1-焊缝标注方法
焊缝标注的标准

焊缝标注的标准一、焊缝位置在标注焊缝时,首先需要确定焊缝的位置。
这包括描述焊缝在部件中的相对位置,如对接焊缝、角焊缝等。
同时,需要标明焊缝所在的板材或结构的哪一面。
二、焊缝编号为方便管理和跟踪,每个焊缝都应有一个唯一的编号。
编号应清晰易读,并且能够反映焊缝的特性。
编号应包括一个标识符和可能的序列号。
三、焊缝类型焊缝类型描述了焊缝的基本形状和结构。
常见的焊缝类型包括角焊缝、对接焊缝、塞焊缝等。
焊缝类型应与图纸和焊接工艺相适应。
四、焊接方法焊接方法描述了制造焊缝所使用的工艺。
这包括手工电弧焊、气体保护焊、埋弧焊等。
焊接方法的选择应基于工件材料、厚度和焊接质量要求。
五、焊接参数焊接参数包括电流、电压、焊接速度等,这些参数影响焊接质量。
在标注焊缝时,应明确标明适用的焊接参数范围,以确保焊接的一致性和质量。
六、焊接顺序某些情况下,焊缝的焊接顺序可能会影响焊接质量和工件的整体结构。
因此,在标注焊缝时,应明确规定焊缝的焊接顺序。
七、焊工标识为了确保焊接质量,每个焊工都应有明确的标识。
在标注焊缝时,应标明负责焊接该焊缝的焊工姓名或标识符。
八、焊缝质量等级根据工件的应用和安全要求,焊缝应具有不同的质量等级。
例如,一级焊缝不允许有任何缺陷,二级焊缝允许在一定条件下有缺陷等。
在标注焊缝时,应明确标明质量等级。
九、验收标准验收标准描述了如何评估焊缝的质量。
这包括对焊缝的外观检查、无损检测等要求。
标注时应明确规定验收标准和验收程序。
十、备注信息备注信息用于提供其他与焊缝标注相关的附加信息,如特殊工艺要求、注意事项等。
这些信息可能不经常使用,但在特定情况下非常重要。
焊接符号及标注方法

接接头及焊缝
(二)焊缝的基本形式
焊缝:焊件经焊接后所形成的结合部分。 分类:
1、按空间位置可分为:平焊缝、横焊缝、立焊缝、仰焊缝;
2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝; 3、按焊缝断续情况可分为:连续焊缝、断续焊缝; 4、按承载方式可分为:工作焊缝、联系焊缝。 焊缝是构成焊接接头的主体部分,对接接头焊缝、角接接头焊缝是 焊缝的基本形式。
二、焊接接头的表示方法
一、焊缝符号与焊接方法代号 焊缝符号:在图纸上标注出焊缝形式、焊缝尺寸和焊接方法的符号。 由GB/T324-1998《焊缝符号表示法》(适用于金属熔焊和电阻 焊)和GB/T5185-1999《金属焊接及钎焊方法在图样上的表示代号》 进行了规定。 焊缝的符号组成:基本符号、辅助符号、补充符号、焊缝尺寸符号和 指引线。
熔化焊焊接接头的组成 a)对接接头 b)搭接接头 1-焊缝金属 2-熔和线 3-热影响区 4-母材
一、焊接接头及焊缝
焊接过程使焊接接头具有以下力学特点: (1)焊接接头力学性能不均匀
由于焊接接头各区在焊接过程中进行着不同的焊接冶金过程,并经 受不同的热循环和应变循环的作用,各区的组织和性能存在较大的差异, 焊接接头组织的不均匀,造成了整个接头力学性能的不均匀。 (2)焊接接头工作应力分布不均匀,存在应力集中
2、指引线 指引线由箭头线和基准线(实线和虚线)组成,见图
三、基本符号和指引线的位置规定
3、箭头线 箭头直接指向的接头侧为“接头的箭头侧”,与之相对的则为“接头的 非箭头侧”。见图
三、基本符号和指引线的位置规定
4、基本符号与基准线的相对位置 • 基本符号在实线侧时,表示焊缝在箭头侧。
三、基本符号和指引线的位置规定
一、焊接接头及焊缝
cad中焊缝标注方法
cad中焊缝标注方法CAD中焊缝标注在CAD软件绘制焊接部件时,焊缝标注是必不可少的一项操作。
焊缝标注可以告诉操作者焊缝的类型、尺寸和其它相关信息,有助于焊接的准确性和可靠性。
本文将针对CAD中焊缝标注,介绍几种方法,以满足不同需求的实现。
直线标注法直线标注法是较为简单的一种方法,通常用于直线焊缝的标注。
具体步骤如下:1.选择直线焊缝的两端点。
2.在“注释”菜单栏中选择“直线”选项。
3.在弹出的菜单中设置直线的样式、尺寸和文字内容等。
4.单击确定按钮,完成直线焊缝的标注。
弧形标注法弧形标注法常用于圆弧焊缝的标注。
具体步骤如下:1.选择圆弧焊缝的两端点。
