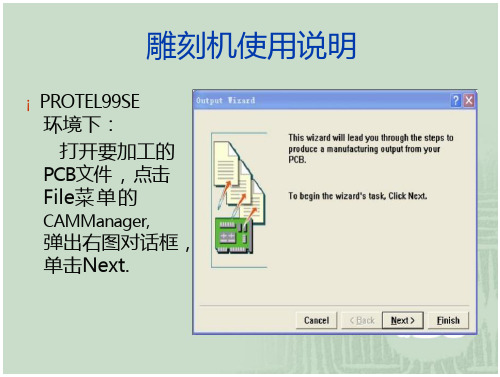
CT-H刻字机中文说明书
北京销售图云刻字机T-H操作说明书

前言尊敬的客户:欢迎使用图云T-H系列刻字机产品,愿我们的产品能为您带来方便和效益。
图云T-H系列产品操作简单,易学易用。
本说明书旨在详细介绍我们产品,使您对我们的产品有一个详细的认识。
为了方便您对本产品熟练的操作和使用,使本产品能更好地为您服务,我们建议您仔细阅读说明书的内容。
目录a 确保安全的使用方法 (3)b 标志符号说明 (3)2.标准配件 (5)3.产品示意图 (6)4.脚架和机器示意图 (7)a 腿架安装示意图 (7)b 机器的安装使用 (8)c 电源连接 (8)d 串口RS232 线和USB 线的连接 (8)e USB 驱动安装 (8)5.文泰软件 (11)a文泰软件的操作 (11)b 文泰的参数设置 (11)c SD 卡(Secure Digital Memory Card)使用 (13)6. 产品的基本设置和操作....... . (16)a 面板定义 (16)b 脱机/联机 (16)c 介质的移动和跑车移动 (17)d 速度和压力调试 (17)e 暂停功能 (17)f 介质的安装 (17)g 原点定位 (18)h 刀具的安装及调试 (19)j 介质测试条调试 (19)7. Flexi软件安装 (20)a Flexi参数设置和操作 (22)b.红点定位轮廓切割功能 (26)1.安全注意事项为确保你能正确地使用我们的刻字机,请遵守以下标志的指示说明。
a确保安全的使用方法警告注意b标志符号说明2.标准配件以下标准刻字机附件,应该出现在刻字机包装盒中(除脚架)。
如果有任何部件缺损,请与你购买刻字机的经销商或本公司联系。
3.产品示意图1.基座平台2.左、右侧盖3.控制面板4.跑车组5.刀座6.压纸杆组,7.压条8.上盖板9. I/O 插座和开关 10.RS232串口接口、USB 接口、SD 接口4. 腿架与机器安装a.腿架安装示意图图云T-H 割字机的腿架安装示意图:腿架零件按上图所示装配(不同型号的机器安装方法一样)。
刻字机使用说明书
Vicsign HW系列说明书1.安全注意事项 (2)1.1确保安全的使用方法 (2)1.2标志符号说明 (2)2.标准配件 (6)3.安装 (7)3.2腿架安装示意图 (7)3.3机器的安装使用 (7)3.4电源连接 (8)3.5串口RS232线和USB线的连接。
(8)3.6USB线连接 (8)3.7SD卡(Secure Digital Memory Card)使用 (11)3.8介质的安装 (12)3.9刀具的安装及调试 (14)3.10绘图笔的安装 (15)4.产品的基本设置和操作 (16)4.1脱机/联机 (16)4.2介质的移动和跑车移动 (16)4.3速度和压力调试。
(17)4.4暂停功能 (17)4.5原点定位 (17)4.6介质测试条调试 (18)4.7红点定位轮廓切割功能 (18)4.8刻绘功能 (21)5.Flexi软件 (22)5.1FlexiStarter软件的操作 (22)5.2Flexi8.6参数 (24)1.安全注意事项以确保操作员能正确地使用刻字机,从而防止刻字机的损坏。
请遵守带有以下标志的指示说明。
1.1确保安全的使用方法1.2标志符号说明操作不当会导致人员受伤。
操作不当会导致机器的受损。
操作不当会导致人员受伤或其他物体损伤。
符号表示使用者需高度重视及注三角形内的图样表明应注意的情况,左图表示“小心触电”符号表示必须禁止的举动,圆圈内的图样标明所禁止的动作。
左图表示“不得拆卸”警告注意不可使用不符合额定电压的电源。
使用不符合规定的电源可导致火灾或电击。
如机器冒烟,发出异味,杂音等异常情况,请切勿使用此种状况下用会造成火灾或电击严禁带电拔电源插头带电拔插会损坏机器确保机器接地如不接地,会导致电击或者机械故障。
不可对机器拆卸、修理或整改。
这样做可导致火灾或电击,造成人员受伤警告机内不可渗入液体,掉入金属物件等。
这些物体会导致火灾不可用手指触摸刀尖。
此举会导致手指受伤。
雕刻机使用说明书

雕刻机使用说明书-CAL-FENGHAI.-(YICAI)-Company One1雕刻机使用手册目录首页 ....................................................................... 错误!未定义书签。
安装前注意事项: .................................................. 错误!未定义书签。
第一章雕刻机的组成 ........................................... 错误!未定义书签。
一、图片 ........................................................ 错误!未定义书签。
二、雕刻机配件 ............................................ 错误!未定义书签。
第二章雕刻机的安装及软件设置 ........................ 错误!未定义书签。
一、机器安装 ................................................... 错误!未定义书签。
二.软件的安装................................................ 错误!未定义书签。
三.软件的参数设置........................................ 错误!未定义书签。
第三章雕刻机的操作流程.................................... 错误!未定义书签。
第四章刀具的选择 ............................................... 错误!未定义书签。
第五章机器的日常维护及保养............................ 错误!未定义书签。
HC说明书(特制)

1 安全指导请在使用您的刻字机以前阅读以下指导:¾防止大头针,小螺钉等细小异物落入砂辊缝隙内。
¾将所有的设备连接到一个可靠接地的插座上。
¾不要使用损坏的电源线。
¾不可带电插拔与电脑相联接的电缆。
¾不工作时压轮不要压在砂辊上。
¾在遇到下列情况时,请切断电源,与经销商联系:开关不灵敏或不起作用;刻字机摔下或机壳损坏;不能正常操作或性能上有明显变化。
¾不要试图自己修理刻字机。
使用刻字机时¾不要用手移动小车。
¾不要用手或重物按压导轨护罩。
¾始终使用刻字机船型开关来关闭刻字机。
处理刀座和笔座时¾刻字机不使用时,请将刀座和笔座从刀夹上取下,保存在儿童拿不到的位置。
¾如长期不使用刀座,请将刻刀从刀座取下,保存在刀盒里。
选择刻字机安放位置时¾将刻字机放在水平,稳定的大于刻字机的平面上,如果刻字机不稳,将影响刻绘效果。
¾避免振动,强电磁干扰,粉尘严重的地方。
¾避免湿度和温度发生剧烈变化的地方。
—1—2 拆箱和安装2—1 包装箱内容拆开包装箱后请仔细清点箱内所装物件,每个包装箱内应装有:1、主机一台;2、随机附件一包;3、机架零件一套;2—2 随机附件名 称 数 量 备注1 电源线 1根2 操作手册 1本3 刻刀座 1个4 刻刀 3把装人主机箱5 笔座 1个6 笔芯(带限位耳型) 1个7 串口通讯电缆 1根8 并口通讯电缆 1根9 产品保证书 1张2-3 机架零件—2——3—2-4 安装1、机架安装2、刻字机安装到机架上注意:1、带刹万向轮一个支脚梁装一个;2、调整左右立柱与机架横梁之间螺钉,使整机平稳。
