JT 波峰焊参数
波峰焊参数设置
波峰焊参数设置一、前言波峰焊是一种常见的电子元器件焊接技术,其优点包括焊接速度快、焊接质量好等。
在进行波峰焊时,合理的参数设置是保证焊接质量的关键因素之一。
本文将详细介绍波峰焊参数设置的相关知识,帮助读者更好地掌握波峰焊技术。
二、波峰焊参数设置1. 温度温度是影响波峰焊质量的重要因素之一。
过高或过低的温度都会导致不良的焊接效果。
一般来说,温度应该根据不同元器件和PCB板材料进行调整。
对于大型元器件和厚板材,需要较高的温度才能融化钎料并实现良好的连接;而对于小型元器件和薄板材,则需要较低的温度以避免烧毁元器件或PCB板。
2. 波形波形是指在波峰焊中使用的钎料形状。
不同类型的钎料有不同形状,如圆形、方形等。
选择合适的钎料形状可以提高连接强度和稳定性。
此外,波形的高度和宽度也会影响焊接效果。
波形过高或过低都可能导致焊接不良,因此需要根据实际情况进行调整。
3. 预热预热是指在进行波峰焊之前,将PCB板加热至一定温度。
预热可以提高钎料的流动性和表面张力,从而使焊接更加牢固。
预热的时间和温度应该根据实际情况进行调整。
通常情况下,预热时间为1-2分钟,温度为100-150摄氏度。
4. 焊接速度焊接速度是指PCB板通过波峰焊设备的速度。
过快或过慢的速度都可能导致不良的焊接效果。
一般来说,较慢的速度可以提高连接强度和稳定性;而较快的速度可以提高生产效率。
因此需要根据实际情况进行调整。
5. 气氛气氛是指在波峰焊中使用的气体环境。
不同类型的元器件需要不同类型的气体环境才能实现良好连接。
例如,在连接铜制元器件时,需要使用氮气环境以避免铜的氧化;而在连接铁制元器件时,则需要使用氧化铁环境以提高连接强度。
6. 钎料钎料是指在波峰焊中使用的焊接材料。
不同类型的元器件需要不同类型的钎料才能实现良好连接。
例如,在连接铜制元器件时,需要使用含银钎料以提高连接强度;而在连接铁制元器件时,则需要使用含锡钎料以提高焊接效果。
三、总结波峰焊参数设置是保证焊接质量的关键因素之一。
波峰焊工艺参数调节
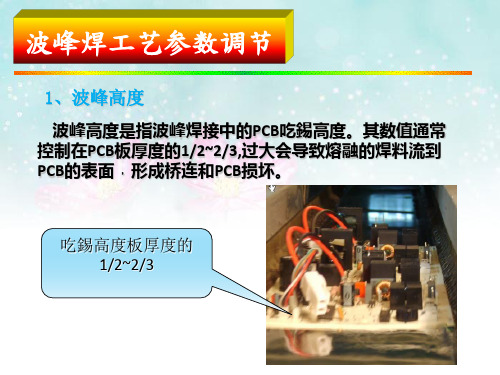
1、吃錫高度。其数值通常 控制在PCB板厚度的1/2~2/3,过大会导致熔融的焊料流到 PCB的表面﹐形成桥连和PCB损坏。
吃錫高度板厚度的 1/2~2/3
2 、传送傾角
波峰焊机在安裝时除了使机器水平外﹐ 还应调节传送裝置的傾角.
傾角的调节可以调控PCB与波峰面的焊接 时间﹐适当的傾角﹐会有助于焊接效果 焊料液与PCB更快的脱离﹐使之返回锡內。
波峰焊接角度控制 在5-7度
3.焊料纯度对焊接的影响
波峰焊接过程中﹐焊料的杂质主要是从PCB上焊盘 和元器件引脚铜和氧化物﹐过量的铜会导致焊接缺陷 增多。 4﹐工艺参数的调整
波峰焊机的工艺参数,帶速、预热时间、焊接時间 和傾角之间需要互相协调。
JT 波峰焊参数

双排链快换双钩爪 钛片鸭嘴爪 弹簧鸭嘴爪 金属鸭嘴爪 树脂鸭嘴爪 自动(Auto
全钛 Full Titanium (标配 ST) solder pot temperature 锡炉容量 solder pot capacity 波峰驱动功率 wave drive power 锡炉升温时间 solder por warm-up temperature 炉温控制方式 temperature control mode 冷却系统 cooling system 冷却方式 cooling method 其他 other 洗爪 finger cleaning system 回程抬高 return trip lifting 选配 option 中央支撑 centrer support 超声波喷雾 j-sonic ultrasonic spray 上层预热 top heating UPS保护 ups protection 氮气系统 nitrogen device 接驳压刀 feeder knife
预热系统 Preheating System 预热方式 Preheating Mode 温度控制方式 Control Mode 预热区数量 Preheating Zoon Number 预热区长度 Preheating Length 预热温度控制范围 Preheating Temp. 预热升温时间 Warm-up Time(min) 热风马达 Blow Motor 运输系统 宽度范围 PCB Width (L X W)(mm) PCB传送方向 Conveyor Direction 运输速度范围 Conveyor Speed(mm/min) 运输高度 Conveyor Height (mm) 允许PCB元件高度 Available Component Height(mm)★ 速度控制方式 Conveyor Speed Control Mode
波峰焊制程参数

基本參數 焊錫面實際預熱溫度 零件面實際預熱溫度 焊錫面預熱升溫斜率 零件面預熱升溫斜率 焊錫面,零件面降温斜率
焊接溫度 焊接時間 SMT零件受熱溫度
表 : 8.5-1 允收范圍 100--145℃ 80--110℃ <2-3℃/sec <2-3℃/sec <2-3℃/sec 230--255℃ 3—5sec <160℃
綜述 ,根據 AMBD 事業處 波峰焊 所用Flux :Alpha RF800基 本特性 值 , 并結 合客戶 在該段 的制程
將所 涉及的 基本參 數對應 的合理 驗收范
注釋 說明如 下:
1> . 焊平貼 板背的 選點方
項目 1 2 3 4 5 6 7 8
8.3 從 為了防 止板子 變形和 避免零 件熱沖 擊 , 以及 尋求一 個良好 的晶體 結構 (grain
定義 了以下 几個參 預熱段
升溫斜 率﹕ topside 降<溫2-段3℃ 冷卻斜 率: bottomsi de < 2-3 8.4 從為了 防止 SMT零 件二次 被動受 熱溫度 太高 , 要 求: SMT Peak
的零件 為主,因 為這些 SMT零件 實際受 熱溫度 有可能 4>. PTH 零件腳 表面最 高溫度 也是要 考慮的 一個參 數,因為 經常正 是PCB板 異, 造 成零件 腳潛在 的少錫 等上錫 5>. 當出 現以下 情況分 別處理 :
a). PCB孔為 一般設 計,零件 腳上錫 以>75% 為允收 標准; 如 圖示:
b). PCB為大 銅铂設 計,零件 腳以上 錫>50% 為允收 標准,如 圖示:
焊錫 特性及 波峰焊 曲線數 據表 明:PTH 零件腳 上表面 溫度 > 183℃為 基本允 6>. Flux 在预热 段的的 预热时 间:一 般来说, 至少保 证30 秒,而 以不超 过90秒
波峰焊接助焊剂参数-概述说明以及解释
波峰焊接助焊剂参数-概述说明以及解释1.引言1.1 概述概述部分的内容应该对整篇文章的主题进行简要介绍和概括。
下面是一个概述的示例:引言部分将对波峰焊接助焊剂参数的研究进行介绍。
波峰焊接是一种常见的电子组装技术,助焊剂是在焊接过程中使用的一种非常重要的材料。
助焊剂的参数对焊接质量和效果具有重要影响。
本文将从定义和参数两个方面对波峰焊接助焊剂进行探讨。
在正文部分,我们将详细介绍波峰焊接助焊剂的定义,并对其参数进行深入分析。
最后,结论部分将对波峰焊接助焊剂参数的重要性进行讨论和总结。
通过本文的研究,我们将对如何合理选择和调整波峰焊接助焊剂参数有更深入的认识,从而提高波峰焊接的质量和效率。
1.2 文章结构文章结构部分的内容可以从以下几个方面入手进行撰写:文章结构的目的是为了给读者一个清晰的概念,让他们知道文章的整体框架和内容安排,帮助读者更好地理解并阅读文章。
本文的结构分为三个主要部分:引言、正文和结论。
1. 引言:引言部分主要对文章进行概述和引导,介绍波峰焊接助焊剂参数的研究背景和意义,以及论文的目的和研究方法。
通过引言,读者可以对波峰焊接助焊剂参数的重要性有一个初步了解,同时也能够了解到作者在本文中的研究方向和重点。