2.在“注释”菜单栏中选择“弧形”选项。
3.在弹出的菜单中设置弧线的样式、尺寸和文字内容等。
4.单击确定按钮,完成圆弧焊缝的标注。
法线标注法法线标注法可以用于任意角度的焊缝标注,适用范围较广。
具体步骤如下:1.选择焊缝的一点。
2.在“注释”菜单栏中选择“法线”选项。
3.在弹出的菜单中设置法线的样式、尺寸和文字内容等。
4.根据需要旋转和移动法线标注的位置,单击确定按钮即可完成。
比例标注法比例标注法通常用于表现焊缝尺寸的大小关系,适用于多种类型的焊缝。
具体步骤如下:1.选择焊缝的一边或边角,作为比例的基准点。
2.在“注释”菜单栏中选择“比例”选项。
3.在弹出的菜单中输入比例尺,设置比例样式和文字内容等。
4.根据需要旋转和移动比例标注的位置,单击确定按钮即可完成。
综上所述,焊缝标注是CAD绘图中非常重要的一项操作,标注符号和参数的选用,直接关系到焊缝尺寸和位置参数的准确度。
以上介绍的几种标注法不仅可提高绘图的效率,还能在一定程度上提高焊接质量,因此,在焊接CAD绘图中很值得掌握。
调整标注样式在标注焊缝时,有时需要根据绘图的要求调整标注的样式。
下面介绍几种调整标注样式的方法:改变样式尺寸有时我们需要调整标注文字的大小和样式。
可以通过以下步骤实现:1.选择标注。
常用焊缝的尺寸标注方法

Metal inertia gas welding熔化极气体保护焊
131
Metal active gas welding非熔化极气体保护焊
135
Tungsten inertia gas welding钨极氩弧焊
141
电渣焊
25
常用焊缝的尺寸标注方法
焊缝型式
标注方法
说明
正面焊缝,基本符号在引出线上面
背面焊缝,基本符号在引出线下面
双面焊缝,在引出线上下标注基本符号
两个以上零件焊后形成的焊缝,不能按照双面焊缝来标注,必须分别标注各焊缝
常用焊缝的尺寸标注方法
焊缝型式
标注方法
说明
单面单边坡口的焊缝,引出线的箭头必须指向点带有坡口的焊件上
在对接时,只要求焊透一定深度,必须在基本符号的左侧注明熔透深度符号S及具体熔深数字。否则即为全熔焊缝
要求标注焊缝具体尺寸时,在焊缝尺寸符号的相应位置标注具体数字
Shielded metal arc welding手工焊条焊
The symbol of welding process
111
Submerged arc welding埋弧焊
常用焊缝符号及其标注方法
常用焊缝符号及其标注方法1.焊缝符号的种类:常用的焊缝符号包括长焊缝、短焊缝、T型焊缝、角焊缝、对接焊缝、对角焊缝、搭接焊缝、角胸焊缝等。
这些焊缝符号通常用于表示不同形状和位置的焊缝。
2.焊缝符号的标注方法:常用的标注方法包括使用箭头、线条和文字来表示焊缝的形状和位置。
具体标注方法如下:(1)长焊缝:使用一根带箭头的直线来表示。
箭头指向焊接的位置,并在箭头上注明焊缝的尺寸。
(2)短焊缝:使用一根带箭头的斜线来表示。
箭头指向焊缝的位置,并在箭头上注明焊缝的尺寸。
(3)T型焊缝:使用一根带箭头的直线和一根竖线组合来表示。
直线表示焊缝的位置和尺寸,竖线表示搭接部分的位置。
(4)角焊缝:使用两根带箭头的直线和一个竖线组合来表示。
两根直线分别表示焊缝的位置和尺寸,竖线表示角焊缝的位置。
(5)对接焊缝:使用两根带箭头的直线和一根横线来表示。
两根直线分别表示焊缝的位置和尺寸,横线表示对接面的位置。
除了上述的基本标注方法外,还可以根据需要进行补充标注,如标明焊缝的深度、符号的大小和比例等。
3.焊缝符号的标尺:为了使焊缝符号能够清晰可见并符合设计要求,通常需要根据工程图纸的比例绘制符号标尺。
标尺可以使用标准尺寸或特定比例来表示焊缝的大小和尺寸。
4.焊缝符号的位置:焊缝符号应该清晰可见,并在工程图纸上与相关标注和尺寸配合使用。
通常,焊缝符号应该位于焊缝的起始端,并在焊缝附近的合适位置进行标注。
总结:在工程设计和制图中,焊缝符号的正确标注是确保焊接质量和工艺正确的重要保证。
通过使用合适的焊缝符号和标注方法,可以准确传达设计要求,指导焊接工作,并提高焊接质量。
因此,对于工程设计人员和焊接工人来说,熟悉常用的焊缝符号及其标注方法是非常重要的。
