冲压件未注公差极限偏差数值表(GB T15055)
机动车五金冲压配件尺寸未注公差.技术标准样稿
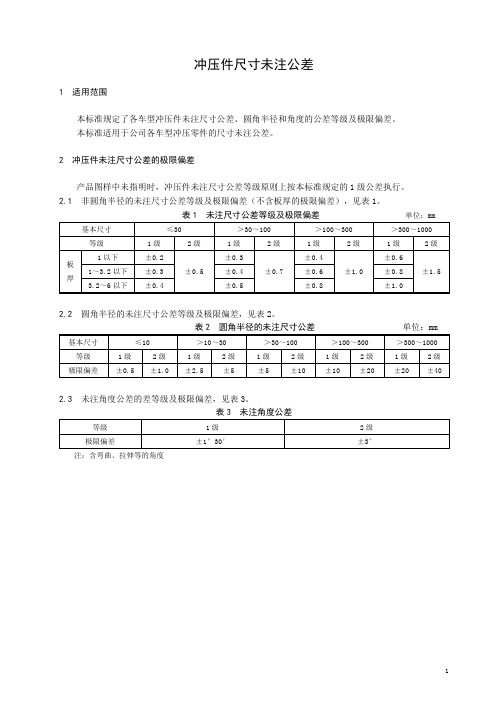
冲压件尺寸未注公差
1 适用范围
本标准规定了各车型冲压件未注尺寸公差、圆角半径和角度的公差等级及极限偏差。
本标准适用于公司各车型冲压零件的尺寸未注公差。
2 冲压件未注尺寸公差的极限偏差
产品图样中未指明时,冲压件未注尺寸公差等级原则上按本标准规定的1级公差执行。
2.1 非圆角半径的未注尺寸公差等级及极限偏差(不含板厚的极限偏差),见表1。
表1 未注尺寸公差等级及极限偏差单位:mm
2.2 圆角半径的未注尺寸公差等级及极限偏差,见表2。
表2 圆角半径的未注尺寸公差单位:mm
2.3 未注角度公差的差等级及极限偏差,见表3。
表3 未注角度公差
注:含弯曲、拉伸等的角度
1。
五金行业冲压件未注公差标准gbt15055-2007

五金行业冲压件未注公差标准gbt15055-2007 GB/T15055-2007冲压件未注公差尺寸极限偏差检索表 1. 冲裁尺寸:经冲孔、落料及其他分离工序加工而成冲压件的线性尺寸。
2. 成型尺寸:经弯曲、拉深及其他工序加工而成冲压件的线性尺寸。
3. 冲裁圆角半径:经冲孔、落料及其他分离工序加工而成冲压件圆角半径的线性尺寸。
4. 冲裁角度:在平板或成形件平面处,经冲裁加工而成的角度尺寸。
5. 弯曲角度:经弯曲成形而形成冲压件的角度尺寸。
下面是赠送的几篇网络励志文章需要的便宜可以好好阅读下,不需要的朋友可以下载后编辑删除~~谢谢~~出路出路,走出去才有路“出路出路,走出去才有路。
”这是我妈常说的一句话,每当我面临困难及有畏难情绪的时候,我妈就用这句话来鼓励我。
很多人有一样的困惑和吐槽,比如在自己的小家乡多么压抑,感觉自己的一生不甘心这样度过,自己的工作多么不满意,不知道该离开还是拔地而起去反击。
你问我,我也不知道你应该怎么选择,人生都是自己的,谁也无法代替你做怎样的选择。
有一个和我熟识的快递员,我之前与他合作了三年。
最开始合作的时候,他负责收件和送件,我搬家的时候,他帮我安排过两次公司的面包车,有时候他送件会顺路把我塞在他的三蹦子里当货物送回我家。
他时常跟我提起在老家农村种地的生活,以及进城之前父母的担忧及村里人为他描绘的可怕的城里人的世界。
那时候的他,工资不高、工作辛苦、老婆怀孕、孩子马上就要出生了,住在北京很郊区的地方。
一定有很多人想说:“这还在北京混个什么劲儿啊~”但他每天都乐呵呵的,就算把快递送错了也乐呵呵的。
某天,他突然递给我一堆其他公司的快递单跟我说:“我开了家快递公司,你看得上我就用我家的吧。
”我有点惊愕,有一种“哎呦喂,张老板好,今天还能三蹦子顺我吗”的感慨。
之后我却很少见他来,我以为是他孩子出生了休假去了。
再然后,我就只能见到单子见不到他了。
某天,我问起他们公司的快递员,小伙子说老板去上海了,在上海开了家新公司。
未注公差表汇总

1.5 圆跳动未注公差〔GB/T1184-1996〕
公差等级 H K L
/ mm 圆跳动公差值
0.1 0.2 0.5
/ mm >1m~3m
1 2
1.6 其他形状和位置未注公差
1. 圆度的未注公差值等于标准的直径公差值,但不能大于上表的圆跳动值。 2. 圆柱度的未注公差值不作规定。它由圆度、直线度和相对素线的平行度误差组成。 3. 同轴度的未注公差值未作规定。其公差值可使用径向圆跳动值。 4. 线轮廓度、面轮廓度、倾斜度、位置度和全跳动的未注公差均由各要素的注出或
尺寸分段
>30~ 120 >120~ 400
±0.15
±0.2
±0.3
±0.5
±0.8
±1.2
±1.5
±2.5
/ mm
