加工中心参数对比
加工中心系统参数

第七节 系统参数系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显 示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数1.SETTING 参数参数号 符号 意义 16-T 16-M 0/0 TVC 代码竖向校验 O O0/1 ISO EIA/ISO代码 O O0/2 INI MDI方式公/英制 O O0/5 SEQ 自动加顺序号 O O2/0 RDG 远程诊断 O O 3216 自动加程序段号时程序段号的间隔O O2.RS232C口参数20 I/O通道(接口板):0,1: 主CPU板JD5A2: 主CPU板JD5B3: 远程缓冲JD5C或选择板1的JD6A(RS-422)5: Data Server10 :DNC1/DNC2接口O O100/3 NCR 程序段结束的输出码 O O 100/5 ND3 DNC运行时:读一段/读至缓冲器满 O OI/O 通道0的参数:101/0 SB2 停止位数 O O 101/3 ASII 数据输入代码:ASCII或EIA/ISO O O 101/7 NFD 数据输出时数据后的同步孔的输出O O 102 输入输出设备号:0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器)O O103 波特率:10:480011:960012:19200O O1001/0 INM 公/英制丝杠 O O 1002/2 SFD 是否移动参考点O O 1002/3 AZR 未回参考点时是否报警(#90号) O 1006/0,1 ROT,ROS 设定回转轴和回转方式 O O 1006/3 DIA 指定直径/半径值编程 O 1006/5 ZMI 回参考点方向O O 1007/3 RAA 回转轴的转向(与1008/1:RAB 合用) O O 1008/0 ROA 回转轴的循环功能O O 1008/1 RAB 绝对回转指令时,是否近距回转 O O 1008/2 RRL 相对回转指令时是否规算 O O 1260 回转轴一转的回转量 O O1010 CNC 的控制轴数(不包括PMC 轴) O O 1020 各轴的编程轴名 O O 1022 基本坐标系的轴指定 O O 1023 各轴的伺服轴号 O O 1410 空运行速度 O O 1420 快速移动(G00)速度 O O 1421 快速移动倍率的低速(Fo) O O 1422 最高进给速度允许值(所有轴一样) O O 1423 最高进给速度允许值(各轴分别设) O O 1424 手动快速移动速度 O O 1425 回参考点的慢速 FLO O 1620 快速移动G00时直线加减速时间常数 O O 1622 切削进给时指数加减速时间常数 O O 1624 JOG 方式的指数加减速时间常数 O O 1626 螺纹切削时的加减速时间常数 O 1815/1 OPT 用分离型编码器 O O 1815/5APC 用绝对位置编码器 O O 1816/4,5,6DM1--3 检测倍乘比DMR O O 1820指令倍乘比CMROOI/O 通道1的参数: 111/0 SB2 停止位数O O 111/3 ASI 数据输入代码:ASCII 或EIA/ISO O O 111/7 NFD 数据输出时数据后的同步孔的输出 O O 112输入输出设备号: 0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器) OO113波特率:10:480011:9600 12:19200O O其它通道参数请见参数说明书。
加工中心切削参数表(整体合金刀、飞刀、球刀

0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
底刃切削
不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削
侧刃切削
1 0.1 500 5500 50 0.783 0.1 1.5 800 5000 50 0.783 0.1-0.2 2 1000 3500 50 0.783 0.1-0.2 2 1000 3000 50 0.783 侧刃切削
1450 -0.025--0.047 高速推荐侧刃切削
7950 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
4.35 -0.025--0.047 高速推荐侧刃切削
18 -0.032--0.059 高速推荐侧刃切削
0.24 -0.032--0.059 高速推荐侧刃切削
切削参数 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min)
底刃切削
不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削 不提倡底刃切削
立式加工中心技术参数指标

联轴器
KTR或R+W公司
空气开关
优质品牌
行程开关
优质品牌
拖链
优质品牌
电器接触器
优质品牌
水泵电机
优质品牌
刀库
优质品牌
自动排屑功能
机外链板式自动排屑器
机床重量
KG
≥6000
CNC控制系统采用FANUC Oi-MC,数控系统配备标准RS-232接口、CF卡及通讯线缆。机床床身铸件由制造商自行生产。
伺服电机最大扭矩
N.m
≥12
精度
定位精度(全程)
mm
≤X/Y/Z:±0.006
重复定位精度(全程)
mm
≤X/Y/Z:±0.004
刀库
换刀方式
机械手
刀具数
pcs
≥20
刀具最大长度
mm
≥350
刀具最大直径
mm
≥180
刀具最大重量
kg
≥8
其它
冷泵电机
kw
≥0.5
滚珠丝杆轴承
NSK
线性导轨
宽度≥45mm
润滑系统
rpm
≥8000
主轴孔锥度
-
BT-40
主轴电机功率
kw
≥5.5/7.5
FANUCα电机
主轴组
优质品牌
主轴轴承
NSK(前4后2形式)
X/Y/Z轴快速位移
m/min
≥30/30/30
最大切削进给率
m/min
10
X、Y、Z滚珠丝杠
≥Φ40mm
预拉伸技术
X、Y、Z丝杠支撑形式
双端定位
X、Y、Z电机功率
kw
≥3FANUCα电机
加工中心常用刀具参数
加工中心常用刀具参数加工中心是一种用来进行金属材料的数控加工的机床,常用刀具参数是决定加工质量和效率的重要因素之一、以下是一些常用的加工中心刀具参数。
1.刀柄类型:加工中心常用的刀柄类型有普通刀柄、卡盘刀柄和棒料刀柄。
普通刀柄适用于一般的加工需求,卡盘刀柄适用于需要多次换刀的加工,棒料刀柄适用于棒料材料的加工。
2. 刀具直径:刀具直径是指刀具刃部的直径,常用的刀具直径有2mm、4mm、6mm等。
刀具直径的选择要根据加工件的尺寸、加工深度和加工材料的硬度等因素确定。
3.切削长度:切削长度是指刀具的刃部可以进入工件的深度。
切削长度的选择主要根据加工件的尺寸和形状来确定。
4.刀具材料:常用的刀具材料有硬质合金、高速钢和陶瓷等。
硬质合金的刀具具有较高的硬度和耐磨性,适用于加工硬度较高的材料;高速钢的刀具耐热性较好,适用于高速加工;陶瓷刀具具有良好的耐磨性和耐高温性,适用于高精度加工。
5.刀具涂层:刀具涂层可以提高刀具的耐磨性和切削性能。
常用的刀具涂层有涂层碳化物、涂层氮化物和涂层氧化物等。
不同的刀具涂层适用于不同的加工材料和加工工艺。
6.切削速度:切削速度是指刀具在切削过程中切削的线速度。
切削速度的选择要根据加工材料的硬度、刀具的材料和刀具的刃数等因素确定。
7.进给速度:进给速度是指刀具在切削过程中每分钟进给的长度。
进给速度的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
8.加工参数:加工参数是指切削深度、切削宽度和进给量等加工过程中的参数。
加工参数的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
常用刀具参数的选择要根据具体的加工要求和材料特性等因素来确定,可以通过试刀和实验等方式来确定最佳的刀具参数。
刀具参数的正确选择可以提高加工效率和加工质量,减少加工成本和损耗。
加工中心三合一参数设置

