昆仑通态7英寸触摸屏
昆仑通态触摸屏选型手册

2017深 圳 昆 仑 通 态 科 技 有 限 责 任 公 司TPC7062TD/TX/Ti TPC7062TD/TX/Ti128M DDR2约 0.8kg以Cortex-A8 CPU 为核心128M FLASH TPC7062TD/TX/Ti ,是一套以先进的Cortex-A8 CPU 为核心的高性能嵌入式一体化触摸屏。
该产品设计采用了7英寸高亮度TFT 液晶显示屏(分辨率800×480),四线电阻式触摸屏(分辨率4096×4096),同时还预装了MCGS 嵌入式组态软件(运行版)。
TPC7062TD 无数据存储功能TPC7062TD/TXTPC1061Ti 正面TPC1061TD/TX/Ti 接口TPC1061TD/TX/Ti 背面TPC1061TD/TX/Ti ,是一套以先进的Cortex-A8 CPU 为核心的高性能嵌入式一体化触摸屏。
该产品设计采用了10.2英寸高亮度TFT 液晶显示屏(分辨率1024×600),四线电阻式触摸屏(分辨率4096×4096),同时还预装了MCGS 嵌入式组态软件(运行版)。
1024×600TPC1061TD/TX/Ti128M DDR2128M FLASH约 1.41kg以Cortex-A8 CPU 为核心1×RS232、1×RS485、2×USB(1主1从)、1×LAN10.2TPC1061TD 无数据存储功能512M DDR3128M FLASH 、4G SD 卡约 2.1kg以Cortex-A8 CPU 为核心,主频 1 GHz40964096Cortex-A8 CPU512M DDR3128M FLASH 、4G SD 卡40964096约 3.9kg以Cortex-A8 CPU 为核心,主频 1 GHzCortex-A8 CPU1024 x 7681024 x 768512M DDR3128M FLASH 、4G SD 卡40964096约 6.1kg以Cortex-A8 CPU 为核心,主频 1 GHzCortex-A8 CPU地址:深圳市龙岗区雪岗路2018号天安云谷一期3栋B座2401室 邮编:518000619深圳昆仑通态科技有限责任公司。
YL-335B介绍

项目一了解 YL-335B 自动生产线实训考核装备1.1 YL-335B 的基本组成亚龙 YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的供料单元、加工单元、装配单元、输送单元和分拣单元 5 个单元组成。
其外观如图 1-1 所示。
图1-1 YL-335B外观图其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
各个单元的执行机构基本上以气动执行机构为主,但输送单元的机械手装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。
分拣单元的传送带驱动则采用了通用变频器驱动三相异步电动机的交流传动装置。
位置控制和变频器技术是现代工业企业应用最为广泛的电气控制技术。
在 YL-335B 设备上应用了多种类型的传感器,分别用于判断物体的运动位置、物体通过的状态、物体的颜色及材质等。
传感器技术是机电一体化技术中的关键技术之一,是现代工业实现高度自动化的前提之一。
在控制方面,YL-335B 采用了基于 RS485 串行通信的 PLC 网络控制方案,即每一工作单元由一台 PLC 承担其控制任务,各 PLC 之间通过 RS485 串行通讯实现互连的分布式控制方式。
用户可根据需要选择不同厂家的 PLC 及其所支持的 RS485 通信模式,组建成一个小型的 PLC 网络。
小型 PLC 网络以其结构简单,价格低廉的特点在小型自自动生产线仍然有着广泛的应用,在现代工业网络通信中仍占据相当的份额。
