ),提高加工效率,其非球面的表面粗造度达到16nm ,形状精度(PV 值)可达到1.36μm [7].2.3 弧形金刚石砂轮磨削加工在磨削加工方面,无论对于硬脆性材料还是金属材料,采用弧形金刚石砂轮在一定的行走轨迹和修整条件下都可以在数控机床上实现非球面的成形加工.最新研发的几种弧形金刚石砂轮成型磨削方法可以大致分为交叉磨削法、平行磨削法、倾斜磨削法、球面砂轮磨削法和斜轴圆柱砂轮磨削法[8~10],分别如图3(b ),(c ),(d ),(e )和(f )所示.图3 光学非球面成形加工方法Fig.3 Form machining methods of optical asp heric surface交叉磨削法的加工表面粗造度较差,为此,将砂轮轴旋转90°使砂轮周速与工件速度方向平行进行磨削,即采用平行磨削法.实验结果表明,平行磨削法比交叉磨削法能获得更好的表面加工质量[9].倾斜磨削法是将砂轮轴倾斜一定角度适用于加工更深的凹形非球面.球面砂轮磨削法是利用砂轮球面按照非球面的运动轨迹与工件点接触进行磨削加工,它能使球面的砂轮均衡摩耗,形状精度可达到0.089μm [10],但球面砂轮成形修整比较困难.斜轴圆柱砂轮磨削法[9]是采用小直径砂轮加工很深的凹面,主要用于光通讯,医疗器件等3m m 以下的小口径非球面的加工.3 光学非球面的形状精度光学非球面器件的形状精度要求在几到几十厘米的范围内达到1μm 以下[11].图4表示了一些应用于不同领域的非球面光学器件的尺寸大小及其必要的加工精度.可以看到非球面光学部件正在向小型高精度化和大型高精度化方面发展.但是,现有的加工工具,加工工艺及加工设备常常无法保证更小或更大尺寸的产品达到高精度.这主要是因为以下原因造成了设计形状与加工形状的差异.(1)机床的运动误差和切削刀具/金刚石砂轮的磨耗;(2)非球面中心和外围的不同加工条件;(3)切削刀具/磨削砂轮的形状测试误差;(4)加工形状的测试误差;(5)三维坐标系与加工点的漂移;(6)加工力引起的变形和加工热产生的热变形.图4 光学非球面的尺寸与形状精度Fig.4 Op tic asp heric size a nd its f or m accuracy为消除这些因素的影响,使其与设计值的形状误差缩小到1μm 以下,往往利用被加工的非球面形状的检测信息进行多次的误差修正.非球面加工中可能需要几十次的测试和修正才能达到目标精度,也就是说,没有高精度的测试手段也就无法加工出高精度的光学非球面器件.但是,传统的三维测试仪的测试精度只能达到5μm ,而且大多只能检测球面和平面[13].因此,最近非接触三维形状测试手段已经可以在行走精度为0.1μm 的水平面上检测垂直方向精度为0.05μm 以下的非球面的形状精度[11,12].69华南理工大学学报(自然科学版) 第32卷4 非球面的非接触测试仪通常,非球面的加工形状测试主要采用接触式测定方式.它的动态测试范围较大,但容易损伤工件表面,特别不易检测断口,且超硬材料易损伤探头.因此,非接触三维形状测试的研究开始得到了广泛的重视.但是,非接触测试无法检测到陡峭的斜面,且非球面材料的颜色和反射率也会产生散乱导致数据误差.针对这些问题,最近研制的光干涉形状测试仪,激光形状测试仪和原子力探针测试仪能够在纳米级范围内检测非球面的三维形状.4.1 非接触光干涉三维形状测试仪非接触光干涉三维形状测试构造如图5(a )所示.其原理是采用白色光源在半反射镜上分叉到测试表面和参照镜,再反射回来结合于半反射镜,当光路差相等时发生干涉[12].白色光的干涉性较小,能够在很小的范围内产生干涉条纹,因此,通过采集的光的干涉强度驱动干涉计的垂直光轴方向,使之能够调节到干涉条纹的零位置.利用这种原理,垂直移动参照镜观察测试面上的CCD 各点的干涉条纹,确定其等光路位置,然后在水平方向的测试面上进行一定速度的扫描,最终检测出非球面的高度数据.若在白色干涉计中处理干涉强度并进行频域解析,不仅能够检测粗糙面及断口面,而且还能够检测超精密加工的工件表面.白色干涉计测试仪的横向行走精度一般为0.6μm ,垂直移动精度可达10nm.