加工中心三合一参数设置摘要:一、引言二、加工中心三合一参数设置的概念和意义1.概念2.意义三、加工中心三合一参数设置的具体步骤1.确定加工中心三合一的类型2.确定加工中心的主要参数3.设置加工中心的三合一参数四、加工中心三合一参数设置的注意事项五、结论正文:一、引言在现代制造业中,加工中心是一种常见的机械加工设备,它能够实现多种工艺的连续加工,大大提高了生产效率。
而加工中心三合一参数设置,则是指对加工中心的三个主要参数进行设置,以达到最佳的加工效果。
二、加工中心三合一参数设置的概念和意义1.概念加工中心三合一参数设置,指的是对加工中心的主轴转速、进给速度和刀具补偿的设置。
这三个参数对于加工中心的加工效果有着重要影响,因此需要进行科学合理的设置。
2.意义加工中心三合一参数设置的意义主要体现在以下几个方面:(1)提高加工精度:合理的参数设置可以提高加工中心的加工精度,使得加工出来的产品满足设计要求。
(2)提高加工效率:通过设置合适的参数,可以提高加工中心的工作效率,缩短生产周期。
(3)保护设备:合理的参数设置可以避免设备因为超负荷工作而损坏,延长设备使用寿命。
三、加工中心三合一参数设置的具体步骤1.确定加工中心三合一的类型首先要根据加工中心的类型,确定需要设置的三合一参数。
不同类型的加工中心,三合一参数的设置可能会有所不同。
2.确定加工中心的主要参数在确定了加工中心三合一的类型后,就需要根据加工中心的主要参数进行设置。
主要参数包括主轴转速、进给速度和刀具补偿。
3.设置加工中心的三合一参数在确定了主要参数后,就可以根据加工的具体要求,进行三合一参数的设置了。
设置时需要考虑的因素包括加工的材料、加工的工艺、加工的尺寸等。
四、加工中心三合一参数设置的注意事项在设置加工中心三合一参数时,需要注意以下几点:(1)参数设置要合理,不能过高或者过低,否则可能会影响加工效果或者设备寿命。
(2)参数设置需要根据实际情况进行,不能一概而论。
加工中心切削参数表
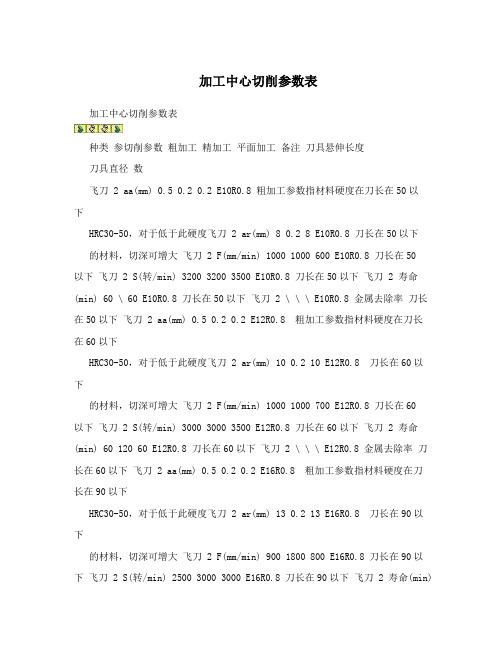
加工中心切削参数表加工中心切削参数表种类参切削参数粗加工精加工平面加工备注刀具悬伸长度刀具直径数飞刀 2 aa(mm) 0.5 0.2 0.2 E10R0.8 粗加工参数指材料硬度在刀长在50以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 8 0.2 8 E10R0.8 刀长在50以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1000 600 E10R0.8 刀长在50以下飞刀 2 S(转/min) 3200 3200 3500 E10R0.8 刀长在50以下飞刀 2 寿命(min) 60 \ 60 E10R0.8 刀长在50以下飞刀 2 \ \ \ E10R0.8 金属去除率刀长在50以下飞刀 2 aa(mm) 0.5 0.2 0.2 E12R0.8 粗加工参数指材料硬度在刀长在60以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 10 0.2 10 E12R0.8 刀长在60以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1000 700 E12R0.8 刀长在60以下飞刀 2 S(转/min) 3000 3000 3500 E12R0.8 刀长在60以下飞刀 2 寿命(min) 60 120 60 E12R0.8 刀长在60以下飞刀 2 \ \ \ E12R0.8 金属去除率刀长在60以下飞刀 2 aa(mm) 0.5 0.2 0.2 E16R0.8 粗加工参数指材料硬度在刀长在90以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 13 0.2 13 E16R0.8 刀长在90以下的材料,切深可增大飞刀 2 F(mm/min) 900 1800 800 E16R0.8 刀长在90以下飞刀 2 S(转/min) 2500 3000 3000 E16R0.8 刀长在90以下飞刀 2 寿命(min)60 120 60 E16R0.8 刀长在90以下飞刀 2 \ \ \ E16R0.8 金属去除率刀长在90以下飞刀 2 aa(mm) 0.5 0.2 0.2 E20R0.8 粗加工参数指材料硬度在刀长在130以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 17 0.2 17 E20R0.8 刀长在130以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1800 900 E20R0.8 刀长在130以下飞刀 2 S(转/min) 2200 2500 2500 E20R0.8 刀长在130以下飞刀 2 寿命(min) 60 120 60 E20R0.8 刀长在130以下飞刀 2 \ \ \ E20R0.8 金属去除率刀长在130以下飞刀 2 aa(mm) 0.5 0.2 0.2 E25R0.8 粗加工参数指材料硬度在刀长在150以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 22 0.2 22 E25R0.8 刀长在150以下的材料,切深可增大飞刀 2 F(mm/min) 1200 1800 1000 E25R0.8 刀长在150以下飞刀 2 S(转/min) 2000 2300 2300 E25R0.8 刀长在150以下飞刀 2 寿命(min) 60 120 60 E25R0.8 刀长在150以下飞刀 2 \ \ \ E25R0.8 金属去除率刀长在150以下飞刀 2 aa(mm) 0.5 0.2 0.2 E32R0.8 粗加工参数指材料硬度在刀长在200以下HRC30-50,对于低于此硬度飞刀 2 ar(mm) 29 0.2 29 E32R0.8 刀长在200以下的材料,切深可增大飞刀 2 F(mm/min) 1500 2000 1000 E32R0.8 刀长在200以下飞刀 2 S(转/min) 2000 2200 2200 E32R0.8 刀长在200以下飞刀 2 寿命(min) 60 120 60 E32R0.8 刀长在200以下飞刀 2 \ \ \ E32R0.8 金属去除率刀长在200以下飞刀 2 aa(mm) 0.4 0.25 0.2 E25R5 粗加工参数指材料硬度在刀长在100以下HRC30-86,对于低于此硬度飞刀 2 ar(mm) 14 0.3 14 E25R5 刀长在100以下的材料,切深可增大飞刀 2 F(mm/min) 2000 2000 500 E25R5 刀长在100以下飞刀 2 S(转/min) 2000 2200 2000 E25R5 刀长在100以下飞刀 2 寿命(min) 240 \ E25R5 刀长在100以下飞刀 2 11.2 \ \ E25R5 金属去除率刀长在100以下飞刀普aa(mm) 0.8 0.1-0.5 0.2 E32R6 粗加工参数指材料硬度在刀长在150以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 25 0.1-0.5 25 E32R6 的材料,切深可增大刀长在150以下通飞刀普F(mm/min) 2000 2000 700 E32R6 刀长在150以下通飞刀普S(转/min) 2000 2200 2000 E32R6 刀长在150以下通飞刀普寿命(min) 480 \ E32R6 刀长在150以下通飞刀普64 0.21 \ E32R6 金属去除率刀长在150以下通飞刀普aa(mm) 0.8 0.1-0.5 0.2 E40R6 粗加工参数指材料硬度在刀长在200以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 33 0.1-0.5 32 E40R6 的材料,切深可增大刀长在200以下通飞刀普F(mm/min) 2000 2000 800 E40R6 刀长在200以下通飞刀普S(转/min) 2000 2000 1800 E40R6 刀长在200以下通飞刀普寿命(min) 480 \ E40R6 刀长在200以下通飞刀普64 0.21 \ E40R6 金属去除率刀长在200以下通飞刀普aa(mm) 0.8-2 0.3 0.2 E52R6 粗加工参数指材料硬度在刀长在160以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 30 0.5 40 E52R6 的材料,切深可增大刀长在160以下通飞刀普F(mm/min) 2000 1400 500 E52R6 刀长在160以下通飞刀普S(转/min) 800-950 1200 1400 E52R6 刀长在160以下通飞刀普寿命(min) 480 \ E52R6 刀长在160以下通飞刀普64 0.21 \ E52R6 金属去除率刀长在160以下通飞刀普aa(mm) 0.6 0.3 0.2 E52R6 粗加工参数指材料硬度在刀长160-250 通 HRC30-50,对于低于此硬度飞刀普ar(mm) 30 0.5 40 E52R6 的材料,切深可增大刀长160-250通飞刀普F(mm/min) 1800 1600 500 E52R6 刀长160-250通飞刀普S(转/min) 950 1400 1400 E52R6 刀长160-250通飞刀普寿命(min) 480 600 \ E52R6 刀长160-250通飞刀普64 0.24 \ E52R6 金属去除率刀长160-250通飞刀普aa(mm) 0.5 0.3 0.2 E52R6 粗加工参数指材料硬度在刀长250-350 通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36.4 0.5 40 E52R6 的材料,切深可增大刀长250-350通飞刀普F(mm/min) 1200 1600 500 E52R6 刀长250-350通飞刀普S(转/min) 950 1400 1400 E52R6 刀长250-350通飞刀普寿命(min) 480 600 \ E52R6 刀长250-350通飞刀普64 0.24 \ E52R6 金属去除率刀长250-350通飞刀普aa(mm) 0.8-2 0.3 0.2 E63R6 粗加工参数指材料硬度在刀长在160以下通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36 0.5 50 E63R6 的材料,切深可增大刀长在160以下通飞刀普F(mm/min) 1800 1400 500 E63R6 刀长在160以下通飞刀普S(转/min) 700-1000 1400 1200 E63R6 刀长在160以下通飞刀普寿命(min) 4800 600 \ E63R6 刀长在160以下通飞刀普72 0.225 \ E63R6 金属去除率刀长在160以下通飞刀普aa(mm) 0.6 0.3 0.2 E63R6 粗加工参数指材料硬度在刀长160-250 通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36 0.5 50 E63R6 的材料,切深可增大刀长160-250通飞刀普F(mm/min) 1800 1400 500 E63R6 刀长160-250通飞刀普S(转/min) 1000 1200 1200 E63R6 刀长160-250通飞刀普寿命(min) 4800 600 \ E63R6 刀长160-250通飞刀普72 0.225 \ E63R6 金属去除率刀长160-250通飞刀普aa(mm) 0.5 0.3 0.2 E63R6 粗加工参数指材料硬度在刀长250-350通 HRC30-50,对于低于此硬度飞刀普ar(mm) 36 0.5 50 的材料,切深可增大 E63R6 刀长250-350通飞刀普F(mm/min) 800 1000 500 E63R6 刀长250-350通飞刀普S(转/min) 1000 1200 1200 E63R6 刀长250-350通飞刀普寿命(min) 4800 600 \ E63R6 刀长250-350通飞刀普72 0.225 \ E63R6 金属去除率刀长250-350通。
加工中心主轴负载参数表

