指针式仪表自动读数识别系统设计
高精度指针仪表自动读数识别方法

f eh dcm ie i emi.rj t nme o sdt aheeafl uo t cl rcg io e m to o bn dw t t dpo ci t diue civ l a t r hh e o h s o uy mai sae e ont n c i poes a dtefs mi-r et nme o l sdt rcg i h ones hc erae te rcs , n t dpo ci t di as u e eonz tep it ,w i d ce ss h h a j o h s o o e r h
Ke o d : o p tr io ; i eont n c nt ie O G a s r fs mi-rjci yw r s c m ue s n da rcg io ; o s a dH U H t nf ; at dpo t n vi l i rn r e e o
O 引 言
dii lc me a,r c g ie t e s ae a d o n e s y ma e r c s i g t c n q e,a d c l u a e t e gt a r a e o n z s h c l s n p i tr b i g p o e sn e h i u n a c l ts h
( col f l t nc& If.E g , ot hn nv f eh , unzo u nd n 16 0 C ia Sho o Ee r i co no n , SuhC i U i.o T c . G a g uG ago g50 , hn ) a h 4
Ab t a t s r c :A i hy a c r t ilr c g i o y tm s i lme t d,wh c es t e d a ma e t r u h h g l c u a e d a e o n t n s s i e i mp e n e ih g t h i i g h o g l
实验一自动读出仪表指示的读数
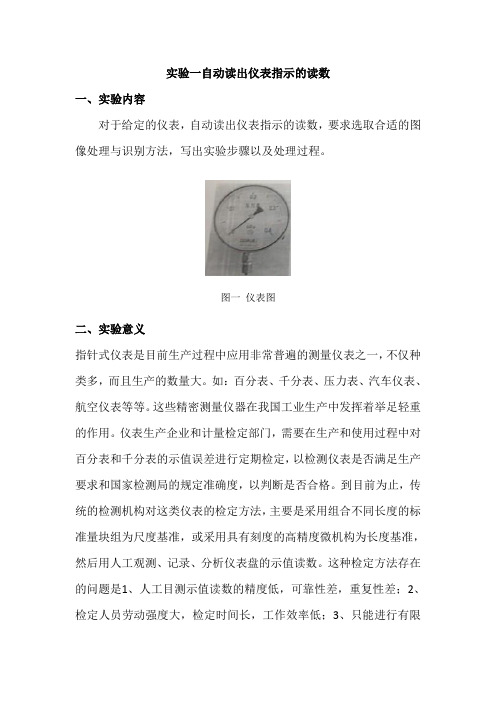
实验一自动读出仪表指示的读数一、实验内容对于给定的仪表,自动读出仪表指示的读数,要求选取合适的图像处理与识别方法,写出实验步骤以及处理过程。
图一仪表图二、实验意义指针式仪表是目前生产过程中应用非常普遍的测量仪表之一,不仅种类多,而且生产的数量大。
如:百分表、千分表、压力表、汽车仪表、航空仪表等等。
这些精密测量仪器在我国工业生产中发挥着举足轻重的作用。
仪表生产企业和计量检定部门,需要在生产和使用过程中对百分表和千分表的示值误差进行定期检定,以检测仪表是否满足生产要求和国家检测局的规定准确度,以判断是否合格。
到目前为止,传统的检测机构对这类仪表的检定方法,主要是采用组合不同长度的标准量块组为尺度基准,或采用具有刻度的高精度微机构为长度基准,然后用人工观测、记录、分析仪表盘的示值读数。
这种检定方法存在的问题是1、人工目测示值读数的精度低,可靠性差,重复性差;2、检定人员劳动强度大,检定时间长,工作效率低;3、只能进行有限位置上的定点的检测,灵活性和通用性差。
4、手工计算效率低,而且一次只能给出单点的误差值,无法得到完整的误差分析。
因此,针对我国目前所普遍采用的传统检定方法,尽快研制出一种能够快速、准确、稳定的全自动指针式仪表的自动检定系统,将对我国的仪表生产和检定起到巨大的推动作用。
数字图像处理技术(Digital Image Processing Techn0109y)是一门通过数字化的方法利用计算机对图像进行处理(包括图像的输入、输出,图像的增强、调整、变换,图像的特征提取,图像的分析与识别等)的新技术。
通常所说的数字图像处理是指计算机进行的处理,因此也称为计算机图像处理(conlputer Image Processing)。
数字图像处理研究的主要内容包括:(1)图像变换由于图像阵列很大,直接在空间域中进行处理,涉及计算量很大,因此,往往采用各种图像变换的方法(如傅立叶变换、沃尔什变换、离散余弦变换等间接处理技术)将空间域的处理转换为变换域的处理。
指针仪表读数识别系统

指针仪表读数识别系统
燧机科技指针仪表读数识别系统基于计算机视觉分析技术+边缘视频识别检测,指针仪表读数识别系统可以自动识别指针型仪表读数并将读数回传给后台大数据监控平台节省人工巡检读表的时间。
燧机科技指针仪表读数识别系统主要适用于电力、化工厂、油田等指针仪表设备使用很多的场景,指针仪表读数识别系统辅助管理人员及时统计监控仪表信息,自动识别工厂机房机械仪表数值,提升人工巡检作业读表的作业效率,立即反馈给后台监控值班工作人员,提高巡检人员作业监管效率。
随着社会的发展和现代工业科技水平技术的飞速发展,在工业生产过程中需要用到大量的仪表设备,仪表读数识别目前大多采用传统人工读数这种方式,而生产作业过程中对工厂各处指针仪表各项数据的监控任务也会越来越重,并且人工抄表巡检存在抄错抄漏效率低下不能及时发现问题等情况。
指针仪表读数识别系统应运而生。
燧机科技指针仪表读数识别系统基于视频流的图像ai识别检测系统,无需人工干预利用现场已有的监控摄像头,通过yo1。
深度学习技术
7*24小时代替人眼自动识别现场仪表示数或开关状态。
指针仪表读数识别系统提高了仪表读数识别的工作效率并降低误报和漏报的情况,实现自动读表,并通过平台上报管理员。