2. 正文:正文部分是文章的核心,对波峰焊接助焊剂的参数进行详细的介绍和分析。
在本部分,可以从以下几个方面进行阐述:a. 波峰焊接助焊剂的定义:首先对波峰焊接助焊剂的概念进行清晰的定义,包括其作用、应用场景等等。
b. 波峰焊接助焊剂的参数:然后对波峰焊接助焊剂的参数进行详细的介绍,包括温度、粘度、含氧量等等。
可以通过实验数据或文献资料进行支持,分析这些参数对焊接质量的影响,并提出相应的优化方案。
3. 结论:结论部分对整篇文章进行总结和归纳,强调波峰焊接助焊剂参数的重要性和研究的价值。
同时,还可以提出一些对波峰焊接助焊剂参数研究的展望和建议,为后续的相关研究提供借鉴和参考。
通过以上的文章结构,读者可以从整体上把握文章的内容和逻辑,更好地理解波峰焊接助焊剂参数的研究,并对该领域的发展和应用有更深入的了解。
波峰焊参数设置与调制
预热温度过高
助焊剂没有到达焊接区,已经挥发完毕,管脚没有助焊剂保护受高温氧化
预热温度过低
助焊剂活性差,管脚的氧化物没有被充分去除,过波峰造成连锡
电阻排等多引脚器件横向过波峰
是由焊锡的吸附与拖拉作用造成
缺陷名称
形成原因
机理分析
备注
元件面上锡不良
锡面水位太低
毛细吸附作用不强,影响透锡
当使用波峰焊治具时,波峰高度的调节:
图4波峰高度的调节
(焊接时间过短升高波峰高度;焊接时间过长降低波峰高度)
锡炉的温度一般情况下为265℃
根据PCB板的特点来制定
3工艺调制
3.1输入、输出项
输入:波峰焊工艺初始设定参数,试制产品板
输出:调制、优化后的工艺参数(记录),辅助工装
3.2工艺调制流程图
3.3工艺调制流程图说明:
焊锡与焊盘附着不牢靠
锡炉锡渣太多
焊点焊锡质量不好
焊点有裂纹
锡炉温度偏低
焊点质量不好
锡炉锡渣太多
B-PCB板面缺陷成因及其及理分析
缺陷名称
形成原因
机理分析
备注
锡珠
锡炉锡渣太多
杂质脏物滞留在PCB上
PCB板表面阻焊层处理不良
阻焊层附着特性不佳
铜片脱落
PCB板表面加工工艺不良
PCB制造工艺不良
缺陷名称
形成原因
过板速度快,挥发性物质来不及充分挥发
PCB板受潮
焊点欠光亮
锡炉温度偏低
焊点无法充分润湿,外观质量受影响
锡炉锡渣太多
焊点如蜘蛛网散开
锡炉锡渣太多
杂质影响上锡质量
PCB表面的阻焊层处理不好
波峰焊接技术

波峰焊焊接技术目录一. 设备部分1.波峰焊设备简介2.波峰焊设备操作3.波峰焊设备保养4.波峰焊设备维修5.波峰焊设备调整二. 焊接部分1.焊接基本原理2.焊接材料简介3.影响波峰焊焊接品质的因素4.波峰焊接不良及改善对策5.波峰焊接制程管制方法三.附加内容1.如何检查锡波宽度2.如何检查链速3.如何使用温度测试仪(Profiler)四. 参考文件和书目-----------------------------------------------------------------------------------------一. 设备部分1.波峰焊设备简介2). 喷雾系统结构: 抽风系统,喷头,助焊剂泵,助焊剂槽,控制板,接线排,PLC,操作面板,管线,Sensor,电磁阀等作用: 均匀涂布助焊剂3). 预热区结构: 相角控制器,温度调节器,热电偶,加热管,耐高温玻璃作用: 减少热冲击; 烘干助焊剂的溶剂; 活化助焊剂4). 锡槽结构: 控温继电器,温度调节器,热电偶,加热管,锡槽,一喷,二喷,马达和泵,一二喷调节器,支撑钢丝,抽风系统一喷, 又称扰流波, 特征为锡波呈珠状垂直向上喷,主要作用是消除阴影效应(特别是对SOT元件)二喷, 又称镜面波, 焊接主要过程在此完成,要求锡面平稳, 锡渣流动顺畅作用: 产生锡波并焊接5). 运输系统结构: 速度调节器,主传动马达,导轨,链爪,导轨高度调节螺杆,导轨宽度调节螺杆作用: 以适当的速度和角度传送焊接对象6). 发泡槽结构: 发泡槽,发泡管,气压控制阀,风刀作用: 涂布助焊剂. 缺点是助焊剂泡沫高度和助焊剂比重不稳定, 难控制; 助焊剂消耗量大;7). 电气系统-----------------------------------------------------------------------------------------2.波峰焊设备操作参考文件: GOI-750186-0000, Wave solder machine std operation instructionGOI-750331-0000, Spray fluxer std operation instructionWave solder machine std operation instruction→Spray fluxer std operation instruction→-----------------------------------------------------------------------------------------3.波峰焊设备保养参考文件: FRM-746126-0000 Wave solder machine maintenance tableWave solder machine maintenance procedure (in PE database)Wave solder machine maintenance procedure→----------------------------------------------------------------------4.波峰焊设备故障维修1). 无法开机A.检查控制箱内的总电源开关是否跳脱B.检查紧急按钮开关是否被按下C.检查控制箱内的保险丝是否烧毁D.检查时间是否设定错误E.检查有无电线接头松脱或缺相2). 预热区无法开启A.检查有无电源B.检查相角控制器是否被烧毁C.检查有无电线接头松脱或缺相D.检查加热管是否正常E.检查温度控制器是否正常3). 预热温度达不到设定值A.检查温度控制器是否正常B.检查热电偶是否安装到位C.检查热电偶输出电压是否正常4). 一喷,二喷无法开启A. 检查温度控制器是否正常B.检查热电偶是否安装到位C.检查热电偶输出电压是否正常D.检查马达是否正常E.检查锡泵是否被卡死F.检查马达皮带和传动轮是否松动G.检查马达调节旋钮旁的红灯是否亮5). 一喷,二喷不稳定A.检查一二喷基座是否安装稳固B.检查一二喷是否有漏锡C.检查一二喷导流板角度和高度是否合适D.检查马达和锡喷是否松动E.检查马达皮带是否磨损F.检查轴承润滑,是否有卡死6). 链爪不能运转A.检查链爪是否被卡住B.检查主传动马达和传动轮是否被卡住C.检查电源是否正常, 有无线头松脱D.检查速度调节器是否正常7). 链爪轨道呈八字形A.检查轨道宽度调节螺杆固定螺丝是否松脱B.检查轨道宽度调节螺杆是否同步C.重新调整8). 链爪轨道左右高低不一A. 检查轨道高度调节螺杆固定螺丝是否松脱B. 检查轨道宽度调节螺杆是否同步C. 重新调整9). 喷头喷不出助焊剂A.检查气压是否太低B.检查喷雾量C.检查Nozzle是否被堵塞D.检查助焊剂过滤器是否被堵塞E.检查液管和助焊剂泵有无泄漏F.检查助焊剂泵运转是否正常G.检查泵的控制板绿灯是否亮H.检查喷头内顶针及尾部垫圈上下运动是否正常I.检查Control Air气阀指针是否有规律地摆动J.用万用表检查Control Air电磁阀cable是否已断开K.检查 Control Air电磁阀接点和阀芯是否脏污L.检查有无接线头松脱10). Moving ErrorA.检查气路系统有无漏气B.检查气压C.检查B703 Sensor和32个叉形部位有无助焊剂残渣或其它污物遮挡D.用万用表检查B703 Cable是否断开E.检查 B703Sensor,3/2 和5/2电磁阀的Cable接点是否可靠F.检查B703 Sensor是否正常G.检查3/2 和5/2电磁阀的阀芯是否脏污H.检查喷头在气缸上来回移动是否顺畅11). Safety SwitchA.