加工中心主轴负载参数表一、加工中心主轴负载参数表概述加工中心主轴负载参数表是对主轴在加工过程中所承受的各种负载的详细描述,包括轴向、径向、扭矩和转速等方面的负载参数。
这些参数是衡量主轴性能和安全运行的重要依据,对于加工中心的选型、应用和维护具有指导意义。
二、主轴负载参数表的构成1.轴向负载参数:主要包括主轴在轴向承受的力矩、压力等。
这些参数与主轴的刚度、轴承类型及安装方式等因素密切相关。
2.径向负载参数:主要包括主轴在径向承受的力矩、弯矩等。
这些参数与主轴的径向跳动、轴承间隙及安装方式等因素有关。
3.扭矩负载参数:主要包括主轴在加工过程中承受的扭矩值。
这些参数与主轴的扭矩容量、刀具的切削力及加工材料的性质等因素有关。
4.转速负载参数:主要包括主轴在不同转速下的性能表现。
这些参数与主轴的转速范围、功率输出及加工过程的稳定性等因素有关。
三、主轴负载参数表的作用1.指导选型与应用:通过对主轴负载参数的了解,可以为用户提供合适的加工中心型号和配置,满足其加工需求。
2.辅助故障诊断与分析:当加工中心出现故障时,主轴负载参数表可作为参考,帮助用户快速定位问题,缩短故障排查时间。
3.优化加工过程与提高加工效率:通过分析主轴负载参数,可以调整加工参数,降低能耗,提高加工效率。
四、如何正确解读与运用主轴负载参数表1.了解相关概念与术语:在使用主轴负载参数表之前,需要了解其涉及的术语和概念,如主轴扭矩、转速范围等。
2.结合实际应用场景进行分析:不同应用场景下,主轴负载的需求和表现各异。
因此,在解读主轴负载参数表时,要结合实际情况进行分析。
3.对比不同厂家产品的性能指标:在选购加工中心时,可将不同厂家的主轴负载参数表进行对比,以挑选出性能优越、安全可靠的产品。
五、主轴负载参数表在实际加工中的应用案例(此处举例说明主轴负载参数表在实际加工中的应用,如提高某型号加工中心的加工效率、降低故障率等。
)六、总结与展望主轴负载参数表在加工中心选型、应用和维护方面具有重要指导作用。
加工中心刀具切削参数