图5 非球面的非接触检测方法Fig.5 N on-contact measure me nt met hod of asp heric surf ace4.2 非接触激光三维形状测试仪非接触激光测试构造如图5(b )所示.激光通过显微镜镜筒,从物镜的一端开始向光轴中心聚焦,再由工件反射后经物镜返回,在聚焦A F 感应器聚焦成像.然后,通过移动物镜使激光点最小且达到光轴心确定垂直方向的位置.此时,将聚焦点的xyz 坐标以线性形式输入到计算机,获取非球面表面的三维形状数据.测试精度直接取决于工作台面向工件聚焦的移动精度.此外,在非接触激光显微镜上安装微分干涉光学系统,利用可视光能够检测出数纳米级的凸凹程度,并且可以在1nm 的范围内定量地评价表面粗糙度.非接触激光三维形状测试仪N H-3S P 的水平面的测试精度为1+5L /120μm (L 为测量长度);垂直方向的测量精度在10m m 以内为1μm [13].4.3 原子力探针测试仪原子力探针测试构造图如图5(c )所示.这种方法是根据原子间排斥力通常保持一致的原理,利用探针与物体的原子间排斥力的作用接近测试表面,从而确定非球面表面的三维形状[11].在测试装置上,将重0.2mg 的微型空气滑道用弹簧悬挂,用安置的反射镜对具有波长安定性的激光进行聚光,采集反射光的聚焦误差信号,驱动垂直方向的步进空气滑道,使误差信号接近于零,最终确定垂直方向的坐标.因为原子力探针测试的原子间排斥力仅有30mg ,所以对测试面几乎没有损伤,近似于非接触检测.最大的特点是测试精度不受材质、反射率和表面粗造程度的影响.但是,测量精度与测量范围和测量面角度有关[11].例如,水平测量范围的精度,100mm 以下为0.05μm ,100~200mm 之间为0.1μm ,200~400m m 之间为0.3μm ;测量面倾斜角度的精度,30°以下为0.01~0.05μm ,30°~45°之间大于等于0.1μm ,45°~60°之间大于等于0.3μm.5 结束语光学非球面加工正朝着高精度大型化和高精度小型化方向发展.精密数控机床、硬脆性材料延性域79第2期谢 晋:光学非球面的超精密加工技术及非接触检测加工原理和非接触精度检测是光学非球面加工形状精度达到亚微米级及亚微米级以下的技术保证.此外,超精密加工和高精度检测在开拓高增值的复杂光学自由曲面以及特殊形状液晶光导板的模具加工方面将会发挥先导作用.参考文献:[1] Ta na ka K.Rece nt t re nd of asp heric p rocessing tech2nology[J].Scie nce of Machine,2002,54(3):11-20.[2] 罗松保,张建明.非球面的超精密加工与测量技术的研究[J].制造技术与机床,2003,494(9):58-61.[3] Toya ma T.Develop me nt of ult ra-p recision grinder f ormachining asp heric surf ace[J].Toyota MachineryRep ort,1992,32(3):8-18.[4] Suzuik H,Hara S,Matsunaga H.Study on asp hericalsurf ace p olishing using a small rotating t ool-develop2me nt of p olishing syste m[J].J our nal of t he J ap a n So2ciety f or Precision Engineering,1993,59(10):1713-1718.[5] 李荣彬,杜雪,张自辉,等.光学自由曲面的超精密加工技术及应用[A].2003年机械工程学会年会论文集[C],深圳:机械工程学会,2003.15-19[6] Suzuik H,Kitajima T,O kuya ma S.Study of p recisioncutting of axi-symmet ric asp herical surf ace-eff ect oft ool errors on wor kpiece f or m accuracies a nd its com2 pe nsation met hods[J].J our nal of t he J ap a n Societyf or Precision Engineering,1999,65(3):401-405.