另一方面,掌握基于 RS485 串行通信的 PLC 网络技术,将为进一步学习现场总线技术、工业以太网技术等打下了良好的基础。
1.2 YL-335B 的基本功能YL-335B 各工作单元在实训台上的分布如图 1-2 的俯视图所示。
图 1-2 YL-335B 俯视图各个单元的基本功能如下:1、供料单元的基本功能:供料单元是 YL-335B 中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
A组态说明(西门子)

亚龙YL-235A型光机电一体化实训考核设备画面组态说明(西门子PLC版本)亚龙科技集团有限公司目录1.1认知TPC7062KS人机界面 (3)1.1.1 TPC7062KS人机界面的硬件连接 (3)1.1.2 触摸屏设备组态 (4)1.2人机界面组态 (6)1.1 认知TPC7062KS人机界面YL-235A采用了昆仑通态研发的人机界面TPC7062KS。
是一款在实时多任务嵌入式操作系统WindowsCE环境中运行,MCGS嵌入式组态软件组态。
该产品设计采用了7英寸高亮度TFT液晶显示屏(分辨率800×480),四线电阻式触摸屏(分辨率4096×4096),色彩达64K彩色。
CPU主板: ARM结构嵌入式低功耗CPU为核心,主频400MHz,64M存储空间1.1.1 TPC7062KS人机界面的硬件连接TPC7062KS人机界面的电源进线、各种通讯接口均在其背面进行,见图1-1。
其中USB1口用来连接鼠标和U盘等,USB2口用作工程项目下载,COM(RS232)用来连接PLC。
下载线和通讯线见图1-2图1-1 TPC7062KS的接口图1-21、TPC7062KS触摸屏与个人计算机的连接在YL-235A上,TPC7062KS触摸屏是通过USB2口与个人计算机连接的,连接以前,个人计算机应先安装MCGS组态软件。
当需要在MCGS组态软件上把资料下载到HMI时,只要在下载配置里,选择“连接运行”,单击“工程下载”即可进行下载。
如图1-3所示。
如果工程项目要在电脑模拟测试,则选择“模拟运行”,然后下载工程。
图1-3 工程下载方法2、TPC7062KS触摸屏与S7-200 PLC的连接在YL-235A中,触摸屏通过COM口直接与PLC的编程口连接,所用的通讯电缆采用PC-PPI电缆,见图1-2。
为了实现正常通讯,除了正确进行硬件连接,尚须对触摸屏的串行口0属性进行设置,这将在设备窗口组态中实现,设置方法将在后面的工作任务中详细说明。
基于PLC、变频器、触摸屏的全自动工业洗衣机控制系统的设计

电动机组成。接通三相电源,使用变频器外部端子控制三
相异步电动机,带动工业洗衣机实现正反转控制 ;触摸
屏、PLC、按钮、液位传感器、电磁阀和指示灯构成洗衣
机控制电路。PLC 的进水、排水和脱水电磁阀分别由 Y0、
Y1、Y2 驱动 ;报警指示灯由 Y3 驱动 ;变频器正转端子
(STF)、反转转子(STR) 分别由 Y4、Y5 控制,可实现
进水 高水位传感器 低水位传感器
进水 排水 脱水 报警 正转1速时间:### 反转1速时间:### 正转2速时间:### 反转2速时间:### 正转3速时间:### 反转3速时间:### 小循环次数: ### 大循环次数: ###
排水
正转频率:### 反转频率:### 脱水频率:###
启动
进水 正转 正转停止 反转 反转停止 排水 脱水 报警
洗衣机是日常生活中常见的家电之一,工业洗衣机 广泛应用于酒店、学校、工矿企业、医院等洗衣量大、 洗 衣 频 繁 的 场 所, 它 的 使 用 过 程 与 家 用 全 自 动 洗 衣 机 相同,所不同的是要求具有较强的承载能力和抗干扰能 力。本文工业洗衣机控制系统的设计是以可编程控制器 (PLC)控制,具有运行可靠、抗干扰能力强等特点 ;采 用变频器实现电机调速,具有高效节能、节水、功耗低 等优点 ;利用触摸屏实现人机交互界面,具有用户操作 方便、界面简单直观等优点。通过 PLC、变频器、触摸 屏实现洗衣机的全智能化控制,从而提高了洗衣的工作 效率。 1 控制要求和控制原理