加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金 45号钢)
表三(白钢球刀光刀铝合金 45号钢)
表四(钨钢球刀光面 45号钢不锈钢)
表五(钨钢平刀光刀 45号钢不锈钢)
表六(白钢平刀光刀
铝合金 45号钢)。
加工中心的特点、种类、功能和主要技术参数

加工中心的特点、种类、功能和主要技术参数本项目主要对加工中心的特点、种类、功能和主要技术参数加以概述,使初学者对加工中心有一个基本认识。
项目一加工中心的基本组成同类型的加工中心与数控铣床的结构布局相似,主要在刀库的结构和位置上有区别,一般由床身、主轴箱、工作台、底座、立柱、横梁、进给机构、自动换刀装置、辅助系统(气液、润滑、冷却)、控制系统等组成,如图5-1 所示。
项目二加工中心分类加工中心的品种、规格较多,这里仅从结构上对其作一分类。
一、立式加工中心指主轴轴线为垂直状态设置的加工中心。
其结构形式多为固定立柱式,工作台为长方形,无分度回转功能,适合加工盘、套、板类零件。
一般具有三个直线运动坐标,并可在工作台上安装一个水平轴的数控回转台,用以加工螺旋线零件。
立式加工中心装夹工件方便,便于操作,易于观察加工情况,但加工时切屑不易排除,且受立柱高度和换刀装置的限制,不能加工太高的零件。
立式加工中心的结构简单,占地面积小,价格相对较低,应用广泛。
二、卧式加工中心指主轴轴线为水平状态设置的加工中心。
通常都带有可进行分度回转运动的工作台。
卧式加工中心一般都具有三个至五个运动坐标,常见的是三个直线运动坐标加一个回转运动坐标,它能够使工件在一次装夹后完成除安装面和顶面以外的其余四个面的加工,最适合加工箱体类零件。
卧式加工中心调试程序及试切时不便观察,加工时不便监视,零件装夹和测量不方便,但加工时排屑容易,对加工有利。
与立式加工中心相比,卧式加工中心的结构复杂,占地面积大,价格也较高。
三、龙门式加工中心龙门式加工中心的形状与龙门铣床相似,主轴多为垂直设置,除自动换刀装置外,还带有可更换的主轴附件,数控装置的功能也较齐全,能够一机多用,尤其适用于加工大型或形状复杂的零件,如飞机上的梁、框、壁板等。
项目三加工中心主要加工对象加工中心适用于复杂、工序多、精度要求高、需用多种类型普通机床和繁多刀具、工装,经过多次装夹和调整才能完成加工的具有适当批量的零件。
五轴加工中心机技术参数对比表