表盘定位与自动读数的指针式表计数值识别方法及系统

表盘定位与自动读数的指针式表计数值识别方法及系统表盘定位与自动读数的指针式表计数值识别方法及系统导言表盘定位与自动读数的指针式表计数值识别方法及系统是一种基于计算机视觉和图像处理技术的创新应用,能够有效实现对指针式表盘上的计数值进行自动识别和读数。
这一系统的出现不仅提高了读数的准确性和效率,而且极大地减轻了人力成本。
本文将从简单介绍表盘定位与自动读数的基本原理入手,逐步深入探讨其背后的核心技术和重要应用,以及对这个主题的个人观点和理解。
一、表盘定位与自动读数的基本原理1. 表盘定位:表盘定位是指通过计算机视觉技术中的图像处理和模式识别算法,对表盘上的指针进行精确定位。
这一步骤的关键是准确识别表盘的形状和位置,并将指针定位在正确的位置上。
基于图像处理的表盘定位方法可以分为两类:特征匹配和模板匹配。
特征匹配方法通过提取表盘上的独特特征点,将其与预先构建的特征库进行匹配,从而确定表盘的位置。
模板匹配方法则是通过事先定义并保存表盘的模板图像,再将其与采集到的实时图像进行比对,以获取准确的表盘位置。
2. 自动读数:自动读数是指通过计算机视觉技术对表盘上指针的位置进行识别,并将其对应的计数值自动输出。
在表盘定位的基础上,自动读数主要涉及指针检测和计算值的提取。
指针检测是指通过图像分割技术将指针与表盘分离,并对指针进行形状检测和边缘检测,以获取准确的指针位置。
计算值的提取则是通过图像处理和数值计算技术,将指针的位置转换为对应的计数值。
二、表盘定位与自动读数的核心技术1. 计算机视觉技术:计算机视觉技术是表盘定位与自动读数的核心技术之一。
它主要包括图像采集、图像处理、特征提取和模式识别等多个方面。
图像采集是指通过摄像机等设备获取表盘的实时图像,为后续处理打下基础。
图像处理则是对采集到的图像进行去噪、增强、分割等操作,以提高图像质量和准确度。
特征提取则是通过算法和数值计算,获取表盘上的关键特征信息,以辅助指针的定位和识别。
指针式仪表识别系统的设计
1 引 言
在大多数测试与控制系统 中, 都不可避免地会
用到各种各样 的仪表 , 而当中有很 大部分仍为指针 式仪表。因此实现对指针式仪表的 自 动识别对实现 测 试与控 制 系统 的 自动化 有较 为重要 的意义 。 仪表 的识别分为人工识别和 自动识别 。人工识 别耗时耗力、 精确度不能保证且检测效率低下 ; 采用 图像识别的方法 , 可以准确、 实时 、 自动地监控仪表
摘
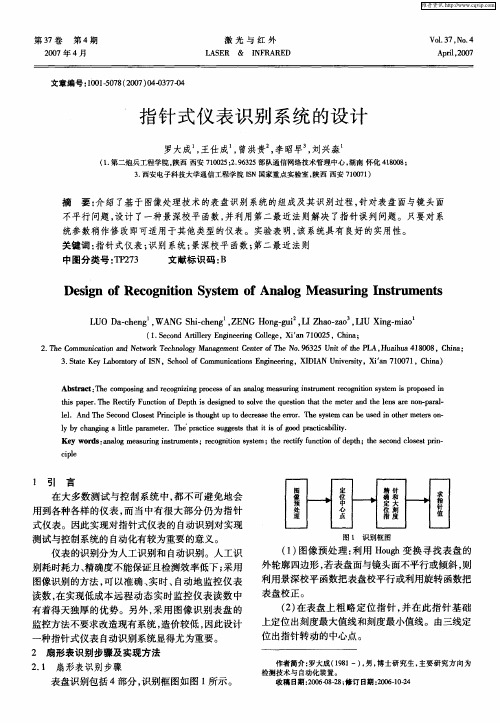
要: 介绍 了基于图像处理技术的表盘识别系统的组成及其识别过程, 针对表盘面与镜头面
不平行 问题, 设计 了一种景深校平函数, 并利用第二最近法则解决 了指针误判 问题。只要对 系 统参数稍作修 改即可适用于其他类型的仪表。实验表明, 该系统具有 良 的实用性。 好 关键词: 指针式仪表; 识别系统; 景深校平 函数; 第二最近法则
l b h g gal l prm t .T epat esget ta ii o go r t ait. y ycai ue aa e r h "rc c ugs tts f odpai b i n n i e i s h c c ly
Ke r s a ao a u n n t ma n s e o i o y t m;t e rc i u t n o e t ;t e s c n ls s p i — y wo d : lg me s r g i sn e t ;rc g t n s se n i n i h e t y fnci f p f o d h h e o d co e t rn
3 Sa e a o tr o N,Sho o C m nct n n neig X D A n esy X 10 1 C ia .t eK yLb r o f S t ay I col f o mu i i s g er , I I N U i r t, i 70 7 , hn ) ao E i n v i n a
指针式仪表自动读数识别系统设计
指针式仪表自动读数系统设计摘要随着模式识别技术、计算机技术等多种技术的不断完善和发展,机器视觉获得了巨大的进步与发展。
目前在许多企业中,存在着大量的仪表,仪表的读数都要靠人来完成,工作量很大而且误差率相对来说比较高,基于这个原因,设计了一个工业生产线在线检测数据数字化处理系统。
首先通过摄像头采集仪表图像,通过传输装置以无线的方式把图像传输到电脑上,然后在电脑上通过matlab程序设计,处理图像,读取仪表的数据,然后用labview调用matlab程序,并设计一个显示界面,通过界面可以看到实时的数据与仪表图像以及在一段时间内数据的变化情况。
最后通过la bview访问access数据库,将读取的数据传入数据库中,便于被调用,最终实现检测数据的数字化处理。