检查喷雾抽风罩和喷雾移动架是否到位B.检查两个安全开关安装是否到位C.检查两个安全开关Cable是否有松脱12). No Exhaust AirA.检查抽风是否正常B.检查真空检测管是否被堵塞C.检查真空检测器是否正常13). 控制面板显示反复读300秒A. 用万用表检查接线排是否有短路14). 喷头起喷位置不对A.检查B713和B705 Sensor是否脏污(红灯闪烁)B.检查 B713和B705 Sensor强度是否适当C.检查B713和B705 Sensor相对喷头的距离是否为375和270mmD.按面板”3”检查”检查”Cutout”设置是否合适E.按面板”4”检查”Earlier Recognition”和”Frame LengthProgrammable”设置是否合适15). 其它喷雾故障A.按面板”4”检查所有参数设置是否正确B.检查有无安装错误C.检查有无保养不当之处-----------------------------------------------------------------------------------------5.波峰焊设备调整1). 喷雾系统的调整A.调整喷雾量B.调整喷雾宽度(按”3”键调整)C.调整起喷位置(见4-14项)D.调整喷雾状态(气压)E.调整喷头来回运动速度(调整气压进行微调)F.调整气压(注意Spray air气压不要过大,1.5Bar左右)2). 发泡的调整A.调整发泡槽高度B.调整发泡气压C.调整风刀角度和气压D.及时补充助焊剂量3). 导轨角度的调整(4-6度)A.调整导轨高度调整螺杆B.调整锡槽高度C.调整一二喷基座高度4). 预热的调整A.调整预热温度B.调整链爪速度配合预热温度的调整5). 一二喷的调整A.调整锡泵转速B.调整一二喷基座高度C.调整二喷挡流板和导流板高度和角度D.调整钢丝高度和角度来配合锡波6). 钢丝的调整A.调整钢丝高度和角度B.调整钢丝宽度C.调整钢丝张紧度,确保PCB不变形====================================================二. 焊接部分参考书<焊接工程学>1.焊接基本原理1). 润湿当焊锡润湿在基材上时, 两者之间以化学键结合, 而形成一种连续性的结合; 但实际情况下, 基材常因受空气及周围环境影响, 会有一层氧化层或其它杂质,阻挡焊锡而无法达到好的润湿效果, 严重情况下, 就会呈荷叶效应; 如果未能将氧化层除去, 即使勉强沾锡, 其结合力量还是非常弱的.A.焊接和胶合焊锡和金属之间以化学键结合, 焊锡的分子穿入基层金属的分子结构, 而形成一坚固完全金属的结构; 而胶合只是一种物理接触.B.润湿无润湿的现象即荷叶效应; 润湿良好的情况, 液体将完全地扩散到金属板的表面而形成一薄而均匀的膜层, 即使摇动也不会掉.C.清洁几乎所有的金属在暴露于空气中时, 都立刻会被氧化或被其它杂质污染,这一薄层氧化层将极大地防碍金属表面的润湿作用, 因此洁净的焊接对象在焊接过程中是非常重要的.D.毛细管作用将两块洁净的金属合在一起浸入焊锡中, 焊锡将润湿两金属板并向上爬升,以填满金属板之间的间隙, 这就是毛细管作用; 假如金属表面不洁净, 便没有润湿作用, 焊锡将不会填满两者之间的间隙, 也就是没有毛细管作用; 在电镀贯穿孔的焊接过程,焊锡能将该孔全部填满, 便是毛细管作用的力量将焊锡提升来完成的.E.表面张力润湿角度: 就是焊锡表面和铜板之间的角度, 它是所有焊点检验的基础., 润湿角度小, 表面张力就小.助焊剂能去除金属和焊锡间的氧化物, 让焊锡润湿金属表面, 降低表面张力; 因此不良的助焊剂涂布和不足够的助焊剂都会影响焊接效果.焊锡中的污染物会增加表面张力, 必须进行管制; 另外, 焊锡温度越高表面张力也越小, 但过高的温度所产生的氧化作用将更加让我们担忧且更难控制..F.润湿的热动力平衡当焊锡润湿在基层金属上并静止下来时, 也就是达到力平衡状态. 我们一般用润湿角度(A)来说明润湿情况(角度越小越好):A>90o C, 退润湿;90o C<A<180o C, 润湿不良90o C>A>75o C, 边缘润湿A<75o C, 良好润湿A=0o C , 完全润湿0o C<A<180o C , 部分润湿A=180o C ,未润湿;2). 焊点A.金属键焊锡和金属之间以化学键结合, 焊锡中的锡和铜的表面层形成一新的化合物, 它是铜/锡化合物, 也称金属间化合物, 同时也表示润湿已发生.B.厚度铜/锡化合物的厚度决定于焊点的温度和在此温度下所停留的时间.C.焊点龟裂铜/锡化合物比焊锡和铜还要硬而脆, 如果此金属间化合物太厚,当焊点受到热或机械力的应力, 便会产生焊点龟裂.D.印刷线路板无论是单面板还是双面板, 都要求润湿角度很小, 且有羽毛状边缘 ; 对电镀贯穿孔, 还需要求焊锡填满贯穿孔并流到元件面的焊垫上.E.热在被焊接的金属上的温度上升到比焊锡的熔点高之前, 是无法得到满意的焊点, 所需的热便是由预热器和焊锡炉的锡波所提供; 但是, 焊锡炉的锡波仅仅与基板的底部接触, 如若热传导不够顺利(如: 散热过快,电镀孔内有裂缝等),仍然不能在基板与锡波接触的短暂时间内加热焊点F.焊点表面清洁度和腐蚀一般而言, 助焊剂的残留物(酸性物质)是焊点被腐蚀的最大原因. Pbo+HCl→PbCl2+H2OPbCl2+H2O+CO2→PbCO3+HCl其上反应式中的 PbCO3呈白色粉末状,并且导致焊点持续不断的被腐蚀.腐蚀会减少导体导电性, 损害焊点强度, 漏电等,因此助焊剂的残留物是我们在焊接过程中非常需要关注的.-----------------------------------------------------------------------------------------2.焊接材料简介1). 助焊剂A.技术参数Alpha Lonco 65H(免清洗)外观: 无色透明液体固态含量: 3%比重: 0.804+/-0.003酸碱度: 22SIR>1.0E+09 欧姆稀释剂: 425B.作用清除金属表面氧化物降低焊锡表面张力,增加其扩散能力2). Solder BarA.技术参数Alpha 63Sn/37Pb熔点: 183度3). Solder pasteAlpha RMA9086 63Sn/37Pb4). 元器件元器件脚和焊接端面均要求镀锡处理5). PCB单面板: 也称裸铜板, 只有焊接面才有线路银浇灌孔板(STH): 焊接面和元件面均有线路, 靠银浇灌孔贯通双面板: 焊接面和元件面均有线路, 靠电镀贯穿孔贯通-----------------------------------------------------------------------------------------3.影响波峰焊接品质的因素1). 设计原因如: PCB焊盘间距小,元件脚长, 焊盘形状不当,孔径太大或太小2). 原材料A.焊接材料如: 助焊剂被污染, 焊锡杂质(铜等)超标,储存不当B.元件如: 元件脚氧化, 元件脚镀层不良C.PCB如: 焊盘氧化, 焊盘被污染(油墨,粉尘,油脂,汗水等)3). 设备A.锡波不平稳, 可能导致连焊,漏焊,溢锡B.导轨不平整, 可能导致漏焊, 溢锡C.喷雾不良, 可能导致连焊, 沾锡不良D.设备振动大, 可能导致冷焊4). 焊接制程参数A.温度的影响(焊锡和PCB表面温度)B.速度的影响C.吃锡时间的影响(配合吃锡宽度和速度)D.吃锡深度的影响E.脱锡角度的影响F.喷雾量的影响5). 人为因素A.保养不到位, 如未及时清铜, 助焊剂槽未清理B.错误操作C.错误判断-----------------------------------------------------------------------------------------4.