>400~ 1000 ±0.3
>1m~2m ±0.5
±0.8
±1.2
±2
±3
±4
±6
(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm
公差等级
0.5~3
尺
寸
>3~6
±0.40 ±0.55 ±0.25 ±0.50 ±0.80 ±0.30 ±0.60 ±1.00 ±0.45 ±0.90 ±1.30 ±0.55 ±1.10 ±1.70 ±0.80 ±1.40 ±2.00
±0.60 ±0.90 ±0.40 ±0.80 ±1.30 ±0.50 ±1.00 ±1.60 ±0.70 ±1.40 ±2.00 ±0.90 ±1.70 ±2.80 ±1.30 ±2.20 ±3.20
K
0.4
0.6
0.8
L
0.6
1
1.5
钣金冷冲压件质量检验规范

钣金冷冲压件质量检验规范(ISO9001-2015)1.0目的对钣金冷冲压件加工过程的监督及成品检验的要求。
2.0适用范围本标准适用于公司及其外协加工的钣金冷冲压件。
3.0引用标准GB/T13916-2002冲压件形状和位置未注公差GB/T1804-2000一般公差未注公差的线性和角度尺寸的公差GB/T13914-2002冲压件尺寸公差GB/T13915-92冲压件角度公差GB/T15055-2007冲压件未注公差尺寸极限偏差JB/T8930-1999冲压工艺质量控制规范JB/T4129-1999冲压件毛刺高度JB/T4381-1999冲压剪切下料件未注公差尺寸的极限偏差GB/T2828.1-2012计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划4.0检验内容4.1板材4.1.1板材的选择严格按图纸要求选材。
4.1.2板材允许缺陷板材允许有个别轻微的擦伤、压痕、凹面、及清理痕迹,其深度不得超过板料厚度公差带的一半。
4.1.3板材的周边质量所有切割周边均需齐平、无尖角、利边、无毛刺、无裂纹、转角处应圆滑。
4.2冲压件尺寸公差4.2.1冲压件未注尺寸公差图纸没有要求的(非配合)尺寸偏差按GB/T15055—2007进行检验。
该标准分为四级(f、m、c、v),采用f级,表示为GB/T15055-f,见表1。
当冲压零件为精密冲压件和冷挤压件时,该标准不适用。
应选用GB/T1804-m(一般未注公差的线性和角度尺寸的公差)进行检验,见本标准3.10的表6。
基本尺寸材料厚度公差等级大于至大于至 f0.5 3 - 1 ±0.05 1 3 ±0.153 6 - 1 ±0.1 14 ±0.2 4 - ±0.36 30 - 1 ±0.15 1 4 ±0.3 4 - ±0.4530 120 - 1 ±0.2 1 4 ±0.4 4 - ±0.6120 400 - 1 ±0.25 1 4 ±0.5 4 - ±0.75400 1000 - 1 ±0.35 1 4 ±0.7 4 - ±1.051000 2000 - 1 ±0.45 1 4 ±0.94 - ±1.42000 4000 - 1 ±0.7 1 4 ±1.4 4 - ±1.8注:对于0.5及0.5mm以下的尺寸应标公差。
塑料件未注公差参考

极限偏差数值
0~3
±
>3~10
±
>10~20
±
>20~40
±
>40
±
角度
±°
密封海绵类零件
未注长度方向尺寸的极限偏差数值为±。
未注宽度方向和厚度方向的极限偏差数值为±。
起草:批准:发布:
塑料件未注公差参考
范围
本标准规定了未定义尺寸以及未注出公差的线性和角度尺寸的一般公差的极限偏差数值。
本标准适用于金属切削加工的尺寸,一般的冲压加工尺寸,非金属材料(注塑类、橡胶类、吹塑类、密封海绵类)加工的尺寸。
