Q235B+317L焊接工艺评定
Q235B钢板-焊接工艺评定
Q235B钢板-焊接工艺评定概述Q235B钢板作为常用的低碳结构钢,广泛应用于制造各种零部件和结构。
而焊接作为常见的加工工艺,也广泛应用于各种行业中。
本文将对Q235B钢板的焊接工艺进行评定,以保证焊接成果的质量。
焊接工艺评定标准在Q235B钢板的焊接过程中,由于钢板本身的特点和使用环境的不同,需要根据实际情况选择适当的焊接方法和工艺。
下面列举几个评定标准,供参考:1. 焊接接头的可靠性与强度这是评定焊接工艺的最基本条件。
焊接接头的可靠性与强度直接影响到焊接零部件的使用寿命和安全性。
一般来说,焊接接头的强度要比母材强度低,因此需要通过针对不同工件和焊接方法的强度试验,来确定最佳的焊接工艺。
2. 焊接变形的控制焊接过程中会产生较大的热量,容易导致变形,影响焊接质量和精度。
因此,需要控制焊接时的热输入,调整焊接的工艺参数,合理设计焊接接头的几何形状,以控制焊接变形。
3. 焊接缺陷的控制焊接过程中可能会出现各种缺陷,如气孔、夹渣、裂纹等。
这些缺陷会影响焊接接头的强度和使用寿命,所以需要通过检测、控制、预防等多种方法,来保证焊接接头的质量。
4. 焊接工艺的经济效益焊接工艺的成本和效率也是评定标准之一。
在选择焊接工艺时,需要考虑到产品的使用寿命、结构要求、焊接材料和设备的成本等因素,以确定最佳焊接方案。
焊接工艺评定方法焊接工艺评定需要基于实验数据和经验,有效提高焊接接头的质量和可靠性。
下面介绍几种常见的评定方法:1. 标准焊板试验法标准焊板试验法是一种比较简单和有效的焊接工艺评定方法。
其基本原理是通过对一块标准焊板进行系列焊接试验,评定不同焊接工艺对焊接接头强度的影响。
试验结果可以作为指导生产中正确选择焊接工艺的依据。
2. 模拟焊接试验法模拟焊接试验法是通过专门的模拟装置,模拟出实际焊接过程中的热输入、冷却过程等参数,评定焊接工艺的可行性。
这种评定方法相对准确,可以提前发现和解决潜在的焊接质量问题。
3. 现场焊接试验法现场焊接试验法是在现场进行的焊接试验,可以更直接地评定焊接工艺的可行性和优缺点。
Q235B钢板-焊接工艺评定

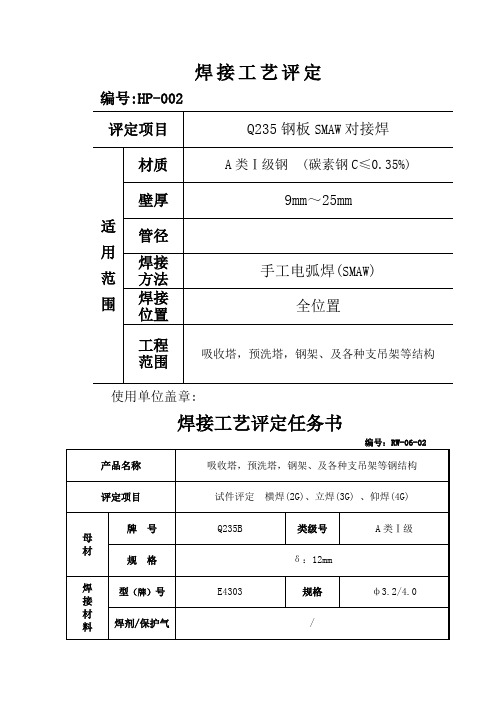
焊接工艺评定编号:HP-002使用单位盖章:焊接工艺评定任务书编号:RW-06-02焊接工艺评定方案编号:FA-06-04接头型式: 对接 衬 垫: /衬垫材料: / 30~350其 它: / 2~3mm母 材:类 号: A 类 与类 号: A 类钢 号: Q235B 与钢 号: Q235b 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号:E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-052~3mm接头型式:对接 30衬垫: /衬垫材料: /其它:母材:类号: A类与类号: A类钢号: Q235 B 与钢号: Q235 B 相焊接试件:母材厚度: 12mm焊缝金属厚度: 13~14mm管子直径: /其它: /电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格:/焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-06接头型式: 对接衬其 30~35母 材:类 号: A 类 与类 号: A 类钢 号: Q235 与钢 号: Q235 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径:/ 其 它:/ 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /打底层1道填充层2道盖面层3道焊接工艺评定报告编号:BG-06-04简图:接头型式: 对接 衬 垫: /衬垫材料: /其 它:母 材:类 号:A 类 与类 号:A 类钢 号:Q235 与钢 号:Q235 相焊接 厚 度:12mm 直 径: /其 它:坡口内外两侧15㎜处打磨干净,露出金属光泽。
Q235B 14mm对10mm板材角焊缝焊接工艺评定报告