焊接不良及改善对策参考文件: GOI-740809-00 PWA Inspection std Instruction良好焊点标准: 良好的结合性, 良好的导电性, 良好的散热, 容易检验, 容易修理,没有损伤元件, 焊点光亮平滑, PCB表面沾锡良好,元件轮廓清晰,极少的助焊剂残渣且无焦化焊接不良及对策(所有图示可参见GOI-740809-00和附录图示): 1). 锡桥现象: 非同一线路的两个焊点连通A.增大喷雾量B.调整速度C.调整锡波更平稳D.调整脱锡角度E.调整预热温度和锡温F.检查PWA过波峰焊的方向G.检查PCB的阻焊膜是否失效H.检查PCB或元件脚的可焊性I.检查PCB或元件的设计2). 锡洞现象: 焊盘或焊点底部可见,焊点不完整锡洞面积>1/4锡点面积且底部可见,锡洞面积>3/4锡点面积,锡洞底部无法辨识,锡洞延伸至镀通孔A.检查PCB焊盘的可焊性B.检查元件脚的可焊性C.检查PCB孔径和孔内有无杂物D.检查锡波表面有无锡渣3). 漏焊现象: 焊盘和元件脚或焊端没有焊锡相连, 对SMD元件的漏焊,有可能造成导通或断开,风险性极大A.检查锡波和链爪高度B.检查PCB是否变形C.检查一喷是否有喷不出的情况D.检查焊盘和元件脚的可焊性注: 对SOT贴片元件, Logitech优先采用放置在元件面4). 冷焊现象: 焊点表面不光滑,呈灰白色,焊接不可靠,风险极大,重焊即OK 主要是因为焊锡未与焊盘融合之前就被冷却所致A.焊接温度太高或太低均有可能导致B.检查焊接时间是否过短C.检查机器或导轨是否有振动5). 包焊现象: 元件脚未露出焊点,严重情况会导致时断时通, 风险性也大A.检查元件脚长度B.检查元件是否高翘或倾斜6). 焊盘翘皮现象: 焊盘连同焊点脱离基材, 线路有可能断开,有可能相连, 风险极大A.焊接温度太高或焊接时间太长B.多次反复加锡和去锡C.在PWA持取和放置过程中,焊点受外力D.元件插装时部分小面积焊盘受外力作用而脱离E.焊盘铜箔与基材热膨胀不一致7). 锡渣现象: PCB上有丝,网状渣,有时可能起导通作用,风险性极大A.检查锡波高度, 流动是否顺畅B.检查吃锡深度C.检查助焊剂涂布是否不良8). 掉件A.检查机器内有无干涉B.对PTH元件,检查气压是否过大C.对PTH元件,检查振动是否过大D.对SMD元件,检查锡温是否过高E.对SMD元件,检查链速是否太慢F.对SMD元件,检查SMT制程(在外包厂)G.对SMD元件,检查PCB阻焊漆制程(在供应商)9). 锡尖现象: 元件脚或端部有尖状焊锡(高度>0.5mm)A.检查锡温是否太低,B.检查链速是否太快,C.检查预热温度是否低,D.检查焊接时间是否太短,E.检查助焊剂涂布是否不良,F.检查焊接区域是否有冷空气进入G.手焊时,烙铁头温度太低或焊锡太多10). 溢锡A.检查PCB是否变形B.检查锡波是否过高或不稳定11). 焊点开裂A.焊接完成后,需注意不可碰撞,重叠,堆积和摔掷PWA12). 基板残留现象: 一般表现为焊接面有白色残留物, 但不能只根据残留物的颜色来判断残留物对焊点的影响A.PCB基材本身有残留B.PCB制造过程中烘干不当C.PCB表面防氧化剂与Logitech所用助焊剂不配D.喷雾量太大或采用发泡方式E.选用助焊剂不当或助焊剂变质13). 基板变形现象: PCB上,下拱曲或扭曲A.预热和焊锡温度太高B.链条速度太慢或导轨呈八字形C.夹条夹持不当D.PCB储存不当(重叠,重压)E.SMT制程中在烘烤或Reflow过程处置不当F.PWA设计时,元件重量分布不均G.PCB 结构和V-cut设计不当14). 沾锡不良现象: 线路的表面有部分未沾到锡,一般重焊即OKA.检查焊盘是否附有油脂,杂质,打磨粒子等B.PCB,元件和焊锡被硅油污染C.PCB或元件脚被氧化及铜面晦暗D.助焊剂使用条件不当E.焊锡时间和温度不够15). 不沾锡现象: 现象类似沾锡不良,但重焊不一定能改善多发生于镀锡铅板,一般系因为PCB制造过程中,在镀锡铅前未将表面清洗干净16). 锡多/锡少该项不良与锡温,链速,预热温度,焊接时间的高低均有直接关系.对镀通孔, 锡不足还表现为锡面凹陷底部不可见,或锡未填满镀通孔且元件面焊垫未沾锡.-----------------------------------------------------------------------------------------5.焊接制程管制方法参考文件: FRM-746125-0000 Wave solder process control table GOP-744321-00 Statistical process control procedure1). 焊接参数的设定在对新的机器或新的产品进行焊接之前, 一般需要通过实验的方式寻求合适的制程参数, 作DOE(实验计划法)的方式是大多数工程人员所经常采用的. 对Logitech而言, 新的机种一般只需根据AI进行设定和调整即可. 在实际操作中, 对预热和焊锡温度, 是以实际量测值为准.2). 不良点的计算和记录3). DPM的计算和记录4). SPC控制相关工程师会根据上月每个机种的DPM值计算出下月每个机种的上中下限值, 以利于PE工程师在实际操作中及时发现问题, 及时调整设备并作出改进.5). 焊锡成分的监测控制每30到60天(Logitech为60天), 需要对焊锡成分进行分析, 以便及时发现是否有其它金属杂质超标, 并作处置(如:清铜…)三. 附加内容1.如何检查锡波宽度检查频率: 每班次一次检查方法: 将耐高温玻璃(8”*10”*1/8”)放入链爪, 让其通过锡波, 在二喷位置目视检查锡波浸过耐高温玻璃的宽度(每一格宽度为12.5mm), 计算在此链速下的浸锡时间(T=S/V), 大致浸锡要求时间范围为1-4秒举例说明:链速设定: V=1.2m/min测得锡波浸过耐高温玻璃宽度为4格, 其浸锡宽度为:S=4*12.5=50mm浸锡时间: T=50/(1200/60)=2.5秒2.如何对链爪运行速度进行计量检查频率: 每周一次(周保养时作)检查方法: 在一个链爪上作记号,启动链条,用秒表测该链爪的运行时间T,再检查该链爪在该时间内的运行距离S, 计算该链爪的运行速度(即链条速度V=S/T),与链速设定值相比较, 如若有差异,则调整速度控制面板右下角的微调旋钮进行调整.举例说明:链速设定: 1.2m/min检测链爪运行距离是1.2m, 秒表测得已作记号的链爪运行时间为80秒实际链条速度: V=1.2/(80/60)=0.9m/min, 实际链条速度低于链速设定,则顺时针方向调整微调旋钮直至二者速度相一致.3. 如何使用Thermal Profile测试仪A.以Thermal Profile测试仪(Muticore Solder 1807)为例介绍: Thermal Profile测试仪(Muticore Solder 1807)由热电偶(0.3mm NiCr/NiAl K-Type),测试仪和测试软件组成.通过该测试仪的测试, 其结果为一条温度-时间曲线, 通过这条曲线我们可以很清楚的了解: 测试对象在波峰焊接过程中各阶段的时间,温度和温度变化幅度; 比如对于波峰焊接极其重要的焊点预热温度和浸锡时间等参数均可得到详细的了解.B.测试方法1). 将热电偶金属端部固定在需要测试的位置(如图), 引线插头插入测试仪插座内,共有三个插座, 可同时对同一PCB上的三个测试点进行检测, 分别得到三条不同的温度-时间曲线;2). 将测试仪放在PCB上一起通过波峰焊机, 在进入机器之前,打开ON键;3). 在需要记录数据之前将STORE键打开,几秒钟后红灯闪动,表示测试仪开始记录数据;4). 在完成数据记录后, 再将STORE键关闭,红灯同时熄灭,表示数据记录停止;5). 将测试仪用CABLE连接到电脑上(注意:红点为插入方向指示);6). 运行SPSET, 进行正确的设置,出现”configuration successfully completed”表示设置结束, 关闭SPSET文件; 然后运行SP文件,出现如下画面7). 先按1, 回车后, 打开PRINT键, 接收到数据;8). 