亚龙YL-569A1型0imateTD数控车床实训设备
实训指导书 亚龙YL-239型自动生产线实训装置
档案编号位置编号产品名称自动生产线实训装置产品型号YL-239产品编码资料类型说明书编写:校对:审核:批准:日期:亚龙科技集团有限公司全国机电一体化产品的装配与调试竞赛指定产品亚龙YL-239型自动生产线实训装置实训指导书亚龙科技集团有限公司前言亚龙YL-239型自动生产线实训装置既包含了机电一体化专业所涉及的基础知识、专业知识和基本的机电技能要求,也体现了当前先进技术在生产实际中的应用。
它为学生提供了一个典型的、可进行综合训练的工程环境,为学生构建了一个可充分发挥学生潜能和创造力的实践平台。
在此平台上可实现知识的实际应用、技能的综合训练和实践动手能力的客观考核。
本实训指导书主要阐述亚龙YL-239型自动生产性实训装置的基本结构、工作原理、工作过程和典型产品(PLC、变频器和伺服电机)的使用说明。
期望读者能对照实物,搞清它们的基本结构、动作流程、控制方式和工作原理,能顺利完成考核要求。
由于我们的经验不足,还殷切希望各院校老师和同行专家提出改进建议。
亚龙科技集团目录第1章亚龙YL-239型自动生产线料实训系统 (1)1.1外观 (1)1.2概述 (1)1.3装置特点 (1)1.4实训项目 (2)1.5配置 (2)1.6配置清单 (3)1.7技术参数 (3)第2章亚龙YL-239型自动生产线实训装置机构说明 (4)2.1系统工作的主要流程 (4)2.2工作原理 (5)2.3送料单元 (5)2.4直线搬运单元 (6)2.5加工单元 (7)2.6成品分拣及存储单元 (8)2.8控制模块介绍 (8)2.8.1 PLC模块 (8)2.8.2 控制模块 (9)2.8.3 电源及指示报警显示 (9)2.9西门子I/O分配图 (9)第3章S7-200 PLC的脉冲输出功能 (10)1、概述 (10)2. 使用位控向导编程 (13)3、项目组件 (18)第4章气动元件及传感器应用 (21)4.1气动元件 (21)4.2气缸电控阀使用 (21)4.3传感器应用说明 (23)4.3.1常用传感器的使用说明 (23)4.3.2磁性开关的使用说明 (23)第5章认知伺服电机及伺服放大器 (25)5.1永磁交流伺服系统概述 (25)5.1.1、交流伺服电机的工作原理 (25)5.1.2、交流伺服系统的位置控制模式 (26)5.1.3、位置控制模式下电子齿轮的概念 (26)2、参数设置方式操作说明 (29)3、部分参数说明 (30)第6章变频器的应用 (32)6.1MM420变频器的安装和接线 (32)6.2MM420变频器的BOP操作面板 (34)6.3MM420变频器的参数 (36)6.4MM420变频器的参数访问 (37)6.5常用参数设置举例 (38)第7章附录 (43)7.1端子接线图 (43)7.2控制原理图 (44)7.3伺服驱动器 (45)7.4伺服电机接线图 (46)第1章亚龙YL-239型自动生产线实训系统1.1 外观图片只供参考,以实物为准1.2 概述该装备为机械、现代自动化控制、传感器应用技术等技术应用、研发方向的学生、研究生及老师,提供一个开放性、技术实操性强的实训平台。
亚龙YL-156A型电气安装与维修实训考核装置
1.亚龙YL-156A型电气安装与维修实训考核装置一、概述亚龙YL-156A型电气安装与维修实训考核装置,是根据工厂电气安装和室内电气安装等维修电工和电气安装工实训鉴定要求,而开发的一种通用实训平台。
非常适合于各类职业院校和技工学校维修电工和电气安装工、其他有电气安装布置要求的专业的作为公共平台使用。
图片仅供参考,以实际配置为准亚龙YL-156A型电气安装与维修实训考核装置,采用钢制网孔板和钢制专用型材组接而成,安装有自锁式脚轮,方便移动和使用。
装置表面喷塑,色彩稳重。
装置配有专用电源台。
装置设计高度以人站在一级人字梯即可方便操作的高度,既安全又能使使用者感受到施工现场环境。
横向、丛向宽度合适,可以模拟现场线路的转向布置。
网孔板可以方便拆下。
为方便隐蔽工程施工,钢制框架仿建筑隔断用轻钢龙骨的加大宽度精心设计,带有穿管孔,使用扎带固定线管,在穿出网孔板时可以使用壁疏引出导线穿入明装底盒。
配套的PVC管弯管器,可方便的对PVC管弯成90度。
★钢制镂空方形樑骨的使用,使该装置结构牢固,外形美观,便于连接,更主要的是能实现暗管掩引等技术的真实操作,并实现两套,四套设备的联合使用。
★新型电源控制模块,结构精巧,功能强大,配置有电源指示,三相漏电保护,紧急停止开关,安全插座引孔,与装置竖梁完美衔接,作为设备入线控制,让设备的安全系数再次提升了一个等级。
★挂板支架的设计,让挂板安全牢固的安装于设备上面,不占用空间,挂板可随时更换,搭配机床智能考核装置,让装置的功能进一步的得到发挥。
亚龙YL-156A型电气安装与维修实训考核装置,可进行电工安装。
如桥架安装、PVC管安装、吊灯、白炽灯座、日光灯、开关、插座、配电箱、控制箱等,装置还包含有交流异步电动机、直流电动机、步进电机、伺服电机、温度控制器、电偶、PLC、变频器触摸屏等控制与受控对象。
该系统每个操作组配套一可移动式工具车和元件柜,便于对元件的保管和安装施工。
(高职组)数控机床装调与维修项目教学设计任务书
2016年全国机械行业职业院校技能大赛-“亚龙杯”职业院校机电类专业教师教学能力大赛(高职组)数控机床装调与维修项目教学设计任务书注意事项1.参赛选手在比赛过程中应该遵守相关的规章制度和安全守则,如有违反,则按照相关规定在考试的总成绩中扣除相应分值。
2.参赛选手在比赛过程中的各成果性材料均用参赛证号、组别、场次、工位号标识,不得写有姓名或与身份有关的信息,否则视为作弊,成绩无效。
3.教学设计全部内容由教师选手在赛前独立完成。
其中包括教学设计选定题目、教学设计文本制作以及教学展示PPT、教学资源视频材料制作等。
4.本赛项实操比赛及教学设计展示与答辩内容均在现场完成。
5.本赛项赛场开放,允许师生、社会观众等人员在不影响选手竞赛的前提下进入比赛现场观摩。
6.选手需在规定上交材料前,将教学设计文档及相关视频资源上交。
7.选手展示时间为10分钟,答辩时间为3分钟。