电特性:
电流种类DC极性反接
焊接电流范围(A)170~195电弧电压(V)23~27
焊接速度(范围)15~17cm/min
钨极类型及直径/喷嘴直径(mm)/
焊接电弧种类(喷射弧、短路弧等)短路电弧焊丝送进速度(cm/min)/
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
母材:
材料标准GB/T3274
材料代号Q235B
类、组别号Fe-1-1与类、组别号Fe-1-1相焊
厚度14/10
直径/
其他/
焊后热处理:
保温温度(℃)/
保温时间(h)/
保护气体:
气体种类混合比流量(L/min)
保护气///
尾部保护气///
背面保护气///
填充金属:
焊材类别FeT-1-1
焊材标准NB/T47018
编制:
审核:
批准:
一、焊接工艺评定报告(共3页)
二、预焊接工艺规程(共2页)
母材:
类别号Fe-1组别号Fe-1-1与类别号Fe-1组别号Fe-1-1相焊或
标准号GB/T3274材料代号Q235B与标准号GB/T3274材料代号Q235B相焊
角焊缝焊件母材厚度范围14/10角焊缝内角13/10、外角10/10
其他
填充金属:
焊材类别:
FeT-1-1
焊材标准:
NB/T47018、GB/T5117
弯曲试验试验报告编号:2011-02
试样编号
试样类型
试样厚度mm
弯心直径mm
弯曲角度(°)
试验结果
PQR152-W1
弯曲
10
40
试样弯到31℃时开始产生裂纹
jQ235B钢板_焊接工艺评定共29页
焊接工艺评定编号:HP-002使用单位盖章:焊接工艺评定任务书编号:RW-06-02焊接工艺评定方案第 3 页接 头: 简图: 接头型式: 对接 衬 垫: /衬垫材料: / 30~350其 它: / 2~3mm母 材:类 号: A 类 与类 号: A 类钢 号: Q235B 与钢 号: Q235b 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电 极:钨级型号和尺寸: / 送丝速度范围: / 其 它: /填充金属:焊条型号:E5015 规格:ф3.2/ф4.0 焊丝型号: / 规格: / 焊剂型号: / 其 它: /焊接工艺评定方案编号:FA-06-05第 5 页2~3mm接头型式: 对接30 衬 垫: / 衬垫材料: / 其 它:母 材:类 号: A 类 与类 号: A 类钢 号: Q235 B 与钢 号: Q235 B 相焊接 试 件:母 材 厚 度: 12mm 焊缝金属厚度: 13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电 极:钨级型号和尺寸: / 送丝速度范围: / 其 它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0 焊丝型号: / 规格:/ 焊剂型号: / 其 它: /焊接工艺评定方案编号:FA-06-06第 7 页接头型式: 对接衬其 30~35母 材:类 号: A 类 与类 号: A 类钢 号: Q235 与钢 号: Q235 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径:/ 其 它:/ 电(火焰)特性:电 极:钨级型号和尺寸: / 送丝速度范围: / 其 它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0 焊丝型号: / 规格: / 焊剂型号: / 其 它: /焊接工艺评定报告编号:BG-06-04接头型式:对接衬垫: /衬垫材料: / 其它:母材:类号:A类与类号:A类钢号:Q235 与钢号:Q235 相焊接厚度:12mm 直径: /其它:坡口内外两侧15㎜处打磨干净,露出金属光泽。
Q235B 4.8mm板状对接焊接工艺评定(手工焊)-13页精选文档

xx公司
焊接工艺评定编号: HP013
编制:
审核:
批准:
目录
一、焊接工艺评定任务书(共1页)
二、焊接工艺评定指导书(共2页)
三、焊接工艺评定报告(共3页)
四、附件(原始记录、报告) (共6页)
焊接工艺评定任务书
