mach3说明书
mach3操作指南
引言概述:Mach3是一款常用的数控机床软件,在机械加工过程中具有重要的作用。
本文将深入介绍Mach3操作指南的第二部分内容,旨在帮助读者更加全面地掌握和应用Mach3软件。
本文将分为五个大点进行阐述,包括:参数设置、坐标系设置、刀具设置、步骤运行和常见问题解决。
每个大点将进一步细分成59个小点进行详细阐述。
正文内容:一、参数设置1.进入Mach3软件的参数设置界面2.理解和配置常用的参数设置选项,如脉冲当量、速度模式和加速度设置等3.了解并配置输入和输出信号设置,如限位开关、急停开关、手动输入等4.配置机床类型和轴设置,确保软件和机床的匹配性5.备份和恢复参数设置,以防止设置丢失或出现问题二、坐标系设置1.熟悉Mach3的坐标系设置概念和标准定义2.在Mach3软件中设置工件坐标系和机床坐标系3.设置坐标系原点和工件坐标的转换关系4.调整坐标系偏移,确保加工精度和准确性5.检查和校准坐标系设置,避免误差和偏移的发生三、刀具设置1.确定刀具库和刀具参数设置的重要性2.添加和编辑刀具库,包括直径、长度、刀尖半径等3.在加工程序中选择并配置刀具4.设置刀具的进给速度、转速和切削深度等参数5.校准和调整刀具参数,以适应不同的加工需求四、步骤运行1.导入和编辑加工文件,如G代码和M代码2.载入和选择加工程序,设置初始加工条件3.预览和模拟加工轨迹,检查程序正确性和安全性4.开始运行加工程序,监控加工过程中的各项指标5.结束加工程序,检查加工结果和质量,并进行必要的调整和修正五、常见问题解决1.分析和解决加工过程中出现的错误和故障2.处理机床运行异常和不稳定的情况3.理解和调整加工过程中的报警和提示信息4.掌握常见故障排除方法和技巧5.提供其他问题解决的参考资源和联系方式总结:本文对Mach3操作指南的第二部分进行了详细介绍,包括参数设置、坐标系设置、刀具设置、步骤运行和常见问题解决等内容。
通过学习和掌握这些知识和技巧,读者可以更加熟练地操作Mach3软件,提高数控机床的加工效率和质量。
MACH 3接口板使用说明
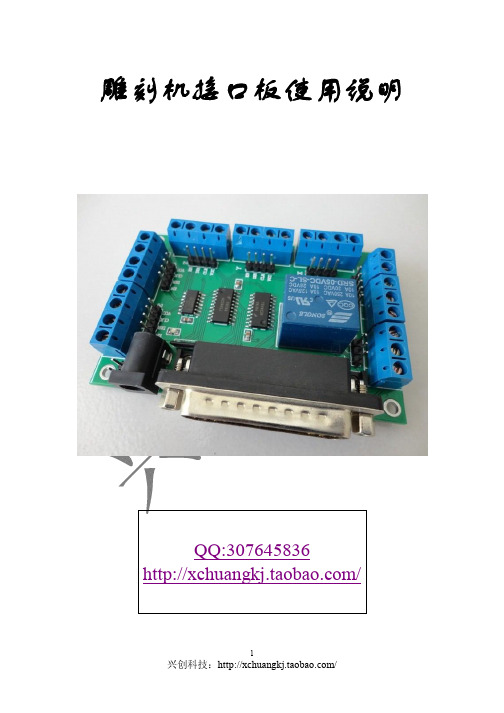
雕刻机接口板使用说明目录一、雕刻机接口板功能简介: (3)二、电气接线图: (3)三、接口板和驱动器的连接方法: (4)四、信号输入接口的连接方法: (4)五、继电器接口的使用: (5)六、并口的25针引脚输出定义: (5)七、Mach3软件的设置和使用方法: (6)7.1 Mach3的启动: (6)7.2 Mach3软件的端口设置: (7)7.3 限位开关的mach3设置: (11)7.4电机调试: (12)7.5 G代码的运行: (14)7.6 如何使用MACH3的手控界面: (16)八、联系我们: (17)一、雕刻机接口板功能简介:1、同时接5块步进电机驱动板器,控制5个步进电机运转2、带四路限位开关接口,可以接限位开关和急停开关,复位,对刀开关等。
3、带继电器控制,可控制雕刻机主轴电机的转动与不转动。
4、工作电压DC5V5、支持mach3软件。
二、电气接线图:三、接口板和驱动器的连接方法:X、Y、Z、4、5轴接口连接驱动板示意图:四、信号输入接口的连接方法:信号输入接口可以接限位开关和急停开关,对刀等,下图都以限位开关示意,具体的使用可以参考mach3中文教程:五、继电器接口的使用:继电器可以控制主轴的启动和停止,要使用该继电器,首先要对软件进行设置,软件的设置在后面章节中会提到。
在使用时即可通过代码控制继电器的吸合和释放,以此控制主轴的启动和停止。
六、并口的25针引脚输出定义:图6.1 并口接口并口简介:电脑的并口是一个25针D型凹槽连接器,图6.1所示为从电脑后方观看得并口插槽,箭头所指的方向为信息流相对电脑的流动方向,如标号为10-13的脚针是对向脑输入数据的。
接口板并口输出信号定义:七、Mach3软件的设置和使用方法:说明:这里将对mach3的基本设置进行讲解,对于mach3的设置是一个复杂的过程,我们这里的介绍主要是针对我们的驱动板进行,让您能够使电机正常转动,对于一些复杂的设置请您参考mach3的使用手册,那里有非常详细和专业的讲解。
浩然雕刻机MACH3系列使用说明书

浩然雕刻机使用说明书(MACH3系列)适用机型(固定龙门、单立柱、移动龙门)二〇一五年一月一日目录一、软件安装环境: (2)二、安装程序 (2)1、MACH3软的安装: (2)2、安装好后要做的事: (3)3、破解汉化软件: (3)4、运行mach3mill界面: (4)5、修改对刀代码: (4)三、参数的设置(请按以下图片内的数值设置) (5)1、并口设置 (6)2、电机输出设置: (6)3、限位参数设置 (7)4、对刀、限位、紧急恢复设置 (7)5、输出信号设置: (8)6、主轴设置 (8)7、电机速度参数设置: (9)8、机床限位和行程设置 (10)9、键盘控制按键设置 (10)四、机器调试 (10)1、XYZ轴的运行测试和方向测试 (11)2、限位、对刀的测试; (14)3、主轴运转调试 (14)MACH3基本操作说明浩然机械首先,感谢您使用我们的产品:一、软件安装环境:1、使用具有并口(25针打印机接口)输出的台式电脑或者笔记本电脑;2、电脑操作系统为32位win7以下操作系统,(MACH3不可以在64位win7系统运行),建议使用32位win7或者XP系统;注:部分电脑并口驱动电压低于3.3伏左右的电脑,有可能会造成运行的不稳定。