焊缝标注指南
学习怎样进行焊缝标注 二、焊接方法的数字代号
常用的焊接方法的数字代号
焊接方法 焊条电弧焊 埋弧焊 电渣焊 高能束焊 数字代号 111 12 72 5 焊接方法 激光焊 气焊 硬钎焊 点焊 数字代号 52 3 91 21
学习怎样进行焊缝标注 三、焊缝的画法及标注示例 1. 焊缝的画法 (1)在垂直于焊缝的剖视图或剖面图中,一般应画出焊缝 的形式并涂黑。 (2)在视图中,可用栅线表示可见焊缝(栅线为细实线, 允许徒手画);也可用加粗线(2b~3b)表示可见焊缝。但同一 图样中,只允许采用一种画法。 (3)一般只用粗实线表示可见焊缝。
学习怎样进行焊缝标注 3.补充符号和标注示例(二)
名称 符号 形式和标注示例 说明
三面焊缝
工件三面施焊,符号开口 方向与实际施焊方向一致。
周围焊缝 在现场沿工件周围施焊的 角焊缝。 现场焊缝
尾部
用焊条电弧焊,有4条相 同的角焊缝。
学习怎样进行焊缝标注 4.指引线
5.基本符号和基准线的相对位置 箭头线的箭头直接指向的接头侧为“接头的箭头侧”, 与之相对的另一侧为“接头的非箭头侧”
T形接头
表示交叉断续焊缝。
学习怎样进行焊缝标注 2.焊缝的标注示例(二)
接头形式 焊缝形式 标注示例 说 明 表示三面焊接的角焊缝,焊脚尺寸 为K。 角接接头 表示双面焊缝,上面为带钝边单边V 形焊缝,下面为角焊缝。
搭接接头
表示点焊缝,n表示焊点数量,d表 示焊点直径,e表示焊点的间距,a 表示焊点至板边的距离。
学习怎样进行焊缝标注 2.焊缝的标注示例(一)
接头形式 焊缝形式 标注示例 说 明
111表示焊条电弧焊,V形坡口,坡口 角度为α,根部间隙为b,有n段焊缝, 焊缝长度为l。 表示现场装配时焊接。 表示双面角焊缝,焊脚尺寸为K。 表示有n段断续双面角焊缝,l表示焊 缝长度,e表示断续焊缝的间隔
焊接符号及标注方法

摘自GB/ T 324 - 2008的相关内容 本标准规定了焊缝符号的表示规则 本标准适用于焊接接头的符号标注
目录
一、焊接接头及焊缝 二、焊接接头的表示方法 三、基本符号和指引线的位置规定 四、尺寸标注 五、焊缝符号的应用示例
一、焊接接头及焊缝
电弧焊接头包括4部分: 焊缝、熔合区、热影响区、焊缝附近的母材。
头、端接接头、套管接头、斜对接接头、卷边接头、 锁底对接接头等。
一、焊接接头及焊缝
焊接接头的基本类型
一、焊接接头及焊缝
1、对接接头 将同一平面上的两个被焊工件的边缘相对焊接
起来而形成的接头称为对接接头。 它是各冲焊接结构中采用最多、也是最完善的
一种接头形式,具有受力好、强度大和节省金属材料 的特点。
ቤተ መጻሕፍቲ ባይዱ
熔化焊焊接接头的组成
a)对接接头
b)搭接接头
1-焊缝金属 2-熔和线 3-热影响区 4-母材
一、焊接接头及焊缝
焊接过程使焊接接头具有以下力学特点: (1)焊接接头力学性能不均匀
由于焊接接头各区在焊接过程中进行着不同的焊接冶金 过程,并经受不同的热循环和应变循环的作用,各区的 组织和性能存在较大的差异,焊接接头组织的不均匀, 造成了整个接头力学性能的不均匀。 (2)焊接接头工作应力分布不均匀,存在应力集中
方法,少采用仰焊和立焊,且最大应力尽量不设在焊 缝上; (4)焊接工艺能保证焊接接头在设计温度和腐蚀介质中 正常工作; (5)焊接变形和应力小,能满足施工要求所需的技术、 人员和设备的条件; (6)尽量使焊缝设计成联系焊缝; (7)焊接接头便于检验; (8)焊接前的准备和焊接所需费用低; (9)对角焊缝不宜选择和设计过大的焊角尺寸,试验证 明,大尺寸角焊缝的单位面积承载能力较低等。
常用焊缝符及其标注方法全
常用焊缝符及其标注方法全焊缝符号是指对焊接过程中产生的焊缝进行标记和表示的一种方法,常用的焊缝符号主要有直缝、搭接缝、角焊缝、对焊缝和环焊缝等。
下面将对常用焊缝符号及其标注方法进行详细介绍。
1.直缝焊缝符号:直缝焊缝符号表示两个零件通过直缝焊接的连接方式。
标注时通常使用一条直线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"XX"表示焊缝尺寸。
例如,一个直缝焊缝符号为直线上方加"W",下方加"6",表示使用焊接方法W,焊缝尺寸为6mm。