注:对每一种母材与焊接材料的组合均需分别填表。
焊接工艺指导书
注: 对每一种母材与焊接材料的组合均需分别填表。
焊接工艺评定报告
xx公司
施焊记录及焊缝外观检验
工程名称:焊接工艺评定
委托单位:xx机电工程有限公司检验日期:2019年5月30日
xx公司射线探伤报告
SH3505
共2 页第1 页
xx公司射线探伤评定表
SH3503
共2 页第2 页
xx公司
焊接接头机械性能试验报告
委托单位:xx机电工程有限公司委托编号:hjs0615
工程名称:焊接工艺评定报告编号:hjs061501
检验编号:HP-D1-3-217 报告日期:2019年6月15日钢材牌号规格:Q235-B、δ=4.8mm 焊接方法:手工电弧焊
焊材类型:J422 Φ2.5mm 焊接位置:立焊(3G)。
Q235B12mm板对接焊缝焊接工艺评定报告

xxx公司焊接工艺评定编号: PQR151-F e1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书(共1页)二、预焊接工艺指导书(共2页)三、焊接工艺评定报告(共3页)四、附件(检验和材料报告)(共5页)焊接工艺评定任务书工程单位: xxx 公司委托编号: PQR151 焊接位置:立焊(3G) 委托日期:2011.10.20 接头型式:V 型对接接头编号: PQR151 机械化程度(手工、半自动、自动) 手工焊接方法:SMAW 保护焊:/执行标准NB/T47014要求完成日期: 2011.11.4检验项目检验标准评定指标检验项目检验标准评定标准试样数量外观检查目测拉伸试验常温GB/T228NB/T470142无损检测射线JB/T4730II超声/ / 弯曲试验面弯背弯GB/T2653 NB/T47014 2 渗透/ / GB/T2653 NB/T47014 2 磁粉/ / 冲击试验焊缝热影响区GB/T229 NB/T47014 3 焊缝化学/ / GB/T229NB/T470143 接头硬度/ / 铁素体测定///金相微观/ / 腐蚀试验/ / /宏观//接头型式简图:母材:钢号:Q235B 与Q235B相焊规格: 12mm焊材牌号:J427规格:3.24.0 mm4321121.0~1.52.0~3.060±5°编制日期审核日期注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS )共2页第1页单位名称: xxx 公司预焊接工艺规程编号: pWPS151 日期2011.10.21所依据焊接工艺评定报告编号: /焊接方法: SMAW机动化程度(手工、机动、自动):手工焊接接头: 坡口形式:V型衬垫(材料及规格): /其他:/简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 4321121.0~1.52.0~3.060±5°母材: 类别号Fe1 组别号Fe1-1与类别号Fe1 组别号Fe1-1相焊或标准号GB/T3247材料代号Q235B 与标准号GB/T3247材料代号Q235B 相焊对接焊缝焊件母材厚度范围: 12mm 角焊缝焊件母材厚度范围:/ 管子直径、壁厚范围:对接焊缝/ 角焊缝其他/填充金属: 焊材类别:FeT1-1 焊材标准:NB/T47018.2 填充金属尺寸: 3.2 4.0 mm 焊材型号:E4315 焊材牌号(金属材代号):J427 填充金属类别:FeT1-1其他:对接焊缝焊件焊缝金属厚度范围:12 mm角焊缝焊件焊缝金属厚度范围:/耐蚀堆焊金属化学成分(%): CSiMnPSCrNiMoVTiNb其他注:对每一种母材与焊接材料的组合均需分别填表。
Q235B4.8mm板状对接焊接工艺评定(手工焊)
XX公司焊接工艺评定编号: HP013编制: _____________________审核: _____________________批准: _____________________目录一、焊接工艺评定任务书(共1页)二、焊接工艺评定指导书(共2页)三、焊接工艺评定报告(共3页)四、附件(原始记录、报告)(共6页)焊接工艺评定任务书检验项目 检验标准评定指标 检验项目检验标准评定标准试样数量外观检查97版蒸规无裂纹拉伸 常温''''高温^ 焊缝GB/T228-198797版蒸规2条无 损 检 测射线GB3323-1987不低于II 级试验超声弯曲 试验 面弯□匕才k 冃弯侧弯^ GB/T232-198897版蒸规各2条渗透磁粉冲击 试验焊缝区焊缝化学成分热影响区接头硬度检验刻槽锤断金 相微观腐蚀试验宏观注:手工焊 mm/根,气体保护焊 mm/min ,埋弧焊 mm/h 。