中兴电工与亚太菁英技术参数对比表27series项目单位CHEM 27Lseries(中兴电工)天车式GM27(亚太菁英)工作台规格X轴方向mm 3,200-6,000 3,550或更长Y轴方向mm 2,700 3,000工作台载重10,000(kg/m2) 3,000(kg/m2)工作台T形槽宽mm 28 28机器行程范围X轴行程mm 3,200-6,000 3,200-5,000或更长Y轴行程mm 2,700 2,700Z轴行程mm 1,000 1,000A/B/C轴、主轴规格A轴旋转角度±105°B轴旋转角度±115°C轴旋转角度±240°±330°A/B/C轴定位精度±0.001°主轴马力kw 43 42(S1-100%) 主轴最大扭力Nm 90 67主轴最高转速rpm 24,000 24,000进给系统三轴驱动方式线性马达线性马达X/Y/Z快速移动速度m/min 50 50X/Y/Z轴加速度m/s2 3 5X/Y/Z轴切削速度m/min 16 24刀库系统刀把形式HSK A63 HSK A63刀库容量T 30 30(40/60/80)中兴电工与亚太菁英技术参数对比表32series项目单位CHEM 32Lseries(中兴电工)天车式GM32(亚太菁英)G32(亚太菁英)工作台规格X轴方向mm 3,200-10,000 6,250或更长6,300Y轴方向mm 3,200 3,200 3,500工作台载重10,000(kg/m2) 3,000(kg/m2) 2,000(kg/m2) 工作台T形槽宽mm 28 28 28主轴鼻端至工作台距离mm 300-1,300 300-1,550机器行程范围X轴行程mm 3,200-10,000 6,000或更长6,000Y轴行程mm 3,200 3,200 3,200Z轴行程mm 1,000/1,300 1,000 1,200A/B/C轴、主轴规格A轴旋转角度±105°±105°B轴旋转角度±115°C轴旋转角度±240°±330°±270°A/B/C轴定位精度±0.001°±0.001°主轴马力kw 43 42(S1-100%) 42(S1-100%) 主轴最大扭力Nm 90 67 300主轴最高转速rpm 24,000 24,000 10,000进给系统三轴驱动方式线性马达线性马达线性马达X/Y/Z快速移动速度m/min 40 40 40X/Y/Z轴加速度m/s2 3 4/5/5 2X/Y/Z轴切削速度m/min 16 20 20刀库系统刀把形式HSK A63 HSK A63 HSK 100A 刀库容量T 30 30(40/60/80) 20(30/40/50/60)五轴加工中心机中兴电工与亚太菁英技术参数对比表40series项目单位CHEM 40Lseries(中兴电工)天车式GF40(亚太菁英)工作台规格X轴方向mm 6,000-10,000 6,000-30,000Y轴方向mm 4,000 4,000工作台载重10,000(kg/m2) 3,000(kg/m2)工作台T形槽宽mm 28 28机器行程范围X轴行程mm 6,000-10,000 6,000-30,000(每2m增加) Y轴行程mm 4,000 4,000Z轴行程mm 1,000(1,300/1,600) 1,000(1,300/1,500)A/B/C轴、主轴规格A轴旋转角度B轴旋转角度±115°±120°C轴旋转角度±240°±360°A/B/C轴定位精度±0.001°主轴马力kw 43 40主轴最大扭力Nm 90主轴最高转速rpm 24,000 12,000进给系统三轴驱动方式线性马达线性马达X/Y/Z快速移动速度m/min 40 40X/Y/Z轴加速度m/s2 3 4X/Y/Z轴切削速度m/min 16 20刀库系统刀把形式HSK A63 HSK A100刀库容量T 30 30。
法兰克加工中心寸动移动参数设置