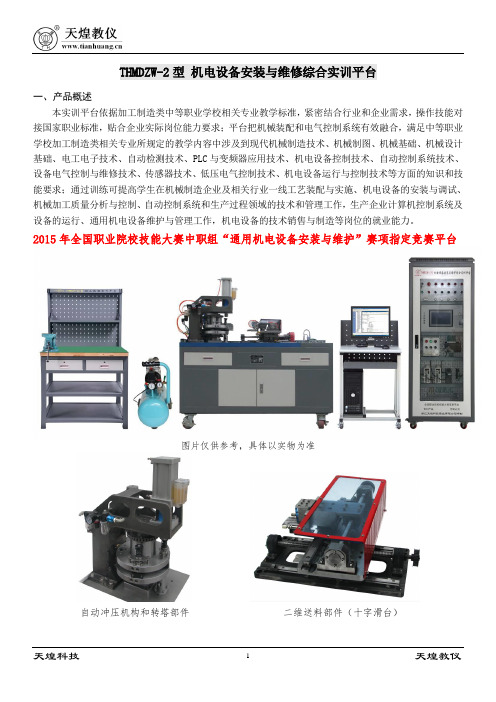
-THMDZW-2型 机电设备安装与维修综合实训平台产品简介
序号 1
2
3
名称 实训台
电气控 制柜
电源控制模块
可编程控制器 模块
规格
数量
铁质双层亚光密纹喷塑结构,40mm 厚铸件平板
台面,桌子下方设有储存柜,柜子上方设有 2 1
个抽屉
由三相电源总开关(带漏电和短路保护)、三
相熔断器、交流接触器、中间继电器、开关电
源、钥匙开关、急停按钮、停止启动按钮(红、
绿)、系统控制旋钮开关及指示灯等组成,可 1
组成。
1.实训台:采用铁质双层亚光密纹喷塑结构,包括控制区域和机械装调区域两部分。控制区域主要由
天煌科技
2
天煌教仪
控制面板、电源转换接口、控制按钮等组成;机械装调区域采用铸件操作台面,学生可在上面安装和调整 各种机械机构。
2.电气控制柜:采用铁质双层亚光密纹喷塑结构,结构坚固。前门采用透明设计,可观察到内部元件。 结构共分为三层,最上层为电网电压指示、各部件二位旋钮开关及运行指示;第二层为昆仑同态触摸屏单 元以及电源输出单元;最下层为网孔实训区域,包括 PLC 控制器、电气扩展单元、伺服电机控制器、步进 电机控制器、变频器、执行部件接线端子等。
行精密冲压。
本实训装置主要由实训台、电气控制柜(包括电源控制模块、可编程控制器模块、变频器模块、触摸
屏模块、步进电机驱动模块、伺服电机驱动模块、电气扩展模块等)、动力源(包括交流减速电机、步进
电机、交流伺服电机等)、机械传动机构、二维送料部件(十字滑台)、自动上下料机构(仓库)、转塔部
件、模具、自动冲压机构、操作台、装配及检测工具、视频教学软件、3D 仿真教学软件、型材电脑桌等
1
套
螺母扳手 1 套
22
截链器
YL-335B介绍

YL-335B介绍项⽬⼀了解 YL-335B ⾃动⽣产线实训考核装备1.1 YL-335B 的基本组成亚龙 YL-335B型⾃动⽣产线实训考核装备由安装在铝合⾦导轨式实训台上的供料单元、加⼯单元、装配单元、输送单元和分拣单元 5 个单元组成。
其外观如图 1-1 所⽰。
图1-1 YL-335B外观图其中,每⼀⼯作单元都可⾃成⼀个独⽴的系统,同时也都是⼀个机电⼀体化的系统。
各个单元的执⾏机构基本上以⽓动执⾏机构为主,但输送单元的机械⼿装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长⾏程、多定位点的特点,是⼀个典型的⼀维位置控制系统。
分拣单元的传送带驱动则采⽤了通⽤变频器驱动三相异步电动机的交流传动装置。
位置控制和变频器技术是现代⼯业企业应⽤最为⼴泛的电⽓控制技术。
在 YL-335B 设备上应⽤了多种类型的传感器,分别⽤于判断物体的运动位置、物体通过的状态、物体的颜⾊及材质等。
传感器技术是机电⼀体化技术中的关键技术之⼀,是现代⼯业实现⾼度⾃动化的前提之⼀。
在控制⽅⾯,YL-335B 采⽤了基于 RS485 串⾏通信的 PLC ⽹络控制⽅案,即每⼀⼯作单元由⼀台 PLC 承担其控制任务,各PLC 之间通过 RS485 串⾏通讯实现互连的分布式控制⽅式。
⽤户可根据需要选择不同⼚家的 PLC 及其所⽀持的 RS485 通信模式,组建成⼀个⼩型的 PLC ⽹络。
⼩型 PLC ⽹络以其结构简单,价格低廉的特点在⼩型⾃⾃动⽣产线仍然有着⼴泛的应⽤,在现代⼯业⽹络通信中仍占据相当的份额。
另⼀⽅⾯,掌握基于 RS485 串⾏通信的 PLC ⽹络技术,将为进⼀步学习现场总线技术、⼯业以太⽹技术等打下了良好的基础。