关键词:机器视觉图像处理Matlab LabviewOnline testing data of industrial production line digitalprocessing system designAbstractWith the development of computer technology and pattern recognition technology,machinevision technology makes a great progress and develop-ment.At present,there are a lot of instrument in many enterprises.in-strument reading work need people to complete.So there are a lot of workto do and efficiency is very low,as the same time,error rate is quitehigh.For this reason,there design a online testing data of industrial production line digital processing system.First of all,there need to takePicture by camera.next,t hrough transmission device in wireless way to transmit the image to a computer.Then by matlab programming on the compu-ter,d ata processing images, read the meter.And then call matlab by labview and design a display interface.Through the interface can see the real-time data.At last,through labview access access database,and take the data into database.Finally,realize the testing data of the digital processing.Keywords:Machine vision image processing Matlab Labview目录1.前言01.1课题背景01.2课题研究现状01.3设计的目的与意义11.4设计需要解决的问题22. 工业生产线在线检测数据数字化处理系统总体方案设计32.1设计方案32.2可行性分析33. 工业生产线在线检测数据数字化处理系统设计综述43.1图像采集与传输装置设计43.1.1图像采集43.1.2图像传输系统43.1.3图像采集与传输系统的设计73.2图像处理与仪表数据的读取83.2.1图像预处理93.2.1.1图像滤波去噪93.2.1.2图像增强113.2.1.3二值化处理123.2.1.4边缘检测与图像分割153.2.2指针识别163.2.3读数识别173.3数据显示界面的设计183.3.1数据显示界面的前面板183.3.2数据显示界面的程序框图203.4数据库的建立204. 结论23致谢24附录一 matlab图像处理程序24附录二 labview程序框图34参考文献351.前言1.1课题背景近年来,随着科学技术的进步,许多新兴的技术不断的产生与发展,机器视觉技术也随着图像处理等技术的发展而逐渐产生,而且发展很快。
巡检机器人中的指针式仪表读数识别系统

巡检机器人中的指针式仪表读数识别系统摘要:巡检机器人能自动识别仪表设备的状态,先准确定位图像中的仪表设备,在此基础上,实现了仪表读数的自动识别。
关键词:巡检机器人;仪表读数识别;指针提取巡检机器人主要在户外工作,仪器识别算法需适用于各种不同的光照和天气情况,基于此,本文提出了一种迭代最大类间方法,解决了由光照或镜面反射引起的仪器图像过亮或过暗时指针提取问题;提出基于Hough变换的指针角度计算方法,推导了指针角度与仪表读数间的函数关系,实现了指针仪表读数的自动识别。
一、仪表识别算法概述变电站的仪表多数安置在室外,巡检机器人采集的仪表图像通常受到环境的影响。
现有的识别算法为,利用仪表表盘的形状特征,通过模板匹配或椭圆拟合确定仪表表盘在图像中的基本位置及区域范围。
其算法虽具备一定实时性和鲁棒性,但并不适用于巡检机器人采集到的变电站仪表图像。
这是因变电站设备结构复杂,在机器人采集到的图像中,背景紊乱,并不仅包含仪表区域,还同时囊括了其它设备。
在指针识别方面,通常在获取仪表表盘的子图像后,再使用多种的图像处理方法提取仪表指针的位置及指向方向。
另外,智能机器人能自动实现对仪表设备的状态识别,必须进行仪表设备在图像中的准确定位,在这基础上,实现仪表读数的自动识别。
二、指针式仪表读数识别1、指针区域提取。
在仪器图像采集过程中,由于受仪器玻璃的光照条件或镜面反射的影响,很难提取仪器指针等特征信息,从而影响仪器的读数识别。
因此,在提取指针区域前,需要去除噪声,增强高通图像。
为后续指针中心线的精确提取提供清晰的图像,从而提高仪器识别的精度。
1)表盘图像去噪。
由于仪器图像在采集过程中会受到噪声的干扰,可采用图像平滑的方法来降低噪声对仪器图像质量的影响。
如果平滑窗口太大或太小,仪器图像的细节将变得模糊或边界轮廓将被破坏。
本文采用5*5方形窗口的中值滤波去除图像噪声,不仅达到了去噪的目的,而且保持了图像的细节信息。
2)高通增强。
多类指针式仪表识别读数算法研究

多类指针式仪表识别读数算法研究随着科技的不断发展,仪表识别读数算法在工业生产和日常生活中应用越来越广泛。
在实际应用中,不同的指针式仪表可能具有不同的读数方式,这就需要对多种类指针式仪表进行识别并自动读数。
本文提出了一种多类指针式仪表识别读数算法,以期提高算法的准确性和可靠性。