[7] Ya n J,Syoji K,Kuriyagawa T.Fabrication of large-di2a meter single-crystal silicon asp heric le ns by st raight-line e nveloping dia mond-t ruing met hod[J].J our nalof t he J ap a n society f or Precision Engineering,2002,68(4):1067-1071.[8] Zhou Z,Naga kawa T.New grinding met hods f or as2p heric mirrors wit h large curvature radii[J].A nnalsof t he CI R P,1992,31(1):335-338.[9] Kuriyagawa T,Sep asy M S,Syoji K.A new grindingmet hod f or asp heric cera mic mirrors[J].J our nal ofMaterials Processing Technology,1996,62(2):387-392.[10] Sae ki M,Kuriyagawa T,Syoji K.Machining of as2p herical molding dies utilizing p arallel grindingmet hod[J].J our nal of t he J ap a n Society f or Preci2sion Engineering,2002,68(4):1067-1071.[11] YoshizumI K.Ult ra high accurate3-D p rofilometerusing at omic f orce p robe[J].J our nal of t he Societyof Grinding Engineers,2001,45(12):562-565. [12] Matsushita H.N on-contact3D imaging surf ace st ruc2ture a nalyzer using interf eromet ry[J].J our nal of t heSociety of Grinding Engineers,2001,45(12):566-569.[13] Miura K.Three-dime nsional measuring equip me ntwit h a laser p robe[J].J our nal of t he Society ofGrinding Engineers,2001,45(12):558-561.Super-p recision Machining a nd Non-cont act Meas urement of t heAsp heric Surf ace of Optic PartsXie J i n(College of Mecha nical Engineering,Sout h China U niv.of Tech.,Gua ngzhou510640,Gua ngdong,China)Abst ract:Ai mi ng at t he diff icult y i n machi ni ng t he op tic p a rt wit h asp heric surf ace,w hich is of high ha r dness/brittle ness a nd is up t o t he accuracy of submicrometer or below submicrometer,t his p ap er a na2 lyzes t he f or m accuracy a nd t he