3、 机架安装稳妥后,用四个螺钉和平垫将刻字机安装到机架上,拧紧。
3 部件名称12345678①电源开关②压轮座③裁纸条④刻刀架小车⑤按键面板⑥托纸滚筒⑦整机支架⑧压轮手柄—4—4 通电试机4—1 通电自检将刻字机电源线分别插在刻字机电源插座和220V交流电源上,打开电源开关,控制面板上的指示灯亮,刻刀小车左右往返运动一下,停在左端压轮附近位置,砂辊前后转动一下,机器自动检测完毕。
雕刻机使用说明书

雕刻机使用说明书雕刻机用户手册一、雕刻机安装前注意事项1.切勿在闪电或打雷时安装此设备,切勿在潮湿的地方安装电源插座,请勿触摸未绝缘的电源线。
2.上机操作人员必须经过严格的培训操作过程中必须注意人身安全和机器的安全,并严格按操作规程来操作电脑雕刻机。
3.电源电压要求210V-230V,若电源电压不稳或周围有大功率的用电设备,请一定要在专业技术人员指导下选择稳压电源。
4.雕刻机,控制柜必须接地线,不可带电插数据电缆线。
5.操作人员切勿戴手套工作,最好戴上防护眼罩。
6.机械本体为钢结构龙门部分航空铝铸件,相对较软,在安装螺钉时(特别是安装雕刻电机时)不要太用力,以防滑丝。
7.刀具一定要装好并夹紧,保持刀具锋利,钝刀将使雕刻质量下降使电机过载。
8.请勿将手指伸进刀具工作范围,切勿将雕刻头拆下来另作它用。
不可加工含石白棉的材料。
9.不要超过机械加工范围,长时不工作时要切断电源,机器移动时,须有专业人员在场指导下进行。
10.如机器出现异常情况,请参阅操作手册故障排除一章或与经销商联系解决;以免造成人为损坏。
11.变频器12.凡与电脑连接的控制卡安装必须插紧并拧上螺丝。
二、雕刻机的组成及随机附件雕刻机装箱清单序号配件数量单位01 雕刻机主件 1 套02 控制柜 1 套03 USB手柄 1 套04 电源线 1 根05 数据线 1 根06 说明书 1 本07 扳手 2 把08 刀夹具7 个09 雕刻刀20 把10 水泵 1 台11 程序光盘 1 张三. 雕刻机技术参数及加工参数台面尺寸(MM)1300*2500 转速:(转/分)24000最大雕刻尺寸(MM)1300*2500 z轴行程(MM)200 外型尺寸(MM)1600×3100×1800mm分辩率(MM/脉冲0.001) 刀柄直径12.7\ 8\ 6 \3.175主轴电机功率5000W 手柄USB脱机控制加工参数(部分)材料加工方式切削深度刀具主轴转速有机玻璃切割/切透5mm 锥形刀<20000RPMPVC发泡板切割/切透2-3mm 锥形刀<20000RPM双色板切割/切透1-2mm 锥形刀<20000RPM1mmABS板切透锥形刀<20000RPM硬铝雕刻0.5mm/次锥形刀<10000RPM紫铜雕刻0.5mm/次锥形刀<10000RPM冷轧钢板雕刻0.4mm/次锥形刀<10000RPM大理石雕刻0.4mm/次锥形刀<10000RPM四机器安装警告:所有的操作须是断电下操作1,机械主体与控制箱的连接,2,将机器主体上的控制数据线端接到控制箱上。
雕刻机使用说明

键盘操作说明工作状态方式刻字机工作过程中有“联机”“脱机”“二种状态。
5-1“联机”状态机器复位后自动进入联机状态。
在联机状态下,不管在刻绘过程中,或是等待主机送数时,按“加速”或“减速”键即可改变刻绘速度,每按“加速”一次,速度就提高一级,液晶屏幕上刻绘速度的值增加10mm/S,当达到最高级后,按“加速”键不再有反应。
每按“减速”键一次,速度就降低一级,液晶屏幕上刻字速度的值减小10mm/S,达到最低级后,再按“减速”键不再有反应。
本机刻绘速度最低V1=10mm/S,每提高一档为10mm/S,最高为800mm/S,抬刀空行程度速度最高为400mm/S。
类似地,在联机状态下,不管在刻绘的过程中,或是等待主机送数时,按“加压”一次,刀压就提高一级,液晶屏幕上刻刀压力值增加10克,当达到最高级后,按“加压”键不再有反应。
每按“减压”键一次,压力就降低一级,液晶屏幕上刻刀压力的值就减小10克,达到最低级后,再按“减压”键不再有反应。
另外,在联机状态下,按“测试”键可使刻刀落下,用于试验调整刻刀或绘图笔的高度或压力。
在刻绘过程中,如需要急停,可按一下“急停”键,再按一下则继续工作。
5-2“脱机”状态在联机状态,不管在刻绘的过程中,或是等待主机送数时,按一次“脱机”键,即进入脱机状态,此时“脱机”灯亮,如正在刻绘则停止动作,并抬起刻刀。
此时不能接收计算机传输来的数据。
但可以进行以下操作:1、按“↑”或“↓”键,可前后移动纸,直至极限位置不再有反应。
2、按“→”或“←”键,可左右移动刀,直至极限位置不再有反应。
3、按“定位”键,则以当前位置作为起点,并进入联机状态。
4、手控移动后再按一次“脱机”键,“脱机”灯灭,刻刀或笔将移回原来位置并恢复联机。
如“脱机”前正在刻绘,则刻刀或笔将返回停止位置并继续原来的刻绘工作。
5、移动后如按“定位”键,则脱机灯灭,正在刻绘的图形将从当前位置继续进行刻绘,并恢复联机。
刻字机还可以用来切割纸张或者雕刻纸张薄金属内的物质。
CT系列产品使用说明书
Table of contents目录表重要安全事项和符号说明.................................................................1前言......................................................................................................2前板功能介绍.....................................................................................3后板功能介绍.....................................................................................4技术指标.............................................................................................5故障排除.............................................................................................6Important Safety Instruction and symbol description......8Foreword...........................................................................................9Front panel functions..................................................................10Rear panel functions....................................................................11Specifications.................................................................................12Troubleshooting. (13)User Manual 's 用户使用手册CT Series重要安全事项和符号说明重要安全事项1. 阅读这些规定,注意所有警告,遵守这些规定。