多类指针式仪表识别读数算法主要包含三个关键步骤:预处理、特征提取和分类识别。
首先对输入的图像进行预处理,包括灰度化、二值化和去噪等操作,以改善图像质量并减小无关信息的影响;然后对预处理后的图像进行特征提取,提取出与指针位置和读数相关的特征;最后将提取出的特征输入到分类器中进行分类识别,从而得到相应的读数。
预处理的目的是将输入的图像转换为灰度图像,去除无关信息,并增强与读数相关的特征。
具体来说,预处理操作包括以下步骤:灰度化:将输入的彩色图像转换为灰度图像,以减少计算量和提高处理速度。
二值化:将灰度图像转换为二值图像,以便于后续的特征提取和处理。
去噪:去除图像中的噪声和干扰,以减少对后续特征提取和分类识别的影响。
特征提取的目的是从预处理后的图像中提取出与指针位置和读数相关的特征。
具体来说,特征提取操作包括以下步骤:指针位置检测:通过检测图像中的边缘、角点等特征,确定指针在图像中的位置。
指针中心点检测:在检测到指针位置的基础上,进一步检测指针的中心点位置,这可以通过计算指针轮廓的质心或通过多个样本点的拟合得到。
读数区域确定:根据指针中心点的位置,确定读数区域的范围,并通过计算确定读数区域的中心点位置。
数字识别:最后将读数区域中的数字进行识别和提取,这可以通过模板匹配或深度学习模型进行实现。
分类识别的目的是将提取出的特征输入到分类器中,从而得到相应的读数。
具体来说,分类识别操作包括以下步骤:训练分类器:选择适当的分类器并对其进行训练,以得到较好的分类效果。
特征选择:从预处理后的图像中提取出与读数相关的特征,并选择合适的特征输入到分类器中进行分类。
工业指针仪表智能识别系统设计
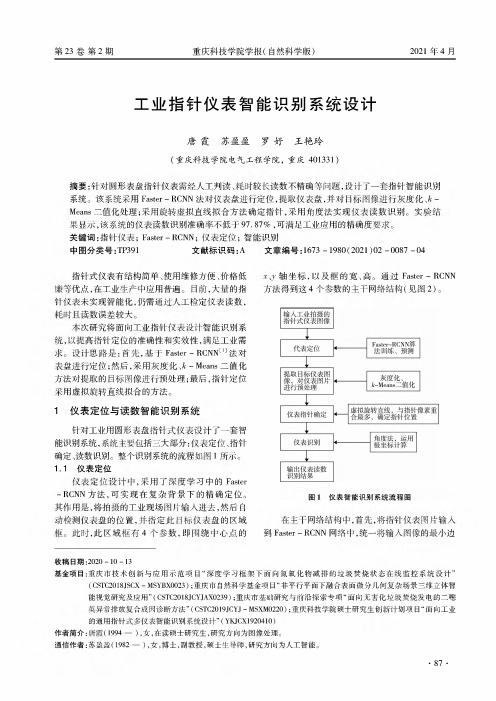
第23卷第2期重庆科技学院学报(自然科学版)2021年4月工业指针仪表智能识别系统设计唐霞苏盈盈罗妤王艳玲(重庆科技学院电气工程学院,重庆401331)摘要!针对圆形表盘指针仪表需经人工判读、较读数不精确,一套指针智能识别系统。
该用Faster-RCNN法对盘定位,盘,并对度化、Y-Means二值化处理;采用拟直线拟合方法确定指针,采用度法实现读数识别。
实r ,该的读数识别准确率不低于97.87%,可工业应用的精确度。
关键词:指针;Faster-RCNN;定;智能识别中图分类号:TP391文献标识码:A指针式仪表有结构简单、使用维修方便、价格低优点,在工业应用普遍。
,大的指针未实现智能化,仍需人工检定读数,读数误差较大。
研究将面向工业指针智能识别系,高针定位的准确性和实效性,工业需o思:首,Faster-RCNN*1+法对盘定位;然后,采用度化、Y-Mons二值化方法对的预处理;最后,指针定位用虚拟直线拟合的方法。
1仪表定位与读数智能识别系统针对工业用圆形盘针一套智能识别系统,括二大部分:定、指针确定、读数识别。
整个识别系统的流程1o 1.1仪表定位定,采用度学习中的Faster -RCNN方法,可实现在复杂背景下的精确定位o 其作用是,将拍的工业现场去,然后自测盘的位置,定盘的区域o,此区域4数,即绕的文章编号:1673-1980(2021)02-0087-04轴坐标,以及框的宽、高。
通过Faster-RCNN 方法得到这4数的网(见图2)o图1仪表智能识别系统流程图网,首,针到Faster-RCNN网,统一的边收稿日期:2020-10-13基金项目:重庆市技术创新与应用示范项目“深度学习框架下面向氮氧化物减排的垃圾焚烧状态在线监控系统设计”(CSTC2018JSCX-MSYBX0023);重庆市自然科学基金项目“非平行平面下融合表面微分几何复杂场景三体智能视觉研究及应用”(CSTC2018JCYJAX0239);重庆市研究沿探索专项“面向化发电的二噁排放复合方法”(CSTC2019JCYJ-MSXM0220);重庆科技学院硕士研究生创 划项目“面向工业的通用指针智能识别”(YKJCX1920410)作者简介:(1994-),女,在读硕士研究生,研究方向为图像处理。
基于树莓派的指针式仪表读数自动识别系统设计

基于树莓派的指针式仪表读数自动识别系统设计
张鑫;李海荣;张国栋;李晓华
【期刊名称】《数据通信》
【年(卷),期】2024()2
【摘要】针对指针式仪表读数识别过程中表盘定位精度不高、量程手动输入、自动化程度低的问题,提出了基于改进的完全局部二值模式(CLBP)的表盘特征提取算法,结合支持向量机(SVM)和图像下采样方法,实现表盘精准定位,设计仪表量程自动获取方法,实现量程的自动获取,减少工作量。
以树莓派为硬件平台,设计指针式仪表读数自动识别系统。
测试表明,读数识别相对误差在2%以内,识别平均时间为534 ms/次。
【总页数】7页(P12-17)
【作者】张鑫;李海荣;张国栋;李晓华
【作者单位】新疆理工学院信息工程学院
【正文语种】中文
【中图分类】TN919
【相关文献】
1.一种复杂指针式仪表的读数自动识别算法
2.指针式仪表读数自动识别算法及系统研究
3.变电站指针式仪表自动读数系统设计
4.钻井现场指针式仪表读数自动识别方法研究
5.基于轻量级图像语义分割模型的指针式仪表读数全自动识别
因版权原因,仅展示原文概要,查看原文内容请购买。
指针式仪表自动识别装置的设计