application of t he asp heric surf ace,t he releva nt f a brication p ri nciple a nd p rocess,as well as t he non-contact measure me nt mea ns.The results i ndicate t hat t he sup er-p recision machi ni ng of asp heric surf ace tech nically dep e nds on p recision numerically-cont rolled machi ne t ools,t he ductile-mode machi ni n g p ri nciple of ha r d a nd brittle materials,a nd t he sup er-p recision measure me nt. Key words:asp heric surf ace;sup er-p recision machi ni ng;op tic p a rt;non-contact measure me nt;si ngle-p oi nt dia mond cutti ng;a rc dia mond gri ndi ng w heel89华南理工大学学报(自然科学版) 第32卷。
高精度非球面透镜的加工与检测
高精度非球面透镜的加工与检测摘要:针对非球面透镜高精度的加工需求,提出了一种组合式抛光技术。
在采用不用研抛参数的条件下将自动化研抛系统与离子研抛机相结合,从而提高了系统对非球面透镜的加工能力。
通过仿真分析与实验测试,验证了提高表面精度的设计理念。
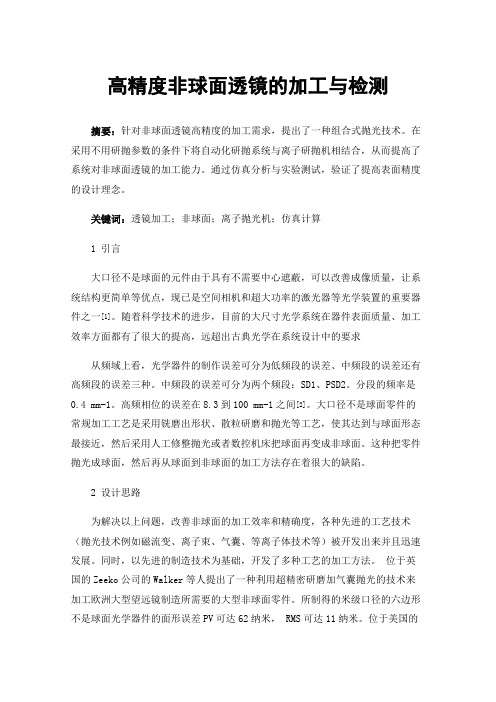
关键词:透镜加工;非球面;离子抛光机;仿真计算1 引言大口径不是球面的元件由于具有不需要中心遮蔽,可以改善成像质量,让系统结构更简单等优点,现已是空间相机和超大功率的激光器等光学装置的重要器件之一[1]。
随着科学技术的进步,目前的大尺寸光学系统在器件表面质量、加工效率方面都有了很大的提高,远超出古典光学在系统设计中的要求从频域上看,光学器件的制作误差可分为低频段的误差、中频段的误差还有高频段的误差三种。
中频段的误差可分为两个频段:SD1、PSD2。
分段的频率是0.4 mm-1。
高频相位的误差在8.3到100 mm-1之间[2]。
大口径不是球面零件的常规加工工艺是采用铣磨出形状、散粒研磨和抛光等工艺,使其达到与球面形态最接近,然后采用人工修整抛光或者数控机床把球面再变成非球面。
这种把零件抛光成球面,然后再从球面到非球面的加工方法存在着很大的缺陷。
2 设计思路为解决以上问题,改善非球面的加工效率和精确度,各种先进的工艺技术(抛光技术例如磁流变、离子束、气囊、等离子体技术等)被开发出来并且迅速发展。
同时,以先进的制造技术为基础,开发了多种工艺的加工方法。
位于英国的Zeeko公司的Walker等人提出了一种利用超精密研磨加气囊抛光的技术来加工欧洲大型望远镜制造所需要的大型非球面零件。
所制得的米级口径的六边形不是球面光学器件的面形误差PV可达62纳米, RMS可达11纳米。
位于美国的QED公司的 Dumas等人[3]提出了一种新的抛光工艺,即将 MRF技术与常规的沥青抛光技术相结合,应用于非球面研磨出形以后再抛光的加工。
为了满足高精确度批量生产离轴型的非球面零件需求,本文研究了一种混合的抛光工艺,以达到高效率生产非球面零件的目的。
非球面镜片
非球面镜片非球面镜片是指具有曲面不是简单的球面的光学镜片。
它们广泛应用于各种光学系统中,例如望远镜、显微镜、摄像机等。
与球面镜片相比,非球面镜片具有更好的像差校正能力和焦距控制能力,因此在提高光学系统的成像质量方面具有重要的作用。
非球面镜片是由具有曲面形状的镜片材料制成的。
其曲面形状通常由带有非球面曲率的表面所定义。
根据曲面的形状和曲率,非球面镜片可以分为多种类型,如球面凹面镜、球面凸面镜、抛物面镜等。
每种类型的非球面镜片都具有不同的光学特性和应用领域。