法兰克加工中心寸动移动参数设置法兰克加工中心是一种高效、精度高的机床设备,能够完成工件的多种加工操作。
在使用法兰克加工中心时,合理的寸动移动参数设置对于保证加工质量、提高生产效率至关重要。
本文将从工件特性、切削参数和加工条件三个方面介绍法兰克加工中心寸动移动参数的设置。
一、工件特性:1.材料:法兰克加工中心可用于加工金属、塑料及其他材料,但不同材料的硬度、韧性、切削性能等特性不同,因此在设置寸动移动参数时需根据工件材料特性进行调整。
2.尺寸:不同大小的工件对于寸动移动参数的设置也有一定的影响。
一般来说,较大的工件需要较大的进给速度和进给量,而较小的工件则相对较小。
二、切削参数:1.进给速度:进给速度是法兰克加工中心进行高速运动的速度,一般用mm/min来表示。
合适的进给速度能够保证切削过程的稳定性和加工质量。
进给速度设置过快会导致切削过程中产生震动,影响加工质量;进给速度设置过慢则会延长加工周期,降低生产效率。
因此,在设置寸动移动参数时需要根据工件特性进行合理的进给速度选择。
2.切削深度:切削深度是法兰克加工中心刀具进入工件的深度,一般用mm来表示。
由于切削深度与加工时间和切屑的排除有关,因此在设置寸动移动参数时需要根据工件的要求和加工条件进行适当选择。
3.切削速度:切削速度是法兰克加工中心刀具切削工件时的速度,一般用m/min来表示。
切削速度过快会使刀具与工件之间的摩擦和磨损加剧,甚至导致刀具断裂;切削速度过慢则会降低加工效率。
因此,在设置寸动移动参数时需要根据切削性能和工件材料进行合理的选择。
三、加工条件:1.刀具选择:法兰克加工中心刀具种类繁多,包括铣刀、钻头、车刀等,不同的刀具适用于不同的加工操作。
刀具的选择应根据工件的形状、材料和加工要求进行合理的选择。
2.冷却液:在法兰克加工中心加工过程中,冷却液的使用可以起到冷却刀具和工件的作用,减少切削温度和摩擦,延长刀具寿命。
因此,在设置寸动移动参数时需要适当加液,以提高加工效果和切削质量。
t-v850加工中心的主要技术参数
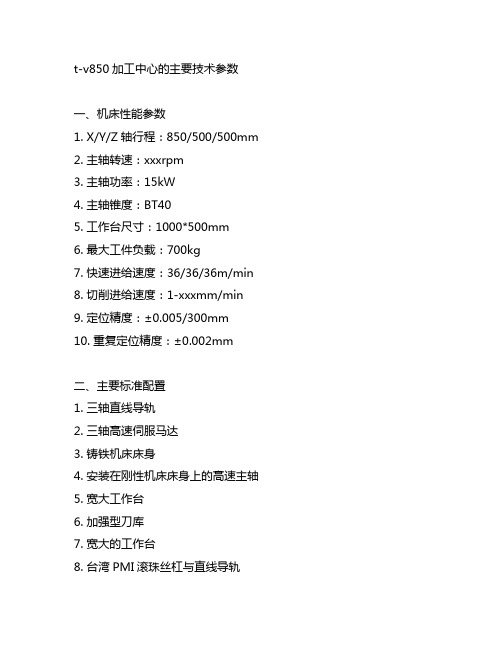
t-v850加工中心的主要技术参数一、机床性能参数1. X/Y/Z轴行程:850/500/500mm2. 主轴转速:xxxrpm3. 主轴功率:15kW4. 主轴锥度:BT405. 工作台尺寸:1000*500mm6. 最大工件负载:700kg7. 快速进给速度:36/36/36m/min8. 切削进给速度:1-xxxmm/min9. 定位精度:±0.005/300mm10. 重复定位精度:±0.002mm二、主要标准配置1. 三轴直线导轨2. 三轴高速伺服马达3. 铸铁机床床身4. 安装在刚性机床床身上的高速主轴5. 宽大工作台6. 加强型刀库7. 宽大的工作台8. 台湾PMI滚珠丝杠与直线导轨三、可选配置1. 4轴/5轴转台2. 数控旋转头3. 高速刚性刀库4. 冷却系统5. 刀具长度检测装置6. 高压冷却系统7. 自动工件测量系统四、适用行业1. 适用于模具制造2. 适用于汽车零部件加工3. 适用于航空航天零部件加工4. 适用于通用工程机械零部件加工5. 适用于3C电子零部件加工五、机床优势1. 采用铸铁机床床身,刚性好,稳定性强2. 高速主轴可满足精密加工需求3. 宽大的工作台适用于大型工件加工4. 可选配置丰富,满足不同加工需求5. 适用行业广泛,市场需求大六、使用效果1. 高速主轴与高速伺服马达配合,加工效率高2. X/Y/Z三轴行程大,适用范围广3. 定位精度高,加工精度高4. 机床稳定性强,使用寿命长5. 高效率、高精度、稳定可靠七、结语t-v850加工中心作为一款高性能、高稳定性的数控加工设备,具有较为优秀的加工能力和适用范围。
其主要技术参数的稳定可靠性能,可靠的刚性机床床身和高速主轴的优势,使其在模具制造、汽车零部件加工、航空航天零部件加工等行业得到了广泛的应用。
在未来的市场竞争中,t-v850加工中心有着广阔的发展前景,有望成为行业内的领先产品。
t-v850加工中心是一款性能优异、稳定可靠的数控加工设备,具有出色的加工能力和广泛的适用范围。
加工中心参数对比

200~505 (250~555) 600x300 120(200)
100~405 φ 140 40
10~10000(16~16000)
10~10000(16~16000)
主轴
高扭矩 10~10000 攻丝时主轴最高 MAX6000 主轴锥孔 主轴中心出水 快速进给速度XYZ 切削进给速度 刀柄规格 拉钉规格
ቤተ መጻሕፍቲ ባይዱ
250~660 230~640 650x450 850x450 250(300)
415 — — 120~370 645 645(865) 400x200 600x425 800x400 70 200 600
刀具交 换装置
刀具库存数
刀具最大长度 250 200 250/160 刀具最大直径 110 80 刀具最大重量 25/35 25/40 40 tool to tool 0.8 0.8/0.9 0.9 刀具交 chip to chip 1.4 1.6/1.7 1.4 换时间 cut to cut 1.2 1.3/1.4 — 主轴马 10.1/6.7(7.4/4 10.1/6.7(7.4/4.9) 达(10 .9) 分/连 高扭矩 12.8/8.8 12.8/8.8(8.9/6.3) — 马达 进给轴用马达 X、Y轴:1.0 Z轴:2.0 X、Y轴:1.8 Z(A)轴:1.8 电源容 量(连 所需电 续) 高扭矩 源 所需流 量 机械高度 9.5(9.5) 10.4 45 10.4(9.5) 45(115) 2497 1080x25 2050x222 1560x222 57 0 0 (2776 (2692) (2692) ) 2400 2250 2200 0.006~0.020 10.4 50 2588 1400x2654 (3344) 2700 — 130 2513 1280x3641 2370 X、Y、Z轴: 0.006~0.020 A.C轴:28秒以 X、Y、Z轴:不 到0.004 A.C 轴:16秒以下 — —
ucp800加工中心机床参数

ucp800加工中心机床参数
以下是UCP800加工中心机床的部分参数:
1. 工作行程:X轴行程≥800mm,Y轴行程≥650mm,Z轴行程≥500mm。
2. 回转轴:±360度(连续)。
3. 摆动轴总摆角:≥210°。
4. 切削进给速度和编程单位:直线轴(X、Y、Z轴):≥30000mm/min,回转轴:≥20rpm,摆转轴:≥10 rpm。
5. 直线轴最小编程分辨率:。
6. 回转轴和摆转轴最小编程分辨率:°。
7. 主轴最高转速:20000r/min。
8. 最大快移速度:30m/min。
9. 刀库:30把。
10. 主电机功率:30kW。
11. 主轴最大扭矩:91N·m。
12. 重复定位精度:±。
13. 主轴锥孔:HSK 63A。
14. 主轴端径向圆跳动:小于3μm。
如需了解更多参数,建议访问UCP800加工中心机床制造商的官方网站,或咨询制造商的销售代表以获取详细的技术规格和参数。
加工中心切削参数biao