注塑类零部件及橡胶类零部件
未定义尺寸如下:
项目
参考值
拔模斜度
°
内部弯曲半径
壁厚
±
外部弯曲半径
孔径
±
角度
±°
未注线性尺寸极限偏差数值如下:
基本尺寸分段
极限偏差数值Biblioteka 0~6±>6~50
±
>50~100
±
>100
±
吹塑类零部件
未注线性尺寸极限偏差数值如下:
基本尺寸分段
极限偏差数值
0~16
±
>16~30
±
>30~50
±
>50~75
±
>75~150
±
>150~250
±
>250~350
±
>350~
±%
未注倒圆半径和倒角高度的极限偏差数值如下:
冲压件尺寸公差

冲压件尺寸公差 2、成形冲压件FT:经弯曲、拉深及其他成形方法加工而成的冲压件。(复杂冲压件) 成形冲压件尺寸公差分为10个等级:FT1-FT10。选用5-公差/尺寸
1-12 12-25 26-63 63-160 0.1 63-160 0.2 0.2 0.3 0.4 0.3 0.2 0.4 0.5
图纸
技术要求: 1.包括公差在内的零件要求以图纸为准,未 注尺寸参考三维数据。 2.未注尺寸公差执行GB/T 15055-2007m级。 3.毛刺高度按JB/T 4129-1999m级。 4.托架零件,材料为08钢,料厚3mm,中批 量生产,要求表面无划痕,孔不允许严重 变形。
冲压件材料的选用
在进行产品的设计时,正确、合理地选择材料是保证产品的最佳性能、工 作寿命、使用安全和经济性的基础。金属材料选用的一般原则如下: 所选用的材料必须满足产品零件工作条件的要求 所选用的材料必须满足零件产品工艺性能的要求 所选材料应满足经济性的要求
平板冲裁 成形冲压
1-3 4-6 1-3 4-6
极限偏差的选择: 孔(内形)尺寸的极限偏差取以上公差值冠以“+”号为上偏差,下偏差为0; 轴(外形)尺寸的极限偏差取以上公差值冠以“-”号为下偏差,上偏差为0; 孔中心距,孔边距,弯曲,拉深及其他成形方法而成的长度、高度的极限偏差,取 以上公差值的一半以“±”号分别作为上、下偏差。
FJC冲压件图纸设计指导参考值
料厚/公差/尺寸
1-12 12-25 26-63 63-160 0.1 0.2 0.3 0.4 0.2 0.3 0.4 0.5 0.3 0.4 0.5 0.7 0.4 0.5 0.7 0.9
160-400 0.5 0.7 0.9 1.1
400-1000 0.7 0.9 1.2 1.4
冲压加工未注公差尺寸标准

1范围本标准规定了汽车产品零件图中经冷冲压加工形成的尺寸要素未注公差尺寸的极限偏差。
本标准适用于汽车产品零件图中经冷冲压加工的未注公差尺寸的极限偏差。
2引用标准QC/T 268-1999 汽车冷冲压加工零件未注公差尺寸的极限偏差3平冲压加工未注公差尺寸的极限偏差3.1平冲压冲裁长度L、直径D、d未注公差尺寸的极限偏差按图1、表1规定。
图1表1 线性尺寸公差单位:mm 厚度≤3 >3~10 >10基本尺寸极限偏差孔类轴类非孔轴类孔类轴类非孔轴类孔类轴类非孔轴类≤3 +0.14-0.14±0.07>3~6 +0.18-0.18±0.09>6~10 +0.22-0.22±0.11 +0.36-0.36±0.18>10~18 +0.27-0.27±0.14 +0.43-0.43±0.22>18~30 +0.33-0.33±0.17 +0.52-0.52±0.26+0.84-0.84±0.42>30~50 +0.39-0.39±0.20 +0.62-0.62±0.31+1.00-1.00±0.50>50~80 +0.46-0.46±0.23 +0.74-0.74±0.37+1.20-1.20±0.60>80~120 +0.54-0.54±0.27 +0.87-0.87±0.44+1.40-1.40±0.70>120~180 +0.68-0.68±0.32 +1.00-1.00±0.50+1.60-1.60±0.80>180~250 +0.72-0.72±0.36 +1.15-1.15±0.58+1.85-1.85±0.93>250~315 +0.81-0.81±0.41 +1.30-1.30±0.65+2.10-2.10±1.05>315~400 +0.89-0.89±0.45 +1.40-1.40±0.70+2.30-2.30±1.15>400~500 +0.97-0.97±0.49 +1.55-1.55±0.78+2.50-2.50±1.25>500 +1.10-1.10±0.55 +1.75-1.75±0.88+2.80-2.80±1.40注:表1也适合用于成形冲压件的平面冲压冲裁工序的平面尺寸,如图1,C图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
未注公差 表6
公差等级 ≤10 f m c ±3º00´ v ±2º00´ ±1º15´ ±2º00´ >10~25 ±1º00´ ±1º30´
弯曲角度尺寸 的极限偏差
BB/T15055-2007 短边长度/mm
>25~63 ±0º45´ ±1º00´ ±1º30´ >63~160 ±0º35´ ±0º45´ ±1º15´ >160~400 ±0º30´ ±0º35´ ±1º00´ >400~1000 ±0º20´ ±0º30´ ±0º45´ >1000 ±0º15´ ±0º20´ ±0º30´
材料厚度 大于 ― 1 ― 4 ― 4 ― 4 ― 4 ― 4
注:冲裁圆角半径:经冲孔、落料及其他分离工序加工而成冲压件圆角半径的线性尺寸
未注公差 表4
基本尺寸 极限偏差
成形圆角半径线性尺寸 的极限偏差
BB/T15055-2007 单位:mm
>10~18 +3.00 -1.00 >18~30 +4.00 -1.50 >30 +5.00 -2.00 >3~6 +1.50 -0.50 >6~10 +2.50 -0.80
2.成形尺寸:经弯曲、拉深及其他成形工序加工而成冲压件的线性尺寸。
未注公差 表3
基本尺寸 大于 至 0.5 3 6 30 120 400 3 6 30 120 400 ―
冲裁圆角半径线性尺寸 的极限偏差
GB/T15055-2007 单位:mm
公差等级 至 1 4 4 ― 4 ― 4 ― 4 ― 4 ― f ±0.15 ±0.30 ±0.40 ±0.60 ±0.60 ±1.00 ±1.00 ±2.00 ±1.20 ±2.40 ±2.00 ±3.00 m c ±0.20 ±0.40 ±0.60 ±1.00 ±0.80 ±1.40 ±1.20 ±2.40 ±1.50 ±3.00 ±2.40 ±3.50 v
单位:mm
c ±0.15 ±0.30 ±0.20 ±0.40 ±0.60 ±0.30 ±0.55 ±0.80 ±0.40 ±0.75 ±1.10 ±0.50 ±1.00 ±1.45 ±0.70 ±1.40 ±2.10 ±0.90 ±1.80 ±2.80 ±1.40 ±2.80 ±3.60 v ±0.20 ±0.40 ±0.30 ±0.55 ±0.80 ±0.40 ±0.75 ±1.20 ±0.55 ±1.05 ±1.50 ±0.70 ±1.40 ±2.10 ±1.00 ±2.00 ±2.90 ±1.30 ±2.50 ±3.90 ±2.00 ±3.90 ±5.00
>25~63 ±0º30´ ±0º40´ ±1º00´ >63~160 ±0º20´ ±0º30´ ±0º40´ >160~400 ±0º15´ ±0º20´ ±0º30´ >400~1000 ±0º10´ ±0º15´ ±0º20´ >1000 ±0º06´ ±0º10´ ±0º15´