H型刻字机说明书

一、前言感谢您选用嘉臣刻字机,该机采用美国专用集成电路,速度更快、精度更高、操作更简便,在国内处领先地位。
请在使用前认真阅读本手册,以保证良好的刻字质量及生产能力。
尽管已尽力提供详细、精确的信息,但如果您发现任何不明白或错误的地方,请及时与嘉臣公司联系。
安徽嘉臣智能数控科技有限公司目录注意事项 (2)第一章性能介绍 (5)第二章面板操作 (9)第三章刻字机安装 (12)第四章刻字常见问题说明…………. .13注意事项为了保证刻字机的安全和正确使用,使用之前请阅读该手册。
阅读完该手册之后,手册要放在随手能拿到的位置以便需要时快速参考。
勿让小孩接触刻字机。
以下是安全操作重要点和说明,请严格遵守。
安全符号说明确保接地安装●必须使用接有地线的三芯插座。
●如果不接地,一旦漏电,会造成操作人员受电击的伤害。
同时有可能烧坏机器或接口。
不得把刻字机放在临水,有雨有雪的地方。
●这样的话,一旦漏电,会造成电击或火灾。
如果刻字机冒烟,太热发出异味或者功能不正常,请不要继续使用。
要关掉电源,从电源插座上拔出电源线。
●在这种状态下继续使用刻字机,会造成电击或火灾。
●在确信刻字机不再冒烟后,请马上与嘉臣公司技术部联系。
在进行刻绘作业时要小心。
●在刻字作业时,手离开刀片。
●保持你的手、头发等离开刻字机移动部件。
不要在阳光直射或空调、加热器直接气流。
的地方使用或放置刻字机。
●这样放置的话,会有损刻字机的性能。
不要在多尘和潮湿的地方使用刻字机。
●会削弱刻字机的性能。
不要在刻字机上放置任何盛水或其它流体的容器。
●流液渗入刻字机内,会因漏电而造成电击或火灾。
如果有水或异物进入刻字机,请停止使用。
关掉电源并从电源插座上拔出电源线。
●这种情况下使用刻字机,因漏电会造成电击或火灾。
●请及时与嘉臣公司技术部联系。
不要擅自在刻字机机械部位添加润滑油。
●这样会造成刻字机失灵。
●如遇机器运转不正常,请与嘉臣公司技术部联系。
在刻字或绘图时,刻字机四周要有足够的空间,以防纸张碰撞四周的物品。
CT-H刻字机中文说明书
PCUT SERIES USER‘S MANUAL
3.2.1 把切割刀装入旋转刀具内,刀和刀具如下图所示.
(外观图)
(分解图)
刀具调节螺母 刀柄 刻刀 刀套 3.2.2 根据不同的切割介质,需要随时调整刀尖伸出的长度.
面材 底纸
正确
刀尖伸出太长
刀尖伸出太短
3.2.3 刀套组安装 (1) 松动刀架上的固定螺丝. (2) 把装有刀片的刀具装入刀架内. (3) 刀具到达一定位置后拧紧、固定螺丝.
技术特性pcutseriesusersmanual16承托及供纸方式主板控制面板驱动定位方式最大进纸宽度最大切割宽度最大切割速度最大切割长度最大切割厚度机械精度重复精度刀具种类绘图笔种类绘图指令接口电源功耗运行环境外包尺寸运输重量104533041016kg100w730mm630mmct630hct900hcortexm3内核32位高速处理器加亮图形液晶显示屏人性化操作键主导轴双高扭力马达微步细分驱动限界系统任意原点设定1000mm900mm600mms20000mm1mm1255数码调整005mm01mm2次10001000方框硬质合金钢刀直径114mm的各类水性油性原子绘图笔海报笔dmplhpgl自动识别usb串口inputac110v1010a60hzac220v1005a50hz100w温度
9
13
14
15
1、 左机壳 2、 限位开关 3、 压纸轮 4、 横梁 5、 上盖板 6、 跑车组 7、 刀套组 8、 夹刀架 & 刀套锁紧螺钉 9、 左按键(功能按键) 10、 液晶显示窗
4.1.2 按键
16
17
18 19
11、右按键(导航按键) 12、右机壳(内装主板) 13、串行接口 14、USB 接口 15、压纸轮手柄 16、底板(内装电源、驱动板、风扇等) 17、脚垫 18、电源开关 19、电源插座
CT200h 0-2

11
—按鈕及導引畫面全覽
編號
名稱
功能
□1
北方朝上或行車方 向朝上指標
此指標表示地圖是以北方朝上或行 車方向朝上顯示。輕按這個指標可 以改變地圖的方位。
□2
目前車輛位置記號
此記號表示目前車輛所在位置及行 進方向。
□3 車道導引
顯示車輛接近中的交叉路口的車 道。
□4 導引記號
這個記號顯示車輛應該轉彎的交叉 路口。當車輛接近這個記號時,螢 幕上會顯示交叉路口的導引畫面。
往所需的方向移動以選取某一功 能、文字和地圖畫面按鈕。
□5 「ENTER」鍵
輕按此鈕以進入選定的功能、文字 或地點畫面按鈕。
□6 「DISP」鍵
輕按此鈕以顯示 制)
畫面(畫面控
頁次 14,16,18,20, 24,33,162,
234 33, 34, 44
32, 33, 41
33 14,16,18,20,
請參閱第 62 頁「召喚地圖」。
18
4
點選
按鈕,再按
「ENTER」鍵。
導航系統進行路徑檢索(搜尋)。
點選
按鈕,再按
5 「ENTER」鍵,開始行
駛。
可選用建議路徑以外的路徑。(請 參 閱 第 83 頁 「 啟 動 路 徑 導 引」。)
6
前往目的地導引會同時以 語音及導引畫ቤተ መጻሕፍቲ ባይዱ進行。
19
—設定自宅為目的地
□4
按鈕
設定空調。 ................................. 234
□5 按鈕 設定音響。 ................................. 162
CTWG 中文说明书2.0 for WXPCNC

2.2
溅 射 保护 当 冲液流 量适中 时,可 以确保 正常排 屑、冷 却及切 割处于 最佳状 态,
然 而工件 的形状 、 切 割边缘 及工 件的固 定方式 都可能 使加工 中出现 液体飞 溅。 ● 立 柱装 有侧门 ,上 导轮、 上下线 臂及丝 筒都装 有防护 罩。 ● 工作 放 电 加工 前必 须将 上 述防 护罩 、防 溅板 安 装就 位以 防 止溅射 。同时 适当选 择冲液 的流量 以防止 溅射 。 台 液槽的 左 、右和 前面都 配有有 机玻璃 防溅板 。
-2CTWG
机床使用说明书
2 2.1 保 护措 施 电 击 保护 ● 电柜 电 柜门平 时用钥 匙锁锁 住关闭 。电 柜正面 的电源 总开关 可切断 系统电 源 。非电 气设备 维修人 员请不 要打开 电柜门 。 ● 急 停开 关 电 柜前门 上的红 色急停 开关可 以关断 电柜。
即 使 电 源 总 开 关 和 急 停 开 关 关 断 ,有 些 部 件 仍 然 可 能 带 电 !
3
机 床结 构 我 公司生 产的 CTWG 系列中 走丝线 切割机 床,可 分为无 锥度机 床和
锥 度机床 两种, 用户可 根据所 加工零 件的不 同进 行选购 。 机 床外观 示意图 如下所 示,其 各部分 结构及 其特 性介绍 如下:
图 3-1 机 床结 构
床身 床 身采用 T 型 床身, 长轴 在下, 短轴在 上,从 而使机 床运行 更稳定
-4-
CTWG
机床使用说明书