非球面镜片的最主要优点之一是它们可以更好地校正球面像差。
球面像差是指由于光线在球面镜片上的不同点上发生折射而引起的成像偏差。
非球面镜片可以通过适当调整曲率分布来减小球面像差,并提高成像的清晰度和准确性。
此外,非球面镜片还可以通过控制曲面形状来实现焦距的精确控制。
焦距是指光线通过光学系统后所聚焦的位置。
传统的球面镜片由于曲率分布的限制,焦距通常只能通过改变镜片的厚度来调整。
而非球面镜片则可以通过曲面形状的具体设计来实现焦距的微调,从而提高光学系统的性能。
非球面镜片的制造过程涉及到复杂的数学计算和精密加工技术。
通常,首先需要根据光学系统的需要,计算出所需的曲率分布和曲面形状。
然后,利用先进的加工设备和技术,将这些曲面形状制造到镜片材料上。
最后,对制造完成的镜片进行检测和调整,确保其满足光学性能要求。
非球面镜片的应用非常广泛。
例如,在望远镜中,非球面镜片可以帮助消除球面像差,提高成像的清晰度和分辨率。
在摄像机中,非球面镜片可以提供更加准确的对焦和自动对焦功能。
在光学仪器中,非球面镜片可以提供更精确的测量和检测结果。
在眼镜和眼科手术中,非球面镜片可以帮助矫正视觉问题,提高视力质量。
总之,非球面镜片是现代光学技术中不可或缺的一部分。
它们通过优化曲面设计和曲率分布,提高了光学系统的成像质量和性能。
非球面镜片的广泛应用使得我们能够更好地观察和理解世界,为我们的生活和科技进步带来了巨大的便利和进步。
非球面透镜生产与检测培训
非球面透镜生产与检测培训一、概述非球面透镜是一种具有复杂曲率的透镜,与传统的球面透镜相比具有更高的光学性能和更广阔的应用领域。
为了满足市场对高质量非球面透镜的需求,对其生产与检测技术进行培训至关重要。
本文将介绍非球面透镜的生产工艺和常用检测方法,帮助读者了解非球面透镜的制造过程以及如何对其进行有效的检测。
二、非球面透镜的生产工艺1. 设计与仿真制造非球面透镜的第一步是进行透镜的设计与仿真。
设计师需要根据应用的具体需求,确定透镜的曲率半径、表面形状和材料等参数。
借助计算机辅助设计软件,可以对透镜进行仿真分析,评估其光学性能和成像效果。
2. 材料选择与加工选择合适的材料对于非球面透镜的性能至关重要。
常用的透镜材料包括光学玻璃和塑料等。
生产过程中需要使用先进的加工设备,如数控机床和激光切割机等,精确地对材料进行切削、研磨和抛光,以得到所需的透镜形状和表面质量。
3. 表面处理与涂膜非球面透镜的表面处理和涂膜是提高透镜性能的重要步骤。
通过离子束抛光、化学处理和热处理等方法,可以改善透镜的表面质量和光学特性。
在表面处理完成后,还需要进行透镜的涂膜,以减少反射和增加透过率。
4. 最终组装与测试非球面透镜的最后一步是进行组装和测试。
组装过程中需要保证透镜的精确定位和对光的正确聚焦。
测试过程中使用的设备包括自动检测仪和干涉仪等,用于检测透镜的曲率半径、形状误差、表面光洁度和光学性能等参数。
三、非球面透镜的常用检测方法1. 曲率半径测量曲率半径是衡量非球面透镜形状的重要参数。
常用的曲率半径测量方法包括球差法、干涉法和等高线法等。
这些方法可以通过测量透镜对光的折射效果,得到透镜的曲率半径,并评估其形状精度。
2. 表面形状误差测量非球面透镜的表面形状误差对其光学性能有着重要影响。
常用的表面形状误差测量方法包括干涉法、电子直角仪和轮廓仪等。
这些方法可以通过测量透镜表面的高度差异,评估透镜的形状精度和表面光洁度。
3. 光学性能测试除了表面形状误差外,非球面透镜的光学性能也需要进行全面的测试。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.5 抛光
Strasbaugh公司的四轴抛光机
2.5 抛光
大型棱镜的抛光
粗磨的BK7玻璃大型棱镜 重23kg,表面300×250mm
抛光第一个表面
加工中为防止塌边而胶的“翅膀”
用200mm反射平面检测棱镜平面度
2.5 抛光
大型棱镜的加工
抛光后金刚石锯锯去“翅膀”
用泰曼格林型干涉仪检测加工质量
2.2粗磨——球面
沟槽模加工
直径小于8mm、半径小于6mm、 矢高大于0.5R的球面,可采用 沟槽模加工。整个平模上可同时开多条槽。槽深等于或小于曲率半 径R。研磨时,粘棍顺着槽倾斜60°~70°左右,同时围绕自身轴 线转动。