二、安装程序1、MACH3软的安装:我们提供的是Mach3.043.066和2.63版的版本,安装前请关闭360杀毒软件(误删文件),安装过程一路默认就可以了,安装好有的机器需要重新启动,安装好后桌面上有几个快捷方式,一个是铣床—个是车床的,一个是等离子的。
我们选择铣床运行。
(图1)(图2)2、安装好后要做的事:检查设备管理器,看是否有mach3的驱动,如果没有,mach3不能运行操作机器(如图3);(图3)3、破解汉化软件:将安装软件目录“chs”里的文件拷贝到C盘的MACH3目录下(图4),( 我们已经将软件做了适当修改,仿真窗口扩大,以便观察加工过程情况(适用于屏幕分辨率大于1024*768的显示器),如果出现界面变形,可以在MACH3的“设置”、“总体设置”、“屏幕控制”做相应修改,或者在“查看”“加载新界面”选择mach3目录内的1024(1024分辨率).set文件加载)。
MACH3电子手轮说明书
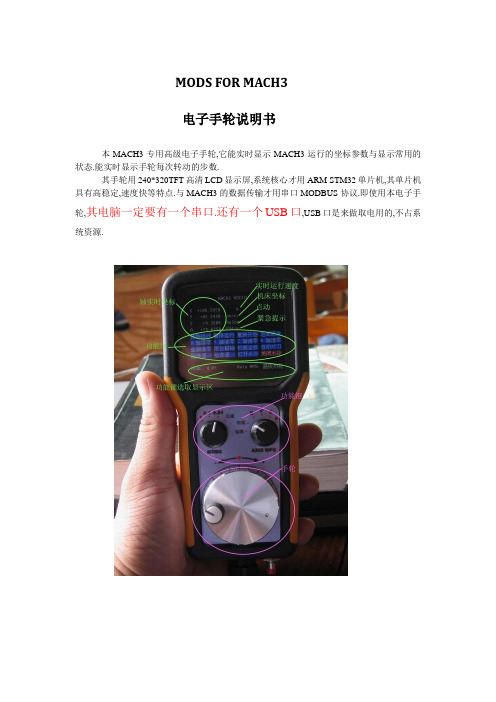
MODS FOR MACH3电子手轮说明书本MACH3专用高级电子手轮,它能实时显示MACH3运行的坐标参数与显示常用的状态.能实时显示手轮每次转动的步数.其手轮用240*320TFT高清LCD显示屏,系统核心才用ARM STM32单片机,其单片机具有高稳定,速度快等特点.与MACH3的数据传输才用串口MODBUS协议.即使用本电子手轮,其电脑一定要有一个串口.还有一个USB口,USB口是来做取电用的,不占系统资源.安装与调试:1:先将手轮的串口母口与电脑的串口公口连接,并固定好螺丝紧上,再把USB插头与电脑USB连接,并打开MACH3(V3.041).2:按(设置) (端口/针脚) 如下图中所示:先按上图所示设定,在编码器/电子手轮说明有详述.V1.84版本请重新启动MACH3.3:设置ModBus控制:超时时间在超时的时间设置说明有详述4:将脚本文件Macropump.m1s复制到C:\Mach3\macros\Mach3Mill文件夹里,如果MACH3装在其它盘,请拷在所在的文件夹下的\Mach3\macros\Mach3Mill文件夹里.5:总体设置:6: 重新启动MACH3,后按键盘上的TAB键呼出手轮图:这时转动手轮上的功能键,MACH3上的手轮图指示会相应改变.编码器/电子手轮说明:Counts/Unit是指手轮每转动N格才算一步,比如写上2,档位在0.1时,这时要转两格才进0.1. Velocity是全速时的速度,输入数字大,手摇控制的轴速度小,反之越大.超时的时间设置说明:当正确设置会显示No error提示,如出现Receive Timeout 提示,那很表示没有设置好参数或手轮没接好,请重新按每步来做.No error与Receive Timeout交替出现,则说明所设置的超时时间过小,适当改大,即可.参考值20-60之间.高级手轮使用:1 LCD屏显示说明:LCD屏分成4个区: 轴实时坐标MACH3返回状态区功能区功能键选取显示区轴实时坐标显示会与MACH3在电脑上显示同步,但精度只会0.001小于时会按四舍五入来显示2 功能键说明:共有二个功能键: MODE AXIS MPGMODE是选择每步的运行距离值, 有1 , 0.1 , 0.01 , 全速四档AXIS MPG 是选择要控制的那个轴与功能控制1 当选取电脑档位时控制权交给电脑,手轮当显示作用,正常下加工时打到这个档.2 当选取X,Y,Z,A 时就是控制对应的轴3 当选取功能档位功能区会显示出功能组,功能组相当于MACH3上的功能键,转动手轮当前红色光标会跟着改变,当指定到所要的功能时,按下手轮中间,1秒钟(有一定的延时,防止错按),当前的光标颜色变成绿色,即可.3 实时步值:这个功能是高级手轮一个特点,可以实时看每次走的步值当选取所要控制的轴后,会有一个实时步值出现实时步值是反应手轮每次转动的步值数, 按手轮中间的可以清零比如现在想控制X轴正走4mm 这时只要把MODE档位打到0.1 , AXIS打到X 再按一次手轮中键清零实时步值,慢慢正转手轮,当实时步值达到40后停止转动.这时机台会精确正加4mm4单相紧急复位键单相紧急复位是相当于MACH3紧急复位,但它是单相的(这个是特意这样安排的),所谓单相是指当按此键时,只能让MACH3停止工作,要复位只能按MACH3上的紧急复位,注意事项:当选取1mm时要注意了,因为手摇的速度是机台运行速度的几倍,所以会出现,当摇柄停下后,机台还在走的情况(可以调高MPG进给速率)!!!!!!新手一定注意了!建议新手先用0.01档或0.1档与全速档位!如果想让手摇时机台的速度加快,调MPG进给速度,方法是:用鼠标点MPG进给速率筐,这时MPG输入筐会显白,直接输入所要的速度,后按回车,(一定要记住按回车才能生效!!!).。
mach3铣床使用说明

3.7.2 刀具轨迹显示窗口的移动和缩放.................................................................................. 3-10
3.8
其他屏幕显示特点 ..................................................................................3-10
4.
硬件和机床的连接................................................................................. 4-1