指针式仪表自动识别装置的设计丁婵;温宗周;刘丹【摘要】针对指针式仪表人眼读数效率低,不能转化成数字信号输入计算机,提出一种基于Hough变换的指针式仪表自动判读方法.该方法运用图像减影技术,通过调节图像分辨率实现指针的检出,再利用Hough变换做峰值检测、线检测和链接,通过转换偏转角度的基线位置,确定出仪表指针的读数.实验表明,该方法能快速有效地完成指针式仪表的自动判读,且最大不确定度明显优于人眼的识别,具有较高的精度.%Due to the problem of the analog meter signal can not be converted into digital signal input into computer,and the low efficiency of the human eye for the analog meter reading, a method was developed based on the Hough transform for pointer instrument identification. The gauge board image was gained from CCD and transformed into digital signal, extracting two pointers by adjusting the image resolution with Image Subtraction. By using Hough transformation to peak detection, line detection and link,with transferring the position of the baseline, the date of point instrument has been identified. The higher precision of the operator has been proved by the experiment. And the maximum uncertainty of the pointer's position in the analog instruments is less than the discrimination of the human eye.【期刊名称】《西安工程大学学报》【年(卷),期】2011(025)001【总页数】4页(P78-81)【关键词】减影技术;Hough变换;基线【作者】丁婵;温宗周;刘丹【作者单位】西安工程大学,电子信息学院,陕西,西安,710048;西安工程大学,电子信息学院,陕西,西安,710048;南方医科大学,生物医学工程学院,广东,广州,510515【正文语种】中文【中图分类】TP335在大多数测试与控制系统中,都不可避免地会用到各种各样的仪表.数字式仪表精度高、易读,部分指针式仪表已经被其所替代.但是当被测量数值快速变化或来回波动时,数字式仪表的示值会相应的快速变化而不易读数.而且,如果控制显示时间间隔,就会忽略期间的变化细节.在这一点上,指针式仪表占有明显优势,它可以直观地反应出测量值的变化范围,且具有结构简单,安装维护方便,不受磁场干扰,可靠性高,价格便宜等优点.因此,指针式仪表仍发挥着不可替代的作用[1].为了使指针式仪表实现自动判读并转换成数字信号,输入计算机,王博等[2]利用指针图像的先验特征,构造了基于空间相关和灰度相关的邻域平滑算子,运用阈值减影算法,实现了指针的检出.任光龙[3]基于传统熵最大法,提出了一种改进算法,以实现指针式仪表的快速分割.罗大成等[4]针对表盘面与镜头面不平行的问题,设计了一种景深校平函数,解决了指针误判问题.本文就WXC10型电流测量仪表,提出了一种基于Hough变换并通过转换偏转角度的基线位置确定指针度数的检定方法,以提高检定效率和精度.采用减影原理实现指针定位及回转中心的确定.对同一表盘指针处于不同位置的两幅图像的像素灰度值对应相减,由于除指针外两幅图像的背景部分像素的灰度值基本相同,因此,相减后除指针处外,其他像素的灰度值接近于零而指针处值为正或负.根据相减后图像的直方图,选择一个合适的阈值,调整图像的对比度,从而使图像指针得以检出.理想情况下,只有两幅原始图像指针处的像素变白,然而,由于干扰的影响,会出现个别孤立的白色像素点[5].原始图像如图1所示,检出的指针图像如图2所示.1.2.1 使用Hough变换做峰值检测使用Hough变换做线检测和链接的第一步是峰值检测.Hough变换做峰值检测后的图像如图3所示.由于Hough变换的峰值一般都位于多个Hough变换单元中,其解决方法为(1)找到包含有最大值的Hough 变换单元并记下它的位置.(2)把第一步中找到的最大值点的邻域中的Hough变换单元设为零.(3)重复该步骤,直到找到需要的峰值数时为止,或者达到一个指定的阈值时为止[6].1.2.2 使用Hough变换做线检测和链接直线检测的具体算法为利用Hough变换将原始图像中给定直线上的所有点都集中到变换空间的某个点形成峰值,再寻找峰点累加数的最大值即可确定出指针所在直线y=kx+b.知道了斜率k,结合事先选定的初始化仪表模板,就可以确定指针与零刻度线的偏转角度,从而计算出仪表的读数[7].Hough变换做线检测如图4所示.由于经过Hough变换后通过计算结果所示角度可知,表盘中指针回转基线处于中轴线处,且角度值是基线以左为负值而基线以右为正值.为了方便计算,使基线由竖直方向转换到水平方向,做了如下变换:即判断角度数值与0的大小.若角度数值小于零即a≤0,则保留原数值使得ai=a;若角度数值大于零即a>0,则用原数值减去180使得ai=a-180.