3.4 防 电 磁干 扰 电 加工系 统会产 生电磁 干扰,应 采取 措施尽 量予以 排除,防 止工作 区 域 及电网 中伴随 生成的 辐射。 ● 安 装位 置应尽 可能 远离产 生干扰 的发射 器和接 收器。 ● 在 可能 的情况 下, 机床应 不要放 置在靠 近街道 和居民 区的一 侧。 ● 最 好将 机床安 装在 混凝土 建筑中 ,而不 要安装 在木建 筑中。 4 废 物 处理 ● 放 电切 割过程 中,工件 中的一 些金属 颗粒会 进入 工作液 中,这些金 属 颗粒的 绝大部 分对环 境有害 ,应 按所在 国家和 地区的 有关法 律进行 处 理。 ● 用 过的 废丝必 须送 到专门 从事回 收的公 司处理 。 5 劳 动保 护规则 由 于工作 液为油 性液体,具有少 量毒 性及腐 蚀性,操 作人员 在操作 时 应 遵守以 下规则 : ● 操 作人 员应经 过培 训,且 具有相 关安全 知识。 ● 避 免长 期接触 工作 液,最 好佩戴 手套。 ● 接 触工 作液后 必须 尽快洗 手。 ● 防 止工 作液溅 入眼 睛。 ● 加 工中 会产生 烟雾 且工作 液会随 之挥发 ,应避 免吸入 工作液 。 ● 严 禁操 作人员 站在 台面上 进行其 他工作 。
H系列刻绘机用户操作手册
14
位时,机器自动设置于: A、 波特率=9600 B、 刻绘速度=V4,即 200mm/s,刻刀压
力约 100 克; C、 图形原点和机器原点一致; D、 装纸位置,即装纸时纸前边与面板
16
示此时刻刀的座标位置(单位为 0.0254mm), 如正在刻绘则停止动作,并抬起刻刀。此时 不能接收计算机传输来的数据。但可以进行 以下操作:
上述操作说明刻字机机械和电路逻辑基 本正常,并且与计算机及刻绘机及软件连接 正常。
六、操作面板说明
H型
本机工作过程有“复位”、“暂停”、“设 置”“暂停+设置”四种状态。
1、联机
7
正常开机,或按“复位”键复位后即处 于联机状态,此时面板上只有红色指示灯亮, 并可接收计算机输出的数据进行刻绘作业。 在联机状态下可通过“加速”键“减速”键 来调节刻字机运行速度。
特别声明
1、 厂商保留不预先通知而更改产品规格的权利。 2、 厂商只对售给用户的产品本身承担应尽的法律义务,不 承担由于产品有故障后,导致用户产生的其它损失。
1
一、注意事项
1、 送纸辊表面比较锋利,运行时请 将手、头发远离送纸辊,以防伤及人或损 坏设备。
2、 刻刀小车带有强磁,不可在小车 附近放置细铁等带磁性物体,以防吸入磁 缸内影响小车抬落。
H720
720mm 630mm 无限
780mm/s 500/g 1-4M
有
实时调速 支持
H880
H1180
850mm 1130mm
雕刻机使用说明

雕刻机使用说明第一章机器介绍机头控制箱Y轴轨道机架工作台面龙门i[i](此图仅供参考,以实物为准)第一节三轴介绍X轴:机头在龙门上左右运动为X轴运动,左为负,右为正。
Y轴:整个龙门在Y轴轨道上做前后运动,前为正,后为负。
Z轴:机头上下运动就是Z轴运动,上为正,下为负。
第二节坐标系设备操作中,我们会遇到两个坐标系,一个是机械原点确定的机械坐标系,它是唯一确定的;一个是工件坐标系,是我们自己指定的,它是相对于工件上的某个点确定的,相对于机械坐标原点则是可以浮动的。
第二章维宏操作系统1.系统简介NCStudio 数控系统是上海维宏科技有限公司自主开发、自有版权的雕刻机运动控制系统,该系统可以直接支持UG 、MASTERCAM 、CASMATE 、Art CAM 、AUTOCAD 、CorelDraw 等多种CAD/CAM 软件生成的G 代码、PLT 代码格式和精雕加工(ENG )格式。
该数控系统除具有手动、步进、自动和回机械原点功能外,还具有模拟仿真、动态显示跟踪、Z 轴自动对刀、断点记忆(程序跳段执行)和回转轴加工等特有的功能。
2.安装:维宏控制系统:将安装文件考入D盘后点击Setup.exe 安装软件。
安装完毕后,关掉计算机,然后将维宏数控卡插入电脑主板的PCI插槽,重新启动计算机,寻找维宏卡的驱动程序,然后打开维宏软件,在其中系统参数里边加工参数做相应的调整,★最重要的还是要调整厂商参数(密码:ncstudio)里边的电机参数X=0.00625 Y=0.00625 Z=0.003125 即可正常使用。
3.工作界面:4.操作步骤开机在开机之前,首先确定机床与计算机所有连接正常,然后打开机床电源和计算机电源。
在系统启动完毕后,进入NCStudio 数控系统。
机械复位(可选)如果机床支持回机械原点操作,选择"回机械原点"菜单。
机床将自动回到机械原点,并且校正系统坐标系统。
在某些情形下,如上次正常停机后,重新开机并继续上次的操作,用户不必执行机械复位操作。
CT200h 用户手册

⻞ʙ㆛ヅ⢒ ՒԻ₇⃥O油電複合動力系統O能源監測器/耗油量畫面P. 13進入和離開行車時雨天和夜間行車行車舒適性開啟和關閉如果...怎麼辦2進入和離開油電複合動力系統引擎蓋鎖釋放桿*1駐車煞車踏板*1傾斜和伸縮方向盤控制桿*1P檔位開關P.26請參閱 P. 8駕馭模式選擇開關P. 27 EV 行駛模式開關P. 28喇叭*1定速控制開關∗P. 30加油蓋開啟裝置P. 72若有此配備請參閱「車主使用手冊」。
未配備衛星導航系統的車主,請參考「車主使用手冊」配備衛星導航系統的車主,請參考「衛星導航系統使用手冊」後窗和車外後視鏡除霧器開關*2, *3 P. 61, 65電源插座*1USB 轉接器*1AUX 轉接器*1若有此配備請參閱「車主使用手冊」。
未配備衛星導航系統的車主,請參考「車主使用手冊」配備衛星導航系統的車主,請參考「衛星導航系統使用手冊」化妝燈*1室內燈*1閱讀燈*1∗:若有此配備*1:請參閱「車主使用手冊」。
11Q油電複合動力系統指示器顯示已經超過節能友善行駛的範圍(全動力行駛期間等)。
顯示車輛正以環境友善的方式行駛。
顯示未頻繁地使用汽油引擎動力。
在各種狀況下汽油引擎會自動啟動和熄火。
顯示能量正藉由能源再生煞車方式充電。
O油電複合動力系統指示器僅在跑車模式以外之其它行駛模式顯示。
O藉由將指示器指針保持在節能區域,更能達到環境友善行駛(節能行駛)的效果。
O充電區域指示能源再生*的狀態。
再生能源可以用來對油電複合動力電池充電。
*:在這本手冊,「再生」是指將車輛動能轉換為電能。
您的愛車為油電複合動力車輛,它的特性有別於傳統車輛,您必須十分熟悉您愛車的特性,並小心操作。
油電複合動力系統根據行車狀況結合汽油引擎與電動馬達,以改善油耗和降低廢氣排放。
相關細節,請參考「車主使用手冊」。
行車時雨天和夜間行車行車舒適性開啟和關閉如果...怎麼辦12進入和離開Q 電池充電如果排檔桿排入「N 」檔位,油電複合動力電池將無法充電。
刻字机操作说明
流 程 图
刻字机机构分解说明
升降刻字机 防错系统 气动夹钳 气动夹钳
扫描枪 扫描枪及前推机构 (可以更改为电机 滑台稳定性字系统
扫条码2 刻字机
压紧机构
压紧机构
扫条码1
刻字机运动机构
操作说明
动作说明: 1.产品放入工装内,启动双按钮开关: 2.安全门关闭,夹紧机构固定产品,扫条码1动作,读取信息, (NOK解锁防错系统重新校正)OK刻字机动作: 3. 刻字机完成动作,扫条码2接收信号,读取刻好的二维码作比对, ( NOK解锁防错系统重新校正)OK夹紧机构松开,安全门打开:取 下刻字OK产品: 4.产品放入工装内依上操作方法
刻字机方案
• 注: • 刻字使用点刻, 需要隔音。 • 扫描枪能够扫描净化器整个端面,并识别端面上的 二维码。 • 刻字完成后,设备自动扫描刻好的二维码,如果无 法识别,机器报警。 • 工装的表面安装固定螺栓均采用不锈刚螺栓紧固。 • 工件工作状态的中心高度为900~1000mm。 • 设备需要有钥匙方便工厂管理。 • 设备需要有安全失效端子盒。
ABB CT-AHE电子计时器数据表说明书
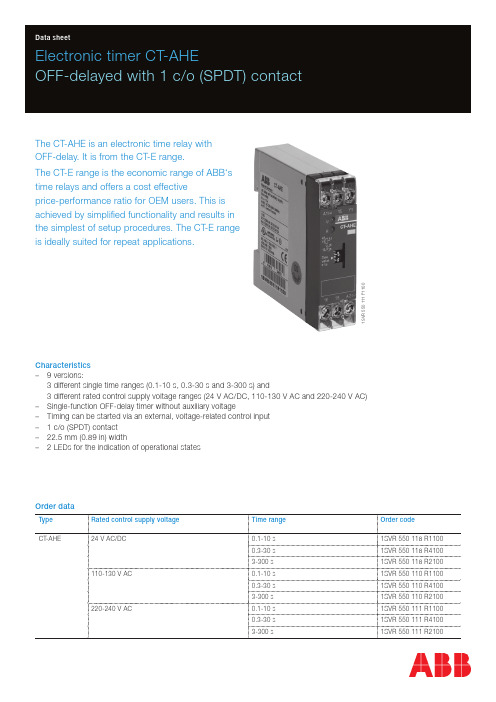