1.2 YL-335B 的基本功能YL-335B 各⼯作单元在实训台上的分布如图 1-2 的俯视图所⽰。
图 1-2 YL-335B 俯视图各个单元的基本功能如下:1、供料单元的基本功能:供料单元是 YL-335B 中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作⽤。
基于PLC的转速测试装置的设计

基于PLC的转速测试装置的设计摘要:设计了一种基于PLC的转速测试装置,介绍了装置的设计原理、硬件组成和人机交互界面。
实验结果表明,该装置可以对转速进行实时地测量,并可提高测量的精度。
该装置性能稳定,开发周期短,具有极大的应用前景。
关键词:PLC 转速测量人机交互在许多领域中,转速的测量相当重要。
传统速度的测量一般采用测频率法、测周期法[1],当速度传感器的输出信号为10~100 Hz的频率信号且频率变化范围较大时,传统测速装置存在精度比较低的缺点[2]。
本装置采用多周期测评法,并且给出了用PLC实现速度的测量的具体方案,以及利用该装置进行测量的实际结果。
1 测试原理转速就是转轴的旋转速度,严格讲是圆周运动的瞬时角速度,在机械行业中,对机械设备的转速测量,通常采用平均速度的测量方法。
转速测量的方法很多,所用的转速传感器的种类也有多种,根据测量信号可分为模拟和数字式,根据传感器的安装方式可分为接触式和非接触式,根据传感器的类别可分为磁电、磁敏、光电、霍尔等方式。
本装置的测量方法采用的是多周期测频法。
多周期测频法是同时测量检测时间及在此检测时间内脉冲发生器发送的脉冲数来确定被测转速。
设检测时间T1为被测信号的m1个周期,计数时钟脉冲数为m2,其中m1由测量准确度来确定。
当达到检测时间T1后,时钟脉冲计数器终止,并由此计数器值来确定检测时间T1。
如果发动机每转1圈脉冲发生器发出z1个脉冲,在时间T1内计数值为m1,则角位移X=2πm1/z1。
同时,考虑在检测时间T1内由计数频率f0来定时,且计数值为m2,则检测时间T1可表示为T1=m2/f0,被测转速n为:可以得到,多周期测频法相对误差δ为:由上式可知,多周期测频法的相对误差δ与转速无关,增大f0或T1可提高测量精度。
2 系统设计如图1所示,转速测量装置由传感器、PLC和人机控制器MCGS 组成。
装置为传感器提供工作所需的电压,传感器输出的脉冲信号输入到PLC的脉冲计数端口,PLC完成脉冲的技术,再根据公式算出转速数值,通过MCGS显示该数值,以及绘制转速的曲线图。
触摸屏的介绍全解

所谓“运行策略”,是用户为实现对系统运行 流程自由控制所组态生成的一系列功能块的总称。 MCGS嵌入版为用户提供了进行策略组态的专用窗口 和工具箱。运行策略的建立,使系统能够按照设定 的顺序和条件,操作实时数据库,控制用户窗口的 打开、关闭以及设备构件的工作状态,从而实现对 系统工作过程精确控制及有序调度管理的目的。
⑵ 设备窗口 设备窗口是MCGS嵌入版系统与作为测控对象
的外部设备建立联系的后台作业环境,负责驱动 外部设备,控制外部设备的工作状态。系统通过 设备与数据之间的通道,把外部设备的运行数据 采集进来,送入实时数据库,供系统其它部分调 用,并且把实时数据库中的数据输出到外部设备面
YL-158-G采用了昆仑通态研发的人机界面 TPC7062KS。是一款在实时多任务嵌入式操作系统 WindowsCE环境中运行,MCGS嵌入式组态软件组态。
该产品设计采用了7英寸高亮度TFT液晶显示屏( 分辨率 800×480),四线电阻式触摸屏(分辨率 4096×4096),色彩达64K彩色。
2、定义数据对象 根据前面给出的表1-1,定义数据对象,所
有的数据对象如下表列出
表1-2 触摸屏组态画面各元件对应PLC地址
图 1-4 工作台