4.1
安全警示....................................................................................................4-1
界面显示....................................................................................................3-5
界面显示对象 .................................................................................................................. 3-5 按钮和快捷键的使用....................................................................................................... 3-5 数字读出器的数据输入 ................................................................................................... 3-6
Mach3一体机系统硬件说明书

系统MACH3一体机Mach3 motion cnc system硬件说明书MANUAL产品尺寸正面22.5mm产品尺寸42.3m m48mm8mm247.2m m侧面产品参数操作示意图1.显示屏2.标准键盘输入界面3.MPG 控制键盘(详情见第五页)4.鼠标和轴选,倍率界面(详情见第六页)1234操作示意图MPG控制键盘说明RESET复位键STOP停止键返回程序第一行主轴开/关进给速度+/-主轴速度+/-按下Fn和此键将当前坐标清零返回工件原点8个自定义宏代码按键Start开始Pause暂停坐标左移/右移Step步距模式Cont连续模式返回机械原点对刀按键返回安全Z高度操作示意图轴选旋钮(用MPG 键盘控制左右移动的时候需要选择)倍率/速度选择(用MPG 键盘控制的时候需要选择)CapsLock 大写锁定键RUN工作指示灯5V电源指示灯鼠标左键鼠标右键鼠标界面说明鼠标移动操作说明启动一体机连接一体机电源线,然后按下一体机面板上的黄色开机键5秒(如图1.0).等待一体机开机,开机之后再进行下一步操作.开机键图1.0连接好电源后,用以太网线连接控制卡和一体机,连上以太网线之后,控制卡的以太网端口左边绿色指示灯会常亮,表示和电脑连接成功。
启动Mach3软件之后,以太网端口右边的黄色指示灯才会亮。
操作说明控制卡接线图:控制卡其他部分的接线原理,请参照详细的控制卡接线图,将驱动器,限位开关,变频器等全部正确连接。
连接控制卡如何连接以太网Ethernet 接口的控制卡:连接控制卡24V 电源。
如果连接正常,控制卡上的电源指示灯24V Power LED 会一直亮,如果不亮或者闪烁,请检查控制卡24V 电源是否连接正确。
mach3铣床使用说明
策略 ................................................................................................................................. 4-7 开关 ................................................................................................................................. 4-8 开关的安装位置 .............................................................................................................. 4-9 Mach3 如何使用共享开关 ............................................................................................... 4-9 运行中的基准 ................................................................................................................ 4-10 其他复原和限位选项及注意事项.................................................................................. 4-10
mach3操作指南ppt课件

14
PPT学习交流
15
PPT学习交流
16
PPT学习交流
17
PPT学习交流
18
PPT学习交流
19
PPT学习交流
20
PPT学习交流
21
PPT学习交流
22
PPT学习交流
23
PPT学习交流
24
PPT学习交流
25
PPT学习交流
26
PPT学习交流
27
PPT学习交流
28
PPT学习交流
43
PPT学习交流
44
PPT学习交流
45
PPT学习交流
46