以电流表表盘为例,以表盘圆心为原点建立直角坐标系.指针表量程为0~100μA,指针与x轴的夹角为θ( -135°≤θ≤ -45°),设所求的指针读数为x,则x/100=( -45 -θ)/90,而θ=ar ctank,所以有x=( -45-θ)/0.9.这样即可计算出仪表指针示数.表1为结果统计表,将人眼观测值和计算机读取的理论值进行了比较.图5观测值与计算值折线图中,实线表示观测值,虚线表示理论计算值.由表1观测值与计算值的比较结果以及图5观测值与计算值折线图可以得出,图5(a)中肉眼观测值分别为6,19,22,理论计算值分别为 7.222,19.444,22.222;图 5(b)中肉眼观测值分别为 98,100,100,理论计算值分别为 98.333,100,100;图5(c)中肉眼观测值分别为0,60,50,理论计算值分别为0,62.222,50.经过计算机识别得出的理论值可以精确到小数点后3位,而通过人眼得出的实际观测值只能估读到整数位.由此可见,运用数字图像处理技术进行指针式仪表的自动判读、具有精度高、速度快等特点.而人眼读数不仅受检测人员的操作经验、操作习惯和精神状态等其他主观因素的影响,而且还存在着劳动强度大、生产效率低、检测误差大、可靠性差等问题.此类误差的误差值可能很大,且无一定的规律.经大量试验数据得出此方法的正确识别率为95.98%本文以数字图像处理理论为基础,根据WXC10型电流测试仪表表盘刻度均匀分布的这一特点,利用Hough变换寻找峰值点累加数的最大值并确定出指针所在直线y=kx+b.通过表盘中指针回转基线的转换,结合选定的初始化仪表模板,确定出指针与零刻度线的偏转角度,从而计算出仪表的读数.Key words:subtraction radiography;Hough transform;baseline【相关文献】[1]赵艳琴,杨耀权,田沛.基于计算机视觉技术的指针式仪表示值的自动判读方法研究[J].电力情报.2001(3):39-42.[2]王博,秦岭松.基于计算机视觉的指针式仪表自动检测系统[J].计算机工程,2005,31(11):19-21.[3]任光龙.指针式仪表图像的快速分割法研究[J].计算机工程与设计,2005,26(3):790-792. [4]罗大成,王仕成,曾洪贵,等.指针式仪表识别系统的设计[J].激光与红外,2007,37(4):377-380.[5]杨耀权,赵艳琴,何晓燕,等.基于计算机视觉技术的指针式仪表自动检定方法[J].仪器与仪表学报,2001,22(3):233-234.[6]李凯南.基于Hough变换的指针式仪表的自动判读[J].现代电子技术,2006(14):18-20. [7]GONZALEZ R C.数字图像处理(MATLAB版)[M].北京:电子工业出版社,2007:296-302. [8]马玉珍,胡亮,方志强,等.计算机视觉检测技术的发展及应用研究[J].济南大学学报:自然科学版,2004,18(3):222-227.[9]陈杰来,尤丽华,张秋菊.数字图像处理技术在指针式仪表读数系统中的应用[J].江南大学学报:自然科学版,2005,4(6):611-614.[10]CORREA F Alegria,CRUZ A Serra.Automatic calibration of analog and digital measuring instruments using computer vision[J].IEEE Tran Instrum Meas,2000,49(1):94-99.[11]CORREA Alegria F,CRUZ Serra puter vision applied to the automatic calibration of measuring instruments[J].Measurement,2000,28(11):185-195. Abstract:Due to the problem of the analog meter signal can not be converted into digital signal input into computer,and the low efficiency of the human eye for the analog meter reading,a method was developed based on the Hough transform for pointer instrument identification.The gauge board image was gained from CCD and transformed into digital signal,extracting two pointers by adjusting the image resolution with Image Subtraction.By using Hough transformation to peak detection,line detection and link,with transferring the position of the baseline,the date of point instrument has been identified.The higher precision of the operator has been proved by the experiment.And the maximum uncertainty of the pointer's position in the analog instruments is less than the discrimination of the human eye.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