2.搭接焊缝符号:搭接焊缝符号表示通过将两个零件搭接在一起,然后进行焊接的连接方式。
标注时使用一条横线表示焊缝,而且焊缝上方和下方都需要进行标注。
上方标注加上符号"W"表示焊接方法,下方标注加上符号"XY"表示焊缝尺寸。
例如,一个搭接焊缝符号为横线上方加"W",下方加"8X10",表示使用焊接方法W,焊缝尺寸为8mm(横向)和10mm(纵向)。
3.角焊缝符号:角焊缝符号表示通过将两个零件以角度焊接在一起的连接方式。
标注时使用一个三角形表示焊缝,并在三角形上方加上符号"W"表示焊接方法,下方加上符号"ZZ"表示焊缝尺寸。
例如,一个角焊缝符号为三角形上方加"W",下方加"8",表示使用焊接方法W,焊缝尺寸为8mm。
4.对焊缝符号:对焊缝符号表示通过将两个零件对接在一起进行焊接的连接方式。
标注时使用两条平行线表示焊缝,并在焊缝上方加上符号"W"表示焊接方法,下方加上符号"AB"表示焊缝尺寸。
例如,一个对焊缝符号为两条平行线上方加"W",下方加"4X6",表示使用焊接方法W,焊缝尺寸为4mm(横向)和6mm(纵向)。
cad中焊缝标注方法(一)
cad中焊缝标注方法(一)焊接是一种常见的金属连接方式,焊接中的焊缝标注对于焊接后的使用起到非常重要的作用。
在CAD中,焊缝标注有多种方法,本文将一一介绍。
直接绘制在CAD软件中,可以直接通过画线工具来绘制焊缝线条,并通过线宽、颜色等属性设置来标注焊缝。
这种方法对于形状简单,大小固定的焊缝比较适用,但对于形状复杂、大小不一的焊缝可能会存在一定难度。
使用标注工具CAD软件中的标注工具可以帮助我们更高效准确地标注焊缝。
简单介绍一下两种常用的标注工具:标注命令使用命令栏中的“标注”命令可以选择不同类型的标注工具,包括直线、圆弧、半圆等,根据实际焊缝形状选择相应的标注工具即可。
文字注释使用文字工具,在焊缝旁边添加文字注释也是一种常用的方法。
这种方法简单易行,但对于焊缝形状的描述可能不够精准。
在CAD中,有一些插件可以帮助我们更快速、更准确地标注焊缝。
Weldment此插件可以快速、准确地标注各种类型的焊缝,并提供了焊缝的标高、长度等相关信息。
在使用前需要为焊缝划定范围,插件就会自动生成焊缝标注。
Weldmap此插件可不仅可以标注焊缝,还能够记录焊缝的相关信息,为焊接后的检查提供便利。
总结以上就是CAD中标注焊缝的几种方法,根据实际情况选择适用的方法即可。
在使用过程中,要注意标注的准确性和规范化,以方便焊接后的检查和使用。
注意事项在进行CAD中焊缝标注时,需要注意以下几个方面:准确定位要对焊缝进行准确的标注,需要先将焊接件按照图纸要求进行放置、定位、固定,避免因移动或调整造成焊缝位置偏差。
焊缝标注需要遵循相关标准和规范,例如GB 50538-2010《建筑工程结构物焊接技术规范》、YB/T 4051-2017《装配式建筑构件焊接结构技术规程》等。
在标注焊缝时要根据不同标准要求进行选择,确保标注的准确、规范。
焊缝类型确定不同的焊缝类型需要采用不同的标注方法,例如对于不同的接头形式对应着不同的焊缝类型。
在进行标注前先对焊缝类型进行确定,避免出现标注错误。
常用焊缝符号及其标注方法
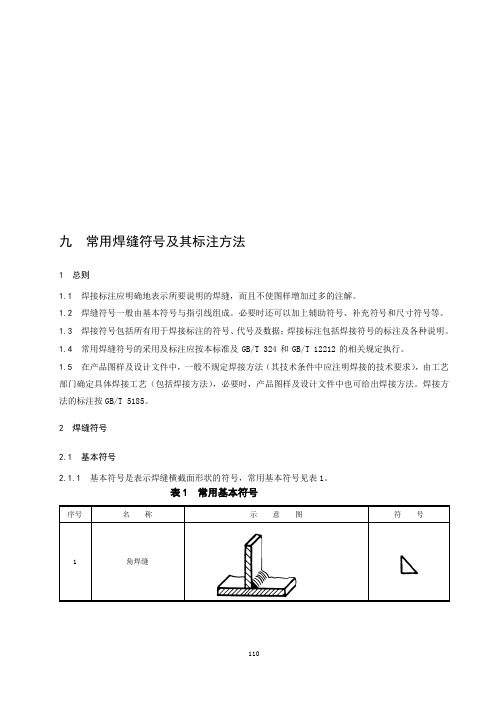
110九 常用焊缝符号及其标注方法1 总则1.1 焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
1.2 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和尺寸符号等。
1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。
1.4 常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。
1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。
焊接方法的标注按GB/T 5185。