1S V R 550 111 F 1100Electronic timer CT-AHEOFF-delayed with 1 c/o (SPDT) contactThe CT-AHE is an electronic time relay with OFF-delay. It is from the CT-E range.The CT-E range is the economic range of ABB‘s time relays and offers a cost effectiveprice-performance ratio for OEM users. This is achieved by simplified functionality and results in the simplest of setup procedures. The CT-E range is ideally suited for repeat applications.Characteristics –9 versions:3 different single time ranges (0.1-10 s, 0.3-30 s and 3-300 s) and3 different rated control supply voltage ranges (24 V AC/DC, 110-130 V AC and 220-240 V AC) –Single-function OFF-delay timer without auxiliary voltage–Timing can be started via an external, voltage-related control input – 1 c/o (SPDT) contact –22.5 mm (0.89 in) width– 2 LEDs for the indication of operational statesOrder dataType Rated control supply voltage Time range Order codeCT-AHE24 V AC/DC0.1-10 s 1SVR 550 118 R11000.3-30 s 1SVR 550 118 R41003-300 s1SVR 550 118 R2100110-130 V AC0.1-10 s 1SVR 550 110 R11000.3-30 s 1SVR 550 110 R41003-300 s1SVR 550 110 R2100220-240 V AC0.1-10 s 1SVR 550 111 R11000.3-30 s 1SVR 550 111 R41003-300 s1SVR 550 111 R21002 - Electronic timer CT-AHE | Data sheetFunctions Operating controls1S V R 550 111 F 1101 Indication of operational statesU: green LED – Control supply voltage applied R: red LED – Output relay energized2 Thumbwheel for the fine adjustment of the time delayApplicationTheir conception makes the CT-E range timers ideal for repeat applications.Operating modeThe fine adjustment of the time delay is made via the front-face thumbwheel.Function diagramB OFF-delay with auxiliary voltage (Delay on break)This function requires continuous control supply voltage for timing. Timing is controlled by control input A1-Y1. If the control input is closed, the output relay energizes. If control input A1-Y1 is opened, the selected time delay starts. When the time delay is complete, the output relay de-energizes. If control input A1-Y1 is closed before the time delay is complete, the time delay is reset. Timing starts again when the control input re-opens.Electrical connectionWiring notesData sheet| Electronic timer CT-AHE - 3Data at T a = 25 °C and rated values, unless otherwise indicatedInput circuitsSupply circuitRated control supply voltage U s A1-A2depending on device: 24 V AC/DC, 110-130 V AC, 220-240 V AC Rated control supply voltage U s tolerance-15...+10 %Rated frequency AC/DC version DC or 50/60 HzAC version50/60 HzTypical current / power consumption24 V AC/DC approx. 1.0 VA/W110-130 V AC approx. 2.0 VA220-240 V AC approx. 2.0 VARelease voltage> 10 % of the minimum control supply voltageControl circuitControl input, control function A1-Y1start timing externalKind of triggering voltage-relatedParallel load noPolarized yesControl voltage potential rated control supply voltageMinimum control pulse length20 msTiming circuitTime range depending on device: 0.1-10 s, 0.3-30 s or 3-300 sRecovery time< 50 msRepeat accuracy (constant parameters)D t < 1 %Accuracy within the rated control supply voltage tolerance D t < 0.5 % / VAccuracy within the temperature range D t < 0.1 % / °CSetting accuracy of time delay± 10 % of full-scale valueUser interfaceIndication of operational