铝棍 胶层 工件 沟槽模
R
2.2粗磨——球面
整盘粗磨球面
对直径小而曲率半径大的球面,可以 用弹性胶粘结平面毛坯然后整盘祖磨。 磨凸面
2.7 工艺案例
2.直角 棱镜 加工角边20mm,厚度20mm,等腰直角棱镜,直角面N1 为1/2光圈,局部1/3光圈,斜面N2为1/2光圈,局部1/3光 圈。光洁度为Ⅲ级。角度90度±10″,45度±10″,塔 差π 10″。
备料:直角边22mm ,厚度22mm ; 粗磨:直角边20.4±0.1 mm,直角的高14.4±0.1mm,厚度 20±0.1mm;表面320#砂磨透,角度90度±5′,45度 ±5′,塔差5′ 倒角0.5x45度; 精抛,直角边20±0.1 mm,直角的高14.14±0.1mm,厚度 20±0.1mm ,样板检测,控制光圈,N1达到1/2,局部1/3光
2.6 定心磨边
定中心是完工的玻璃或晶体零件在磨边 时所需要的一道工序,其目的是使每一个球面 的曲率中心同轴 。
2.6 定心磨边
定心方法
一种大物镜定中心的特殊装置,并可同时检查中心偏差
2.7 工艺案例
1. 平面平晶 加工直径Φ200mm,厚度40mm,平面平晶光圈0.1,局部 光圈0.05,光洁度Ⅲ级;
方法一
方法二
2.3 上 盘
点胶上盘法
优点是可获得较好的面形和平行度。缺点是承受不了高速高压 的加工条件,易“走动” 。
工件 工件 软胶点 粘结模 火漆点 粘结模
软点胶粘结
硬点胶(火漆)粘结
2.3上 盘
浮胶上盘法
优点是工件和粘结平板都不 需加温,工件可达到较高的平行 度和面形精度,缺点是承受不了 高速高压的加工条件。
固着磨料细磨
固着磨料细磨(又称高速精磨)的优点是效率高,表面 粗糙度小,适用于大批量生产。
2.4 细磨——散粒磨料细磨
磨料
细磨磨料最粗粒度为W40。最后一道磨料的粒度视工 艺条件而定,一般光学玻璃为W14,某些晶体可采用更细 的磨料,如W10或更细。 从第一道磨料到最后一道磨料的选择可以有一定的间 隔。这种间隔的选用原则是:能迅速除去上一道磨料的粗 糙表面,从而得到均匀的细毛面。
2.2粗磨——球面
LOH公司的GII-4球面粗磨精磨机
2.2粗磨——球面
粗磨凸面镜
粗磨凹面镜
自动换磨头
2.2 粗磨——球面
铣磨机可以完成的各种工作
2.3 上 盘
平行平面上盘
松香蜂蜡胶上盘法
优点是操作简便,缺点是平行度精度不高,也不适用于面形精度 要求较高的薄片。
荷重 工件 粘结模 工件 粘结模
一、对光学技术人员的要求
2. 理论要求
折射和衍射原理; 玻璃的特性; 玻璃或其他光学材料从粗加工零件到完工成品的加工 过程; 初等数学; 读懂各阶段生产工艺图的技术规格、公差; 光学检验理论
二、光学冷加工工艺
1. 2. 3. 4. 5. 6.
开料成形 粗磨 上盘 细磨 抛光 定心磨边
国内金刚砂的粒度表示方法
标准号
60 70 80 100 120 150 180 210 280 W40 W28
尺寸/um
315~250 250~200 200~160 160~125 125~100 100~80 80~63 63~50 50~40 40~28 28~20
标准号
W20 W14 W10 W7 W5 W3.5 W2.5 W1.5 W1.0 W0.5
火漆条
棱镜
2.3 上 盘
石膏模上盘法
优点是棱镜的形状可以任意,缺点是角度精度不高;对抛光 面需有较好的保护措施,否则易被腐蚀。
2.3 上 盘
光胶上盘法
优点是能得到较高的角度精度。缺点是要求有较高精度的光 胶工具;操作有一定的难度;对表面疵病要求高的棱镜,其光胶面 有一定局限性;光胶盘不宜受到剧烈震动和温度剧变。
一、对光学技术人员的要求 二、光学冷加工工艺 三、加工辅料
一、对光学技术人员的要求
1. 操作要求:
会操作各类光学加工机床和设备, 熟悉光学加工工艺,能加工出满足特定要求的光学零 件(精确的直径、曲率半径、厚度、角度和平行度); 会使用各种检测仪器(自准直仪、光具座及其附件、 干涉仪、罗契检验及刀口检验仪等)来保证精度; 维护设备及工作场地,作工作笔录及进度,并养成安 全操作习惯;