2 焊缝符号2.1 基本符号2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号表1(续)常用基本符号符号1112.1.2 在焊接标注时,焊缝的基本符号必须标注。
2.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
2.2 辅助符号2.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
说明平面V形对接焊缝一般通过加工保证2.2.2 对焊缝的表面无要求时,则不标注辅助符号。
2.3 补充符号2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号112113 (同上述三面焊缝符号)2.4 尺寸符号2.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号示意图符号标注示例KcSde2.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
2.4.3 塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
焊缝标注
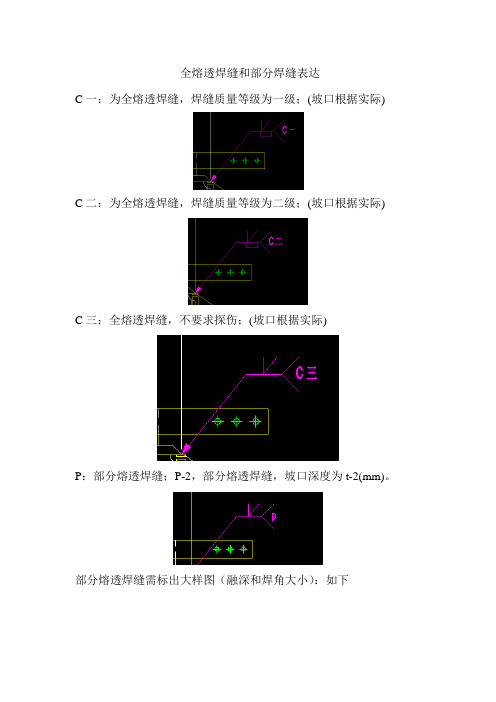
全熔透焊缝和部分焊缝表达
C一:为全熔透焊缝,焊缝质量等级为一级;(坡口根据实际)
C二:为全熔透焊缝,焊缝质量等级为二级;(坡口根据实际)
C三:全熔透焊缝,不要求探伤;(坡口根据实际)
P:部分熔透焊缝;P-2,部分熔透焊缝,坡口深度为t-2(mm)。
部分熔透焊缝需标出大样图(融深和焊角大小):如下
白居寺焊缝表达说明
1 对接焊缝:一级
2 牛腿上下翼缘与钢柱焊缝为全熔透焊缝,焊缝质量等级为二级,
3 钢梁上下翼缘与端板焊缝为全熔透焊缝,焊缝质量等级为二级,
4 吊车梁上翼缘与腹板焊缝为全熔透焊缝,焊缝质量等级为二级,
白居寺图框:跟项目部联系
焊缝比重:跟项目部联系。
01-02焊缝符号标注

(2)辅助符号
辅助符号是表示焊缝表面形状特征的符号, 辅助符号有3个。 不需要确切地说明焊缝的表面形状时可以不加注辅助符号。 辅助符号配置在基本符号固定位置。
山东建筑大学 机电工程学院
(2)辅助符号
山东建筑大学 机电工程学院
(3)补充符号
补充符号是为了补充说明焊缝某些特 征的符号,共5个。
2、焊缝尺寸符号
• 其中坡口角度α是两坡口面之间夹角,坡口 面角度β是待加工坡口的端面与坡口面之间 的夹角。
• 在有些情况下α与β相同。
山东建筑大学 机电工程学院
3、指引线
指引线一般由带箭头的指引线(简称箭头线) 和两条 基准线 (一条为实线,另一条为虚线)和尾部组成。
山东建筑大学 机电工程学院
贯彻这两项标准不仅表现在图样标注内容应满足 设计要求,而且更应兼顾与相关焊接标准的配套 使用。
山东建筑大学 机电工程学院
GB/T 324和GB/T 12212的贯标特点
焊缝符号标注内容丰富,它不仅有设计要求,而 且也包含了工艺要求。如焊件下料、坡口制备、 焊接件端面间隙、焊接方法、焊缝外形、检验及 试验等工艺信息。
(4)局部放大图
• 必要时可绘制焊缝的局部放大图并 标注有关尺寸。
山东建筑大学 机电工程学院山东建Fra bibliotek大学 机电工程学院
(5)补充说明
• 当仅用图示法尚不能完全传递焊缝 参数时,必须辅以焊缝符号标注法, 补充注出图示法未能传递的信息。
山东建筑大学 机电工程学院
二、焊缝符号标注法
焊缝符号:在图纸上标注出焊缝形式、焊缝 尺寸和焊接方法的技术内容的符号。
1)箭头线
箭头线可由接头的焊缝侧引出,也可由接头的非焊 缝侧引出。
1-焊缝标注方法
焊接基础知识培训
基准线包括实线基准线和虚线基准线。虚线基 准线可画在实线基准线的上方或下方。 焊缝符号标注在实线基准线上表示焊缝在箭头 侧,焊缝符号标注在虚线基准线上表示焊缝在非箭 头侧。
焊接基础知识培训
标注对称焊缝或者双面焊缝时,虚线可以省 略不画。
焊接基础知识培训
5、焊缝尺寸符号
焊缝尺寸符号共有16个。
焊缝符号标注在实线基准线上表示焊缝在箭头侧焊缝符号标注在虚线基准线上表示焊缝在非箭焊接基础知识培训标注对称焊缝或者双面焊缝时虚线可以省焊接基础知识培训5焊缝尺寸符号焊缝尺寸符号共有16个