2、TPC7062KS触摸屏与FX系列PLC的连接 在YL-158-G中,触摸屏通过COM口直接与PLC (FX2N-48MT)的编程口连接。所使用的通讯线 带有RS232/RS422转换器,如图1-2所示。
为了实现正常通讯,除了正确进行硬件连接, 尚须对触摸屏的串行口0属性进行设置,这将在 设备窗口组态中实现,设置方法将在实训时详细 说明。
昆仑通态触摸屏快速简单入门(与S7-300)

确定 鬼消I 眾肋I [昆仑通态触摸屏使用(S7-300与MCGSTPC7062ks )1、“设备窗口”进行设备组态-/通冃串口交设备卜-[逋用串口応备]3 询备 Q —晒门子 S?_3(X )_400IP []通込口与波特率熹注意与 S7-300中HP [的设置一救上图:触摸屏设备窗口设置 F 图:S7-300组态窗口设置pwriPiE (L)- pf 主丛京坑(L )DP NMULl|(5:i EV2T 时的中斷启动周则,时讲再it器CTV 31«-E DFYork nefiory 95KB. D. ]ns/WN 他2* ant rp--life cd: 4 countinc «r.d ^t&surinc with屬性-Hfl 技口 CHT 5L-4C-S DE 啊S2)厂类型: UM地址;2Em:子冋①:6EST 3L-4-ECCM3-CIAECI f VZ.0 |CFU 3L4C-2 Hi属性⑻斥性血…HFI(L )qS7-300的MPI 地址*波特率要与触摸屏设 备趨口设置一致2、设备组态配置 '□:-扣动極本佶宜:3.Q3IOOD 貶动捏疔信息:苛驱如孫赵动丈件路隹:D : \KKSE\Pr DSC aaVdriv= r =\pl C \B 门干\r73O 龙动繭餡信思:o. aooooo 通道处逗拷贝信月:无设五设务内部庭性 5化谀备Q西门子貂_3(10_<1(11血1:1 -启动1003、实时数据库中增加对象4、到用户窗口进行动画组态仝工作台• D-\MC^SE\VORK\新塞工程Q MCE*到用户窗口进行动画组态L 内邯JS 性】 采揀优丸 谗&名称 谡备注澤 前妬工作狀态 处★堆囿期血)□宙L口宦备羸姓值里口倔*区"__「油i£J 厘口专[磔1 簷0 — [西门F 刖)曲」0 "丘匚二P"站地址、网络传输率 要与S7-3D0硬件组态一 致蚤高誥地址0 — 1?.2 Kbps设备瞩性乞 3D00 -搭式A|[PL^JfetltFLCfl 号 巩CM 異号 通讯哨应B?间5、放置按钮和指示灯进行动画组态6、按钮动作属性设置基丰届性抹作国性易丰桂序可见虞尿性厂打印用尸帝口13限⑷启动按刼的操柞雋性设总,抬渥功能、按下功能7、在设备组态窗口进行变量与通道的关联设召9E世客说爭Jt 甘稠urai 丨逹丧芟ai ift^4124.0 谖耳RM 』 iS写>0001■^DW3•一0004,-GWDrW^^fiFSil»行动止位叵 DJV启起功能披下功翘厂执行运行策昭块 厂打开用尸京口 厂关闭用PHU31□停止厂退出iEffSiS 复位取沖(£)”启动「F 帅泥对象伯隹作8、S7-300测试程序1124.0MO. 1M10. 2Q124.0M10.0 Q124. 01/ 1。
矿用隔爆兼本质安全型交流变频器说明书
矿用隔爆兼本质安全型交流变频器四象限绞车电控系统上海伟肯实业有限公司 2012-1-1 版本目录第一章产品基本信息介绍 (03)第二章设计原则及依据 (05)第三章电控系统技术说明 (07)第四章变频器参数设定 (16)第五章操作流程 (18)第六章故障和报警 (19)第七章元件清单 (22)第八章原理接线图 (23)第一章产品基本信息介绍1.1概述BPJ7系列矿用隔爆兼本质安全型交流变频器是一种集真空磁力起动器、数字式变频调速装置及相关的散热技术为一体的高新技术产品。
该产品适用于交流50Hz、额定电压660V的异步电动机重负荷软起动、软停车和运行过程控制,具有起动电流小、起动速度平稳、起动性能可靠、对电网冲击小等优点,其起动曲线有“S”型和线性二种。