PPT学习交流
47
PPT学习交流
48
PPT学习交流
49
PPT学习交流
50
PPT学习交流
51
PPT学习交流
52
PPT学习交流
53
PPT学习交流
54
MACH3的断点续雕
• 先设置再续雕
PPT学习交流
55
PPT学习交流
56
PPT学习交流
57
PPT学习交流
58
PPT学习交流
59
PPT学习交流
60
PPT学习交流
61
PPT学习交流
62
PPT学习交流
63
PPT学习交流
64
PPT学习交流
65
PPT学习交流
66
PPT学习交流
67
PPT学习交流
68
PPT学习交流
69
PPT学习交流
70
PPT学习交流
71
PPT学习交流
72
Mach3 使用说书
Mach3 使用说书一.控制雕刻机是点击桌面mach3mill图标启动,设置一般是在紧急复位闪动下完成的,但第6步步数设置在紧急复位闪动下无法完成,需要关闭紧急复位。
1. 选择设置→公英制设置,选择毫米。
2. 设置→端口与针脚→电机输出,进入设置界面,具体设置如下:Enable StepPin DirPin DirLow StepLow StepPort DirPortX √ 2 3 x √ 1 1Y √ 4 5 x √ 1 1Z √ 6 7 x √ 1 1A √ 8 9 x √ 1 13.设置→系统热键设置。
热键可以自己设置,如X++ :输入右手小键盘的数字键1,则1就是代表X++方向。
4.设置→总体设置→在循环模式里设置手动增量,可以自己对手动量进行设置5.设置→电机调试设置。
以X轴设置为例,点击X轴,Steps Per(每单步) :313 速度:1500 加速度:200 设置好点击“ 保存”,然后对其余各轴进行设置。
点击“确定”,电机调试完成。
注意:速度必须适中,看指示图像,不要超出范围,否则导致机器不稳定。
6.步数设置(注:关闭紧急复位闪动)。
设置Alt+5→设置步数/单位,对步数进行设置。
以X 轴设置为例子,Pick Axis to Calibrate: X 轴设置步数,点击OK。
出现一个对话框,How far would you like to Move the X Axis?你希望X轴走多少?如果希望走10,手动输入:10,点确定,然后测量X轴实际走动的距离,再次输入该数值,mach3自动计算脉冲当量,脉冲步数设置完成。
其他轴均按照此设置。
7.设置好所有设置关闭Mach3mill重新打开。
二.加工。
1. 文件加载。
文件→载入G代码,文件载入。
2. 点击紧急复位,停止闪动,可以执行操作任务。
3. 点击循环开始(运行),进行程序加工,主轴和轴进入运行状态。
4. 进给保持(暂停)。
点击“进给保持”,工件程序停止,在进给保持状态下,可以更换刀具,mach3会记住点击进给保持时轴所在的位置,在工件程序运行继续时轴将回到工件程序停止之前的位置。
(完整word版)mach3教程

安装培训教程声明:本雕刻机作为网络交流的个人作品,成品及半成品及套件并非严格意义上的商品,使用者需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人不对直接及间接损失承担相应责任。
有关软件版权:本机器所涉及的相关软件均来自互联网,原作者享有版权,作为学习了解之用请及时删除并购买授权软件,使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围:本人只对CNC雕刻机承担相应的责任,货款只是设备本身的价格未包含任何软件及软件培训费用,货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的工作完成,本设备使用过程中所涉及到的所有软件不在作者的培训责任之内,作者只能给予适当知道及在自己则能力之内给予答疑解惑网络时代请广大玩家尽量利用网络工具求助交流设备及软件的安装及设置警告:变频主轴属于精密高速专业主轴,变频是设置非常专业,设置不当将造成变频器和主轴电机的损毁,用户不要私自更改变频器设置,不要拆解主轴电机和变频器,变频器内部有高压可能对您造成伤害,变频器的频率很高如果设备接地不合格可能对系统造成干扰不能正常工作。
数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤!本设备采用计算机并行接口和PC连接,控制软件MACH3通过并口端口控制雕刻机各轴按照指令运行WINDOWS请用sp2版本,其他版本可能出问题提示:并口(打印口)要求工作在EPP模式,任何其它模式可能造成雕刻机不能正常运行,有关EPP模式的设置应在计算机主板BIOS中进行,各个厂家的设置方法不尽相同,请参阅计算机的说明书进行设置。
警告:控制用的PC应该是台专用的,并尽可能不要按装其它应用软件!警告:部分PC没有自带的并行口,玩家需另行购买PCI 插槽的并口扩展卡,任何市售的USB-并口(打印口)的设备都不能使本设备正常运行。
MACH3入门使命说明

MACH3入门大海制作MACH3软件强大的功能,应用广泛(工业数控,业余制作),二次开发简单,DIY 空间非常大,所以是专业业余都可以用的软件。
此文是写给没有入门的爱好者的,爱好者应用这个软件前请先看看<<MACH3中文说明官方版》。
官方有2.02中文版,安装时候一路下一步,安装时候显示的选择都要勾起。
安装好后电脑一定要重起,不然运行运行软件会黑屏。
桌面上有几个快捷方式,一个是铣床的一个是车床一个是等离子。