焊缝符号及标注方法
焊接基础知识培训
焊缝符号
焊缝符号一般由基本符号和指引线组成,传 达了焊缝的基本信息,属于必须标注的内容。此 外,在必要时还应加上辅助符号、补充符号、焊 缝尺寸符号等。
焊接基础知识培训
1、基本符号
焊缝基本符号是表示焊缝横断面形状的符号, 共有13个。
焊接基础知识培训
焊接基础知识培训
焊接基础知识培训
2、辅助符号
辅助符号是表示焊缝表面形状特征的符号。 辅助符号有3个。
焊接基础知识培训
不需要确切说明焊缝的表面形状时可以不标 注辅助符号。辅助符号的应用举例如下:
焊缝尺寸标注示例:
焊接基础知识培训
断续焊缝标注示例:
焊接基础知识培训
焊缝尺寸省略的含义 基本符号右侧无任何标注且无其它说明时,表 示要求焊缝沿整个长度连续焊好。如左图表示角焊 缝在全长度上连续焊好,焊角尺寸4mm。 基本符号左侧无任何标注且无其它说明时,表 示对接焊缝要完全焊透。如右图表示V形坡口对接 焊缝在全长度上连续对焊,在全厚度上焊透焊好。
焊接基础知识培训
3、补充符号
焊缝符号表示法
GB/T 324-2008
2、尺寸符号
符号 名称 示意图
a
a
β
坡口角度
β
坡口面角度
p
钝边
GB/T 324-2008
符号
名称
示意图
H K
H
坡口深度
K
焊脚尺寸
d
d
塞焊:直径
n
焊缝段数
n=2
GB/T 324-2008
符号
名称
示意图
l
l
焊缝长度
e
焊缝间距
e
N
相同焊缝数量
N=3
GB/T 324-2008
接头A
接头A的箭头侧 箭头线
GB/T 324-2008
4、基本符号与基准线的相对位置 • 基本符号在实线侧时,表示焊缝在箭头侧。
焊缝在箭头侧
焊缝在箭头侧
GB/T 324-2008
• 基本符号在虚线侧时,表示焊缝在非箭头侧。
焊缝在非箭头 侧
焊缝在非箭头 侧
GB/T 324-2008
• 对称焊缝允许省略虚线。
GB/T 324-2008
9、封底焊缝
符号
示意图
GB/T 324-2008
10、塞焊缝或槽焊缝
符号
示意图
GB/T 324-2008
11、点焊缝
符号
示意图
GB/T 324-2008
12、平面连接(钎焊)
符号
示意图
GB/T 324-2008
13、缝焊缝
符号
示意图
GB/T 324-2008
二、基本符号的 组合
3、标注规则
• 横向尺寸标注在基本符号的左侧; • 纵向尺寸标注在基本符号的右侧; • 坡口角度、坡口面角度、根部间隙标注在基本符号的的上侧 或下侧; • 相同焊缝数量标注在尾部; • 当尺寸较多不易分辨时,可在尺寸数据前标注相应的尺寸符 号; • 当箭头线方向改变时,上述规则不变。
焊缝标注方法及含义
焊缝标注方法及含义
焊缝标注是指对焊缝进行标识和标注的方法,用于表达焊缝的位置、类型和质量要求等信息。
焊缝标注方法主要有以下几种:
1. 简化法:用一条单直线标注焊缝的位置和长度,一般用于只有一条焊缝的情况。
2. 详细法:用多段直线或曲线标注焊缝的位置、长度和形状。
常见的标注方式有“W”形、“V”形、波浪形等,根据不同的形
状来标示焊缝。
3. 笔标法:在焊接图纸上直接用铅笔或细笔标注焊缝。
常用于简单的焊接结构,直观明了。
4. 弧线标注法:用弧线标注焊缝的位置和形状,弧线的不同部位用于表示不同的焊缝类型和质量要求。
焊缝标注的含义主要有以下几个方面:
1. 直角中间画上一线:表示按双边对接焊接。
2. 横穿线:表示按横边对接。
3. 上下画线:表示按角边对接。
4. 三角形:表示按边边对接。
5. “T”形、圆形、封闭图形等:表示不同的焊接类型和特殊要
求。
通过以上标注方法和含义,可以清晰地表达出焊缝的位置、类型以及质量要求,为焊接工艺的实施提供了有效的指导。
焊接标注方法全版.ppt
演示课件
演示课件
演示课件
二、焊缝的基本形式 焊缝:焊件经焊接后所形成的结合部分。 分类: 1、按空间位置可分为:平焊缝、横焊缝、立焊缝、仰
焊缝; 2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝; 3、按焊缝断续情况可分为:连续焊缝、断续焊缝; 4、按承载方式可分为:工作焊缝、联系焊缝。