接头型式简图: 母 材:钢号 Q235B 与钢号 Q235B 相焊; 焊材牌号:J422 ; 规格: $ 2.5mm工程单位: XX 机电工程有限公司委托编号: hjs0615 焊接位置: 立焊(3G ) 委托日期: 2006年5月21日接头型式:板状对接接头编号: HP-D1-3-217机械化程度(手工、半自动、自动) 手工 焊接方法: SMAW保护气体:要求完成日期:执行标准:97版《蒸汽锅炉安全技术监察规程》规格:3 =4.8 mm----- .7 T 严竹日期2006-5-22审核日期编制焊接工艺指导书单位名称:XX 机电工程有限公司焊接接头: 板状对接坡口形式:V衬垫(材料及规格): /其他:/母材:类别号 I 组别号 1-1与类别号I 组别号 1-1相焊及标准号 GB/T3274-88I 钢号 Q235-B 与钢号Q235-B 相焊适用厚度范围: 母材:对接焊缝1.5W T W 9.6mm角焊缝 不限管子直径壁厚范围:对接焊缝 ________________________ 角焊缝 _______________________ 焊缝金属厚度范围:对接焊缝不限<t W 9.6mm角焊缝不限其他 ____________________________________________________________________________________________________ 焊材类别焊丝焊条焊材标准GB/T5117-1995填充金属尺寸$ 2・5、$ 3.2焊材型号GB E4303 焊材牌号(钢号)J422焊材烘干温度焊材恒温时间其他CSiMnPSCrNiMoVTiNb焊接工艺指导书编号:HZ013焊接工艺评定报告编号:HB013焊接方法:SMAW机械化程度(手工、半自动、自动):手工简图:(接头形式坡口形式与尺寸 焊层焊道布置及顺序)电特性: 电流种类:直流极 性:底层焊:正接;填充、盖面层焊:反接焊接电流范围 (A ):70~110电弧电压 (V ): _______ 20~28 ______(按所焊位置和厚度,分别列出电流和电压范围,记入下表)钨极类型及直径: ______________________________ 喷嘴直径(mm ): _______________________________熔滴过渡形式 : _______________________________ 焊丝送进速度(cm/min ): _________________________ 技术措施: 摆动焊或不摆动焊:摆动焊前清理和层间清理:砂轮机、钢丝擦 单道焊或多道焊(每面): _______ 单道焊 导电嘴至工作距离(mm ):其他: ____________________________________摆动参数: 微摆背面清根方法: 单丝焊或多丝焊: 锤击:不锤击焊接工艺评定报告单位名称:XX机电工程有限公司焊接工艺评定报告编号:HB013 焊接工艺指导书编号:HZ013焊接方法:SMAW 机械化程度:(手工、半自动、自动)手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)结论:本评定按97版《蒸汽锅炉安全技术监察规程》规定焊接试件、检验试样,测定性能,确认试验记录正确评定结果:XX公司施焊记录及焊缝外观检验工程名称:焊接工艺评定委托单位:XX机电工程有限公司检验日期:2006年5月30日XX公司射线探伤报告SH3505J729C-2共2页第1页XX公司射线探伤评定表SH3503共2页 第2页XX 公司焊接接头机械性能试验报告委托单位:XX 机电工程有限公司 工程名称:焊接工艺评定 检验编号:HP-D1-3-217钢材牌号规格:Q235-B S =4.8 mm 焊材类型:J422①2.5 mm委托编号:hjs0615报告编号:hjs061501 报告日期:2006年6月15日焊接方法:手工电弧焊 焊接位置:立焊(3G )。