指针式仪表自动读数系统设计摘要随着模式识别技术、计算机技术等多种技术的不断完善和发展,机器视觉获得了巨大的进步与发展。
目前在许多企业中,存在着大量的仪表,仪表的读数都要靠人来完成,工作量很大而且误差率相对来说比较高,基于这个原因,设计了一个工业生产线在线检测数据数字化处理系统。
首先通过摄像头采集仪表图像,通过传输装置以无线的方式把图像传输到电脑上,然后在电脑上通过matlab程序设计,处理图像,读取仪表的数据,然后用labview调用matlab程序,并设计一个显示界面,通过界面可以看到实时的数据与仪表图像以及在一段时间内数据的变化情况。
最后通过labview访问access数据库,将读取的数据传入数据库中,便于被调用,最终实现检测数据的数字化处理。
关键词:机器视觉图像处理 Matlab LabviewOnline testing data of industrial production line digital processing system designAbstractWith the development of computer technology and pattern recognition technology,machine vision technology makes a great progress and develop- ment.At present,there are a lot of instrument in many enterprises.in- strument reading work need people to complete.So there are a lot of work to do and efficiency is very low,as the same time,error rate is quite high.For this reason,there design a online testing data of industrial production line digital processing system.First of all,there need to takePicture by camera.next,t hrough transmission device in wireless way to transmit the image to a computer.Then by matlab programming on the compu- ter,d ata processing images, read the meter.And then call matlab by labview and design a display interface.Through the interface can see the real-time data.At last,through labview access access database,and take the data into database.Finally,realize the testing data of the digital processing.Keywords:Machine vision image processing Matlab Labview目录1.前言 (1)1.1课题背景 (1)1.2课题研究现状 (1)1.3设计的目的与意义 (2)1.4设计需要解决的问题 (3)2. 工业生产线在线检测数据数字化处理系统总体方案设计 (4)2.1设计方案 (4)2.2可行性分析 (4)3. 工业生产线在线检测数据数字化处理系统设计综述 (5)3.1图像采集与传输装置设计 (5)3.1.1图像采集 (5)3.1.2图像传输系统 (5)3.1.3图像采集与传输系统的设计 (8)3.2图像处理与仪表数据的读取 (9)3.2.1图像预处理 (10)3.2.1.1图像滤波去噪 (10)3.2.1.2图像增强 (12)3.2.1.3二值化处理 (13)3.2.1.4边缘检测与图像分割 (16)3.2.2指针识别 (17)3.2.3读数识别 (18)3.3数据显示界面的设计 (19)3.3.1数据显示界面的前面板 (19)3.3.2数据显示界面的程序框图 (21)3.4数据库的建立 (21)4. 结论 (24)致谢 (25)附录一 matlab图像处理程序 (25)附录二 labview程序框图 (35)参考文献 (36)1.前言1.1课题背景近年来,随着科学技术的进步,许多新兴的技术不断的产生与发展,机器视觉技术也随着图像处理等技术的发展而逐渐产生,而且发展很快。
近些年来,世界范围内涌现了许多的专门从事机器视觉技术的公司,有许多的公司得到了很好的利润。
现阶段,国内的机器视觉技术虽然刚起步不长的时间,但是,也有几家公司在这方面取得了不错的成绩,并且发展的速度也很快。
所谓的机器视觉是以通过处理图像达到类似于人眼的视觉的效果,提高工作效率减轻人的工作负担,为最终目的。