statesControl supply voltage U: green LED V: control supply voltage appliedRelay status R: red LED V: output relay energizedOutput circuitKind of output15-16/18relay, 1 c/o (SPDT) contactContact material silver alloyRated operational voltage U e250 VMinimum switching voltage / current12 V / 100 mAMaximum switching voltage / current see ‚Load limit curves‘Rated operational current I e AC-12 (resistive) at 230 V 4 AAC-15 (inductive) at 230 V 3 ADC-12 (resistive) at 24 V 4 ADC-13 (inductive) at 24 V 2 AAC rating (UL 508)Utilization category(Control Circuit Rating Code)B 300max. rated operational voltage300 V ACMaximum continuous thermal current at B300 5 Amax. making/breaking apparent power at B3003600 VA / 360 VAMechanical lifetime10 x 106 switching cyclesElectrical lifetime AC-12, 230 V, 4 A0.1 x 106 switching cyclesFrequency of operation with/without load360/72000-1Maximum fuse rating to achieve short-circuit protection n/c contact10 A fast n/o contact10 A fast4 - Electronic timer CT-AHE | Data sheetMTBF on requestDuty time100 %Dimensions see ‘Dimensional drawings’Weight net weight1SVR550118R11000.064 kg (0.141 lb)1SVR550118R41000.070 kg (0.154 lb)1SVR550118R21000.064 kg (0.141 lb)1SVR550110R11000.067 kg (0.148 lb)1SVR550110R41000.068 kg (1.450 lb)1SVR550110R21000.067 kg (0.148 lb)1SVR550111R11000.067 kg (0.148 lb)1SVR550111R41000.067 kg (0.148 lb)1SVR550111R21000.068 kg (1.450 lb)gross weight1SVR550118R11000.077 kg (0.170 lb)1SVR550118R41000.081 kg (0.179 lb)1SVR550118R21000.077 kg (0.170 lb)1SVR550110R11000.080 kg (0.176 lb)1SVR550110R41000.081 kg (0.179 lb)1SVR550110R21000.080 kg (0.176 lb)1SVR550111R11000.080 kg (0.176 lb)1SVR550111R41000.080 kg (0.176 lb)1SVR550111R21000.081 kg (0.179 lb)Mounting DIN rail (IEC/EN 60715), snap-on mounting without any toolMounting position anyMinimum distance to other units not necessaryMaterial of housing lower section UL 94 V-0upper section UL 94 V-2Degree of protection housing IP50terminals IP20Electrical connectionConnecting capacity fine-strand with wire end ferrule 2 x 0.75-1.5 mm2 (2 x 18-16 AWG)fine-strand without wire end ferrule 2 x 1-1.5 mm2 (2 x 18-16 AWG)rigid 2 x 0.75-1.5 mm2 (2 x 18-16 AWG)Stripping length10 mm (0.39 in)Tightening torque0.6-0.8 Nm (5.31-7.08 lb.in)Environmental dataAmbient temperature ranges operation -20...+60 °Cstorage-40...+85 °CRelative humidity range 4 x 24 h cycle, 40 °C, 93 % RHVibration, sinusoidal IEC/EN 60068-2-620 m/s², 10-58/60-150 HzShock, half-sine IEC/EN 60068-2-27150 m/s², 11 ms, 3 shocks/directionIsolation dataRated insulation voltage U i between all isolated circuits Control supply voltage up to 240 V: 300 VControl supply voltage up to 440 V: 500 VRated impulse withstand voltage U imp between all isolated circuits 4 kV / 1.2-50 μsbetween all isolated circuits 2.5 kV, 50 Hz, 1 min.Power frequency withstand voltage(test voltage)Basic insulation (IEC/EN 61140)input/output300 VProtective separation (IEC/EN 61140, EN 50178)input/output-Pollution degree3Overvoltage category IIIData sheet| Electronic timer CT-AHE - 56 - Electronic timer CT-AHE | Data sheetStandards / DirectivesStandardsIEC/EN 61812-1Low Voltage Directive 2014/35/EU EMC Directive 2014/30/EU RoHS Directive2011/65/EUElectromagnetic