按5,回车后,选择2键即可看到相应的温度-时间曲线, 例:从上图我们应重点注意:1—预热区域, 要求升温斜率不得大于2度/秒, 并且曲线尽量平滑, A点温度在室温左右, B点表示预热区结束, 对单面板要求在90-110度, 对双面板要求110-130度2—进入一喷, 仅对于使用一喷的情况, 要求有明显的升温曲线 2’—进入二喷, 对于任何情况, 均应有明显的升温曲线3—一喷吃锡区域 , 要求有明显的升温曲线,并且吃锡时间很短(大于1秒)4—二喷吃锡区域 , 要求吃锡时间在1-4秒, 温度在235-250度5--- 冷却区域, 要求温度下降较为平稳如果你希望看到不同位置,不同区间的温度和时间,可以按左或右移键, 将上图虚线进行左右移动就可以了.但对于温升/降斜率则需要记录两点的温度和对应的时间, 经计算可得.9). 注意在以上过程中ON键不可关闭, 关闭ON键,所有数据就丢失. 如果你对自己所作的曲线满意, 不要忘了按2键进行存盘,这样你就可以放心的关闭ON键了;如果暂时不用该测试仪, 不要忘了关闭ON键,否则下次使用时你会发现电池电量不足.C. 凡是希望了解温度-时间关系的测试, 你都可以利用该测试仪来达到, 不过请注意采样测试最大时间为40分钟.四. 参考文件和书目1.GOI-750186-0000 Wave solder machine std operationinstruction2.GOI-750311-0000 Spray fluxer std operation instruction3.FRM-746126-0000 Wave solder machine maintenance table4.FRM-746125-0000 SPC control table5.GOP-744321-00 Statistical process control procedure6.Wave solder maintenance procedure7.GOI-744261-00 PCB Inspection Instruction8.GOI-740809-00 PWA Inspection std Instruction9.WWP-750362-0000 DFM Guideline and review10.焊接工程学11.吉电锡炉操作手册12.ERSA Spray fluxer ESF 操作手册--------------------------Prepare By Shell Van-------------------------2001. 9. 10。
波峰焊参数设定标准

波峰焊参数设定标准波峰焊是一种常用的电弧焊接技术,也被称为电渣焊。
它通过产生一系列的电弧波峰来完成焊接过程,具有高效、高质量和高可靠性的特点。
在波峰焊的参数设定中,有几个关键因素需要考虑,包括焊接电流、焊接电压、焊接速度和焊接时间等。
焊接电流是决定焊接过程中熔化金属的主要参数之一。
合适的焊接电流可以保证焊接强度和质量,同时避免出现焊接缺陷。
一般来说,焊接电流应根据焊接材料的种类和厚度来设定。
对于较薄的材料,适宜选择较小的焊接电流,而较厚的材料则需要较大的焊接电流。
焊接电压是控制焊接过程中电弧稳定性的重要参数。
合适的焊接电压可以保证电弧的稳定燃烧,避免产生飞溅和焊接缺陷。
一般来说,焊接电压应根据焊接电流来设定。
当焊接电流较小时,适宜选择较低的焊接电压,而焊接电流较大时则需要较高的焊接电压。
焊接速度是控制焊接过程中熔化金属流动的重要参数。
合适的焊接速度可以保证焊接焊缝的形状和质量,避免产生焊接缺陷。
一般来说,焊接速度应根据焊接材料和厚度来设定。
对于较薄的材料,适宜选择较快的焊接速度,而较厚的材料则需要较慢的焊接速度。
焊接时间是控制焊接过程中熔化金属凝固的重要参数。
合适的焊接时间可以保证焊接焊缝的完整性和质量,避免产生焊接缺陷。
一般来说,焊接时间应根据焊接材料和焊接速度来设定。
对于较薄的材料和较快的焊接速度,适宜选择较短的焊接时间,而较厚的材料和较慢的焊接速度则需要较长的焊接时间。
总结起来,波峰焊的参数设定标准包括焊接电流、焊接电压、焊接速度和焊接时间等。
合理设定这些参数可以保证焊接过程的稳定性和焊接质量,提高焊接效率和生产效益。
在实际操作中,需要根据具体的焊接要求和材料特性来选择合适的参数设定。
同时,还需要通过实验和实践来不断优化和调整参数,以达到最佳的焊接效果。
波峰焊全参数设置与调制2
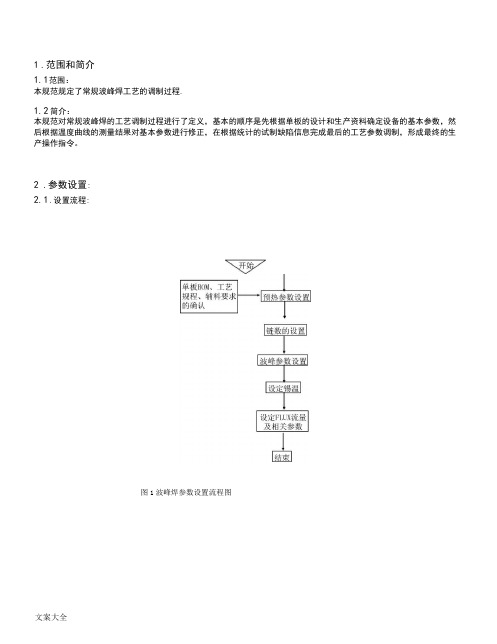
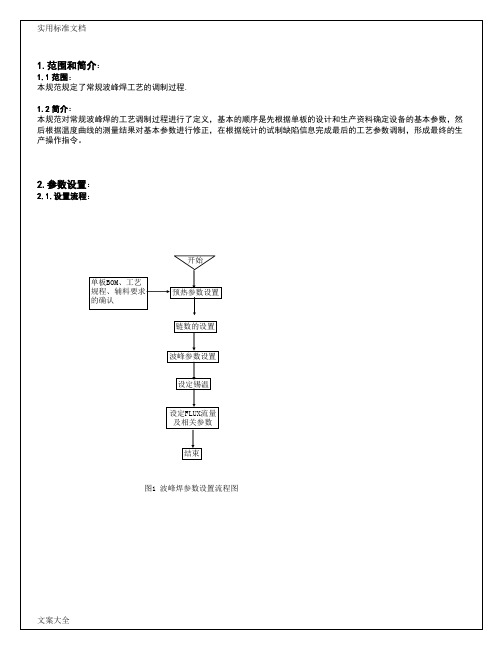
1.范围和简介1.1范围:本规范规定了常规波峰焊工艺的调制过程.1.2简介:本规范对常规波峰焊的工艺调制过程进行了定义,基本的顺序是先根据单板的设计和生产资料确定设备的基本参数,然后根据温度曲线的测量结果对基本参数进行修正,在根据统计的试制缺陷信息完成最后的工艺参数调制,形成最终的生产操作指令。
2.参数设置:2.1.设置流程:图1波峰焊参数设置流程图2.2参数设置流程说明:2.2.1预热温度参数的设置:根据单板生产资料信息,确定设备初始温度设定如下:预热温度参数设置PCB结构预热温度1 预热温度2单面板100~120 150170c双面板120~140 170190c2.2.2链数的设置:依据本公司的设备特点与PCB的特点设定:表2链数的设置单面板 1.0~1.5meter/minute双面板0.5~1.0meter/minute2.2.3波峰参数的设置:波峰参数包括:单/双波峰的使用,波峰马达转数的设置:当加工的单板为THT混装板时,采用单波峰(第二波峰即平滑波)进行加工;如下图所示:第一波第二波图2单面板波峰焊加工当要进行焊接的为双面SMT混装板,采用双波峰进行加工;朋装元器件SMD器件.」JI第二波图3双面板波峰焊加工波峰高度设置通过设置波峰马达转速来控制,调整波峰马达转速,使得实际波峰和印制板刚接触时,波峰高度达到PCB板厚度的1/3~1/2,此时波峰马达转速就是合适的设置。
当使用波峰焊治具时,波峰高度的调节:图4波峰高度的调节(焊接时间过短升高波峰高度;焊接时间过长降低波峰高度)2.3.6设定锡温:锡炉的温度一般情况下为265℃2.3.7FLUX流量设定:根据PCB板的特点来制定3工艺调制3.1输入、输出项输入:波峰焊工艺初始设定参数,试制产品板输出:调制、优化后的工艺参数(记录),辅助工装3.2工艺调制流程图3.3工艺调制流程图说明:开始.A-确定过板方向1.进行波峰焊接的单板一般情况下进板方向与所加工单板的长边平行,如下图所示:一般情况下的过波峰方向►2.拼板过波峰方向与拼板方向平行;如下图所示:拼板过波峰方向►3.BOTTOM面布有设置偷锡焊盘的IC过波峰焊时,方向如下图所示:■m in■m in过波峰方向3.4.板上布有多排多列穿孔器件时,应该使进板方向与多排多列穿孔器件的长边方向平行如下图所示:3.5.PCB上有不同方向排布的插针时,应对进板方向进行一定的倾斜,角度在5~45度之间。
波峰焊参数设定标准有哪些?浅谈波峰焊参数设定标准
波峰焊参数设定标准有哪些?浅谈波峰焊参数设定标准波峰焊参数设定标准有哪些?浅谈波峰焊参数设定标准波峰峰参数设定受不同品牌不同产品而略有不同,鉴于此,本文主要介绍关于波峰焊参数设定标准,与君共勉。
波峰焊参数设定每种产品的焊接要求都不是一样的,所以不能以点盖面.有铅和无铅也有差别.生产环境也有影响.速度角度温度但是这几个参数不是一成不变的,都是相辅相成的,缺一不可的.要想把产品焊接好,必须要熟练的掌握运用各工艺参数.还要了解你的产品的性质,焊接要求.波峰焊参数基本设定标准1、波峰焊预热时间波峰焊预热时间是指印制电路板涂覆助焊剂后进入预热区到与焊料波接触前的时间。
通常,大型的波峰焊机预热时间较长,有利于焊接;小型的波峰焊机预热时间较短,在印制电路板面温度方面不能很好保证。
般情况下,要求预热时间长些,以利于印制电路板面温度均匀,为下步的充分润湿做准备。