0.98 1000 2000 90 \ 0.5 1 1000 2000 90 \ 0.5 1.34 1000 2000 90 \
0.3 1400 3200 120 \ 0.3 0.28 1400 3200 120 \ 0.3 0.3 1200 2000 180 \
0.35 1000 2000 90 \ 0.3 0.4 1000 2000 90 \ 0.3 0.48 1000 2000 90 \
2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2
ar (mm) F(mm/min) S(转/min) 寿命(min) 金属去除 a a(mm) ar (mm) F(mm/min) S(转/min) 寿命(min) 金属去除 a a(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除
刀具直径 B1R0.5 B1R0.5 B1R0.5 B1R0.5 B1R0.5 B1R0.5 B2R1 B2R1 B2R1 B2R1 B2R1 B2R1 B3R1.5 B3R1.5 B3R1.5 B3R1.5 B3R1.5 B3R1.5 B4R2 B4R2 B4R2 B4R2 B4R2 B4R2
种类 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层
B6R3 B6R3 B6R3 B6R3 B6R3 B6R3 B8R4 B8R4 B8R4 B8R4 B8R4 B8R4 B10R5 B10R5 B10R5 B10R5 B10R5 B10R5 B12R6 B12R6 B12R6 B12R6 B12R6 B12R6 B16R8
cnc高速加工参数

高速加工中心钨钢铣刀的切削参数
切削材料
模具钢料(30≤硬度HRC≤40)
刃径(d)
转速(S)
进刀(F)
1以上参数是以高速加工中心(主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是
HRC45-55(洛氏硬度)左右
2平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表
3高速加工中心一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少
使用“飞刀”,也即合金铣刀
4高速加工的理念就是:转速高,切削快,切削量少
转速(S)
进刀000
0.03-0.05
2
14000
1800-2000
0.07-0.08
4
13000
2500
0.1-0.15
6
12000
2800-3000
0.3
8
8000
3000-3500
0.3
10
7000
3500
0.4
12
6500-7000
3500
0.4
注解:
切削量(H)
1
16000
500
0.02
2
13000
1500-1800
0.04
4
12000
2500-2800
0.06
6
9000-10000
3000
0.08
8
8000
3000
0.1
10
加工中心切削参数表

加工中心切削参数表⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^&f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
钜钢v855加工中心配置参数表

钜钢v855加工中心配置参数表钜钢V855加工中心是一款高性能的数控加工设备,广泛应用于各类金属加工行业。
以下将对钜钢V855加工中心的配置、性能特点、适用行业及购买使用建议进行详细介绍。
一、钜钢V855加工中心简介钜钢V855加工中心是一款具有强大加工能力的数控设备,其结构紧凑、占地面积小,适用于各类工厂和企业进行批量生产。
该设备采用了先进的数控系统,具有较高的控制精度和工作效率。
二、钜钢V855加工中心主要配置1.机床结构:采用封闭式结构,具有良好的刚性和稳定性。
2.数控系统:采用国际知名品牌数控系统,具有高精度、高效率、高可靠性。
3.刀具系统:配置多种刀具,满足多种加工需求。
4.自动换刀系统:快速、准确地进行刀具更换,提高工作效率。
5.冷却系统:保证加工过程中设备运行稳定,延长设备使用寿命。
6.防护装置:确保操作安全,降低事故风险。
三、钜钢V855加工中心性能特点1.高精度:采用高精度滚珠丝杠和线性滑轨,保证加工精度。
2.高效率:高速主轴,提高加工速度,缩短生产周期。
3.高可靠性:采用知名品牌零部件,确保设备稳定运行。
4.多种加工功能:配备多种数控功能,满足多种加工需求。
四、钜钢V855加工中心适用行业及场景1.汽车零部件加工:适用于汽车轮毂、刹车盘等零部件的加工。
2.航空航天:适用于航空发动机、导弹等复杂零件的加工。
3.模具制造:适用于模具零件的精密加工。
4.电子零部件加工:适用于电子产品外壳、散热器等零部件的加工。
五、购买与使用建议1.购买时应注意选择正规渠道,确保购买到正品设备。
2.根据企业生产需求,合理选择配置,以提高设备使用效益。
3.使用前,对操作人员进行专业培训,确保安全、正确地使用设备。
4.定期对设备进行保养和维修,延长设备使用寿命。
综上所述,钜钢V855加工中心是一款具有高性能、高效率、高可靠性的数控加工设备。
加工中心技术参数规范