演示课件
对接接头的几种形式
演示课件
2、T形接头 将相互垂直的被连接件用角焊缝连接起来的接
头称为T形(十字)接头。T形(十字)接头能承受各种方 向的力和力矩。T形接头是各种箱型结构中最常见的 接头形式,在压力容器制造中,插入式管子与筒体的 连接、人孔加强圈与筒体的连接等也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接 头在外力作用下力线扭曲很大,造成应力分布极不均 匀、且比较复杂,在角焊缝根部和趾部都有很大的应 力集中。保证焊透是降低T形接头应力集中的重要措 施之一。
在搭接接头中,根据搭接角焊缝受力方向的不同, 可以将搭接角焊缝分为正面角焊缝、侧面角焊缝和斜 向角焊缝。
搭演示接课接件头
搭接接头除两钢板叠在端面或侧面焊接外,还 有开槽焊和塞焊(圆孔和长孔)等。
开槽焊搭接接头的构造如图所示。先将被连接 件冲切成槽,然后用焊缝金属填满该槽,槽焊焊缝断 面为矩形,其宽为被连接件厚度的两倍,开槽长度应 比搭接长度稍短一些。
第一章 焊接基础பைடு நூலகம்识
演示课件
第一节 焊接接头与焊缝
演示课件
电弧焊接头包括4部分: 焊缝、熔合区、热影响区、焊缝附近的母材。
熔化焊焊接接头的组成
a)对接接头
b)搭接接头
1-焊缝金属 2-熔和线 3-热影响区 4-母材
焊接符号及标注方法
当焊缝中存在工艺缺陷,焊缝外形不合理或接头形式不 合理时,将加剧应力集中程度,影响接头强度,特别是 疲劳强度。
一、焊接接头及焊缝
(3)由于焊接的不均匀加热,引起焊接残余应力及变形 焊接是局部加热的过程,电弧焊时,焊缝处最高温度
与T形接头类似,单面焊的角接接头承受反向弯 矩的能力极低,除了钢板很薄或不重要的结构外,一 般都应开坡口两面焊,否则不能保证质量。
角接接头
一、焊接接头及焊缝
选择接头形式时,主要根据产品的结构,并综 合考虑受力条ቤተ መጻሕፍቲ ባይዱ、加工成本等因素。
例如: 对接接头具有受力均匀、节省金属等优点,故应 用最多。但是,对接接头对下料尺寸和组装的要求 比较严格。 T形接头焊缝大多数情况下只承受较小的切应力或 仅作为联系焊缝。 搭接接头对装配要求不高,也易于装配,但接头 承载能力低,一般用在不重要的结构中。
可达材料沸点,而离开焊缝处温度急剧下降,直至室温。 这种不均匀温度场将在焊件中产生残余应力及变形。 (4)焊接接头具有较大的刚性
通过焊接,焊缝与构件组成整体,所以与铆接或胀接 相比,焊接接头具有较大的刚性。
一、焊接接头及焊缝
(一)接头的基本形式
焊接接头(简称接头):用焊接方法连接的接头。
常用的焊接接头: 对接接头、T形接头、十字接头、搭接接头、角接接
一、焊接接头及焊缝
一、焊接接头及焊缝
一、焊接接头及焊缝
(二)焊缝的基本形式
焊缝:焊件经焊接后所形成的结合部分。 分类: 1、按空间位置可分为:平焊缝、横焊缝、立焊缝、仰焊缝; 2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝; 3、按焊缝断续情况可分为:连续焊缝、断续焊缝; 4、按承载方式可分为:工作焊缝、联系焊缝。
1类焊缝的标准
1类焊缝的标准
1、焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
2、表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
3、咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
注:t 为连接处较薄的板厚。
一级焊缝标注符号
1、焊缝标注方法图样上焊缝有两种表示方法,即符号法和图示法。
焊缝标注以符号标注法为主,在必要时允许辅以图示法。
比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
1 焊缝的符号及标注

序号
4
名称
现场符号
示意图
符号
说明
表示在现场或工地 上进行焊接 可以参照GB 5185标注 焊接工艺方法等内容
5
尾部符号
焊接技术
(四)焊缝尺寸符号
焊缝尺寸符号是表示坡口和焊缝各特征尺寸的符号。国家标准GB/T 324—