通常预热时间为1~3min。
2.焊剂涂覆量要求在印制板底面有薄薄的一层焊剂,要均匀,不能太厚,对于免清洗工艺特别要注意不能过量。
焊剂涂覆量要根据波峰焊机的焊剂涂覆系统,以及采用的焊剂类型进行设置。
焊剂涂覆方法主要有涂刷与发泡和定量喷射两种方式。
采用涂刷与发泡方式时,必须控制焊剂的比重。
焊剂的比重一般控制在0.82-0.84之间(液态松香焊剂原液的比重)。
焊接过程中随着时间的延长,焊剂中的溶剂会逐渐挥发,使焊剂的比重增大;其粘度随之增大,流动性也随之变差,影响焊剂润湿金属表面,妨碍熔融的焊料在金属表面上的润湿,引起焊接缺陷。
因此,采用传统涂刷及发泡方式时应定时测量焊剂的比重,如发现比重增大,应及时用稀释剂调整到正常范围内;但是,稀释剂不能加入过多,比重偏低会使焊剂的作用下降,对焊接质量也会造成不良影响。
另外,还要注意不断补充焊剂槽中的焊剂量,不能低于最低极限位置。
采用定量喷射方式时,焊剂是密闭在容器内的,不会挥发、不会吸收空气中水分、不会被污染,因此焊剂成分能保持不变。
波峰焊参数设置与调制

波峰焊参数设置与调制波峰焊是一种常用的焊接方法,用于连接电子元器件和电路板。
它的主要特点是在焊接过程中通过控制温度、时间和压力来实现焊接的效果,确保焊接质量和可靠性。
本文将从焊接参数设置和调控两个方面详细介绍波峰焊的操作技巧。
一、焊接参数设置1.温度设置波峰焊的焊接温度是影响焊接质量的关键因素之一、焊接温度过高会导致焊点过热,引起焊接不良和元器件损坏;焊接温度过低则无法实现焊点形成。
因此,合理设置焊接温度是非常重要的。
温度设置应根据焊接材料的特性和焊点要求来确定。
常见的波峰焊温度范围为220-270℃。
对于焊点较小、要求高可靠性的元器件,可以适当提高焊接温度来确保焊接质量。
2.上波峰时间上波峰时间是指焊点处于熔融状态的时间。
适当的上波峰时间可以实现焊点与焊盘之间的良好接触,有利于焊接质量的提高。
一般情况下,上波峰时间为1-3秒。
3.下波峰时间下波峰时间是指焊点从熔融状态到冷却固化的时间。
通过适当延长下波峰时间,可以使焊点充分冷却,提高焊接质量。
一般情况下,下波峰时间为2-8秒。
4.波高和波峰速度波高是指焊料波峰高度,波峰速度是指焊料在焊接过程中流动的速度。
波高的选择要考虑焊点的孔隙率和充盈性,一般应保持在1-2mm之间。
波峰速度的选择要根据焊接材料的特性和焊点要求来确定。
5.焊接压力焊接过程中施加的压力对焊接质量有着重要的影响。
适当的焊接压力可以使焊点与焊盘之间的接触更牢固,提高焊点质量。
一般情况下,焊接压力应保持在3-6N之间。
二、焊接参数调控1.观察焊接效果在进行波峰焊过程中,及时观察焊接效果是非常重要的。
通过观察焊接焊点的充盈情况、是否有气泡和孔洞以及焊点的颜色等,可以及时发现焊接问题,并采取相应的调控措施。
2.调整温度根据焊接效果的观察,如果焊接温度过高,可以适当降低温度;如果焊接温度过低,可以适当增加温度。
通过不断调整温度,使焊接质量达到最佳状态。
3.调整波高和波峰速度如果发现焊点充盈不良,可以适当增加波高和波峰速度;如果发现焊点出现溢出现象,可以适当降低波高和波峰速度。
波峰焊相关参数及原理以及过炉后不良分析

波峰焊相关参数及原理过炉后不良分析预热作用1. 助焊剂中的溶剂成份在通过预热器时,将会受热挥发。
从而避免溶剂成份在经过液面时高温气化造成炸裂的现象发生,最终防止产生锡粒的品质隐患。
•2. 待浸锡产品搭载的部品在通过预热器时的缓慢升温,可避免过波峰时因骤热产生的物理作用造成部品损伤的情况发生。
•3. 预热后的部品或端子在经过波峰时不会因自身温度较低的因素大幅度降低焊点的焊接温度,从而确保焊接在规定的时间内达到温度要求。
波峰一以波峰二的作用•波峰一主要是:针对SMD的贴片,的存在阴影效应,由于焊料的"遮蔽效应"容易出现较严重的质量问题,如漏焊、焊缝不充实等缺陷。
•波峰二主要是:焊点的质量,起到修复,防止连焊、拉尖、虚焊、毛刺等不良的产生。
冷却作用其实加装冷却装置的主要目的是加速焊点的凝固,焊点在凝固的时候表面的冷却和焊点内部的冷却速度将会加大,形成锡裂.缩锡,有的还会从PCB板内排出气体形成锡洞,针孔等不良.加装了冷却装置后,加速了焊点的冷却速度,使焊点在脱离波峰后迅速凝固,大大降低了类似情况的发生.喷雾系统作用•助焊剂系统是保证焊接质量的第一个环节,其主要作用是均匀地涂覆助焊剂,除去PCB和元器件焊接表面的氧化层和防止焊接过程中再氧化。
助焊剂的涂覆一定要均匀,尽量不产生堆积,否则将导致焊接短路或开路。
•助焊剂系统有多种,包括喷雾式、喷流式和发泡式。
目前一般使用喷雾式助焊系统,采用免清洗助焊剂,这是因为免清洗助焊剂中固体含量极少,不挥发无含量只有1/5~1/20。
所以必须采用喷雾式助焊系统涂覆助焊剂,同时在焊接系统中加防氧化系统,保证在PCB上得到一层均匀细密很薄的助焊剂涂层,这样才不会因第一个波的擦洗作用和助焊剂的挥发,造成助焊剂量不足,而导致焊料桥接和拉尖。
•喷雾式有两种方式:一是采用超声波击打助焊剂,使其颗粒变小,再喷涂到PCB板上。
二是采用微细喷嘴在一定空气压力下喷雾助焊剂。
波峰焊接焊接参数表

说明:根据冬、夏季节性的温差变化,上述预热,锡槽的温度参数在冬、夏季,给予±5℃的温度补偿,供操作人员设定参考。 波高参数的设置调整说明: 波高的参数可根据实际焊接情况,由操作人员适当调整;调整原则,根据不同尺寸、材料的PCB板,可适当调整,一般波峰高度 高于夹在传输链爪上PCB板底面1.5mm即可,
助焊剂流量(ml) 10 13 17 10 13 17 10 13 17 10 13 1Fra bibliotek 10 13 17
附页1 无铅波峰焊接机参数设置表 PCB板材 焊点数(pcs) ≦170 FR-1,KH 171~350 351~600 ≦170 CEM-1,KB 171~350 351~600 ≦170 CEM-3单面 171~350 351~600 ≦170 FR-4,单面 171~350 351~600 ≦170 FR-4,双面 171~350 351~600 输送速度(1600mm/min) 2温区 3温区 4温区 1400 1300 1200 1400 1300 1200 1200 1100 1100 1200 1100 1100 1100 1100 1100 1500 1400 1300 1500 1400 1300 1200 1200 1100 1200 1200 1100 1200 1100 1100 2温区参数 预热温度(℃) 3温区参数 4温区参数 锡槽温度(℃) 255±5℃ 258±5℃ 260±5℃ 268±5℃ 270±5℃ 272±5℃ 255±5℃ 258±5℃ 260±5℃ 268±5℃ 270±5℃ 272±5℃ 268±5℃ 270±5℃ 272±5℃