2.4 细磨——散粒磨料细磨
细磨常见疵病原因及克服办法
疵病 产生原因 1、磨料中混有超出规定的大颗粒 2、磨料悬浮液添得太稠或太稀 3、模具表面嵌有大颗粒磨料或坚硬异物 4、工作环境不干净 1、细磨时间不够 2、砂号选择不当 3、上道砂磨后的面形不合适 1、磨料添加不均匀 2、磨料堆集在镜盘边缘 1、模具表面形状不合要求 2、模具和镜盘的相对位置、速度不当 克服办法 1、对磨料应复检或试用 2、磨料悬浮液应浓淡适当 3、新加工的模具应用细磨料对研 4、做好工作环境的清洁工作 1、磨去量要足够 2、两道磨料磨号间隔不要太多 3、每道磨料都应从镜盘边缘磨起 1、添磨料时应用毛刷均匀散开 2、模具表面开槽 1、修改模具到光圈符合要求 2、调节摆幅和转速
2.1 开料成形——磨外圆
磨外圆
2.2 粗 磨
粗磨平面 粗磨棱镜和斜面 粗磨球磨
2.2粗磨——平面
散粒磨料多片加工 散粒磨料单片加工
2.2粗磨——平面
双面加工
2.2粗磨——平面
LOH公司SPM平面铣磨机
2.2粗磨——棱镜和斜面
铣磨棱镜和斜面的准直夹具
制造精密的反射角及 小平面棱镜需要这种夹具
圈,斜面N2为1/2光圈,局部1/3光圈。光洁度为Ⅲ级。角度90度 ±10″,45度±10″,塔差π 10″。
三、加工辅料
磨料 黏合剂 冷却液 抛光粉 抛光模层材料 清洗材料 抛光后的防护
磨料
磨料的分类和国内外磨料代号 磨料 人造金刚石 棕刚玉 刚玉 白刚玉 单晶刚玉 黑碳化硅 碳化物 氮化硼 绿碳化硅 碳化硼 立方氮化硼 中国 JR GZ GB GD TH TL TP LDB 美国 A 38A 32A 37C 39C B4C CB
D sin α = 2( R ± r )
α-砂轮倾斜角 D-砂轮中径 r-砂轮刃口圆弧半径 凸面取“+”, 凹面取“一” R-工件曲率半径
2.2粗磨——球面
用小磨轮铣磨大球面
分步铣磨方法
θ1角为第一倾角 θ2为第二倾角 R为曲率半径, r为毛坯的半直径 d为磨轮直径 a为l1与l2间的距离
完成后的棱镜
2.5 抛光
高速抛光 特点:
主轴高速旋转和高速摆动, 主轴转速一般400~2500转/分; 摆速 70次/分 抛光压力可控 抛光效率高 采用循环注液 需要添加制冷剂 每种型号产品对应一种机床工艺参数
2.5 抛光
工艺特点
采用刚性上盘; 抛光材料一般采用较硬的聚酰胺泡沫抛光垫代替古 典抛光沥青; 采用精磨丸片代替古典散离磨料精磨; 光圈一般控制在1~2圈,局部0.5圈能够达到; 光洁度一般容易达到3级。
备料:直径Φ202mm 平行度0.03 厚度d 40.7mm 表面250#砂——切割、整平 粗磨:直径 200 0 mm,厚度40.4±0.1mm,平行度0.02,倒角 − 0 .1 1x45O ,280#砂; 在粗磨单轴机上加工完成。 精磨302#砂, 厚度d40.1±0.05mm,单轴机 粗抛光亮,单轴机。 精抛 ,样板检测,控制光圈,N达到0.1,△N0.05 ,光洁度Ⅲ 级——分离器加工 下盘,精抛另一面,平行度控制0.02。
2.4 细磨——散粒磨料细磨
模具
常用的模具材料有铸铁HT20一40,黄铜H62,硅黄 铜HSi80-3。用铜模具比用铸铁模具磨得的毛面细,但 铜模具易磨损。 加工硬质晶体时常用45钢作模具。软质晶体的模具 可用玻璃料,以降低表面粗糙度并减少划痕。 较大直径的平面模具表面可铣出一些槽,以便于磨料 流通和排除磨下的材料。 模具的修改方法:当表面变形较大时,可先用刮刀、 废砂轮块等刮削,然后对研。球模是凹凸对研,平模是三 块对研。
工件 粘结胶 玻璃垫板
光胶上盘法
优点是平行度和平面度均可达到 很高的精度。缺点是对光胶面表面 疵病等级有一定影响,怕剧烈震动 和骤冷骤热。
工件 防水涂层 玻璃垫板
2.3 上 盘
透镜上盘
弹性上盘法
优点是粘结模较简单,通用性较大。缺点是不能承受高速高 压工艺条件,效率较低,工房温度梯度不能太大。
2.1 开料成形——材料切割
切割厚的工件
圆片的切割 (内圆切割和外圆切割)
2.1 开料成形——材料切割
棱镜和分束器的切割
2.1 开料成形——材料切割
金刚石切割机