相比于人类的视觉,首先机器视觉不会出现疲劳现象,而且机器视觉识别的精度可以比人眼的识别的精度还要高一些。
目前,很多领域中都出现了机器视觉技术的影子,这也体现出了机器视觉技术的研究价值。
主要应用的领域有:医学领域、工业检测领域、监控管理、航天领域等。
当机器视觉技术应用于工业检测领域时,可以实现工业生产线在线检测数据的自动读取,提高读数的准确性,有效减轻人的负担,及时准确的发现问题、解决问题。
进入21世纪后,电子类的仪表应用的越来越多,准确度更高的数字式仪表大有取代传统的指针式仪表的趋势。
但是,数字式的仪表在某些情况下不能使用,对环境的适应性比较差,比如,在读数快速变化的时候就不适合使用了,而且,相比于指针式仪表来说,数字仪表价格相对较高,大批量的购买成本会上升很多。
指针式仪表则可以适用于很多的场合,环境因素对其约束相对来说不大。
除此之外,指针式仪表还有许多其他的优点,比如,抗干扰性强,防尘,防水等,因此我们国家的许多行业中,尤其是那些严禁易燃易爆的场合,比如电力、石油、化工等,指针式仪表仍然是首选,在环境恶劣的场合,根本无法使用数字式的仪表。
在一般的工厂中,指针式的仪表数量大、种类多,这些仪表的读数十分的麻烦,而且工作量很大,工作效率很低。
传统上人们是检定指针式仪表的方法是人工判读,但是这种判别方法会受到许多人为因素的干扰,比如人的观测仪表角度、疲劳强度以及观测的距离,具有工作强度大,误差率大等缺点,不能实现仪表读数与检测的自动化。
每个仪表都需要依靠人来瞄准,每个仪表的操作也需要依靠人来完成,这种方式的工作量大,效率低。
为了缩短检测的时间,有效减轻工作人员工作强度,提高检测工作的自动化水平,设计工业生产线在线检测数据数字化处理系统是很有必要的。
利用机器视觉技术,可以实现仪表图像的采集、识别以及仪表数据的读取,而整个设计的关键就在于如何用图像识别的方式识别仪表,读取数据。
1.2课题研究现状工业生产线在线监测数据的数字化处理系统的设计的核心是使用图像识别的方法识别仪表,指针式仪表的读数识别研究起步相对来说较晚,1994年,sablatnig等人提出了利用hough变换来检测指针式仪表的读数的方法[1]。
1995 年,韩国的Kyong-Ho Kim 等人成功的实现了对核装置数字表的图像分割,采用的方法是区域划分和阈值法,最终采取一系列的措施,建立一个完全自动化仪表识别系统[2]。
Correa Alegria等人完成了利用机器视觉技术对指针式仪表的检定,整个过程为,首先使用摄像头采集图像,然后采用减影法处理图像,保存图像,然后利用霍夫变换检测直线,识别指针,并且读出指针的角度然,最后,根据指针角度通过计算,得到指针的读数[3]。
孙凤杰等人提出一种新的提取指针的方法,这种新方法适合较差光照条件下使用,从而解决了光照条件对指针分割的约束问题,取得了较好的识别效果[4]。
黎明和王厚枢设计了一个飞机座舱仪表读数的识别系统,这个系统首先进行图像二值化,主要运用的小波变换来提取指针及刻度,并且成功的去除了光线以及各种外部噪声对整个读数系统的影响,检测出指针和刻度后,找到仪表圆心,测量出指针的角度,找到指针角度与读数的关系,并成功读取数据,这个系统的识别精度很高,完全高于人眼的识别,而且成功实现了在线测试[5]。
周洪和钟明慧成功的实现了指针式的仪表的数据的自动读取。
这种读数方法突破了距离的限制,可以远距离的通过读取到仪表的读书,而且读数准确,延迟也很小,可以在线测试,整个系统的安装也很简单,而且成本也很低,对于一些危险场合的仪表读数具有重要的现实意义[6]。
2007年,杨晓敏等人设计了一种新的识别方法,这种方法的原理与车牌识别的远离非常相似模,是一种高斯混合模型识别方法[7]。
何智杰等人设计了一种新的仪表读数的识别方法,这种新方法特别适合精度很高的指针仪表,这个方法中主要运用了霍夫变换和中心投影分析法,这种方法可以实现刻度的全自动识别,而且还提高了识别的精度和速度[8]。
宁志刚等提出一种可应用于高精度指针仪表读数的方法,该方法的原理是利用脊波来提取仪表图像中的直线,可实现自动跟踪判读[9]。
1.3设计的目的与意义对于大多数的指针式仪表,尤其是准确度比较高的仪表的检验,仍然需要通过人来实现,这其中夹杂了许多的人为因素,不同的人对于同一个仪表可能会读出不同的数据,对于准确度比较高的仪表,会有比较大的误差率,而且人会出现视觉疲劳,增加了数值被读错的可能性,造成人为的误差。
所以,设计一种能自动读取指针式仪表读数的系统,就可以大大减少人的工作量,降低工作的强度,提高读数的准确性,提高工作效率。
工业设备能耗参数指标体系建立后,通过计算机就可以清楚的了解到各设备的能耗情况以及工作状态及时准确的发现问题,这样可以减少能源的消耗,优化能源结构,提高能源利用率,提高生产效率,具有良好的经济效益和社会效益。
1.4设计需要解决的问题①对组成工业生产线在线检测数据数字化处理系统的各种软硬件进行综合设计,硬件部分包括摄像头、图像传输设备、图像接受设备的选择;软件部分包括对接收到的图像进行处理的相关程序,读数显示界面的相关程序。
②研究准确读取仪表数据的方法:获得较高质量表盘图像,有效的把指针检测出来,提高读数的准确性。
③.数据显示界面的设计:能够看到此时此刻的仪表图像以及对应的表盘读数,能够看出仪表的读数在一段时间内的变化情况。
2.工业生产线在线检测数据数字化处理系统总体方案设计2.1设计方案工业生产线在线检测数据数字化处理系统主要由图像采集装置、图像发射与接受装置、图像处理部分以及客户端等部分组成。