加工中心技术参数规范一、机床参数1.尺寸参数:包括整体尺寸、工作台尺寸、加工范围等。
整体尺寸应满足加工环境要求,工作台尺寸应根据加工件尺寸灵活调整,加工范围应能满足各类加工要求。
2.重量参数:包括整机重量、最大承载重量等。
机床整机重量应能满足加工精度要求,最大承载重量应满足加工件的重量需求。
3.精度参数:包括定位精度、重复定位精度等。
定位精度应满足工艺要求,重复定位精度应能保持加工精度的稳定性。
4.速度参数:包括快移速度、进给速度等。
快移速度应满足机床空载时的快速定位要求,进给速度应能满足各类加工件的加工速度需求。
二、主轴参数1.主轴转速:包括最大转速、最小转速等。
最大转速应满足高速加工的要求,最小转速应满足低速加工的需求。
2.切削能力:包括最大切削力、最大切削扭矩等。
最大切削力应能满足各类切削工艺的要求,最大切削扭矩应能满足加工件的切削需求。
3.主轴锁紧力:应能满足高速切削过程中的可靠锁紧要求。
三、控制系统参数1.数控系统类型:包括常规数控系统、高级数控系统等。
根据加工要求选择合适的数控系统类型,常规数控系统可满足基本加工需求,高级数控系统可满足复杂零件的加工需求。
2.通信接口:包括RS232接口、以太网接口等。
通信接口应与工厂信息系统进行无缝对接,以实现自动化生产管理。
3.编程方式:包括手动编程、自动编程等。
手动编程适用于简单加工工艺,自动编程适用于复杂零件的加工。
4.伺服系统:包括伺服电机、伺服驱动器等。
伺服系统应具有高速、高精度的运动控制能力,以确保工件加工的精度和稳定性。
5.辅助功能:包括刀具长度补偿、自动换刀、自动测量等。
辅助功能应满足自动化加工的需求,提高工作效率和生产自动化水平。
综上所述,加工中心技术参数规范应包括机床参数、主轴参数、控制系统参数等方面的要求,从尺寸参数、重量参数、精度参数、速度参数等方面确保加工中心的稳定运行和高效生产。
只有在严格规范和要求下,加工中心才能更好地满足各类加工要求,提高工艺品质和生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械尺 占地面积(含控 2410x2442 寸 制箱打开部分) (2967) 机器重量 轴的两个方向定 位的准确性 精度 轴的两个方向定 位的反复性 定位精度 反复定位精度 — — 3300
不到0.004 0.005/300 ±0.003
项目 CNC装置形式 X轴 Y轴 移动量 Z轴 A轴 C轴 工作台表面至主 工作台 加工面尺寸 最大载重量
进给速 度
10~10000(27~27000) 10~10000 — MAX6000(8000) MAX6000 7/24 30号锥度 可选择(27~27000规格不可选) 50x50x56 50x50x50 X、Y轴: X、Y、Z轴:1~30000 1~10000 Z轴: 1~20000 MAS-BT30 MAS-P30T-2 14/21 14/22 22
刀具交 换装置
刀具库存数
刀具最大长度 250 200 250/160 刀具最大直径 110 80 刀具最大重量 25/35 25/40 40 tool to tool 0.8 0.8/0.9 0.9 刀具交 chip to chip 1.4 1.6/1.7 1.4 换时间 cut to cut 1.2 1.3/1.4 — 主轴马 10.1/6.7(7.4/4 10.1/6.7(7.4/4.9) 达(10 .9) 分/连 高扭矩 12.8/8.8 12.8/8.8(8.9/6.3) — 马达 进给轴用马达 X、Y轴:1.0 Z轴:2.0 X、Y轴:1.8 Z(A)轴:1.8 电源容 量(连 所需电 续) 高扭矩 源 所需流 量 机械高度 9.5(9.5) 10.4 45 10.4(9.5) 45(115) 2497 1080x25 2050x222 1560x222 57 0 0 (2776 (2692) (2692) ) 2400 2250 2200 0.006~0.020 10.4 50 2588 1400x2654 (3344) 2700 — 130 2513 1280x3641 2370 X、Y、Z轴: 0.006~0.020 A.C轴:28秒以 X、Y、Z轴:不 到0.004 A.C 轴:16秒以下 — —
250~660 230~640 650x450 850x450 250(300)
415 — — 120~370 645 645(865) 400x200 600x425 800x400 70 200 600
200~505 (250~555) 600x300 120(200)
100~405 φ 140 40
10~10000(16~16000)
10~10000(16~16000)
主轴
高扭矩 10~10000 攻丝时主轴最高 MAX6000 主轴锥孔 主轴中心出水 快速进给速度XYZ 切削进给速度 刀柄规格 拉钉规格
项目 X轴 Y轴 移动量 Z轴 A轴 C轴 工作台表面至主 轴头的距离 工作台 加工面尺寸 最大载重量 主轴转 数
S1000 1000 500
S700 700 300
S500 500 400 — —
S300 300
R450 450 320 305
M140 200 440 5~-95 360
180~480 1100x500 300(400) 800x400 600x400 250(300)
TC-22B
TC-22B-O
TC-20B
500 450 4ຫໍສະໝຸດ 0700200 185 (+70) 250
TC32BN(QT TC-32BN(FT) ) CNC-B00 550 400
TC-31B
350 250 350
主轴
进给速 度
刀具交 换装置
刀具交 换时间
机械尺 寸
200~550 500x270 80 12~12000 主轴转 12~12000(16~16000)30~30000 12~12000(16~16000) (22~22000) 数 — 高扭矩 攻丝时主轴最高 MAX8000 MAX10000 MAX8000 MAX6000(8000) 主轴锥孔 7/24 30号锥度 主轴中心出水 可选择 快速进给速度XYZ 70x70x70 70x70x70 40x40x45 50x50x50 X、Y轴: 1~10000 切削进给速度 X、Y、Z轴:1~20000 X、Y、Z轴:1~20000 Z轴: 1~20000 JBS4002~ 刀柄规格 MAS-BT30 MAS-BT30 15T JBS4002~ 拉钉规格 MAS-P30T-2 MAS-P30T-2 15P 刀具库存数 18(+1)/27(+1) 26(+1)/40(+1) 15(+1) 26(+1) 刀具最大长度 250 200 — 0.4/本 3.5/本(55/26本, 3.5/本,55/26 刀具最大重量 3.5/本 (3/15 80/40本) 本 本) 0.6 tool to tool 0.9 0.9 0.7 (0.4) chip to chip 2.4 2 1.3(1.1) 1.7 主轴马 7.4/4.9(11.2/6 11/6(10/7.3) 11/6(10/7.3) 3.2(2.7) 达(10 .4) X、Y轴: 进给轴用马达 X、Y、Z轴:1.3 X、Y、Z轴:1.3 0.3 Z X、Y、Z轴:1.5 轴:1.0 14.5(15.2) 14.5(15.0) 电源容 5.2 9.5(9.5) 常用空 0.4~0.6(推荐0.5Mpa) 空气提 气压 供 所需流 180 120 70 100 量 机械高度 2538 2360 1955 2283 1890x 占地面积(含控 1496x 1870x 900x1717 1890x 1404x2705 (3669 制箱打开部分) (3102) (3102) (2238) (3103) (3203) ) 机器重量 2780 2910 1200 4600 4400 2300 0.005/满 定位精度 0.005/300 0.005/300 行程 反复定位精度 ±0.003 ±0.003 ±0.002