单位:mm
注:冲裁角度:在平板或成形件平面处,经冲Байду номын сангаас加工而成的角度尺寸。
材料厚度 大于 至 ― 1 0.5 3 1 3 ― 1 3 6 1 4 4 ― ― 1 6 30 1 4 4 ― ― 1 30 120 1 4 4 ― ― 1 120 400 1 4 4 ― ― 1 400 1000 1 4 4 ― ― 1 1000 2000 1 4 4 ― ― 1 2000 4000 1 4 4 ― 注:1.对于0.5mm及0.5mm以下的尺寸应标公差。
≤3 +1.00 -0.30
注:成型圆角半径:经弯曲、拉深及其他成形工序加工而成冲压件圆角半径的线性尺寸。
未注公差 表5
公差等级 f m c v ≤10 ±1º00´ ±1º30´ ±2º00´ >10~25 ±0º40´ ±1º00º ±1º30´
冲裁角度尺寸 的极限偏差
BB/T15055-2007 短边长度/mm
未注公差冲裁件线性尺寸 的极限偏差
表1
基本尺寸 大于 至
GB/T15055-2007
公差等级 f ±0.05 ±0.15 ±0.10 ±0.20 ±0.30 ±0.15 ±0.30 ±0.45 ±0.20 ±0.40 ±0.60 ±0.25 ±0.50 ±0.75 ±0.35 ±0.70 ±1.05 ±0.45 ±0.90 ±1.40 ±0.70 ±1.40 ±1.80 m ±0.10 ±0.20 ±0.15 ±0.30 ±0.40 ±0.20 ±0.40 ±0.60 ±0.30 ±0.55 ±0.80 ±0.35 ±0.70 ±1.05 ±0.50 ±1.00 ±1.45 ±0.65 ±1.30 ±2.00 ±1.00 ±2.00 ±2.60
单位:mm
材料厚度 大于 至 ― 1 0.5 3 1 4 ― 1 3 6 1 4 4 ― ― 1 6 30 1 4 4 ― ― 1 30 120 1 4 4 ― ― 1 120 400 1 4 4 ― ― 1 400 1000 1 4 4 ― ― 1 1000 2000 1 4 4 ― 注:1.对于0.5mm及0.5mm以下的尺寸应标公差。
单位:mm
注:弯曲角度:经弯曲成形而形成冲压的角度尺寸。
2.冲裁尺寸:经冲孔、落料及其他分离工序加工而成冲压件的线性尺寸。
未注公差 表2
基本尺寸 大于 至
成形件线性尺寸 的极限偏差
GB/T15055-2007
公差等级 f ±0.15 ±0.30 ±0.20 ±0.40 ±0.55 ±0.25 ±0.50 ±0.80 ±0.30 ±0.60 ±1.00 ±0.45 ±0.90 ±1.30 ±0.55 ±1.10 ±1.70 ±0.80 ±1.40 ±2.00 m ±0.20 ±0.45 ±0.30 ±0.60 ±0.90 ±0.40 ±0.80 ±1.30 ±0.50 ±1.00 ±1.60 ±0.70 ±1.40 ±2.00 ±0.90 ±1.70 ±2.80 ±1.30 ±2.20 ±3.20 c ±0.35 ±0.60 ±0.50 ±1.00 ±1.40 ±0.60 ±1.30 ±2.00 ±0.80 ±1.60 ±2.50 ±1.10 ±2.20 ±3.30 ±1.40 ±2.80 ±4.50 ±2.00 ±3.50 ±5.00 v ±0.50 ±1.00 ±0.7 ±1.60 ±2.20 ±1.00 ±2.00 ±3.20 ±1.30 ±2.50 ±4.00 ±1.80 ±3.50 ±5.00 ±2.20 ±4.50 ±7.00 ±3.30 ±5.50 ±8.00