材料提交请参赛队在规定时间内完成全部教学设计文本、展示与答辩材料后,按以下要求提交相应材料:1.提交装订好的教学设计文本打印稿3份,教学设计文本电子文稿2份.2.提交教学设计展示与答辩演示材料的电子文稿2份。
3.所提交的打印版材料,需在首页装订上填写完整的大赛教学设计文本封面(见任务书第四部分)。
4.上述全部材料,请各位参赛选手在比赛前规定时间一次性提交至裁判员,不得随意更换材料,比赛结束后不接受任何新材料。
第一部分教学设计依据一、教学对象(一)专业:数控机床装调与维修(二)年级:高职二年级(三)人数:24人二、教学对象已学课程与已经具备的相关技能(一)学生已学过的相关课程机械制图,电工基础,机床电气控制与PLC,数控机床操作与编程、数控机床机械结构等。
(二)已学知识及已掌握的相关技能学生在学习本项目前已经学习和练习过以下项目:1.数控系统基本操作;2.机床数据备份;3.PLC编程4.熟悉相关的电气职业操作规范及工艺要求。
三、实训设备配置教学场所配置n台亚龙YL-569型数控铣床装调与维修实训台。
亚龙YL A实训指导书

亚龙YL-235A型光机电一体化实训考核装置 实训指导书亚龙科技集团有限公司前 言教育部为深入贯彻落实国务院召开的全国职业教育工作会议精神,推动中等职业学校教育教学改革,提高教育教学质量和办学效益,展示全国中等职业学校电工电子类专业的办学成果,交流新知识、新技术、新方法、新工艺在电工电子类专业教学中运用的经验,加强中等职业学校学生电工电子类专业技能训练,激励中职学校师生爱岗敬业、自强不息,根据《教育部关于举办“2008年全国职业院校技能大赛”的通知》(教职成函[2008]3号)精神,我部与信息产业部决定举办2008年全国中等职业学校电工电子技术技能大赛。
亚龙科技集团为了配合此次大赛,特精心研制了亚龙YL-235A型光机电一体化实训考核装置,供各校和大赛实训与考核使用。
* * * * * *亚龙YL-235A型光机电一体化实训考核装置包含了机电一体化专业所涉及的基础知识和专业知识,包括了基本的机电技能要求,也体现了当前先进技术的应用。
它为学生提供了一个典型的、可进行综合训练的工程环境,为学生构建了一个可充分发挥学生潜能和创造力的实践平台。
在此平台上可实现知识的实际应用、技能的综合训练和实践动手能力的客观考核。
本实训指导书主要阐述亚龙YL-235A型光机电一体化实训考核装置的基本结构、工作原理、工作过程和典型产品(PLC、变频器和触摸屏)的使用说明。
期望读者能对照实物,搞清它们的基本结构、动作流程、控制方式和工作原理,能顺利完成考核要求。
由于我们的经验不足,还殷切希望各院校老师和同行专家提出改进建议。
亚龙科技集团目 录第1章亚龙YL-235A型光机电一体化实训考核装置 (1)1.1外观 (1)1.2概述 (1)1.3实训项目 (2)1.4配置 (2)1.5配置清单 (3)1.5.1PLC及变频器选配表 (4)1.6技术参数 (4)第2章亚龙YL-235A型光机电一体化实训考核装置机构说明 (5)2.1整机工作流程 (5)2.2工作原理 (5)2.3送料机构 (6)2.4机械手搬运机构 (7)2.5物料传送和分拣机构 (8)2.6气动原理 (8)2.7气缸电控阀使用 (10)2.8传感器应用说明 (12)2.8.1 常用传感器的使用说明 (12)2.8.2 磁性开关的使用说明 (12)2.9触摸屏说明 (13)2.9.1 软件的安装 (13)3.0制作一个简单的工程 (21)4.0通信设置 (32)第3章亚龙YL-235A光机电一体化实训考核装置电气电路说明 (34)3.1电气电路组成 (34)3.2三菱PLC主机、变频器 (34)3.2.1 端子接线图 (35)3.2.2 三菱PLC控制原理图 (36)3.2.3 三菱I/O分配图 (37)3.2.4三菱变频器操作 (38)3.2.5 变频器操作面版说明 (39)3.2.6 参数设置方法 (40)3.2.7 三菱变频器参数设置 (41)3.3欧姆龙PLC主机、变频器 (42)3.3.1 端子接线图 (43)3.3.2 欧姆龙PLC控制原理图 (44)3.3.3 欧姆龙I/O分配图 (45)3.3.4 欧姆龙变频器操作 (46)3.3.5 欧姆龙变频器参数设置 (48)3.4西门子PLC主机、变频器 (49)3.4.1 端子接线图 (50)3.4.2 西门子PLC控制原理图 (51)3.4.3 西门子I/O分配图 (52)3.4.4 西门子变频器操作 (53)3.4.5 西门子变频器参数设置 (56)3.5松下PLC主机、变频器 (57)3.5.1 端子接线图 (58)3.5.2 松下PLC控制原理图 (59)3.5.3 松下I/O分配图 (60)3.5.4 松下变频器操作 (61)3.5.5 松下变频器参数设置 (64)附录A 装配图 (65)附录B 进线接线图 (71)第1章 亚龙YL-235A 型光机电一体化实训考核装置1.1 外观1.2 概述亚龙YL-235A 型光机电一体化实训考核装置由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC 模块单元、触摸屏模块单元、变频器模块单元、按钮模块单元、电源模块单元、模拟生产设备实训模块、接线端子排和各种传感器等组成。
2013年福建省职业院校技能大赛
2013年福建省职业院校技能大赛(中职组)现代制造技术技能竞赛规程一、竞赛项目本次竞赛共设7个项目:1.个人项目:数控车加工技术数控铣加工技术车加工技术机械装配技术焊接技术2.团体项目:数控综合加工技术数控车床装调与维修技术二、竞赛时间数控车加工技术:300分钟数控铣加工技术:240分钟数控综合加工技术:360分钟车加工技术:300分钟机械装配技术:360分钟焊接技术:180分钟数控车床装调与维修技术:300分钟三、组队方式每个代表队各赛项最多报名人数如下:数控车加工技术:2人数控铣加工技术:2人数控综合加工技术:1个队,每队3人(其中:加工中心操作工1人,数控车工1人,工艺编制1人)车加工技术:2人机械装配技术:2人焊接技术:2人数控车床装调与维修技术:1个队,每队2人注:报名对象为2013年在籍中等职业学校学生,不限性别、年级,年龄在25岁以下。