双击快捷方式(如铣床),这就是铣床程序运行界面(打开界面后,先可以不接并口线,不连接驱动器,不连接接口版测试软件是否安装好)“紧急复位”按钮如果在闪动,按一下就不会闪了,软件改变设置,压了限位,都会闪动,在闪动情况下,代码程序不能运行,手动也不会有反应。
手动--------可以按键盘上的方向键可以控制XY运动(轴数字读出器会显示运动的数),PAGE(UP) PAGE(DOWN)键控制Z轴,也可以按键盘上“Tab”键调出“MPG”模式的键盘按软件上的方向键也可以实现手动,如果按手动键,数字读出器数不变化可能是:“紧急复位”在闪动, 点动开关关闭了,或者模式选择在MPG(外接手轮控制),如果是这些情况就用鼠标点击一下就可以。
手动模式有两个选择一个是“步”就是手动一次就走1毫米或0.1毫米或0.01毫米,还有一个选择是“连续”,按了按钮后一直会变化。
如果上面设置好数字还是没有变化,看看这设置对不。
还有轴端口也要有针号,如果以上设置都正确手动还是数没有变化,就要怀疑软件没有安装好,可以卸载(卸载后连原文件夹也删除)重新安装,或者是电脑问题了。
软件设置:1,设置单位2,设置并口3,设置电机端口设置完后要确认4 电机调试设置:脉冲数就是多少个脉冲托板走1毫米,这个如果不对,生产出的产品就不是1:1的。
最大速度就是代码G0的速度,这个速度与螺杆螺距,机器的的构造,步进电机的大小,驱动器的参数都有关系,如果速度高了电机启动不了,或者会失步,慢了工作效益不高,所以要多调试。
mach3操作指南课件
mach3操作指南
G代码
mach3操作指南
mach3操作指南
mach3操作指南
车床设置...车轴)
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
破解方法 破解方法
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
对刀
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
MACH3的断点续雕
• 先设置再续雕
mach3操作指南
mach3操作指南
mach3操作指南
3使用介绍.破解.自动对刀方法
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
mach3操作指南
Mach3Mill使用说明 2

打開程序文件:文件 載入G代碼 選擇 自己編輯的程序文件,打開后的介面如下圖:
設置好的介面如下
程序文件載入后,緊急復位按鈕處會有’Press reset……’等英文字母出現,點擊這個按鈕,字母 會消失,現在點擊循環開始,軟件就可以工作了, 雕刻機也會運作起來;但是在此之前,我們還得進 行雕刻機的原點定位: 1,用鍵盤上的上下左右鍵控制雕刻機的Y軸和X軸, 鍵盤右邊的數字鍵盤中的9和3控制雕刻機的Z軸 (注:此時數字鎖定鍵‘Numlock’需关闭,即指 示灯不亮) 2,利用鍵盤控制鍵把鑽頭移動到適當的位置以作為 雕刻機的原點,此時控制介面上的X,Y,Z軸需清零; 3,現在可以點擊循環開始,一般需要點擊兩次,就 可以切割了。
設置
電機調試
X軸
X軸設置為320
設置
電機調試
Y軸
Y軸設置為320
設置
電機調試
Z軸
A軸為160
功能設置
校準主軸
主軸轉速設置為5000
此時,軟件設置完成,其餘按軟件默認設置即可; 關閉重新啟動軟件,檢查以上設置有無變更,若有 變更,則重新以上設置,若保持設定值,則軟件可 以使用了。
此時數字鎖定鍵numlock需关闭即指示灯不亮2利用鍵盤控制鍵把鑽頭移動到適當的位置以作為雕刻機的原點此時控制介面上的xyz軸需清零
Mach3Mill 基本操作說明書
操作Much3雕刻軟件之前必須先做以下設置
步驟如下:
設置
端口/針腳
端口設置和軸向選擇
設置為:0X378
設置
端口/針腳
電機輸出
X,Y,Z全部打X
Mach3以太网控制卡 MKX-ET(以太网卡)说明书

MACH3以太网控制卡适合系统:MACH3运动控制系统MK3-ET :以太网接口的,3轴运动控制卡MK4-ET :以太网接口的,4轴运动控制卡MK6-ET :以太网接口的,6轴运动控制卡型号以太网卡:184x127x 30mmMKX-ET(以太网卡)说明书QC :012016-9-13电源0V 电源24V适合系统:Mach 3系统产品型号:MK 4-ET 产品名称:Mach 3以太网控制卡硬件程序版本:特点描述支持Mach 3 所有版本,只适合Windows 操作系统,仅支持以太网接口,使用时需要进行IP 通讯地址设置(参考第20页)支持主轴速度反馈功能支持断电续传功能支持最大10米以太网线,无需安装驱动,即插即用;支持最多6轴联动,包括点动6轴联动。
(根据型号不同,支持轴数不同)拥有2000K Hz 的脉冲输出,支持差分信号输出,支持伺服/步进电机。
拥有状态指示灯,可提示连线状态,Mach 3连线状态,运行中,各类状态一目了然。
拥有16个输入口,8个输出口,支持扩展输入输出口所有IO 口全隔离,抗干扰强,性能稳定支持主轴PWM 调速输出;支持主轴脉冲+方向输出;支持主轴0到10V 模拟电压调速输出。
184x 127x 30 毫米,铝外壳,屏蔽干扰,稳定可靠。