1600 Ⅰ:130 Ⅱ:140 Ⅰ:120 Ⅱ:130 Ⅲ:140 Ⅰ:110 Ⅱ:120 Ⅲ:130 Ⅳ:140 1500 Ⅰ:135 Ⅱ:145 Ⅰ:125 Ⅱ:135 Ⅲ:145 Ⅰ:115 Ⅱ:125 Ⅲ:135 Ⅳ:145 1400 Ⅰ:145 Ⅱ:150 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅰ:120 Ⅱ:130 Ⅲ:140 Ⅳ:150 1600 Ⅰ:135 Ⅱ:140 Ⅰ:120 Ⅱ:130 Ⅲ:140 Ⅰ:110 Ⅱ:120 Ⅲ:130 Ⅳ:140 1500 Ⅰ:140 Ⅱ:145 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅰ:120 Ⅱ:130 Ⅲ:140 Ⅳ:150 1400 Ⅰ:145 Ⅱ:150 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅰ:120 Ⅱ:130 Ⅲ:140 Ⅳ:150 1200 Ⅰ:135 Ⅱ:140 Ⅰ:120 Ⅱ:130 Ⅲ:140 Ⅰ:110 Ⅱ:120 Ⅲ:130 Ⅳ:140 1200 Ⅰ:140 Ⅱ:145 Ⅰ:140 Ⅱ:150 Ⅲ:160 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅳ:160 1100 Ⅰ:145 Ⅱ:155 Ⅰ:140 Ⅱ:150 Ⅲ:160 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅳ:160 1200 Ⅰ:135 Ⅱ:140 Ⅰ:120 Ⅱ:130 Ⅲ:140 Ⅰ:110 Ⅱ:120 Ⅲ:130 Ⅳ:140 1200 Ⅰ:140 Ⅱ:145 Ⅰ:140 Ⅱ:150 Ⅲ:160 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅳ:160 1100 Ⅰ:145 Ⅱ:155 Ⅰ:140 Ⅱ:150 Ⅲ:160 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅳ:160 1200 Ⅰ:140 Ⅱ:145 Ⅰ:140 Ⅱ:150 Ⅲ:160 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅳ:160 1100 Ⅰ:150 Ⅱ:160 Ⅰ:140 Ⅱ:150 Ⅲ:160 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅳ:160 1100 Ⅰ:150 Ⅱ:160 Ⅰ:140 Ⅱ:150 Ⅲ:160 Ⅰ:130 Ⅱ:140 Ⅲ:150 Ⅳ:160
波峰焊全参数设置与调制2
2.2参数设置流程说明:2.2.1预热温度参数的设置:根据单板生产资料信息,确定设备初始温度设定如下:预热温度参数设置PCB结构预热温度1 预热温度2单面板100~120 150~170C双面板120~140 170~190C2.2.2链数的设置:依据本公司的设备特点与PCB的特点设定:表2链数的设置单面板 1.0~1.5meter/minute双面板0.5~1.0meter/minute2.2.3波峰参数的设置:波峰参数包括:单/双波峰的使用,波峰马达转数的设置:当加工的单板为THT混装板时,采用单波峰(第二波峰即平滑波)进行加工;如下图所示:图2 单面板波峰焊加工当要进行焊接的为双面SMT混装板,采用双波峰进行加工;图3 双面板波峰焊加工波峰高度设置通过设置波峰马达转速来控制,调整波峰马达转速,使得实际波峰和印制板刚接触时,波峰高度达到PCB 板厚度的1/3~1/2,此时波峰马达转速就是合适的设置。
当使用波峰焊治具时,波峰高度的调节:图4波峰高度的调节(焊接时间过短升高波峰高度;焊接时间过长降低波峰高度)2.3.6设定锡温:锡炉的温度一般情况下为265℃ 2.3.7FLUX 流量设定:根据PCB 板的特点来制定厚度>2.5mm的双面板厚度<2.5mm的双面板35ml/min偏差值为:土5ml/minF LUX流量20ml/min 25ml/min 30ml/min PCB板特点厚度<2.5mm的单面板厚度>2.5mm的单面板3工艺调制3.1输入、输出项输入:波峰焊工艺初始设定参数,试制产品板输出:调制、优化后的工艺参数(记录),辅助工装3.2工艺调制流程图3.4.板上布有多排多列穿孔器件时,应该使进板方向与多排多列穿孔器件的长边方向平行如下图所示:3.5当PCB上有不同方向排布的插针时,应对进板方向进行一定的倾斜,角度在5~45度之间。
如下图所示:3.6.当以上的各种情况出现在同一块板时应按照以下的优先级原则调制进板的方向;⑤>③>④>②>①B-确认零件装配、工装;1.确认插装器件的成型、装配方式是否符合相应的SIC的要求;2.确认工装的正确使用方法,确保不需要焊接的地方被保护;3.确认PCBA的BOT面是否有需要贴高温胶带的必要;(如治具为保护住的焊盘等)4.为了防止胶带的脱落需要确认胶纸内无气泡;C-单板试制按确定好的工艺参数进行单板试制;D-是否有焊接缺陷检查单板是否有焊接缺陷,如有根据单板的特性进行工艺调试;。
波峰焊参数设定标准有哪些? 浅谈波峰焊参数设定标准
波峰焊参数设定标准有哪些?浅谈波峰焊参数设定标准波峰峰参数设定受不同品牌不同产品而略有不同,鉴于此,本文主要介绍关于波峰焊参数设定标准,与君共勉。
波峰焊参数设定每种产品的焊接要求都不是一样的,所以不能以点盖面.有铅和无铅也有差别.生产环境也有影响.速度角度温度但是这几个参数不是一成不变的,都是相辅相成的,缺一不可的.要想把产品焊接好,必须要熟练的掌握运用各工艺参数.还要了解你的产品的性质,焊接要求.波峰焊参数基本设定标准1、波峰焊预热时间波峰焊预热时间是指印制电路板涂覆助焊剂后进入预热区到与焊料波接触前的时间。
通常,大型的波峰焊机预热时间较长,有利于焊接;小型的波峰焊机预热时间较短,在印制电路板面温度方面不能很好保证。
般情况下,要求预热时间长些,以利于印制电路板面温度均匀,为下步的充分润湿做准备。
通常预热时间为1~3min。
2.焊剂涂覆量要求在印制板底面有薄薄的一层焊剂,要均匀,不能太厚,对于免清洗工艺特别要注意不能过量。
焊剂涂覆量要根据波峰焊机的焊剂涂覆系统,以及采用的焊剂类型进行设置。
焊剂涂覆方法主要有涂刷与发泡和定量喷射两种方式。
采用涂刷与发泡方式时,必须控制焊剂的比重。
焊剂的比重一般控制在0.82-0.84之间(液态松香焊剂原液的比重)。
焊接过程中随着时间的延长,焊剂中的溶剂会逐渐挥发,使焊剂的比重增大;其粘度随之增大,流动性也随之变差,影响焊剂润湿金属表面,妨碍熔融的焊料在金属表面上的润湿,引起焊接缺陷。
因此,采用传统涂刷及发泡方式时应定时测量焊剂的比重,如发现比重增大,应及时用稀释剂调整到正常范围内;但是,稀释剂不能加入过多,比重偏低会使焊剂的作用下降,对焊接质量也会造成不良影响。
另外,还要注意不断补充焊剂槽中的焊剂量,不能低于最低极限位置。
采用定量喷射方式时,焊剂是密闭在容器内的,不会挥发、不会吸收空气中水分、不会被污染,因此焊剂成分能保持不变。
关键要求喷头能够控制喷雾量,应经常清理喷头,喷射。
波峰焊工艺参数

1影响波峰焊接效果的主要因素(鱼刺图)2波峰焊相关工作参数设置和控制要求2.1波峰焊设备设置1)定义:焊点预热温度均指产品上的实际温度,波峰焊预热温度设定值以获得合格波峰焊曲线时设定温度为准。
2)有铅波峰焊锡炉温度控制在235-245℃,测温曲线PCB板上焊点温度的最低值为215℃;无铅锡炉温度控制在255-265℃,PCB板上焊点温度的最低值为235℃。
3)如客户或产品对温度曲线参数有单独规定和要求,应根据公司波峰焊机的实际性能与客户协商确定的标准,以满足客户和产品的要求。
4)波峰焊基本设置要求:a.浸锡时间为:波峰1控制在0.3~1秒,波峰2控制在2~3秒;b.传送速度为:0.8~1.5米/分钟;c.夹送倾角4-6度;d.助焊剂喷雾压力为2-3Psi;e.针阀压力为2-4Psi;f.除以上参数设置标准范围外,如客户对其产品有特殊指定要求则由工艺工程师在产品作业指导书上依其规定指明执行。
2.2温度曲线参数控制要求:1)如果在测量温度曲线时使用的PCB板为产品的原型板,则所有的温度应在助焊剂厂家推荐的范围内(助焊剂参数资料),如果在测量温度曲线时使用的PCB板为温度曲线测量专用样板,则所测的温度应比相应的助焊剂厂家推荐的范围高10-15℃。
所谓样板,即因原型板尺寸太小或板太薄而无法容下或承受测试仪而另选用的PCB板。
2)对于焊点面有SMT元件(印胶或点胶),不需要用波峰焊模具的产品,焊点面浸锡前实测预热温度与波峰1最高温度的落差控制小于150℃。
3)对于使用二个波峰的产品,波峰1与波峰2之间的下降后温度值:有铅控制在170℃以上,无铅控制在200℃以上,防止二次焊接。