为鼓励先进,凡学校获得2012全国职业院校技能大赛三等奖及以上和全省技能竞赛二等奖及以上的项目,则该校可在该项目基础上增加报名人数,即个人项目可增加1人、团体项目可增加1队。
四、竞赛内容1.数控车加工技术:通过手工与CAM编程和程序传输,完成较复杂配合件的加工。
2.数控铣加工技术:通过手工与CAM编程、数控铣加工完成具备一定功能的组合件加工。
3.数控综合加工技术:在规定时间内协同完成具有特定功能产品零件的加工、装配并实现设定功能及相应理论知识的应答。
4.车加工技术:内容包括机械制图、工艺知识、多种材料加工、特殊刀具应用、车床夹具及附件使用等。
5.机械装配技术:内容包括使用钳工技能加工零件、将零件装配成组件、部件及完整产品的过程,实现其运动功能并达到精度要求。
6.焊接技术:选手使用手工电弧焊、二氧化碳气体保护焊等技术焊接并装配组合件。
7.数控车床装调与维修技术:比赛平台为生产型数控车床,模块化的控制柜和可重复使用的调试电柜。
比赛内容包括机械的装配与调整、电气连接、故障诊断与排除、几何精度检测、试件加工等。
[机械仪表]亚龙数控车558型维修实训指导书1
![[机械仪表]亚龙数控车558型维修实训指导书1](https://img.taocdn.com/s3/m/29f5e06e178884868762caaedd3383c4ba4cb455.png)
目录第一部分设备使用须知 (1)一、设备安全使用维护保养须知 (1)二、设备使用时注意事项 (2)第二部分设备使用手册 (3)一、设备概述: (3)二、技术参数 (5)三、设备介绍与使用说明 (6)1、设备介绍: (6)2、电缆连接 (8)3、行程设置 (11)四、常用维修配件目录 (12)第三部分实训手册 (13)项目一、发那科数控系统的硬件连接(一) (13)任务要求: (13)相关知识: (13)任务实施: (14)拓展: (16)项目二、发那科数控系统的硬件连接(二) (17)任务要求: (17)相关知识: (17)任务实施: (30)拓展: (32)项目三、发那科数控系统的基本参数设定 (33)任务要求: (33)相关知识: (33)任务实施: (41)项目四、发那科数控系统进给参数的设定 (44)任务要求: (44)相关知识: (44)任务实施: (45)拓展: (56)项目五、发那科数控系统的模拟主轴调试 (57)任务要求: (57)相关知识: (57)任务实施: (58)项目六、发那科数控系统的PMC(一) (62)任务要求: (62)相关知识: (62)任务实施: (69)项目七、发那科数控系统的PMC(二) (70)任务要求: (70)相关知识: (70)任务实施: (96)项目八、发那科数控系统的数据备份 (97)任务要求: (97)相关知识: (97)任务实施: (98)项目九、数控机床的常见故障与维修 (103)任务要求: (103)相关知识: (103)任务实施: (106)项目十、螺距补偿与机械测量 (116)任务要求: (116)相关知识: (116)任务实施: (117)第四部分智能化考核系统的使用 (122)Ⅰ、教师机软件的使用 (122)Ⅱ、学生机软件的使用 (128)第一部分设备使用须知一、设备安全使用维护保养须知教育技术装备是教育改革进程的重要环节,在教学实验与实训、技能培训和考核,应知应会等鉴定方面,在理论与实践相结合,教学与生产相联系及培养学生动手能力、思维能力、创新能力有着不可替代的作用,正确使用及保养至关重要,不仅能方便您的工作和学习,而且能延长使用寿命和应用周期,更能发挥有形资产的功能、培育无形资产的人才。
亚龙YL-5590imateTD型数控车床实训设备实验指导手册
亚龙YL-5590imateTD型数控车床实训设备实验指导手册亚龙YL-559 0imateTD型数控车床实训设备实训指导手册中国·亚龙科技集团有限公司尊敬的用户:感谢您选用本产品,在使用前,请认真阅读本使用手册。
否则,可能因使用不当或由于对本产品了解不够,致使损坏设备或危及人一辈子安全,造成不必要的缺失或令人不愉快的事,在使用过程中,如发觉质量咨询题,请通知我们的经销商或直截了当与我们联系,并期望您能对本产品提出宝贵的改进意见。
联系地址:浙江省温州市永嘉县东瓯工业区亚龙工业园亚龙科技集团有限公司邮编:325105前言目前一般机床逐步由高精度、高效率的数控机床替代,制造设备的大规模数控化。
企业急需一大批能熟练把握数控机床编程、操作、电器修理与机床爱护的工程技术人员。
为此,国家制订了数控技能型紧缺人才的培养培训方案,技能型紧缺人才的培养要把提升学生的职业能力放在突出的位置,加大生产实习、实训等实践性的教学环节,使学生成为企业迫切需要的高素养人才。
本设备要紧是为高中等职业技术学校、职业培训机构研制的自动操纵及其它有关专业学习数控技术,解决实际的修理能力而设计的教学实训设备。
由于编者水平有限,书中难免有缺点之处,恳请读者予以批判指正。
名目使用讲明部分1一、产品概述:1二、技术参数1三、产品结构2四、差不多配置2实训指导部分3项目一、亚龙YL-559型0i mate TD数控车床实训设备的结构5项目二、亚龙YL-559型0i mate TD数控车床实训设备的硬件连接8项目三、亚龙YL-559型0i mate TD数控车床实训设备面板组成与画面的操作13项目四、亚龙YL-559型0i mate TD数控车床实训设备参数设置与调试20项目五、亚龙YL-559型0i mate TD数控车床实训设备PMC编程软件的使用28项目六、亚龙YL-559型0i mate TD数控车床实训设备I/O组成及PM C画面操作30项目七、亚龙YL-559型0i mate TD数控车床实训设备PMC差不多指令编程练习42项目八、亚龙YL-559型0i mate TD数控车床实训设备SERVO GUID E调试步骤47项目九、亚龙YL-559型0i mate TD数控车床实训设备变频器的设置与调试61项目十、亚龙YL-559型0i mate TD数控车床实训设备电动刀架的连接与调试65项目十一、亚龙YL-559型0i mate TD数控车床实训设备进给轴的操纵69项目十二、亚龙YL-559型0i mate TD数控车床实训设备用CF卡进行数据传输71项目十三、亚龙YL-559型0i mate TD数控车床实训设备程序格式及编程方法73项目十四、亚龙YL-559型0i mate TD数控车床实训设备丝杠螺距误差检测与补偿98项目十五、亚龙YL-559型0i mate TD数控车床实训设备智能化考核系统的使用100使用讲明部分一、产品概述:本设备是专门为职业院校、职业教育培训机构研制的数控机床修理实训设备,按照机电类行业中数控修理技术的特点,对数控机床电气操纵及机械传动进行拆装,针对实训教学活动进行了专门设计,包含了数控系统应用、PMC操纵、变频器调速操纵、伺服驱动操纵、冷却电机操纵、刀架电机操纵、机械安装等技术,强化了学生对数控机床的安装、接线、调试、故障诊断与修理等综合能力,习惯于高级职业学院、技师学院、技工学校、中等职业院校用于培养学生把握数控机床的编程方法,数控机床电气设计、安装、调试、修理等实际动手力,也适用于电工类技能与高技能人才的培训、教学、实验实操、考核、鉴定等使用,专门适合各类技能竞赛的要求。