焊 接 工 艺 评 定 材 料 类 组 别 表

3.类别号中括号内数字为ASME的P No。
4.铝及铝合金牌号中括号内代号为旧标准牌号。
N02201(低C 99.0%Ni)
中国
美国
美国
NiⅡ(42)
Ncu28-2.5-1.5
N04400(Monel 400)
中国
美国
NiⅢ(43)
N06600(Inconel 600)
N06690(Inconel 690)
N06625(Inconel 625)
美国
美国
美国
NiⅣ(44)
N10001(Hastelloy B)
N08800(Incoloy 800)
N08825(Incoloy 825)
N08020(Carpenter 20cb3) N06985(Hastelloy G3)
美国
美国
美国
美国
ZrⅠ(61)
R60702
美国
ZrⅡ(62)
R60705
美国
注:1.钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。铜及铜合金在分类号前面冠以C。
304L AISI304L
美国
00Cr19Ni10
SUS304
日本
0Cr19Ni9
SUS304L
日本
00Cr19Ni10
321
美国
1Cr18Ni9Ti
SUS321 SUS321TB SUS321TP
日本
1Cr18Ni9Ti
Ⅶ
Ⅶ-2
0Cr17Ni12Mo2 0Cr19Ni13Mo3 0Cr18Ni12Mo2Ti 00Cr17Ni14Mo2 00Cr19Ni13Mo3
Q235B管道焊接工艺评定

焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页 母材:
钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与 类组别号: Fe-1/ Fe-1-1 相焊 焊后热处理:
热处理温度(℃)
: 保温时间(h ): 气体: 气体种类 混合比 流量(l/min )
共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
Q235B 12mm板对接焊缝焊接工艺评定报告word精品文档11页

(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
焊层
焊接
方法
填充金属
焊接电流
电弧电压
(V)
焊接速度(cm/min)
线能量
( kJ/cm)
牌号
直径
极性
电流(A)
正面1
SMAW
J427
GB/T2653
NB/T47014
2
磁粉
/
/
冲击
试验
焊缝
热影响区
GB/T229
NB/T47014
3
焊缝化学
/
/
GB/T229
NB/T47014
3
接头硬度
/
/
铁素体测定
/
/
/
金相
微观
/
/
腐蚀试验
/
/
/
宏观
/
/
接头型式简图:
母材:钢号:Q235B与Q235B相焊规格:12mm
焊材牌号:J427规格:3.2 4.0mm
3.2
反极
110 -125
22 -26
6 - 8
正面2
SMAW
J427
4.0
反极
160 -190
22 -26
8 -9
正面3
SMAW
J427
4.0
反极
160 -190
22 -26
8 -9
背面1
SMAW
J427
4.0
反极
160 -190
22 -26
8 -9
Q235B管道焊接工艺评定

焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页
母材: 钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与
类组别号: Fe-1/ Fe-1-1 相焊
焊后热处理:
热处理温度(℃)
: 保温时间(h )
: 气体: 气体种类 混合比 流量(l/min )
表F.2续共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
最新q235 5.9mm板状对接焊接工艺评定(氩电联焊