该曲线可根据现场实际工况进行调整,从而减少起动时对设备的动张力。
此外,变频器具有在线控制功能,可根据电机的负荷变化,调整电机工作电源电压和频率,从而达到所需转矩。
具有明显的节能效应,可实现经济运行。
随着煤矿自动化程度的不断提高,变频器正以其节能、高效、安全、可靠的特点,逐渐成为今后煤矿电机设备调速控制的发展方向,并得以广泛的应用。
本产品主要用于煤矿井下或露天矿山、港口码头、选煤厂、发电厂等大负荷恶劣环境中运输设备的软起动、软停车和运行过程控制,即用于煤矿井下绞车提升机、刮板运输机、给煤机、风机、局扇、水泵及油泵等设备的调速控制。
1.2产品型号主要规格参数:a)输入电压:AC660V,50/60Hz,75%Ue~110% Ue,电网不平衡度:最大为电网线电压的±3%。
b)输出电压:电压随频率呈线性变化。
c)额定功率:200kW,功率因素:0.97(额定负载下);频率分辨率:0.01Hz。
d)额定电流:660VAC,216A;额定过载电流:150%额定电流1min。
e)起动频率:0.5~60Hz 可调设定,频率分辨率:0.01Hz。
f)工作制:连续工作制或短期工作制。
YL-335B的基本组成

项目一了解YL-335B自动生产线实训考核设备 (1)1.1YL-335B的基本组成 (1)1.2YL-335B的基本功能 (2)1.3YL-335B的电气控制 (6)1.3.1 YL-335B 工作单元的结构特点 (6)1.3.2 YL-335B的控制系统 (7)1.4供电电源 (9)1.5 气源处理装置 10项目一了解YL-335B自动生产线实训考核装备1.1 YL-335B的基本组成亚龙YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的供料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。
其外观如图1-1所示。
其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
各个单元的执行机构基本上以气动执行机构为主,但输送单元的机械手图1-1 YL-335B外观图装置整体运动则采取伺服电机驱动、精密定位的位置控制,该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。
分拣单元的传送带驱动则采用了通用变频器驱动三相异步电动机的交流传动装置。
位置控制和变频器技术是现代工业企业应用最为广泛的电气控制技术。
在YL-335B设备上应用了多种类型的传感器,分别用于判断物体的运动位置、物体通过的状态、物体的颜色及材质等。
传感器技术是机电一体化技术中的关键技术之一,是现代工业实现高度自动化的前提之一。
在控制方面,YL-335B采用了基于RS485串行通信的PLC网络控制方案,即每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
用户可根据需要选择不同厂家的PLC及其所支持的RS485通信模式,组建成一个小型的PLC网络。
小型PLC网络以其结构简单,价格低廉的特点在小型自动生产线仍然有着广泛的应用,在现代工业网络通信中仍占据相当的份额。
另一方面,掌握基于RS485串行通信的PLC网络技术,将为进一步学习现场总线技术、工业以太网技术等打下了良好的基础。
基于PLC的触摸屏液位控制设计

74 | 电子制作 2018年8月制。
可由PLC 实现液体上料的自动化控制。
触摸屏具有实时监控、修改参数灵活、报警显示和易学易用等特点,与 PLC 控制结合,使得操作更加方便,运行可视化,大大降低了操作的风险。