数控专业整改方案
篇一:数控技术专业建设计划实施方案数控技术专业建设计划与实施方案(XX年-XX年)一、专业建设计划数控 技术专业进展总目标:中期省级示范性专业,远期国家级示范性专业。二、建设内容1.师资建设数控技术专业是培育具有较高机床操作技术,知道机床保护,把握并能制定数控加工工艺的高等应用型人材,因此该专业的师资建设应以培育和引进在数控加工工艺方面有较高技术的企业人材为主。在专业的师资结构建设方面,引进人材尽可能为副高级及以上人材,以提高高级职称师资比例,而且形成初、中、高级职称合理比例和老、中、青合理的年龄架构,增进专业的可持续进展;在职教师培育培育方面重点是对教师的进行数控技术培训和企业锻炼。师资建设的形式要紧有三种:1) 引进人材,优势是教学稳固,较快达到办学要求。2) 培育教师,送教师不按期出去培训,或到工厂锻炼。使教师水平和教学随社会和技术的进展而进展。
TD数控车床实训设备由电气操纵单元、电气安装实训单元、数控机床功能部件等组成,该设备是全国职业院校技术大赛数控机床装调与维修技术竞赛的指定设备。一、电气操纵单元功能说明:电气操纵单元要紧包括数控系统、进给驱动、主轴单元、PMC单元,刀架操纵电路、冷却操纵电路、接口单元、爱惜电路、电源电路等组成。该单元包括完整的数控车床电气操纵部份,内嵌有数控机床智能化考核系统,和接口转换单元,能够直接与数控机床功能部件进行连接用于真实的电气调试与维修实训;也能够通过接口转换单元和电气安装实训单元连接完成对数控机床功能部件的调试。立式结(本文来自: 小草范文网:数控专业整改方案)构符合真实的数控电气安装环境,器件布局与实际机床一致,符合GB/T5226.1-1996标准,能够更贴合实际职位要求进行技术训练。配置的智能化故障维修系统通过产生故障、故障分析、故障诊断、线路检查、故障点确信等进程训练学生数控机床维修能力,配合运算机软件能够进行学生登录、自动评分、成绩统计等方便的实训结果评判功能,还能够通过网络连接进行数控技术的应知考核,大大减轻教师的故障设Байду номын сангаас、评分、统计等工作量,是一套集实施、检查、评估于一体的数控技术教育装备。二、电气安装单元功能说明:
FANUC 0i mate TD 数控车床主轴故障调试分析
FANUC 0i mate TD 数控车床主轴故障调试分析谢超明【摘要】This paper takes FANUC 0i mate TD CNC lathe spindle failure as an example ,an‐alyzes the failure phenomenon ,diagnoses from the CNC parameter setting ,PMC program , inverter and other comprehensive aspects ,gradually completes the function testing and de‐bugging by checking the relevant data and modifying the program ,and restores spindle nor‐mal function finally .%本文以FANUC 0i mate TD数控车床为例,分析了其主轴不能正常工作的原因,从数控系统参数设置、PMC程序、变频器等多方面综合诊断,通过修改相关程序与数据逐步完成功能检测与调试,最终排除故障恢复主轴正常运行。
【期刊名称】《武汉船舶职业技术学院学报》【年(卷),期】2015(000)001【总页数】3页(P30-32)【关键词】数控车床;参数;PM C;变频器;调试【作者】谢超明【作者单位】湖北职业技术学院机电工程学院,湖北孝感 432000【正文语种】中文【中图分类】TG519.1随着机械制造业的迅速发展,数控机床的装备率越来越高,从编程、装夹、维护等多方面对操作者的技能水平提出了更高的要求。
在数控机床的装配调试过程中,针对各功能部件不能正常工作的故障,需要从机械结构、电气线路、数控系统及PMC等多方面综合诊断,才能快速有效的排除故障。
本文以亚龙YL-569A型0imate TD数控车床为例,对主轴功能调试过程中的各种典型故障进行分析并最终解决问题。
亚龙YL-335A型自动生产线实训考核装备介绍
亚龙YL-335A型自动生产线实训考核装备介绍一、亚龙YL-335A型自动生产线实训考核装备的结构和工作过程YL-335A在铝合金导轨式实训台上安装下料、加工、装配、搬运、分拣等工作站,构成一个典型的机电一体化设备的机械平台;采用RS485串行通讯方式实现分布式的控制或PLC主站及远程I/O实现系统控制,从而组成自动加工、装配生产线,真实呈现自动生产线的加工过程。
各工作站的结构和功能如下:⑴供料站供料站主要由料仓及料槽、顶料气缸、推料气缸和物料台以及相应的传感器、电磁阀构成,如图1所示。
图1本站工作过程如下:系统启动后,顶料气缸伸出顶住倒数第二个工件;推料气缸推出,把料槽中最底层的工件推到物料台上工件抓取位。
工件到位传感器检测到工件到位后,推出气缸和顶料气缸逐个缩回,倒数第二层工件落到最底层,等待推出。
搬运站机械手伸出并抓取该工件,并将其运送往加工站。
⑵加工站加工站主要由物料台、夹紧机械手、物料台伸出/缩回气缸、加工(冲压)气缸以及相应的传感器、电磁阀构成,如图2所示。