★第1部分:控制卡硬件说明★★★★★★★★★-1-端口说明图变频器调速接口变频器调速信号模拟地变频器调速输入:0-10V 变频器10V 输出5V P W M 信号输出X 轴原点信号(输入0)Y 轴原点信号(输入1)Z 轴原点信号(输入2)A 轴原点信号(输入3)对刀信号输入(输入4)16个输入信号接口外接电源输入:24V外接电源输入:地线方向-脉冲+外接电源输入X 轴工作指示灯状态说明:常亮:表示工作运行正常输出:0V电源指示灯慢闪:表示控制卡与电脑 连接正常不亮:表示与电脑连接 不正常输出0V输出24V 输入5输入6输入7输入8输入9输入10输入11输入12输入13输入14输入15输出8输出3输出4输出5输出6输出76个输出口Y 轴Z 轴A 轴第1部分:控制卡硬件说明变频器正转信号变频器反转信号变频器数字信号地主轴速度反馈输出:24V-2-QC :012016-9-13脉冲-方向+方向-脉冲+脉冲-方向+方向-脉冲+脉冲-方向+方向-脉冲+脉冲-方向+电源0V电源24V输出:24V输出:0V适合系统:Mach 3系统产品型号:MK 4-ET 产品名称:Mach 3以太网控制卡硬件程序版本:应用接线图备注:如果出现开启变频器,控制卡工作不正常,是因为变频器干扰引起的;请更换变频器 根据我们的测试,推荐使用市场上的如下品牌变频器:贝斯特。
MACH3激光控制使用教程
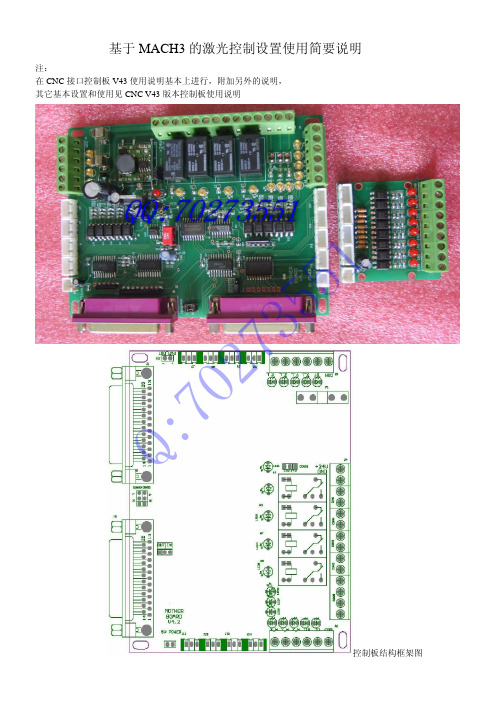
基于MACH3的激光控制设置使用简要说明注:在CNC接口控制板V43使用说明基本上进行,附加另外的说明,其它基本设置和使用见CNC V43版本控制板使用说明1553727:Q控制板结构框架图1、 控制激光启动和停止1.1 使用继电器输出控制激光的启动和停止1.1.1 输出设置(config—ports and pins—output signals )1.1.2 M3和M4控制设置1.1.3 接线使用说明同正转反转接法一致。
1.2 使用TTL 电平控制激光的启动和停止 1.2.1 输出设置1.3.2 M3和M4控制设置Q :702735511.3.3 接线使用说明A 、CON33,中间跳线剪开,不要连接。
B 、TTL 接线:使用CON5 (4位)接口,从上至下,第二位对应M3,第三位对位M4。
2、控制激光功率2.1 直接使用PWM 控制激光输出功率2.1 PWM 输出IO 设置(config—ports and pins—motor outputs )设置同MILL 的主轴,如上图。
2.2 PWM 参数设置(config—ports and pins—spindle setup )PWMBASE FREQ (PWM 基频)和MINIMUM PWM 可以自己控需要进行调整 2.3 接线使用说明Q :70273551对应接线,使用+5V 和STEP 两根线。
2.2 使用模拟电压0-5V 控制激光输出功率 2.2.1 参数设置同上 2.2.2 接线使用说明对应接J15,注意正负极性。
PWM 模拟电压0-10V 输出,见控制板接口J15,请注意极性(如上图示)Q :70273551如果输出最大值不及10V ,请尝试调整此电位器。
PWM 输出0-10V 对应数据(使用美国FLUKE 92B )示波表测试,见下图,最低0转,最高8000转)1)转速为0时的PWM 输出2)转速为100的PWM 输出3)转速为1000转的PWM 输出4)转速为3000转的PWM 输出5)转速为8000转的PWM 输出Q :70273551。
产品说明书 MACH3 以太网控制器 NVEM

产品说明书MACH3以太网控制器NVEMMNVEM产品说明书Contect..........................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................01第一章 概 述1.1 产品简介飞斯特数控专注数控行业7年,专门从事于多种高质量,高可靠性CNC 数控系统的研究、开发和生产工作。
MACH3系统机器操作使用说明

MACH3系统机器操作使用说明一、系统安装与配置2.连接数控机床或机器人,并检查其电气连接是否正确。
3.配置各轴的步进电机和驱动器参数。
4.配置刀具库和工件坐标系统。
二、界面介绍1.主界面:显示当前的机床状态、坐标位置和运行信息。
2.菜单栏:提供常用的操作选项,如文件打开、保存和导出等。
3.工具栏:包含一些常用的功能按钮,如开始、停止、暂停和回原点等。
4.配置窗口:用于设置整个系统的参数和各轴的运动参数。
6.DRO显示窗口:显示当前轴的坐标位置和运动状态。
三、基本操作1.加载G代码文件:使用菜单栏的“文件”选项打开G代码文件,并选择正确的文件格式。
2.设置刀具:在菜单栏的“工具”选项中选择“刀具设置”,设置刀具的直径和长度等参数。
3.设置工件坐标原点:在菜单栏的“工具”选项中选择“SETXYZ”设置工件坐标原点。
4.设置加工速度:在菜单栏的“设备”选项中选择“设置速度”,设置加工速度。
5.单段运行:在菜单栏的“执行”选项中选择“单段运行”,用于逐行运行G代码程序。
四、手动操作1.选择手动方式:点击主界面的“手动”按钮,选择需要操作的手动方式,如手动运动、手动进给和手动连续等。
2.手动运动:在手动运动方式下,选择需要操作的轴,并点击箭头按钮进行手动运动。
3.手动进给:在手动进给方式下,选择进给速度和进给距离,并点击箭头按钮进行手动进给操作。
4.手动连续:在手动连续方式下,选择运动方向和连续运动速度,并点击箭头按钮进行连续运动。