本文以自动化的液体送料设计为载体,利用PLC 和 触摸屏技术,使得生产过程更加透明、安全和方便,减小劳动强度、提高生产效率,为实际生产和教育教学提供参考。
1 系统设计思路系统以触摸屏为上位机,PLC 为控制中心,以液位传感器作为液位测量装置,电磁阀作为控制对象。
液体存储器设置上限位和下限位,到达下限位时,系统发出警报,提示添加液体。
在触摸屏中操作模式有自动添加和手动添加两种,也可由实物开关开启上料过程,添加到上限位时,停止添加。
触摸屏能实时显示液体的高度,以实现可视化和实时监控。
控制系统结构图如图1所示。
图1 液位系统的控制图2 系统元器件选择与设置■2.1 控制器本系统的控制单元选用三菱FX3U—32MR,FX3U 系列三菱PLC 是第三代紧凑型微型可编程控制器,运算、存储、FX3U 系列PLC 不提供模拟量的输入端口,因此需要一个扩展模块做为液位传感器信号的处理器。
为了适用教学的多样性,选用特殊扩展模块FX3U-3A-ADP,它有两个输入端(电压信号输入、电流信号输入),一个输出端(模拟信号输出),最大分辨率为12位。
接受0~10V 直流电压输入信号和4~20mA 的直流电流输如信号。
通道的A/D 转换值被自动写入FX 3U 可编程控制器的特殊数据寄存器中,数据读写指令较为简单。
本设计用到的A/D 转换的关系图如图2所示。
图2 模拟量输入、数字量输出转换关系■2.3 液位传感器液位传感器是测量液体的高度的元器件,大多数液位传感器为压力传感器,经过压敏传感元件,把液体压力转换为电信号,再经过补偿、修正,转化成可测量的电信号(一般为4~20mA/0~5VDC)。
液位传感器分为二大类,接触式和非接触式。
YL-335B的基本组成

YL-335B的基本组成项目一了解YL-335B自动生产线实训考核设备 (2)1.1YL-335B的基本组成 (2)1.2YL-335B的基本功能.. 错误!未定义书签。
1.3YL-335B的电气控制 (8)1.3.1 YL-335B 工作单元的结构特点 (8)1.3.2 YL-335B的控制系统 (8)1.4供电电源 (10)1.5 气源处理装置11项目一了解YL-335B自动生产线实训考核装备1.1 YL-335B的基本组成亚龙YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的供料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。
其外观如图1-1所示。
图1-2 YL-335B俯视图各个单元的基本功能如下:1、供料单元的基本功能:供料单元是YL-335B中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
具体的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
如图1-3所示为供料单元实物的全貌。
图1-3供料单元实物的全貌2、加工单元的基本功能:把该单元物料台上的工件(工件由输送单元的抓取机械手装置送来)送到冲压机构下面,完成一次冲压加工动作,然后再送回到物料台上,待输送单元的抓取机械手装置取出。
如图1-4所示为加工单元实物的全貌。
图1-4 加工单元实物的全貌3、装配单元的基本功能:完成将该单元料仓内的金属、黑色或白色小圆柱零件嵌入到已加工的工件中的装配过程。
装配单元总装实物图如1-5。
图1-5 装配单元总装实物图4、分拣单元的基本功能:完成将上一单元送来的已加工、装配的工件进行分拣,实现不同属性(颜色、材料等)的工件从不同的料槽分流的功能。
图1-6给出分拣单元实物的全貌。
图1-6 分拣单元实物的全貌5、输送单元的基本功能:该单元通过直线运动传动机构驱动抓取机械手装置到指定单元的物料台上精确定位,并在该物料台上抓取工件,把抓取到的工件输送到指定地点然后放下,实现传送工件的功能。