图2本站的功能是完成一个对工件的冲压加工过程,流程如下:搬运站机械手把工件运送到物料台上→物料检测传感器检测到工件→机械手指夹紧工件→物料台回到加工区域冲压气缸的下方→冲压气缸向下伸出冲压工件→完成冲压动作后向上缩回→冲压气缸缩回到位→物料台重新伸出→到位后机械手指松开→搬运站机械手伸出并夹紧工件,将其运送往装配站。
⑶装配站装配站主要有供料单元、旋转送料单元、机械手装配单元、放料台以及相应的传感器、电磁阀构成,如图3所示。
图3本站功能是完成上盖工序,即把黑色或白色两种小圆柱工件嵌入到大工件中的装配过程。
当搬运站的机械手把工件运送到装配站物料台上时,顶料气缸伸出顶住供料单元倒数第二个工件;挡料气缸缩回,使料槽中最底层的小圆柱工件落到旋转供料台上,然后旋转供料单元顺时针旋转180度(右旋),到位后装配机械手按下降气动手爪→抓取小圆柱→手爪提升→手臂伸出→手爪下降→手爪松开的动作顺序,把小园柱工件顺利装入大工件中,机械手装配单元复位的同时,旋转送料单元逆时针旋转180度(左旋)回到原位,搬运站机械手伸出并抓取该工件,并将其运送往物料分解站。
亚龙YL569设备技术参数
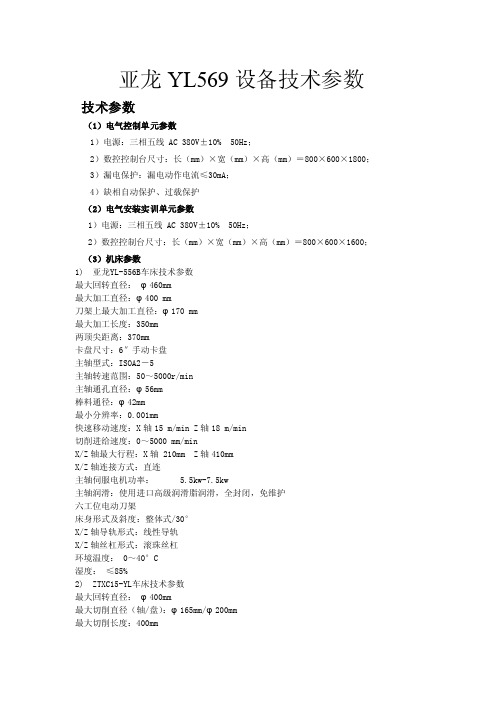
亚龙YL569设备技术参数技术参数(1)电气控制单元参数1)电源:三相五线 AC 380V±10% 50Hz;2)数控控制台尺寸:长(mm)×宽(mm)×高(mm)=800×600×1800;3)漏电保护:漏电动作电流≤30mA;4)缺相自动保护、过载保护(2)电气安装实训单元参数1)电源:三相五线 AC 380V±10% 50Hz;2)数控控制台尺寸:长(mm)×宽(mm)×高(mm)=800×600×1600;(3)机床参数1)亚龙YL-556B车床技术参数最大回转直径:φ460mm最大加工直径:φ400 mm刀架上最大加工直径:φ170 mm最大加工长度:350mm两顶尖距离:370mm卡盘尺寸:6″手动卡盘主轴型式:ISOA2-5主轴转速范围:50~5000r/min主轴通孔直径:φ56mm棒料通径:φ42mm最小分辨率:0.001mm快速移动速度:X轴15 m/min Z轴18 m/min切削进给速度:0~5000 mm/minX/Z轴最大行程:X轴 210mm Z轴410mmX/Z轴连接方式:直连主轴伺服电机功率: 5.5kw-7.5kw主轴润滑:使用进口高级润滑脂润滑,全封闭,免维护六工位电动刀架床身形式及斜度:整体式/30°X/Z轴导轨形式:线性导轨X/Z轴丝杠形式:滚珠丝杠环境温度: 0~40°C湿度:≤85%2)ZTXC15-YL车床技术参数最大回转直径:φ400mm最大切削直径(轴/盘):φ165mm/φ200mm最大切削长度:400mm卡盘尺寸:6″手动卡盘主轴型式:ISOA2-5主轴转速范围:50~3500r/min主轴通孔直径:φ46mm最小分辨率:0.001mm快速移动速度:X轴15 m/min Z轴18 m/min切削进给速度:0~5000 mm/minX/Z轴最大行程:X轴 125mm Z轴410mm主轴伺服电机功率: 5.5kw-7.5kw主轴润滑:使用进口高级润滑脂润滑,全封闭,免维护六工位电动刀架X轴导轨与水平面倾角45°X/Z轴导轨形式:线性导轨X/Z轴丝杠形式:滚珠丝杠环境温度: 0~40°C湿度:≤85%(4)十字滑台功能部件参数1)电源:三相五线 AC 380V±10% 50Hz;2)外形尺寸:长(mm)×宽(mm)×高(mm)=800×600×1400;3)丝杠行程:280mm4)丝杠参数(直径mm/螺距mm):16/05。
YLA型imateTD数控车床
浙江亚龙教育装备股份有限公司控制柜侧接插件连接图WS24-10KTDWS28-7KTD F 编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记E D 电 气 原 理 图WS28-4-kZ XS31刀架电机XP1刀架信号WS20-9KZCBAWS28-16-kZ TYP-233-KTYP-533-JWS28-12KTD WS24-10JTDWS28-12JTDWS28-7JTDWS24-10-JZWS24-10-kZWS28-12-JZWS28-12-kZTYP-5618-jTYP-2618-kWS28-7-JZ WS28-7-kZ备用备用432198765FEDCBA10EFYL-569A浙江亚龙教育装备股份有限公司EF标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图XT1表I/O-24V主轴电机B C D启动急停伺服24VV继板24CX30伺服220CX29控变110控变220控变380伺变220伺变380冷却电机XS101=B01/4.D9Z0X0Z-X-Z+X+限位=P01/1.A2BCD启动自锁急停系统24V T1T2T3T4刀架信号XP1=B01/4.D4XS513W2V2U25 5 5 515143W3V3U43U43W43U42W42U41W41UW32V32U32W31V31U31XT1W1V1U13231302928272625242322212019181716151413121110987654321272625242322 52120191812111376 5049484746454443424140393837363534331098820420220820220620221201918Y27Y23EF YL-569A注:1、①表示端子号,例:①表示XT2:1浙江亚龙教育装备股份有限公司EF标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图XT2表KA3443.21.016Y22262721201918727170696867666564636261KA2XT24342414039383736353433323130292726252423222120876543212.72.52.32.1 2.62.42.22.03.03.11.21.42.62.42.22.01.61.51.72.12.32.52.71.3 