六、程序运行1. 选择运行模式:点击主界面的“Auto”按钮,选择运行模式,如连续运行、单步运行和循环运行等。
2.开始运行:点击工具栏的“开始”按钮,开始运行G代码程序。
3.暂停运行:点击工具栏的“暂停”按钮,暂停当前的程序运行。
4.停止运行:点击工具栏的“停止”按钮,停止当前的程序运行。
七、常见问题和故障排除1.轴运动不正常:检查轴的连接是否松动,及时更换老化或损坏的部件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
USB运动控制卡(AKZ250版本)安装手册Ver1.17本卡特点:✧支持Mach3 所有版本,包括目前最新版Mach3 R3.042.040。
✧支持所有Windows版本,包括目前最新版Windows7。
✧USB无需安装驱动,所有Windows版本即插即用。
✧全面支持USB热插拔,随时监测USB连线状态,Mach3工作中,USB电缆拔出再插上,也可正常连线。
✧支持4轴联动,包括点动4轴联动。
✧支持自动对刀,电子手轮,软件限位,软件消回差功能。
✧48M速度,无需PC介入,信号由运动控制卡独立完成处理,确保您拥有真正地实时性和可靠性。
✧拥有200KHz输出,接伺服/步进。
✧拥有状态指示灯,可提示USB连线,Mach3连线,运行中,各类状态一目了然。
✧拥有16个输入指示灯,清楚显示信号输入状态。
✧拥有测速功能,主轴实际转速在Mach3界面中实时显示,并且创新提供实时转速的图表显示,主轴的转速变化清晰且生动。
✧拥有板载隔离电源,无需外接电源,简化电控箱电源要求,方便接线,同时也可使用外部电源,灵活选择。
✧采用10Mhz高速光耦10个,通用光耦24个,总计光耦达到34个,隔离所有输入/输出,高成本设计提供完整抗干扰性能以及完善的安全保护。
✧提供完备的安装手册,文档清晰,图文并茂,描述详细。
✧电路板精心布线,唯选优质器件,制作精良。
安装手册导览文档更新记录运动控制卡配线示意图外形及安装孔机械尺寸1.安装准备2.Mach3的软件配置3.运动控制卡的硬件安装B运动控制卡的接线表B运动控制卡的接线图6.外部倍率旋钮7.主轴调速模拟量输出8.主轴测速功能9.自动对刀10.电子手轮11.预读缓冲设置文档更新记录日期/版本运动控制卡配线示意图伺服外形及安装孔机械尺寸141 ±0.1148.6本卡是一款Mach3 USB 接口的 3/4 轴外部运动控制卡。
最新版Mach3官方网站下载地址:/downloads.php进入官方网站后,点击Mach3下载:如下图中红圈所示安装Mach3时,可以不安装并口驱动。
可以不安装并口驱动本卡不需要安装USB驱动程序,Windows2000/Xp/Vista/Windows7即插即识别。
1.3.1收到卡后,先使用USB线与PC连接。
1 231.3.1将所附软件usbmove.dll (usbmove.zip 解压缩),放置于Mach3\PlugIns 目录(文件夹)。
例如您的Mach3软件安装在C:\Mach3,则将usbmove.dll 放置于C:\Mach3\PlugIns .附注:插件usbmove.zip ,请到以下链接下载最新版本:/1.3.3 启动Mach3软件,您会看到运动控制卡的选择对话框,请选择“Mach3-USB-Motion-Card ”,还可以选择”Don't ask me this again ”以后不再提示。
当卡上指示等闪烁,表示MACH3与USB 卡已经连线完成。
Mach3\PlugIns 目录 文件拖放 选择USB 外部运动控制卡2.1 Mach3中X 、Y 、Z 、A 轴配置,如下图所示:(Config => Ports and Pins)2.2 电机运行参数设置,如下图所示:(Config => Motor Tuning)不需要配置 不需要配置 4轴版本需要打”√ ”建议打”√ ”,设置为低电平输出需要打”√ ”2.3 轴的运行方向,建议在下图所示界面中配置:Mach3主菜单=〉Config =〉Homing/Limits轴方向设置:根据实际需要,打”√”或”X”2.4 Mach3中输入信号的配置。
本运动控制卡的输入信号编号从0到15总共16个,在卡的输J4接口上。
建议所有输入点在Mach3中配置为高电平有效(打”X ”)。
2.5 Mach3中输出信号的配置。
本运动控制卡的输出信号编号总共8个,在卡的J5接口上。
建议所有输出点在Mach3中设置为低电平有效(打”√ ”)。
打”√ ” 输入编号0-15 建议打”X ”,设置为高电平输入有效打”√ ” 端子编号: 0 - 7 建议打”√ ”,设置为低电平输出有效设置”1”本卡采用USB 供电,已安装有隔离电源模块,不需要外接电源。
所有输出,包括4轴脉冲/方向输出/8个控制输出/主轴调速输出, USB 连接后默认输出高阻。
在Mach3启动后,电平由Mach3控制,建议所有输出信号在Mach3中设置为低电平有效。
接口原理图接口原理图Photo transistor4.1驱动器接线表4.2输入接线表4.3输出接线表注意:1. “DC5V”为板载隔离电源模块输出(内部电源)。
电压5V,最大输出电流120mA。
不能给传感器供电。
2. ” OC ”表示:集电极开路(漏极开路)输出。
DC5V参见: J3接线表X 轴接XS 、XD Y 轴接YS 、YD Z 轴接ZS 、ZD A 轴接AS 、AD驱动器内光耦Y P+ D+驱动器内部光耦Y 轴驱动器Z 轴驱动器注意:外部电源电压超过5V 以上,需串联外部限流电阻(板卡上为330欧姆限流电阻)。