4)对于有铅产品焊接后采用自然风冷却,对于无铅产品焊接后采用制冷压缩机强制制冷,焊接后冷却要求:a.每日实测温度曲线最高温度下降到200℃之间的下降速率控制在8℃/S以上;b.PCB板过完波峰30秒(约在波峰出口出处位置),焊点温度控制在140℃以下;c.制冷出风口风速必须控制在2.0-4.0M/S;d.对制冷压缩机制冷温度设备探头显示温度控制在15℃以下;5)测试技术员所测试温度曲线中应标识出以下数据:a.焊点面标准预热温度的时间和浸锡前预热最高温度;b.焊点面最高过波峰温度;c.焊点面焊接时间;6)测温曲线说明2.3波峰焊机面板显示工作参数控制1)波峰焊控制参数表a.无铅波峰焊参数设置:2.4波峰焊操作内容及要求1)根据波峰焊接生产工艺给出的参数严格控制波峰焊机电脑参数设置;2)每天按时记录波峰焊机运行参数;3)保证放在喷雾型波峰焊机传送带的连续2块板之间的距离不小于5CM;4)每小时检查波峰焊机助焊剂喷雾状况,每次转机时必须点检喷雾抽风罩的5S情况,确保不会有助焊剂滴到PCB上的现象;5)每小时检查波峰焊机波峰是否平整,喷口是否被锡渣堵塞,问题立即处理;6)操作员在生产过程中如发现工艺给出的参数不能满足要求,不得自行调整波峰参数,立即通知工程师处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
微热风/红外(选项) Hot air
Standard
上 Top 120(option 160
爪片 Finger
导轨宽度调整方式 Conveyor width control 导轨角度 Conveyor Angle 焊接系统 Soldering system 锡炉工作方式 Solder Pot style 电磁式 Electromagnetic 锡炉材质 Solder Pot Material 波峰调节方式 Wave Height Adjust 锡炉发热管功率 heater power
波峰焊参数
技术参数
规格表
Specifications
NSM-350/450 4430 X 1620 X 1710 Approx.2300kg 3P5W,380/220V 50Hz 63A 26kw 12kw
Specifications
外形尺寸 Dimension:L*W*H(mm) 重量 Weight(kg) 电源 Power Supply 启动功率 Startup Power (kw) 正常运行功率 Operation Power Consumption 控制系统 Control System
MS-350/450 KK-350 4430 X 1620 X 1710 4430 X 1620 X 1710 Approx.2300kg Approx.2000kg 3P5W,380/220V 50/60Hz 63A 3P5W,380/220V 50/60Hz 63A 26kw 22.5kw 12kw 12kw 电脑(computer)+PLC Step motor 步进马达 Air cylinder 汽缸传动 0.25Mpa--0.4Mpa 10--100ml/min standard 上/下抽风 Up & down exhaust Φ200mm 25m3/min Hot air/IR tube is option 红外 IR tube PID + SSR 3 1800MM Room Temperature-250℃ Approx.15min (setting 150℃) Standard Min:80x60; Max:500x450 左到右 (L→R) ST; 右到左(R→L)OPT 0-2000 750±20 160)/下 Bottom 15 上 Top 120/下 Bottom 15
双排链快换双钩爪 钛片鸭嘴爪 弹簧鸭嘴爪 金属鸭嘴爪 树脂鸭嘴爪 自动(Auto
全钛 Full Titanium (标配 ST) 380VAC 10KW
锡炉最高温度 solder pot temperature 锡炉容量 solder pot capacity 波峰驱动功率 wave drive power 锡炉升温时间 solder por warm-up temperature 炉温控制方式 temperature control mode 冷却系统 cooling system 冷却方式 cooling method 其他 other 洗爪 finger cleaning system 回程抬高 return trip lifting 选配 option 中央支撑 centrer support 超声波喷雾 j-sonic ultrasonic spray 上层预热 top heating UPS保护 ups protection 氮气系统 nitrogen device 接驳压刀 feeder knife
N/A
变频器闭环无级调速 Closed loop 双排链快换双钩爪(标配) Quick-change finger(standard) 钛片鸭嘴爪(选配) Titanium duck jaw finger(option) 弹簧鸭嘴爪(选配) Spring duck jaw finger(option) 金属鸭嘴爪(选配) Metallic duck jaw finger(option) 树脂鸭嘴爪(选配) Resinous duck jaw finger(option) Auto) 手动(Manual) 4°~7° 机械式 Motor drive 全钛(选配) Full Titanium (Option) 铸铁陶瓷(标配) cast iron & enamel(ST) 电脑数字控制 Digital control by PC 380VAC 12KW 380VAC 1ep motor 步进马达
传动方式 Transmission Methed 喷雾气压 Spray Pressure 助焊剂流量控制 Flux flow 助焊剂自动添加 Auto Fill Flux 抽风方式 Exhaust Methed 抽风管直径 Exhaust Ducting Diameter 排风量 Exhaust Capacity
预热系统 Preheating System 预热方式 Preheating Mode 温度控制方式 Control Mode 预热区数量 Preheating Zoon Number 预热区长度 Preheating Length 预热温度控制范围 Preheating Temp. 预热升温时间 Warm-up Time(min) 热风马达 Blow Motor 运输系统 宽度范围 PCB Width (L X W)(mm) PCB传送方向 Conveyor Direction 运输速度范围 Conveyor Speed(mm/min) 运输高度 Conveyor Height (mm) 允许PCB元件高度 Available Component Height(mm)★ 速度控制方式 Conveyor Speed Control Mode
300℃ lead-free 500/650kg
lead-free430kg;Tin lead 500kg
1/2HP X 2 3P 220VAC Approx.180min(setting 250℃) PID + SSR forced air/air chiller(option) 毛刷 brush standard option option option option option option N/A N/A option N/A option 强制风冷forced air
lead-free 450/550kg 2kw 220v
强制风冷/冷风机(选配) forced air
option option option option option
★ The bottom height is 11mm for machine with Nitrogen 氮气机板底允许高度为11mm.