1988中规定了16个尺寸符号,见表5。
表5 焊缝尺寸符号
符号 δ b
表2 焊接接头及焊缝的基本形式
接头形式
序号 1
焊接接头示意图
焊接形式举例
坡口名称 卷边坡口
焊缝符号
符号 2 对接 3
示意图
I形坡口
4
I型带垫板坡口
焊接技术
(一)基本符号
表2 焊接接头及焊缝的基本形式
接头形式
序号
焊接接头示意图
焊接形式举例
坡口名称
V型
双V型
焊缝符号
符号
示意图
对接
5 符号 示意图
带钝边U型 带钝边I型 带钝边双U型坡口
01
中国的焊缝符号和焊接 方法代号
02
焊接技术
相关知识 相关知识
一
常用焊接方法代号
焊缝符号 焊接接头在图紙上的表示方法
焊接技术
二 三
一、常用焊接方法代号
为简化焊接方法的标注和说明,
可采用数字表示的金属焊接及钎焊等 各种焊接方法的代号表示。
焊接技术
一、常用焊接方法代号
表1 常用焊接方法代号(GB/T 5158-1999)
aβ b
n×l(e)
n×l(e)
N
及焊接方法代号
焊接技术
(二)焊缝符号的标注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、辅助符号
辅助符号是表示焊缝表面形状特征的符号。 辅助符号有3个。
焊接基础知识培训
不需要确切说明焊缝的表面形状时可以不标 注辅助符号。辅助符号的应用举例如下:
焊接基础知识培训
3、补充符号
补充符号是为了补充说明焊缝的某些特征而 采用的符号,共有5个。
焊接基础知识培训
补充符号的应用举例如下:
焊缝尺寸标注示例:
焊接基础知识培训
断续焊缝标注示例:
焊接基础知识培训
焊缝尺寸省略的含义 基本符号右侧无任何标注且无其它说明时,表 示要求焊缝沿整个长度连续焊好。如左图表示角焊 缝在全长度上连续焊好,焊角尺寸4mm。 基本符号左侧无任何标注且无其它说明时,表 示对接焊缝要完全焊透。如右图表示V形坡口对接 焊缝在全长度上连续对焊,在全厚度上焊透焊好。
焊缝符号及标注方法
焊接基础知识培训
焊缝符号
焊缝符号一般由基本符号和指引线组成,传 达了焊缝的基本信息,属于必须标注的内容。此 外,在必要时还应加上辅助符号、补充符号、焊 缝尺寸符号等。
焊接基础知识培训
1、基本符号
焊缝基本符号是表示焊缝横断面形状的符号, 共有13个。
焊接基础知识培训
焊接基础知识培训
焊接基础知识培训
基准线包括实线基准线和虚线基准线。虚线基 准线可画在实线基准线的上方或下方。 焊缝符号标注在实线基准线上表示焊缝在箭头 侧,焊缝符号标注在虚线基准线上表示焊缝在非箭 头侧。
焊接基础知识培训
标注对称焊缝或者双面焊缝时,虚线可以省 略不画。
焊接基础知识培训
5、焊缝尺寸符号
焊缝尺寸符号共有16个。
3、传动轴管与接头叉 焊缝符号的含义: ①环绕轴管周围焊接 的连续焊缝; ②带钝边单边V型坡口, 钝边尺寸1mm; ③坡口面角度45度; ④要求焊缝焊透,并 且表面凸起。
焊接基础知识培训
焊接基础知识培训
1、焊缝符号的含义: ①连续角焊缝,焊 角尺寸3mm; ②三面焊接,其中 箭头对侧不焊接; ③相同焊缝共有六 处。
焊接基础知识培训
2、此焊缝符号的含义: ①Ⅰ型对接焊缝; ②要求焊缝焊透; ③焊后表面打磨平整; ④ 4段10mm长焊缝,焊 缝间距50mm; ⑤相同焊缝有两处。
焊接基础知识培训
焊接基础知识培训
4、指引线及标注基准
指引线由箭头线和两条基准线(一条实线、 一条虚线)组成。
焊接基础知识培训
箭头线指向接头焊缝的位置,可由接头的焊缝侧 引出,也可由接头的非焊缝侧引出。箭头线可由基准 线的左端引出,也可由基准线的右端引出。 箭头线相对焊缝坡口的位置一般没有特殊的要求, 但对一侧接头是直坡口而另一侧接头是斜坡口的单边 焊缝,箭头线应指向带有坡口一侧的工件。 当标注位置受到限制时,箭头线允许弯折一次。
焊接基础知识培训
焊接基础知识培训
焊缝尺寸符号及数据的标注位置见下图:
焊缝横截面上的尺寸标在基本符号的左侧。 焊缝长度尺寸标在基本符号的右侧。 坡口角度、坡口面角度、根部间隙等尺寸标 在基本符号的上侧或下侧。 相同焊缝数量符号标在尾部。 需要标注的尺寸数据较多时,可在数据前增 加相应的尺寸符号。
焊接基础知识培训