焊接电流种类(喷射弧、短路弧等): _______/_______焊丝送进速度(cm/min):/
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
焊层
焊接
方法
填充金属
焊接电流
电弧电压
(V)
焊接速度(cm/min)
线能量
( kJ/cm)
牌号
单道焊或多道焊(每面):单道焊单丝焊或多丝焊:单丝焊
导电嘴至工作距离(mm):3~5锤击:不锤击
其他:
编制
日期
审核
日期
批准
日期
焊接工艺评定报告
共3页第1页
单位名称:xx公司
焊接工艺评定报告编号:PQR158预焊接工艺规程编号:pWPS-158
焊接方法:GTAW/SMAW机动化程度(手工、机动、自动):手工
检验标准
评定指标
检验项目
检验标准
评定标准
试样数量
外观检查
目测
无裂纹
拉伸
试验
常温
GB/T228
NB/T47014
2
无损检测
射线
JB/T4730
II
超声
/
/
弯曲
试验
面弯
背弯
GB/T2653
NB/T47014
2
渗透
/
/
GB/T2653
NB/T47014
2
磁粉
/
/
冲击
试验
焊缝
热影响区
GB/T229
NB/T47014
Q235 5.9mm板状对接焊接工艺评定(氩电联焊)
xx公司
Q235B12mm板对接焊缝焊接工艺评定报告
xxx公司焊接工艺评定编号: PQR151-F e1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书(共1页)二、预焊接工艺指导书(共2页)三、焊接工艺评定报告(共3页)四、附件(检验和材料报告)(共5页)焊接工艺评定任务书工程单位: xxx 公司委托编号: PQR151 焊接位置:立焊(3G) 委托日期:2011.10.20 接头型式:V 型对接接头编号: PQR151 机械化程度(手工、半自动、自动) 手工焊接方法:SMAW 保护焊:/执行标准NB/T47014要求完成日期: 2011.11.4检验项目检验标准评定指标检验项目检验标准评定标准试样数量外观检查目测拉伸试验常温GB/T228NB/T470142无损检测射线JB/T4730II超声/ / 弯曲试验面弯背弯GB/T2653 NB/T47014 2 渗透/ / GB/T2653 NB/T47014 2 磁粉/ / 冲击试验焊缝热影响区GB/T229 NB/T47014 3 焊缝化学/ / GB/T229NB/T470143 接头硬度/ / 铁素体测定///金相微观/ / 腐蚀试验/ / /宏观//接头型式简图:母材:钢号:Q235B 与Q235B相焊规格: 12mm焊材牌号:J427规格:3.24.0 mm4321121.0~1.52.0~3.060±5°编制日期审核日期注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS )共2页第1页单位名称: xxx 公司预焊接工艺规程编号: pWPS151 日期2011.10.21所依据焊接工艺评定报告编号: /焊接方法: SMAW机动化程度(手工、机动、自动):手工焊接接头: 坡口形式:V型衬垫(材料及规格): /其他:/简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 4321121.0~1.52.0~3.060±5°母材: 类别号Fe1 组别号Fe1-1与类别号Fe1 组别号Fe1-1相焊或标准号GB/T3247材料代号Q235B 与标准号GB/T3247材料代号Q235B 相焊对接焊缝焊件母材厚度范围: 12mm 角焊缝焊件母材厚度范围:/ 管子直径、壁厚范围:对接焊缝/ 角焊缝其他/填充金属: 焊材类别:FeT1-1 焊材标准:NB/T47018.2 填充金属尺寸: 3.2 4.0 mm 焊材型号:E4315 焊材牌号(金属材代号):J427 填充金属类别:FeT1-1其他:对接焊缝焊件焊缝金属厚度范围:12 mm角焊缝焊件焊缝金属厚度范围:/耐蚀堆焊金属化学成分(%): CSiMnPSCrNiMoVTiNb其他注:对每一种母材与焊接材料的组合均需分别填表。
自动焊焊接工艺评定Q235B..