1.1BCD172425232221201918KA6KA5KA460595857565554535251504948474645281918171615141312111093.33.43.53.63.70.60.70.50.40.30.20.10.0B010V24V24V BCDE F 浙江亚龙教育装备股份有限公司EF标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图XT3表CB107CE104CE57BCE57B 控制面板+24V 0VXT312CNC-0I MAXS55BCD513P24K P24K停止启动按钮急停4356781211115BCD浙江亚龙教育装备股份有限公司E F 标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图EFX 轴限位BCD XS1XS101=B01/1.C9Z轴限位XS31电机信号刀架=B01/1.B9=D01/3.E6BCD4U4328U 4327U 43DDYL-569A电 气 原 理 图E F 标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码浙江亚龙教育装备股份有限公司EFXT5表35XT5BCKA8KA72.7Y27Y23Y228.08.17.27.38.4刀反刀正冷却55120v02.22.3KA13433323130292827262524232221201918171615141311109876543217.77.68.524v 24v 0vXS8136BC更 改 文 件 号U2V2W2U21V21W21F ED-W3=D01/1.E8标 记标 记3MXS61XS62E=B00/1.E20.75mm 2黑色3XT1:12CB=B00/1.B5JA40-7(+)JA40-5(-)欧姆龙RSTUVWA1AC3G3JZ主轴电路图电 气 原 理 图编 码电气图号设备型号日 期签 字FED浙江亚龙教育装备股份有限公司YL-569A-KA5-KA6=N00/1.D6=N00/1.D71098-XT2:55565958-XT2:CBS1SCS2D EF B C更 改 文 件 号标 记标 记=N02/1.B2DEF 签 字日 期设备型号电气图号编 码电 气 原 理 图警示灯电源图200202-+U42W42=P03/1.B10=P04/1.B2BCA警示灯开关电源警示灯电源(CE)A。
第四届全国技工院校技能大赛数控机床装调维修工职业(高级组)决赛技术文件

附件3第四届全国技工院校技能大赛数控机床装调维修工职业(高级组)决赛技术文件目 录一、技术文件制定标准二、竞赛形式和成绩计算(一)竞赛形式(二)成绩计算三、命题原则(一)试题类型(二)命题方式四、竞赛内容(一)理论知识竞赛(二)实际操作竞赛五、竞赛规则(一)理论知识竞赛规则(二)实际操作竞赛规则备注:1.本技术文件如有更新,将在大赛网站(/zt2)上及时公布,请注意上网查询。
2.本技术文件最终解释权归第四届全国技工院校技能大赛暨第42届世界技能大赛选拔赛全国组委会。
一、技术文件制定标准数控机床装调维修工(高级组)决赛技术文件以《数控机床装调维修工国家职业标准》(高级)为基础,结合技工院校教学大纲制定。
二、竞赛形式和成绩计算(一)竞赛形式本次竞赛内容包括理论知识和实际操作两部分。
理论知识竞赛全部参赛选手均需参加并独立完成;实际操作竞赛由3人组队完成,其中场上队长1人。
理论知识竞赛时间为90分钟;实际操作竞赛时间为300分钟,连续进行。
(二)成绩计算理论知识竞赛试卷满分为100分,代表队取3人平均分后按照30%折算计入竞赛总成绩;实际操作竞赛满分为100分,按照70%折算计入竞赛总成绩;理论知识竞赛成绩与实际操作竞赛成绩经折算后相加得出竞赛总成绩。
三、命题原则依据国家职业标准,注重基本技能,体现现代技术,结合生产实际,考核职业综合能力,引领技能人才培养。
(一)试题类型理论知识竞赛采用客观题的形式命题。
(参赛选手自带答题用2B铅笔、橡皮、钢笔或水笔)实际操作竞赛以任务书的形式命题,主要考核数控机床装调维修操作技能,操作规范及安全文明生产。
(二)命题方式理论知识竞赛采用国家题库抽取与专家命题相结合的方式命题。
实际操作竞赛由专家命题。
四、竞赛内容 (一)理论知识竞赛 1.竞赛内容表1理论知识竞赛内容2.主要参考资料1.1基础知识识图知识;公差配合与测量技术;金属材料及热处理基础知识;机床电气基础知识;加工基础知识;液压与气动基础知识;计算机基础知识。
FANUC 0i Mate TD数控车床手轮故障调试实例

FANUC 0i Mate TD数控车床手轮故障调试实例谢超明【摘要】This paper takes FANUC 0i mate TD CNC lathe hand wheel can not normally work as an example, carefully analyzes the failure phenomenon according to the working principle,diagnoses from electrical wiring, the CNC parameter setting, PMC program, The I/O module configuration and other comprehensive aspects, gradually completes debugging by checking the relevant data and modifying the program, restores hand wheel normal function and development x1000 override finally.%以FANUC 0i Mate TD数控车床手轮不能正常工作为例,根据手轮工作原理分析故障现象,从电气线路、数控系统参数、PMC 程序、I/O 模块配置等多方面综合诊断,通过查看修改相关程序与数据逐步完成调试,最终排除故障并完成x1000倍率功能开发.【期刊名称】《邢台职业技术学院学报》【年(卷),期】2015(032)005【总页数】3页(P88-90)【关键词】数控车床;参数;PMC;倍率【作者】谢超明【作者单位】湖北职业技术学院机电工程学院,湖北孝感 432000【正文语种】中文【中图分类】TG519.1在数控加工过程中,利用手轮使机床的坐标轴进行微量移动以实现工件对刀和控制工作台的运动,对控制加工质量有十分重要的意义。