电阻取值:24V 时3K Ω,12V 时1.5KΩ。
如外部电源超过5V ,每个输入点必须串联限流电阻内部隔离电源模块功率有限,不能给传感器供电。
请使用外部电源。
Mach3输入信号配置根据实际需要,设置信号极性 PNP 传感器一般设置为“X ”内部隔离电源模块功率有限,不能给传感器供电。
请使用外部电源。
Mach3输入信号配置根据实际需要,设置信号极性 NPN 传感器一般设置为“√”5.4输出:8个输出最大控制电压24V,输出低电平时最大驱动电流500mA,否则输出高阻。
驱动小电流负载,例如LED,驱动器使能控制等,可以直接使用内部电源。
驱动大电流负载,例如继电器等,需要使用外部电源供电。
继电器等电感性质负载, 即”线圈”,比如电磁阀等,都必须安装续流二极管,否则会损坏控制卡。
二极管参考型号:1N4007。
6.1 首先完成本手册第一步“安装准备”。
6.2 将倍率旋钮与USB 卡的倍率旋钮座EXT0(J16)连接。
6.3 Mach3菜单中Config=>Config Plugins ,进入PlugIn Control and Activation点击“Config ”不需设置,必为”√”。
否则请检查USB 卡是否连线,且Mach3启动时选择了USB 运动卡6.4 点击“Config ”后出现USB 卡配置对话框 将FRO%(进给率F ),SRO%(主轴转速倍率),Jog% (点动倍率)设置为外部倍率“External ”6.5配置完成后点击“OK ”。
旋转倍率旋钮Mach3界面对应的FRO%,SRO%数值立刻变化。
旋转倍率旋钮,Mach3界面对应的Slow Jog Rate%数值立刻变化。
7.1.1 进入主轴设置“Spindle Setup ”,勾选“Use Spindle Motor Output ”、“PWM Control ”。
在PWMBase Freq.中填写所需频率,其单位为Hz.7.1.3 主轴调速信号PWM 的相位配置7.1.4 Mach3菜单中”Config=>Spindle Pulleys..”,进入”Pulley Selection ”7.1.5 主轴其他的配置说明,请参考“Mach3Chinese-Documents.pdf ”中“5.5.6 主轴电机设置”任意选择一组根据实际情况 输入主轴最高转速根据需要打,”X ”, ”√”输入“M3”,可听到主轴继电器吸合(如果有配置并安装主轴正转继电器)。
输入“S10000”,主轴旋转。
输入“M5”,主轴停转。
PWM:主轴调速模拟信号输出端内部隔离电源DC5VGND 接地与变频器之间,总计需4根连线:1地线,2正转,3反转,4调速。
“地线GND”和“正转”信号线是必须。
“反转”和“调速”信号线根据需要可选。
PWM:主轴调速模拟信号输出端GND接地正/反转控制参见前面:Mach3主轴继电器配置Mach3菜单中Config=>Config Plugins,进入PlugIn Control and Activation点击“Config”后出现USB卡配置对话框主轴每转一周,输入的脉冲数。
范围:1-4 点击“Config”不需设置,必为”√”。
否则请检查USB卡是否连线,且Mach3启动时选择了USB运动卡测量到的转速会在Mach3中显示另外还可开启主轴转速实时波形显示下图为:测量某主轴启动时的转速曲线启动波形/暂停窗口总在最前霍尔元件”44E ”为集电极开路(漏极开路)输出,即OC 输出。
注意:磁钢有SN 极,安装时注意调整。
测速转盘hall 霍尔元件”44E ”9.1.1 “1线”简易对刀器接线:Mach3中对刀输入信号配置,如下图所示:(Config => Ports and Pins)9.1.1 “2线”对刀器接线:Mach3中对刀输入信号配置,如下图所示:(Config => Ports and Pins)根据对刀器实际接线,输入数值”0”—“15”。
打勾”√”, 开启探针输入 信号极性 通常为”X ”9.2 为自动对刀按钮,加载VB 代码Mach3的可以对现有的一些屏幕上的按钮自定义功能,比如将自动刀具对零按钮,设置自动对刀VB 代码。
9.2.1 Mach3菜单 (Operator => Edit Button Script)9.2.2 点击闪烁中的“Auto Tool Zero “按钮9.2.3 弹出VB 编辑器,删除代码。
点击菜单: 编辑按钮功能 按钮“闪烁” 点击按钮 删除原来的代码9.2.4 将VB 对刀代码,输入在VB 编辑器中。
USB 卡附带的usbmove.zip 中提供了VB 对刀演示代码“M7101.m1s ”,使用记事本打开。
9.2.5.测试:点击“Auto Tool Zero “按钮,测试对刀动作。
VB 对刀演示代码,根据实际需要更改。
VB 对刀演示代码关闭窗口 选择“是”,保存如外部电源超过5V ,输入点串联限流电阻, 输入电流5-7mA 。
5V :0Ω 12V :1.5K Ω 24V :3.3K Ω10.2.1 Mach3中电子手轮配置,如下图所示:(Config => Ports and Pins)10.2.2 按键盘”TAB ”,如下所示设置11.1 Mach3菜单中Config=>Config Plugins ,进入PlugIn Control and Activation11.2 依据所用PC 机性能,设置预读缓存。
调整缓存时间,使运行流畅。