种类 结果
缺口-断开 /
超探 /
x 光探伤 合格
硬度 /
金相 /
试验人: 史威 李秋香 焊 工:高克 杨涛 记录: 审核: 批准:
自动焊焊接工艺评定报告 编号: SJ-HP-05-2010 工程名称 自动焊工艺评定报告 时间:2010 年 9 月 15 日
试验时间:2010 年 9 月 15 日 试验地点:二车间 1. 焊接方法:埋弧自动焊 2. 焊接接头:I 型
试验员: 12.无损检验:合格 外观检查:合格 X 光工业电视检查:合格
13.硬度试验: //
14.宏观照片 内外焊缝重合 2.5mm,中心偏差 0.5mm 符合要求。
15.金相检验 // 16. 试样位置
冲击试样
拉伸弯曲试样
17.结论 经焊接工艺评定,上述各项指标均满足标准要求,评定结果合格。范
时间:2010 年 6 月 11 日 工程名称 焊接工艺规范 编号: SJ-HP-02-2010
焊接位置 坡口位置: 1G 旋转 保护气体: 纯度:-流速:--
保护气体
焊接方向: 平焊 填充料位置:不要求
编制:
审核: 自动焊焊接工艺评定 记录
批准:
编号: SJ-HP-05-2010 工程名称 焊接工艺评定记录 修改: 日期: 2010 年 9 月 15 日 焊接方法:埋弧自动焊 说明:螺旋焊缝,内、外焊 接头 接头设计 焊接类型:自动
自动焊焊接工艺评定规范 编号: SJ-HP-05-2010 修改: 工程名称 焊接工艺规范 日期: 2010 年 9 月 15 日
焊接方法:埋弧自动焊 说明:螺旋焊缝,内、外焊 接头 接头型式:I 型 间隙-R:0~1.0mm 钝 边-F:
焊接类型:自动
焊接工艺评定无损检测及试样试验报告资料02
焊接工艺评定中十冶集团有限公司二00六年二月十五日焊接工艺评定中十冶集团有限公司- 1 -目 录焊接工艺评定报告2焊接工艺评定中十冶集团有限公司- 3 -续表:续表:4焊接工艺评定中十冶集团有限公司- 5 -焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书6焊接工艺评定中十冶集团有限公司- 7 -焊缝射线检测报告焊缝接头机械性能试验报告试验员:审核: 05年12月20日8焊接工艺评定中十冶集团有限公司- 9 -材料检验报告试验员: 审核: 2005年12月20日焊接工艺评定报告10焊接工艺评定中十冶集团有限公司- 11 -续表:续表:12焊接工艺评定中十冶集团有限公司 - 13-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书14焊接工艺评定中十冶集团有限公司 - 15-焊缝射线检测报告焊缝接头机械性能试验报告试验员:审核: 05年12月20日16焊接工艺评定中十冶集团有限公司 - 17-材料检验报告试验员: 审核: 2005年12月20日焊接工艺评定报告18焊接工艺评定 中十冶集团有限公司 - 19-续表:焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
20焊接工艺评定中十冶集团有限公司 - 21-焊接工艺评定指导书宏观金相试验报告审核:(签字)检查:(签字)22焊接工艺评定中十冶集团有限公司- 23 -焊接工艺评定报告续表:24焊接工艺评定中十冶集团有限公司 - 25-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
焊接工艺评定指导书26焊接工艺评定中十冶集团有限公司 - 27-宏观金相试验报告审核:(签字) 检查:(签字)焊接工艺评定报告28焊接工艺评定中十冶集团有限公司- 29 -续表:续表:30焊接工艺评定中十冶集团有限公司 - 31-焊接工艺评定指导书注:对每一个母材与焊接材料的组合均需分别填表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山东鲍德金属复合板有限公司
不锈钢复合板焊接工艺评定
报告汇编
编号:FHBHP20170701
焊接方法:手工焊(SMAW)
母材牌号:Q235B+317L δ=14+2mm
完成日期: 2017年7月28日
评定单位:山东鲍德金属复合板有限公司
山东鲍德金属复合板有限公司
焊接工艺评定报告目录
山东鲍德金属复合板有限公司
焊接工艺评定任务书
任务书编号焊评20170701 工艺评定编号HP20170701
母材不锈钢复合板牌号Q235B+317L规格δ=14+2mm 接头型式对接X型焊接方法手工焊焊接位置平焊
预热及焊后热处理要求无
评定标准NB/T47014-2011
焊接接头示意图
焊接材料基层
牌号J422
过渡层
牌号A042
复层
牌号A242
规格φ4.0 规格φ3.2 规格φ4.0
要
求
检
验
项
目
外观检查√
无损探伤
NB/T47013-2015
射线(√)、超声()、表面(√)
力学及弯曲性能试验
项目拉伸弯曲冲击
试样
数量
焊接接头全焊缝面弯背弯侧弯焊缝热影响区
2 / / / 4
3 3。