YL-558型0IMATETD数控车床实训设备-2011_3_21_13_20_219
数控机床装调与维修项目选拔设备介绍YL-558型0i mate TD数控车床实训设备一、设备概述亚龙YL-558型0i mate TD 数控车床实训设备适合高等职业学校、中等职业学校的机电设备安装与维修、机电技术应用、电气运行与控制、电气技术应用、数控技术应用、机械加工等专业和非机电类专业的必修课程模块、《数控设备维修》、《数控加工技术》或选修课程模块、《机床电路维修》等课程的教学与实训。
亚龙YL-558型0i mate TD 数控车床实训设备也适合技工学校机电类专业的《电气设备维修》、《数控设备维修》等课程的实习,还适合职业培训学校的维修电工的高级班,维修电工的技师班,维修电工的高级技师班以及数控装调维修工的培训和职业技能鉴定。
二、设备功能说明亚龙YL-558型0i mate TD 数控车床实训设备由数控控制台、数控系统、PMC 单元、伺服进给单元、机床控制电路、伺服变压器、PMC练习模块等组成。
各进给轴由伺服电机控制,主轴由变频器或者FANUC串行放大器控制,刀架采用4工位电动刀架;根据岗位技能要求,学生可以进行数控机床的安装调试、参数设置、伺服性能优化、数据备份、PMC编程、故障诊断与维修、数控编程操作等多种技能的实训。
配置的PMC训练模块,包含了数控机床PMC基本训练模块、刀架等常见的数控机床PMC控制编程项目,实训项目的设计上,可以先进行数控PMC基本指令、基本功能的实训,后在逐步完成机床操作面板模拟、刀架控制的PMC设计等项目模块的训练,符合学生由简单到复杂的认知过程,培养学生自主学习的能力。
实训设备采用台式模块化的结构,可以单独配置负载台、双轴滑台等模块等,来满足不同的技能训练和教学要求。
配置的智能化故障维修系统通过产生故障、故障分析、故障诊断、线路检查、故障点确定等过程训练学生数控机床维修能力,配合计算机软件可以进行学生登录、自动评分、成绩统计等方便的实训结果评价功能,还可以通过网络连接进行数控技术的应知考核,大大减轻教师的故障设定、评分、统计等工作量,是一套综合的数控技术设备。
数控铣床智能实训考核设备使用手册
3、主轴系统
日立SJ100变频器+主轴电机
(三)主要技术规格:
主轴数:1
最大编程尺寸:99999.999mm
最小分辨率:1um
直线、圆弧、螺旋线插补
小线段连续高速插补
用户宏程序、固定循环、旋转、缩放、镜像
自动加减速控制(S曲线)
加速度平滑控制
MDI功能
M S T功能
内部已提供标准PLC程序
(四)故障设置系统
PC机:奔Ⅲ以上PC机,WINDOWS XP操作系统(可自备)
软件:亚龙智能考核系统专用软件,WINDOWS视窗界面
设置排除通讯方式:计算机网络通讯、RS232串口通讯、I2C通讯
故障点数量:64个
故障点范围:主机系统、步进单元、伺服单元、主轴单元、PLC、手持单元
着重提示使用者注意事项如下:
A、不可对数控系统频繁地通电、断电。停电或断电后须重新通电,间隔时间至少为3分钟,
B、伺服驱动器电源QF6开关和伺服电机主电源QF2开关,不能同时启动,防止伺服电机瞬时跳动,应该按下数控系统的急停按钮后。首先合上QF6开关,然后合上QF2动力电源,最后松开数控系统的急停按钮。
C、在判断故障时,如需要人为转动伺服电机轴时,应注意:先切断伺服主电源开关QF2,禁止人为转动电机后,马上接通主电源,否则会引起事故,由于人为改变反馈编码器检测的实际位置,但数控装置内的指令位置值并未改变,伺服控制部分会认为指令位置值和实际位置值不符,容易产生跟踪误差过大的报警。而且一旦接通伺服装置动力电源,伺服装置内部控制电路将会使电机快速转动,易发生事故,因此在人为转动伺服电机轴后,在完成故障的判断后,应关闭所有电源,待重新通电后,才允许接通伺服动力电源。
亚龙YL-569A型0i mate TD数控车床实训设备电气连接说明
手动移动轴,记录软限位坐标值,设置 1320 和 1321 软限位参数,设置时应该留 有一定的机械余量。
第二部分 设备操作说明
一、设备上电操作
设备上电前,需要仔细检查电源及各连接部分,无误后,合上断 路器,顺时针旋转控制柜侧面电源开关。
上电步骤一:接入电源
上电步骤二:连接好相关电缆。
上电步骤三:合上断路器 上电步骤四:顺时针旋转侧面电源开关 上电步骤五:按下电源启动按钮
30 40 20 15 10 8
6
4 2 1 0
50 60 70 80 90
95
100
105 110 120
%
100
90
110
80
120
70
60 50
%
手动方式
X 轴手摇脉冲进给
返回参考点方式 手摇最小脉冲单位 JOG 速度倍率 1% 手摇最小脉冲 0.01mm JOG 速度倍率 10% 手摇最小脉冲 0.1mm JOG 速度倍率 50% 手摇最小脉冲 1mm JOG 速度倍率 100% Z 轴手摇脉冲进给
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XS81-1500
WS24-10KTD
XS52伺服主电源 CX29
XS72 直流24V电源
XS82 PLC信号
TYP-2618-k TYP-533-J
XS61主轴输入
TYP-5618-j
XS61-1500
TYP-233-K
XS62主轴输入
B
控制柜侧
C
D
E
F
1
2
3
4
5
E
电气原理图
设备型号
8
9
10
1
2
3
A
4
5
6
7
8
9
10 A
B C D E F 1
-
+
B
液压 启动
中心 架
排屑 正转
排屑 反转
排屑
停止
X
编辑
MDI
自动
手动
手轮X
返参考点
Z
套筒
主轴
主轴
导轨
工作
快
进/退
停止
点动
润滑
灯
速
X1
X10
X100
X1000
手轮Z
门锁
F0
25%
50%
100%
C
卡盘 卡紧
主轴 正转
主轴 反转
冷却
手动 选刀
设故
Q2 急停 2A