compatibilityInterference immunity toIEC/EN 61000-6-2electrostatic discharge IEC/EN 61000-4-2Level 3 (6 kV / 8 kV)radiated, radio-frequency, electromagnetic fieldIEC/EN 61000-4-310 V/m (1 GHz), 3 V/m (2 GHz), 1 V/m (2.7 GHz)electrical fast transient / burst IEC/EN 61000-4-4Level 3 (2 kV / 5 kHz)surgeIEC/EN 61000-4-5Level 4 (2 kV L-L)conducted disturbances, induced by radio-frequency fields IEC/EN 61000-4-6Level 3 (10 V)Interference emissionIEC/EN 61000-6-3high-frequency radiated IEC/CISPR 22, EN 55022Class B high-frequency conductedIEC/CISPR 22, EN 55022Class BTechnical diagrams Load limit curvesAC load (resistive)DC load (resistive)Derating factor F for inductive AC loadContact lifetime /switching cycles N 220 V AC 50 Hz AC1, 360 cycles/hDimensionsin mm andinchesFurther documentationDocument title Document type Document numberElectronic relays and controls Catalog2CDC 110 004 C02xxYou can find the documentation on the internet at /lowvoltage-> Automation, control and protection -> Electronic relays and controls -> Time relays.CAD system filesYou can find the CAD files for CAD systems at -> Low Voltage Products & Systems -> Control Products -> Electronic Relays and Controls.Data sheet| Electronic timer CT-AHE - 7ABB STOTZ-KONTAKT GmbHP. O. Box 10 16 8069006 Heidelberg, Germany Phone: +49 (0) 6221 7 01-0Fax: +49 (0) 6221 7 01-13 25E-mail:*****************.comYou can find the address of your local sales organisation on theABB home page/contacts-> Low Voltage Products and Systems Contact usNote:We reserve the right to make technical changes or modify the contents of this document without prior notice. With regard to purchase orders, the agreed particulars shall prevail. ABB AG does not accept any responsibility whatsoever for potential errors or possible lack of information in this document.We reserve all rights in this document and in the subject matter and illustrations contained therein. Any reproduction, disclosure to third parties or utilization of its contents – in wholeor in parts – is forbidden without prior written consent of ABB AG.Copyright© 2017 ABBAll rights reserved D o c u m e n t n u m b e r 2 C D C 1 1 1 1 3 6 D 0 2 0 1 ( 0 3 . 2 0 1 7 )。
雕刻机图解参数使用说明

还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
雕刻机使用说明全文-商业策划书-在线文档
注意事项
¡ 1.换钻头或铣刀时 ,注意与机座保持距离 ,谨防不 慎触及主轴开关 , 引起受伤。
¡ 2.安装钻头或铣刀时 ,不要把转头夹旋下 ,否则不 易装正 。装刀时安装深些 ,否则易引起刀夹不正 。 最后 ,必须用双扳手收紧夹头。
¡ 3.刻板的走刀速度默认根据铣刀的型号不同而不同, 软件里设置的刀尖越细 ,走刀速度就越慢。
雕刻前的准备操作
¡ 1. 固定电路板 ¡ 2.安装刀具: 选取一种规格刀具 ,使用双扳
手将主轴电机下方的螺丝松开 ,插入刀具后 拧紧 。注意: 安装刀具时 , 勿取下钻头夹 , 因为钻头夹已经高速动平衡校正。 ¡ 3.开启电源: 开启雕刻机电源 ,Z轴会自动复 位。
¡ 双击 , 打开 Circuit Workstati on软件,
界面如右。 在打开软 件前先连 接设备并
开启电源。
软件使用
软件使用
¡ 点击菜单“文件打开”, 出现文 件导入窗口 ,选 择单/双面板 ,单 击工具栏上的 “打开”按 钮 ,弹出右 图对话框。
软件使用
¡ 选择好单面或双 面板 ,若是单面 板根据铜箔所在 层 ,设定铜箔在 顶层或底层 ,该 选项将决定钻孔 的位置 。之后, 点击“浏览 ”, 打开之前生成的
¡ 点击“设置-完成后关闭主轴 ”可设置加工完 成后自动关闭主轴电机。
软件使用
¡ “操作 ”菜单 栏:
¡ 向导:可点击 工具栏上的 按 钮 ,或者菜单 上选择“操作向导 ”,进入 向导界面 ,如 右图
软件使用
¡ 1.定位: 单面板无需定位 。双面板打定位孔 用2.0mm钻头,和定位销配套 。定位孔深度 需使得平台上留下2mm左右的孔 , 默认为 3.5mm 。钻定位孔时,钻头以加工原点(默 认在PCB图的左下角)为参考 ,按线路图的 X方向最大长度 ,在上下沿左右两端分别向外 6mm和8mm各钻一个孔,并在左下角的定位 孔上多钻一个标志孔 ,用以区分正反面
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
警告 WARNING
不可使用不符合额定电压的电源. 使用不符合规定的电源可导致火灾或电击.
如机器冒烟,发出异味,杂音等异常情况,请切勿使用. 此种状况下,继续使用会造成火灾或电击.