MCGS嵌入版组态应用技术项目1
任务导入
任务实施
任务1.1 认知MCGS嵌入版组态软件
1. MCGS嵌入版组态软件的主要功能 ·免费:超强功能的无限点组态软件免费用 ·兼容:7.7软件向下兼容,支持全系列产品,兼容Win7-64位系统 ·低耗:应用于嵌入式计算机,仅占16M系统内存 ·通讯:支持串口、网口等多种通讯方式,支持MPI直连、PPI187.5K ·驱动:提供了常用800多种设备的驱动 ·报表:多种数据存盘方式,多样报表显示形式,满足不同现场需求 ·曲线:支持实时、历史、计划等多种曲线形式,同时历史曲线的显示性能提升了10 倍 ·动画:可实现逼真的动画效果,同时支持JPG、BMP图片,满足对容量和画质的不 同需求 ·配方:配方名称支持中文,任意读写,支持配方导入导出,在线操作 ·下载:支持高速网络在线下载,支持U盘离线更新工程 ·安全:可设置工程密码、操作权限密码、运行期限等安全机制 ·简化:新增公共窗口,去除双击功能,简化组态流程 ·开放:用户可以自己编写驱动程序、应用程序,支持个性化定制,内置打印机功能 ·稳定:优化启动属性,内置看门狗,易用,可在各种恶劣环境下长期稳定运行 ·功能:提供中断处理,定时扫描可达毫秒级,提供对MCGSTPC串口、内存、端口的 访问 ·存储:高压缩比的数据压缩方式,保证数据完整性,铁电存储初值,100亿次以上擦 写
项目1 MCGS嵌入版软件及TPC7062K触摸屏应用
任务导入
任务1.1 认知MCGS嵌入版组态软件
2. MCGS嵌入版组态软件的组成 MCGS嵌入版生成的用户应用系统,由主控窗口、设备窗口、
用户窗口、实时数据库和运行策略五个部分构成,如图1-2所示。
任务实施
项目1 MCGS嵌入版软件及TPC7062K触摸屏应用 任务1.1 认知MCGS嵌入版组态软件
基于PLC的智能农业温室大棚控制系统设计

基于PLC的智能农业温室大棚控制系统设计曾令培【摘要】各种农业温室大棚的出现,丰富了人民物质生活,大部分果蔬一年四季都可进入人们的餐桌.为了提高温室大棚中农产品的产量与质量,对温室大棚建设需要更加智能化.本设计通过对对温室大棚的温度、湿度、光照、灌溉、施肥等的综合控制,从而达到农作物的最优生长环境,同时能通过对参数的灵活改变,满足对不同作物的生长要求,实用性强.【期刊名称】《南方农机》【年(卷),期】2017(048)019【总页数】2页(P38-39)【关键词】温室大棚;智能控制;PLC【作者】曾令培【作者单位】成都农业科技职业学院,四川成都611130【正文语种】中文【中图分类】S625在智能农业温室大棚中,主要实现农作物在生长过程中的整体智能化控制,达到农作物的最优生长过程,提高作物的产量和质量,包括对温室大棚的温度、湿度、光照、灌溉、施肥等的综合自动控制。
这一自动控制系统为一闭环系统,通过对环境参数的实时采集和处理,与预设的某种作物最佳生长环境参数做比较,从而判定是否触发控制需求,再通过把相关控制条件发送到可编程控制器PLC中,通过PLC来进行对相应电机的控制。
以番茄为例,番茄是适宜在温暖气候中生长的植物,温度范围控制在15~33℃内均能正常生长,其中白昼生长温度值和各个生长周期的温度值会有一定的差异,一般而言,以日间22~25℃,夜间15~18℃时为番茄最优生长温度。
温度过高或过低都会使番茄停止生长或产生病变甚至引起死亡。
假设我们预先设定高温阈值为30℃,当实时采集温度数据低于预设值则控制系统不动作。
当实时数据高于预设值时,发出相应报警并发出相应控制指令,触发开窗系统、降温系统电机设备的工作,确保番茄适宜的温度环境。
在控制系统设计中,重点在控制规则的制定,规则的核心为条件判断。
影响作物生长状态的环境参数较多,本设计可以允许各类规则的定义和添加,如温度、湿度、光照等等[1]。
只要其中任意一规则满足条件,则触发相应控制机制。