启动
U34 W34 4L1
U11 V11 W11 W43
U32 V32 W32 W43
U51 V51 W51 W43
U51 V51 W51 W43
冷 却KM1 F1 F11 伺 服KM2 F2 刀架正 K M3
F3 刀架反 K M4
F4 F41
U1 V1 W1 4
U3 V3 W3 3
5
6
7
89
10 11 12 13 14 15 16
16
17 18 19
1.6 2.0 2.2 2.4 2.6 1.4 1.2 1.0 0.6
C
20 21 22 23 24 25 26 27 28
C
XT2
18 19 20 21
29 30 31 32
KA2
KA3
KA4
KA5
KA6
D
61
63 65
67
69
设备型号
YL-569A1
电气图号 标 记 标 记更 改 文 件 号 签 字日 期 编 码
浙江亚龙教育装备股份有限公司
设计 制图
主管 标准化
数控系统 FANUC 0i mate TD 阶段标记
设备名称 项目代号
=B02/6
J
审核
批准
共 38 页
第 6页
2
3
4
5
6
1
2
3
4
5
6
7
8
9
10
A
CNC系统
I/O单元
3.本图纸还采用了JB2740标准的图区索引法
D
4.代号意义
D
B 总体设计布局及安排,接线板互连图
D 电源系统,交流驱动系统
N 直流控制系统
E
P 交流控制系统
E
5.斜体下划线表示线号
如“5 ”表示5号线,
电气原理图
设备型号
YL-569A1
图纸说明
F
用于智能化考核系统的输入。
电气图号
标 记 标 记 更 改 文 件 号 签 字日 期 编 码
E
-W19
=P01/1.D8
-W6
F
1
2
JA41 COP10A
CP1
24V 1 0V 2
=P03/1.E9 -W11
3
4
5
D
H1A 1
G
H1B 2
+5V 9
0V 12
E
-W18
电气原理图
主电路图
设备型号
YL-569A1
电气图号
标 记 标 记 更 改 文 件 号 签 字日 期 编 码
设计
主管
数控系统
FANUC 0i mate TD
冷却电机
伺 变380
伺 变220
21 22 23 24 25 26 27 28 29 U3 V3 W 3 1 4 15 5 0 5 0
伺 服220
30 31 50
32 33 34 50 6
35 36 37 38 39 40 41 42 43 44 7 5 0 13 11 12 18 19 20 21
8
9
A
TYP-2618-k
1--主轴输入1
2--主轴输入2
3--主轴输入3
B
4--地线
XS61主轴输入
C
1--空脚
2--24V电源
WS28-12-kZ
3--24V电源
4--24V电源
5--24V电源
D
6--0V 7--0V
XS71 直流24V电源
8--0V 9--0V
10--空脚
11--空脚
12--空脚
8--空脚
9--24V
C
WS28-4-kZ
1--空脚
2--刀架U相
D
3--刀架V相
4--刀架W相
XS31刀架电机
WS28-7-kZ
XS51伺服主电源 CX29
1--空脚 2--地线 3--伺服主电源L1 4--伺服主电源L2 5--伺服主电源L3 6--CX29 7--CX29
E
10 A B C D E
71
2.0 2.2
Y22
2.4
2.6
3.0
3.1
3.2
3.3
3.4
3.5
3.6
3.7
62 64 66 68 70 72 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60
设备名称
F
制图
标准化
阶段标记
项目代号
=B01/1
审核
批准
共 38页
第 8页
6
7
8
9
10
1
2
3
A
4
5
6
7
8
9
10 A
B
B
24
21
20
19
18
17
1.5 1.7 2.1 2.3 2.5 2.7 1.3 1.1 0.7 0.5 0.4 0.3 0.2 0.1 0.0 B01
24V 24V 0V
1
23 4
45 46
47 48 49 50 2 4 U 44 W 42
XT5-KA
+A6
U 31
380
V 31
380
W 31
380
U 32
V 32
W 32
220 220 220 PE
U 41
W 41
380
0
U 42
W 42
U 43
W 43
0 220 0 110 E
B C D E F G H
电气控制单元
I
布局图
2、本设备贯彻中华人民共和国机械行业标准
B
JB/T.2740-2008 的“项目代号四段标志法”
B
2.1 项目代号采用下列四段标记:
第一段 高层代号 前缀符号为 = 例如=D00
第二段 位置代号 前缀符号为 + 例如+A1
C
第三段 种类代号 前缀符号为 - 例如-QF1
C
第四段 端子代号 前缀符号为 :例如:10
设计
主管
数控系统
FANUC 0i mate TD
浙江亚龙教育装备股份有限公司
设备名称
F
制图
标准化
阶段标记
项目代号
=B02/1
审核
批准
共 38 页
第 1页
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
A
1--0V
WS20-9KZ
2--T1刀位
3--T2刀位
B
4--T3刀位
5--T4刀位
XP1刀架信号
6--空脚 7--空脚
浙江亚龙教育装备股份有限公司
设备名称
F
制图
标准化
阶段标记
项目代号
=B00/1
审核
批准
共 38页
第7页
6
7
8
9
10
1
2
3
A
4
5
6
7
8
9
10 A
B
B
C
C
XT1
12 3 U34 W34
主风扇220V
456 U1 V1 W1
冷却电机
7 8 9 10 11 12 13 14 15 16 17 18 19 20 U31 V31 W31 U32 V32 W32 U 41 W 41 U 42 W 42 U 43 W43 U 43 3
伺 服220
1L1 1L2 1L3 N 漏 电保 护(-QS1-16A)
2L1 2L2 2L3 N
2L1 2L2 2L3 3L1 3L2 3L3 L11 L12 L13 L11 L12 L13 L11 L12 L13 L11 L12 L13 L11 L13