严禁带电拔电源插头 带电拔插会损坏机器.
PCUT SERIES USER‘S MANUAL
3. 安装机器 3.1 安装与连接
警告 WARNING
确保机器应接地 如不接地会导致电击或者机械故障.
不可使用不符合额定电压的电源 使用不符合规定的电源会导致火灾或电击.
严禁带电拔电源插头 带电拔插会损坏机器.
应把机器放在稳固的平面上 不然会使机器跌落导致伤害.
3.1 安装与连接.................................................................................................................................................5 3.2 安装刀具.....................................................................................................................................................6 3.3 USB 驱动安装 .............................................................................................................................................6 4. 详细说明...............................................................................................................................................................9 4.1 部件名称及功能.........................................................................................................................................9 4.2 基本操作...................................................................................................................................................10 4.3 操作指南...................................................................................................................................................11 4.4 高级参数设置...........................................................................................................................................13 4.5 补偿...........................................................................................................................................................15 5. 技术特性.............................................................................................................................................................16 6. 常见故障分析.....................................................................................................................................................17
确保机器接地 如不接地,会导致电击或者机械故障.
不可对机器拆卸、修理或整改. 这样做可导致火灾或电击,造成人员伤亡.
注意 CAUTION
确保安全的使用方法
2
机内不可渗入液体,掉入金属物件等. 这些物体会导致火灾.
不可用手指触摸刀尖. 此举会导致手指受伤. 不可破坏或随意更换原配电源线,不可 使电源线过度弯曲、强拉、捆绑及压 在重物下. 此举会使电源受损,导致电击或火灾. 如较长时间不用刻字机,请把电源线从 插座拔下来. 否则会导致火灾.
PCUT SERIES USER‘S MANUAL
使用成卷介质 拉出要切割的长度
使用单张介质 从卷纸上割下所需长度
详细说明
11
4.2.2.3 根据纸张的宽度,调整压轮的左右 位置.压纸轮距纸边缘最小距离为 1-10CM,以得保证走纸正常.
4.2.2.4 抬起两个压纸轮手柄,使压轮放下 将纸压紧.
4.2.3 试刀(调整刀压与刀具)
PCUT SERIES USER‘S MANUAL
2. 随机标准附件
随机标准附件
3
打开包装后,先检查以下附件,如有遗漏,请即与销售商或本公司联系.
序号
项目
数量
备注
1
电源电缆
1条
2
USB 接口线
1条
3
信号线
1条
4
皮卡刀套组
1套
5
刻刀
3支
6
笔套组
1套
7
笔芯
8
操作手册
9
合格证
1支 CD 光盘(含安装驱
1张 动)
1张
10
保修卡
1张
11
M架
1套
选配
12
腿架组
1套
选配
随机标准附件
PCUT SERIES USER‘S MANUAL
4
腿架及安装示意图 (CT900H 、CT1200H 机型腿架为标配,CT630H 机型腿架为选配 )
从包装箱中取出脚架各部件,打开零件袋,用工具按图示安装脚架. 安装完毕后将主机安放架上,对准安装螺孔,再用螺钉锁紧.
4.2.1 开机 4.2.1.1 检查电源形状,处于 OFF(0)状态. 4.2.1.2 将电缆插头插入主机电源插座,按下左侧的电源开关.
4.2.2 安装切割介质 本机适用单张介质,也适用于成卷介质. 4.2.2.1 压下机器后面的压纸轮手柄,使压纸轮抬起.
4.2.2.2 将介质从压纸轮与主导轴间缝隙中插入,并将介质从主机前方拉出适量.
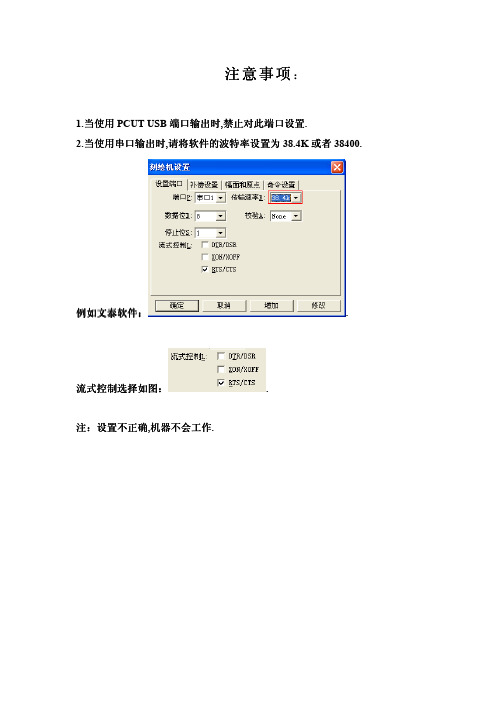
注意事项:
1.当使用 PCUT USB 端口输出时,禁止对此端口设置. 2.当使用串口输出时,请将软件的波特率设置为 38.4K 或者 38400.
例如文泰软件:
.
流式控制选择如图:
.
注:设置不正确,机器不会工作.
目录
1. 确保安全的使用方法...........................................................................................................................................1 2. 随机标准附件.......................................................................................................................................................3 3. 安装机器...............................................................................................................................................................5
注意 CAUTION
不可用手指触摸刀尖. 此举会导致手指受伤.
刻刀的品质优劣,直接影响切割的精度和机器的寿命,及能有更好的工作效果,请选用本公司确认的正规 刻刀,切勿使用劣质刻刀,否则将导致刀座的损坏.
4.3 操作指南
4.3.1 机器启动过程相关信息
操作时,双手不可放在主导轴上. 此举会导致受伤害.
应把机器放在稳固的平面上. 不然会使机器跌落,导致伤害.
当把电源线从插座上拔下时,应拔插 头,不应拉电缆. 强拉电缆会导致电击或火灾.
在雷雨闪电天气禁止使用. 以免雷电击坏机器.
请不要随意拉动跑车,以免损坏主板!
PCUT SERIES USER‘S MANUAL
3.3 USB 驱动安装
1:将驱动光盘插入计算机,找到驱动所在的文件夹,打开文件夹,双击 示如下窗口:
文件,电脑显
PCUT SERIES USER‘S MANUAL
安装机器
7
驱动安装完毕后,窗口自动关闭. 2:使用 USB 线将机器与电脑连接,启动机器电源,电脑显示如下对话框: