自由曲面加工中进给速度的动态优化方法研究
自由曲面实时插补技术及其改进研究
ቤተ መጻሕፍቲ ባይዱ
訇 似
自由曲面实时插补技术及其改进研究
St udy on am elor ton ofr i a i ealtm e i t pol t on t -i n er a i echni que fsur ac o f es
刘建 元
LU Ja - u n I in y a
1 传统 离线编程方 法及 其不足
传 统 数 控 插 补 算 法 主 要 包 括 直 线 、 圆弧 、抛
物 线 等 算 法 ,某 些数 控 系统 还 具 有 螺 旋 线 插 补 功 能 ,这 可 以 满 足 大 多数 零 件 的加 工 。但 随 着 复 杂
曲线 曲面造 型理 论 的发 展 和 应 用 ,汽 车 、航 空航
需要 加 减 速 ,通 常 情 况 下 , 难 以达 到 编 程 进 给速
度 ,导 致加 工时 间延 长 ,生产效 率低 下 。
4 )高 速 加 工 时 , 由 于 C NC内 存 有 限 ,零 件 程 序 不 能 一 次 读 入 ,高 速 加 工 时 普 通 外设 ( 带 纸 机 、磁盘 和普 通DNC)无 法 工 作 ,需 要 高速 DNC 为之 服 务 ,或将程 序分 块 后再进 行加工 。
过 程 中 ,破 坏 了一 阶 、二 阶 导 数连 续 性 ,在 直 线 段之 间走 刀 需要 频 繁 的 加 减 速 , 易于 造 成 速 度 波 动 ,进 而 影 响零 件 加 工 后 的 表 面质 量 。离 线 刀 具
路 径规 划 和 实时 直 线 段 插 补 双 重逼 近 误 差 ,降 低
研 究 自由 曲面 的实 时插补 算法 ,改变传 统数 控 系统 加工 复 杂曲面 零件 的离散编 程 方法 ,提 高 零件 的加工 质量 ,缩 短加 工时 间 ,提高 C NC系统 对 曲面
自由曲面光学元件气囊抛光进动运动控制方法验证

50
2021年第7期
抛光点局部法线夹角呈进动角。对于其约束条件为气 囊自转轴在抛光点空间坐标系Oxy平面的投影分别与 光轴正方向、y轴正方向、%轴负方向以及y轴负方向 重合,即方位角3分别设为0。、90。、180。和270。。利用 此约束条件计算每个抛光点所对应的血和给,从而实 现自由曲面光学元件四步式进动抛光加工。
Keywords: airbag polishing robot ; free-form optical element ; precession movement ; experimental verification
自由曲面光学元件具备优越的光学性能,能够消 除光在传播过程中产生的球差、场曲、像散、慧差等不 利影响,获得矫正像差、改善像质、扩大视场、增大作用 距离和简化系统结构的优良效果:1-4]o因此,自由曲 面光学元件已经广泛应用于国防军事、航空航天、造 船、汽车和模具工业等诸多领域。
随着光学元件应用的不断扩展,要求其逐渐向表 面特征方程复杂化、大口径、超高精度方向发展,具体 来讲,特征方程中增加高次曲率,口径大于400 mmx 400 mm,面形精度PT值不大于3 Rm,表面粗糙度不 大于1 nm,且光学元件本身属于硬脆性材料,这就对 其加工过程提出了挑战。目前,对自由曲面光学元件 的加工普遍采用粗磨、精磨、抛光的工艺体系,在 抛光工艺阶段,气囊抛光技术是近年来新兴的抛光技
摘 要:自由曲面光学元件因其优越的光学性能得到越来越广泛的应用,当前已提出一些自由曲面光学元件
气囊抛光进动运动控制方法。针对这些进动运动控制方法进行实验加工验证,首先介绍了较为主流
基于五轴联动机器人的自由曲面加工技术研究

基于五轴联动机器人的自由曲面加工技术研究自由曲面加工技术是现代制造业中的重要一环,可以应用于航空、汽车、船舶等各个领域。
而基于五轴联动机器人的自由曲面加工技术则是目前最先进和广泛应用的加工方法之一。
本文将针对这一任务名称进行详细阐述。
首先,了解五轴联动机器人的概念。
五轴联动机器人是指具有五个旋转轴的机器人,通常由一个固定基座和一个手臂组成。
这五个旋转轴使得机器人能够在三维空间中执行复杂的运动和加工任务。
在自由曲面加工技术中,五轴联动机器人的优势主要体现在以下几个方面:1. 多轴灵活控制:五轴联动机器人可以通过控制各个旋转轴的运动,实现机器人末端工具在三维空间内的任意位置和姿态变化。
这种灵活性使得机器人能够适应各种复杂的曲面形状,并进行精确的加工。
2. 良好的稳定性:五轴联动机器人采用多个轴的结构,相比于三轴或四轴机器人具有更好的稳定性。
在曲面加工过程中,机器人需要保持稳定的加工力和切削速度,以确保加工效果和质量。
五轴联动机器人能够更好地满足这一要求。
3. 高效的加工能力:五轴联动机器人能够同时进行多个合理的轴运动,从而在较短的时间内完成复杂曲面的加工。
这种高效性使得生产效率得到提高,并能够满足大批量生产的需求。
4. 精度控制:五轴联动机器人可以通过自动化的控制系统实现高精度的运动和加工过程。
控制系统能够精确控制每个旋转轴的运动范围和速度,以及机器人末端工具的位置和姿态。
这使得机器人能够在不损失加工质量的前提下,提高加工精度。
在基于五轴联动机器人的自由曲面加工技术研究中,需要考虑以下几个关键问题:1. 曲面建模与加工路径规划:为了实现对复杂曲面的加工,首先需要对曲面进行建模。
这可以通过CAD软件等工具来完成。
然后,根据建模结果,需要进行加工路径规划,确定机器人在加工过程中的运动轨迹。
这需要考虑加工工具的尺寸、刀具路径优化等因素。
2. 刀具选择与切削参数优化:根据加工要求和曲面特点,需要选择合适的刀具。
曲面加工中的数控编程优化技术研究

曲面加工中的数控编程优化技术研究第一章:引言数控编程优化技术是现代制造业中不可或缺的一部分,它对于提高生产效率、降低成本、节约资源等方面都有着非常重要的作用。
曲面加工作为数控加工领域中的一项关键技术,其加工精度、质量直接影响到工件的最终品质。
因此,如何通过优化数控编程技术来提高曲面加工的效率和质量,成为许多制造企业关注的焦点。
本文将探讨曲面加工中的数控编程优化技术,分别从编程规范、刀具路径优化、加工节拍优化等方面来深入分析,为读者提供有益的引导和指导。
第二章:编程规范编程规范是数控编程的基础,合理规范的程序编写可以保证程序的可靠性、稳定性和可维护性。
对于曲面加工而言,编程规范的合理性直接关系到刀具在加工过程中的路径选择、加工速度、跳跃间距等多方面问题。
编程规范应遵循以下几点:1. 确定好加工坐标系,统一坐标单位,保证编程的准确性。
2. 精简刀具半径,降低加工复杂度,提高加工精度。
3. 利用 G41/G42 半径补偿指令,保证刀具半径和程序轮廓相符,防止误差产生。
4. 合理选择插补方式,掌握各种插补方法的优缺点。
5. 保证加工路径连续性,避免快速移动和跳跃带来的误差。
6. 统一格式,便于程序的维护、查看与修改。
以上规范在编写曲面加工数控程序时都应时刻保持在心中,从而最大限度地减少误差和机床加工时间,并提高加工效率。
第三章:刀具路径优化在曲面加工过程中,刀具路径的优化是提高加工效率和减少加工时间的关键。
正确的刀具路径可以使工件表面的加工轮廓更加平滑、过渡更自然,同时能够避免撞机和误差等问题。
对于刀具路径优化,可以采取以下措施:1. 合理定义曲面加工区域,降低刀具路径波动,提高定位精度和加工速度。
2. 利用合理的平面分层方法,使刀具在加工时能够向有效区域进攻,提高加工效率。
3. 根据曲面表面的几何特征,合理选择刀具进刀、退刀路径,减少撞机风险和碰撞损伤。
4. 合理设置加工参数,如加工速度、进给速度、进给量等,使加工过程更加稳定、平滑。
多坐标曲面加工中进给速度的优化控制
多坐标曲面加工中进给速度的优化控制自动化学报990204自动化学报AGTA AUTOMATICA SINICA1999年第25卷第2期 Vol.25 No.2 1999多坐标曲面加工中进给速度的优化控制1)周艳红周济周云飞摘要介绍了基于曲面CNC(Computer Numerical Control)直接插补方式的多坐标曲面加工中进给速度的控制原理.综合考虑刀具相对零件表面切削进给速度的恒定,曲面形状引起的各运动轴速度及其变化率不超过伺服驱动能力,以及机床在启动、停止和速度变化时的平滑加减速运动控制等因素,实现了进给速度的合理确定与控制,可有效提高曲面加工质量和加工效率.关键词CNC,曲面加工,进给速度,多坐标.OPTIMAL FEEDRATE CONTROL FOR MULTI-AXIS CNCMACHINING OF FREE FORM SURFACESZHOU Yanhong ZHOU Ji ZHOU Yunfei(Huazhong Univ.of Science and Technology,Wuhan 430074) Abstract The principle of feedrate control for multi-axis CNC machining of free-form surfaces is presented.The effective feedrate determination and control are implemented by synthesizing the following factors:a.constant feedrate of cutting point of cutter relative to part surface; b.the velocity and its changing rate of each movement axis not beyond the actuator limitation;c.smooth transition when the feedrate needs to change and during the period of machine start or stop.As a result,the machining quality and efficiency are improved effectively.Key words CNC, surface machining, feedrate, multi-axis.1 引言进给速度的大小不仅决定了加工效率,而且对表面质量有着重要的影响,同时,进给速度的剧烈变化还将严重影响刀具寿命.因此,应尽可能保持高速且稳定的恒表面进给速度(即刀具切削部位相对加工表面的进给速度).但另一方面,由于曲面形状复杂,恒表面的进给速度必将导致机床各坐标轴运动速度的不断变化,若由此引起的坐标轴运动速度过高或速度变化过大时,将产生较大的几何轨迹误差.此外,由于机械运动部件存在惯性,在机床的启动、停止和速度变化时都必须以平滑的速度过渡,防止产生运动冲击而影响加工精度、机床和刀具的寿命.因此,进给速度又必须根据曲面形状和机床动力特性对指令速度给予必要的修调,并在速度需要变化时采取合适的速度曲线实现平滑过渡. 然而,目前基于离线编程的曲面加工在进给速度控制方面尚存在一些不足:1)编程方面,进给速度一般按刀具在偏置曲面上匀速进给来确定,刀具相对于加工表面的实际合成切削速度并不恒定,且很少考虑根据曲面形状和实际机床力学特性来确定合适的进file:///E|/qk/zdhxb/zdhx99/zdhx9902/990204.htm(第1/11 页)2010-3-23 14:23:22。
《面向自由曲面数控加工的适应性实时仿真关键技术研究》
《面向自由曲面数控加工的适应性实时仿真关键技术研究》一、引言随着科技的发展和制造业的转型升级,数控加工技术在复杂曲面的制造领域得到了广泛应用。
为了提升制造精度、优化加工效率并满足不断增长的客户需求,对于自由曲面数控加工技术的深入研究和改进变得至关重要。
适应性实时仿真技术作为数控加工中的关键技术之一,对于提高加工过程的稳定性和加工质量具有重要影响。
本文将重点研究面向自由曲面数控加工的适应性实时仿真关键技术,旨在为相关领域的研究提供参考。
二、自由曲面数控加工的现状与挑战自由曲面在制造业中广泛存在,如汽车、航空、船舶等领域的零部件制造。
由于自由曲面的复杂性,传统的数控加工方法往往难以满足高精度、高效率的加工要求。
因此,如何实现自由曲面的高效、高精度数控加工成为制造业面临的重要挑战。
此外,随着智能制造的快速发展,对数控加工技术的智能化、自动化和适应性提出了更高的要求。
三、适应性实时仿真技术的概述适应性实时仿真技术是一种在数控加工过程中实时模拟加工过程的技术。
通过实时仿真,可以预测和评估加工过程中的各种因素,如刀具路径、切削力、温度等,从而优化加工参数,提高加工质量和效率。
在面对自由曲面的数控加工时,适应性实时仿真技术能够更好地适应复杂曲面的加工需求,实现高精度的加工。
四、适应性实时仿真的关键技术研究(一)曲面建模与数据预处理技术曲面建模是适应性实时仿真的基础。
针对自由曲面的复杂性,需要采用高精度的曲面建模方法,如NURBS曲面建模等。
同时,为了减少仿真过程中的计算量,需要对原始数据进行预处理,如数据降维、数据压缩等。
(二)切削力与温度场仿真技术切削力与温度场是影响加工质量和效率的重要因素。
通过建立切削力与温度场的数学模型,可以实时模拟加工过程中的切削力和温度变化,从而优化切削参数,提高加工质量。
(三)智能优化算法智能优化算法是实现适应性实时仿真的关键技术之一。
通过采用遗传算法、神经网络等智能算法,可以实现对加工参数的智能优化,提高加工效率和精度。
曲线加工进给速度优化指令
曲线加工进给速度优化指令刀具切削轨迹的运行速度(进给速度)对加工质量、加工效率和刀具寿命有很大影响。
本期就和大家聊聊进给速度控制这一话题。
1. 曲线加工的进给偏差决定加工进给率大小的基本因素是刀具每齿切削的铁屑厚度h。
它应当与刀具能力、工件材料、加工工况相匹配。
当刀具和走刀路径不变,这个基本因素h可通过系数转化为每齿进给量fz。
如果在曲线加工时刀具轨迹执行直线加工的进给率Vf=fz×z×n(其中Z为刀具有效齿数、n为主轴转速),刀具周边实际切削铁屑厚度并不等于上述设计值,可能导致故障和加工质量不良。
为保证刀具周边刃口实际切削的铁屑厚度合理,需要对轨迹进给进行优化调整。
下面以型腔(内圆弧)加工为例进行说明。
2. 进给优化计算和调整通过下面的公式将加工进给进行优化,得到轨迹编程进给Vf。
3. 曲线进给优化指令根据上述原理,西门子数控系统提供以下指令,自动控制进给优化策略:3.1 刀具中心恒定进给指令:CFTCP 刀具中心恒定进给,不进行曲线进给优化;3.2 刀沿恒定进给指令:CFC 刀沿恒定进给优化,内圆弧降低刀具中心轨迹进给,外圆弧增大刀具中心轨迹进给。
系统复位默认方式,可使用下面参数更改复位后默认方式(下图);3.3 仅内圆弧刀沿恒定进给指令:CFIN 仅内圆弧刀沿进给恒定优化,内圆弧轨迹进给降低,外圆弧轨迹进给不变,以控制加工质量。
4. 进给优化应用举例例如SINUMERIK Operate型腔铣削粗加工循环中默认采用的是不带半径补偿的CFTCP模式。
而对于圆形腔的侧壁精加工默认使用优化的CFC模式。
对于外圆弧(如凸台加工),进给优化原理和计算方法是类似的。
例如,使用指令CFC加工的凸台,为了保证周边刀沿切削进给合理,刀具中心轨迹的实际进给速度将按比例增大。
下面以直线接圆弧轨迹为例,说明上述进给优化策略。
(刀具直径=20mm)可以看出,优化后在加工界面显示的仍然是程序中编写的名义进给率F和倍率旋钮控制的进给倍率,实际插补轨迹运行速度的变化可以通过系统变量的监控看出来。
自由曲面数控粗加工的一种新方法

自由曲面数控粗加工的一种新方法
自由曲面数控粗加工技术是一种新的机械加工方法,它能够有效地满足复杂空间曲面部件的加工要求。
该技术包括传统的雕刻机、多功能数控机床和自由形状的切削加工机床,以及专门的控制系统和软件系统,具有准确性高、加工速度快、精密度高等优点。
自由曲面数控粗加工技术不同于传统的机床加工技术,它可以在复杂曲面部件上实现快速而可靠的加工效果。
首先,将需要加工的曲面断面图绘制成3D模型,然后在该模型的基础上建立数控加工的工艺刀路。
通过采用改进的特征编程技术,可以实现对复杂曲面部件的快速粗加工,并将曲面部件的精加工内容最小化,大大提高了它们的加工效率。
此外,自由曲面数控粗加工技术还具有可操作性高等优点。
为了加工部件,用户只需要使用相应的控制系统和软件系统,并根据模型制定工艺路线,就能轻松地实现对复杂曲面部件的粗加工操作。
由于人工操作的限制被明显减少,因此,除了可以显著提高加工效率外,操作安全性也有了很大的提高。
总而言之,自由曲面数控粗加工技术可以大大提升曲面部件的加工效率和质量,是当今机械加工技术中的一项重要进步。
它对于实现更加准确、经济、安全、可靠的曲面加工意义重大,具有重要的现实意义。
自由曲面加工理论与应用(第02讲--自由曲面加工基础)

一、自由曲面加工概述
一、自由曲面加工概述
SSM系统组成
对应加工阶段,SSM系统包括以下模块:
• Roughing • Finishing • Clean-up
一、自由曲面加工概述
SSM-software的功能要求
两种功能要求:
• 生产率要求(productivity requirements) • 兼容性要求(compatibility requirements)
一、自由曲面加工概述
数控技术 数控编程:APT 数控系统 – 德国SIEMENS公司的840D – 日本Fanuc公司的16i/18i/21i/30i系列 – 美国DELTA TAU公司的PMAC – 德国Heidenhain公司的iTNC 530 – 法国NUM公司的1050 – 西班牙FAGOR 公司的CNC 8070 – 日本三菱公司的EZMotion-NC E60等
一、自由曲面加工概述
技术信息处理 (technological information processing)
• 技术信息处理与切削条件、刀具选择和加工选项有关, 一旦在几何信息处理阶段确定了刀具路径走刀模式,那 么加工效率就只受主轴转速和进给速度的影响。这些飞 机和因素包括: – 加工误差 – 加工曲面质量,如粗糙度等 – 工件的材料特性,如硬度、强度、韧性等 – 刀具的材料、种类、形状等 – 机床特性 – 铣 削 方 式 的 选 择 : down-milling/up-milling 、 reversecuttin/plunge-cutting等 需解决的问题:影响因素多而复杂,如何建立实用的工艺数据库
一、自由曲面加工概述
自由曲面造型技术
包括: • 1)曲线、曲面和实体的数学描述 • 2)曲面建模方法 • 3)曲面逆向工程
三坐标自由曲面精加工中的步进优化方法
三坐标自由曲面精加工中的步进优化方法
李莎;李峰
【期刊名称】《湖南农机:学术版》
【年(卷),期】2009(000)002
【摘要】由于自由曲面的几何复杂性,所以自由曲面相对来说较难加工。
工作主要集中在对于精加工操作的刀位轨迹的步距进行优化。
给定任意的自由曲面,并且生成了加工的G&M机器代码,在三坐标数控机床上利用球头铣刀进行曲面加工。
在偏置曲面上产生刀具路径规划。
考虑到曲面的强度和单一性因素,所以生成等间隔平面往复式刀具路径。
所产生的刀具路径要符合在给定的曲面上所规定的误差。
输入的是.prt格式的曲面实体模型,输出的是包含加工代码的.txt文件。
最后将给出实例用来证明本算法的有效性。
【总页数】0页(P35-39)
【作者】李莎;李峰
【作者单位】陕西交通职业技术学院汽车系,陕西西安710021
【正文语种】中文
【中图分类】TH161
【相关文献】
1.三坐标测量机在自由曲面模具测量中的应用 [J], 李倩兮
2.三坐标测量机在自由曲面模具测量中的应用 [J], 李倩兮;
3.三坐标自由曲面精加工中的步进优化方法 [J], 李莎; 李峰
4.插补方式对自由曲面精加工质量的影响 [J], 霍亚光;高扬;宋绪丁;尚成厂
5.三坐标测量机在复杂自由曲面检测中的应用 [J], 李大鹏
因版权原因,仅展示原文概要,查看原文内容请购买。
自由曲面加工刀具路径轨迹规划算法研究

自由曲面加工刀具路径轨迹规划算法研究一、本文概述随着现代制造业的快速发展,复杂曲面零件的加工需求日益增加,而自由曲面加工刀具路径轨迹规划作为决定加工质量和效率的关键因素,已成为研究的热点。
本文旨在探讨自由曲面加工刀具路径轨迹规划的相关算法,以期为提高加工精度和效率提供理论支持和实践指导。
本文将首先综述自由曲面加工刀具路径轨迹规划的研究背景和意义,分析当前国内外在该领域的研究现状和发展趋势。
在此基础上,深入探讨自由曲面加工的特点和难点,以及刀具路径轨迹规划的基本原则和要求。
随后,本文将重点研究自由曲面加工刀具路径轨迹规划的关键算法,包括曲面造型算法、刀具轨迹生成算法、轨迹优化算法等,并对这些算法进行详细的理论分析和实验验证。
通过本文的研究,旨在提出一种高效、稳定的自由曲面加工刀具路径轨迹规划算法,为复杂曲面零件的加工提供一种新的解决方案。
本文的研究成果也将为相关领域的研究人员提供有益的参考和借鉴,推动自由曲面加工技术的进一步发展。
二、自由曲面加工理论基础自由曲面加工,作为一种高度灵活的加工方式,在现代制造业中占据了重要的地位。
自由曲面,区别于传统的规则几何面,具有非常复杂和不规则的几何形状。
这类曲面的加工需要依赖先进的数控加工技术和精确的刀具路径轨迹规划算法。
自由曲面加工的理论基础主要包括数学几何理论、数控加工技术、刀具运动学以及切削力学等。
数学几何理论为自由曲面的描述和建模提供了基础,如参数化曲面、NURBS曲面等数学模型,能够精确地描述自由曲面的形状。
数控加工技术则负责将数学模型转化为具体的加工指令,通过数控系统控制机床的运动,实现曲面的加工。
在刀具路径轨迹规划方面,关键在于根据曲面的几何特征,选择适当的加工策略,生成无碰撞、平滑且高效的刀具路径。
这涉及到刀具运动学的知识,如刀具的姿态调整、切削速度的设定、刀具与工件的相对运动等。
切削力学则关注在加工过程中,刀具与工件之间的切削力、切削热等物理量的变化,以及这些物理量对加工质量的影响。
自由曲面高性能数控加工刀具路径技术研究

自由曲面高性能数控加工刀具路径技术研究一、本文概述随着现代制造业的快速发展,自由曲面零件在众多领域中得到了广泛应用,如航空航天、汽车制造、模具制造等。
自由曲面零件的加工精度和表面质量直接影响着产品的性能和使用寿命。
研究自由曲面高性能数控加工刀具路径技术,对于提高加工效率、保证加工质量和降低加工成本具有重要意义。
本文旨在探讨自由曲面高性能数控加工刀具路径技术的相关理论和方法,分析刀具路径生成过程中的关键因素,研究优化刀具路径的策略,并通过实验验证所提方法的有效性和可行性。
本文将对自由曲面数控加工刀具路径技术的研究现状进行综述,分析现有技术的优点和不足。
研究自由曲面数控加工中的刀具路径规划方法,包括刀具选择、路径生成和优化等方面。
接着,探讨基于不同优化算法的刀具路径优化技术,以提高加工效率和质量。
通过实验验证所提方法的有效性,并对实验结果进行分析和讨论。
本文的研究不仅有助于推动自由曲面数控加工技术的发展,还可为相关领域提供有益的参考和借鉴。
本文的研究成果对于提高我国制造业的整体水平和竞争力也具有一定的促进作用。
二、自由曲面数控加工技术概述自由曲面,作为一种复杂且不规则的几何形状,在航空、汽车、模具等制造领域具有广泛的应用。
由于其形状复杂,传统的加工方法往往难以满足其精度和效率的要求,自由曲面数控加工技术应运而生。
数控加工技术通过计算机控制机床,实现对工件的精确加工,尤其适用于复杂曲面的加工。
自由曲面数控加工技术主要包括刀具路径规划、数控编程和机床控制三个核心环节。
刀具路径规划是数控加工的关键技术之一,它决定了加工过程中刀具的运动轨迹,直接影响着加工质量和效率。
刀具路径规划需要考虑的因素包括曲面形状、材料特性、加工精度、切削力、切削热等。
在刀具路径规划过程中,常用的算法有等参数线法等残留高度法、基于几何特征的刀具路径规划等。
等参数线法是根据曲面的参数方程,沿着参数线进行刀具路径规划,适用于参数化的自由曲面。
曲面近似理论在进给速度优化研究中的应用
掌
擘
【 摘要】 提出了一种基于曲面近似理论的进给速度动态优化方法, 即根据曲面在空间一点邻近范 !
i 围 内的近 似 结构 类 型 , 对近 似 曲 面在 实 际加 工 中的不 同情 况进 行 研 究 , 总结 出若干 种典 型 的加 工 工
! otndTee - e a d nh mt emcincni ri pmzL hpr soot i i ! bi .hf dr s o t ahd ah i odids t icTe u o pmz ae e a be t e c ng t i e o o pe f i a t
维普资讯
第5期
20 0 8年 5月
文 章 编 号 :0 — 9 7 20 )5 0 3 — 3 1013 9 ( 0 8 0 — 15 0
机 械 设 计 与 制 造
Ma hi r De i n c ne y sg & Ma f c u e nu a t r 一 15一 3
: 件进给速度动态优化的目 的。 i 关键词: 面近似; 曲 自由曲 工况匹配 面; l !
i 【bt c】 h mt d o ot itnofe es r o dbs nt h r os ̄c ! A sat Te e o r pmzi e o s a do t o Ce r h f i ao f d ip p e e e h e yf ua ! a r iao. ml d e n ct gc disoa r ia nsoc i p ccl ah i e p o mtn ae i r t ui ni n fp o mt ua r ta mcin a p x i N y f e t o t p x i n o o Ce n a i ng t
自由曲面数控粗加工的一种新方法

自由曲面数控粗加工的一种新方法
自由曲面数控粗加工是在工艺的应用中一种新的策略,它具有很好的冲压质量、高效率和加工精度。
它实现了复杂曲面件加工的自动化,大大减少了模具的发展周期和生产时间,提高了加工精度,减少了生产成本,也为后续流程的工作提供了前提支持。
自由曲面数控粗加工是采用CNC(Computer Numerical Control)机床来加工复杂曲面件,通过将图形文件转变为刀具轨迹,实现件的自动化加工,准确性更高、更可靠。
传统的曲面数控粗加工方法需要使用特定的夹具,以实现曲面件的限制和稳定,但是在自由曲面数控粗加工方法中,所有的夹具都可以根据曲面件自由设计,夹具定位可以更精确。
此外,自由曲面数控粗加工方法可以减少加工时间,更加灵活。
它采用双轴数控机床,可以实现圆柱曲面加工,也可以使用单轴数控机床实现三轴加工,从而节省加工时间。
此外,自由曲面数控粗加工方法可以提高加工的精度。
使用自动化的数控加工,可以更准确地控制刀具的轨迹,从而提高加工精度。
自由曲面数控粗加工方法是一种新的加工策略,它可以利用不同的设备进行曲面加工,大大减少加工时间,提高加工精度和质量。
它也可以减少生产成本,改善整个加工流程,有效提升加工效率。
自由曲面加工技术的数学模型与算法研究
自由曲面加工技术的数学模型与算法研究随着科技的不断发展,自由曲面加工技术已经成为现代制造业中的一个重要分支。
自由曲面是指没有明确定义的几何平面的曲面,这种曲面的形状和特点很难通过常规加工方法实现。
因此,自由曲面加工技术的研究成为现代制造业中非常重要的一部分之一。
在本文中,我们将研究自由曲面加工技术的数学模型与算法。
一、概述自由曲面加工是一种先进的数控加工技术。
这种技术能够制造出各种形状繁复的曲面,其应用范围广泛,如:1. 在航空航天、汽车、摩托车等制造领域中制造各种曲线、曲面构件。
2. 在工艺品制作领域中,也有大量应用。
二、自由曲面的数学模型自由曲面是曲面中最常见的类型,其形式和特性非常复杂。
目前,数学家们通过不断的研究和改进,提出了几种常见的自由曲面模型,如有理B样条曲面、NURBS曲面、TNURCC曲面等。
这些模型都具有以下特点:1. 可以对一个曲面进行精确描述,用于制造实际零部件。
2. 模型可以对曲面的形状进行可靠的控制和调节,使其能够达到设计要求。
3. 可以将曲面分割成若干个小面片,可以对面片进行进一步的处理和计算。
三、算法研究整个加工过程中,算法的开发和优化是十分重要的。
这里我们主要研究自由曲面加工技术中的算法:1. 利用有理B样条曲面进行加工有理B样条曲面是一种优秀的自由曲面模型,并且很容易和数控数码机床进行联系。
因此,有理B样条曲面加工是一种非常有效的方法。
这种方法可以通过不同的加工路径,使零部件满足不同的精度要求。
2. 利用数学方法进行加工通过数学上的分析和证明,可以得到某些曲面加工的有效方法。
例如,通过微积分和偏微分方程的学习,可以得到一些有效的加工方法。
这种方法需要较高的数学基础知识,但是可以提供更加高效和精确的加工效果。
3. 利用计算机模拟进行加工现在,计算机科学和数学科学的技术水平已经非常高。
因此,可以通过计算机模拟的方法进行曲面加工。
这种方法的重点是编写高效的数值方法和程序。
自由曲面数控粗加工的一种新方法
自由曲面数控粗加工的一种新方法
自由曲面数控粗加工是指使用数控技术对自由曲面部件进行粗加工。
在工业界,这一技术具有重要的用途,如制造和精加工模具、航
空航天零件、汽车零部件等。
在当今的现代制造工艺中,自由曲面数
控粗加工技术被广泛应用,例如CNC粗加工、电子切削等等。
最近,随着计算机技术的发展,人们开发出了新型的自由曲面数
控粗加工技术,即多功能数控车床(Multi-Axis CNC Lathe)。
该技术
在自由曲面部件的粗加工中有着重要的作用,它可以有效的优化切削
工艺,提高切削的精度,并且可以同时完成多项高°特性的加工工艺。
这种多功能数控车床将数控车床的功能大大扩展,它可以实现多
轴组合的联动运动,使自由曲面部件的粗加工具有更高的精度。
通过
精心设计的联动运动,多功能数控车床可以将自由曲面部件的数控粗
加工质量提高到可接受的水平,使自由曲面部件具有较高的加工精度。
此外,多功能数控车床的自由曲面数控粗加工技术还具有较高的
效率。
它可以提高设备的运行速度,缩短自由曲面部件的粗加工时间,有效提高生产效率,并可以有效降低加工成本。
总之,多功能数控车床的自由曲面数控粗加工技术是一种新型的
粗加工技术,它在自由曲面部件加工中有着重要的作用,可以有效提
升加工质量、缩短加工时间和降低加工成本,对于提高生产效率具有
重要的意义。
自由曲面数控加工的实时自适应进给速度规划算法
自由曲面数控加工的实时自适应进给速度规划算法董靖川;王太勇;丁彦玉;李勃;刘喆【摘要】自由曲面的数控加工程序通常由大量微小线段组成。
在数控加工中,需要在提高进给速度的同时避免加工过程中的振动,因而必须对进给速度曲线进行约束和优化。
本文提出了一种适用于自由曲面数控加工的自适应进给速度规划算法。
通过对小线段加工路径几何关系的分析,估计出加工路径的曲率。
在速度规划中,根据加速度约束对进给速度进行自适应调整,同时对尖角处的进给速度进行限制。
为了获得平滑的进给速度曲线,采用限制加加速度的前瞻速度规划算法。
开发了目标速度滤波器技术以减少速度波动及实时规划的负荷。
实验测试表明,该算法可以实现自由曲面加工的实时自适应进给速度规划,实现高速平稳加工。
【期刊名称】《制造业自动化》【年(卷),期】2013(000)011【总页数】6页(P167-172)【关键词】曲率估计;自适应速度规划;目标速度滤波器【作者】董靖川;王太勇;丁彦玉;李勃;刘喆【作者单位】天津大学电气与自动化工程学院,天津300072; 天津大学机构理论与装备设计教育部重点实验室,天津300072;天津大学机构理论与装备设计教育部重点实验室,天津300072; 天津大学机械工程学院,天津,300072;天津大学机构理论与装备设计教育部重点实验室,天津300072; 天津大学机械工程学院,天津,300072;天津大学机构理论与装备设计教育部重点实验室,天津300072; 天津大学机械工程学院,天津,300072;天津大学机械工程学院,天津,300072【正文语种】中文【中图分类】TH1610 引言进给速度规划对数控机床的加工效率、轮廓精度、振动和表面质量等方面有重要影响。
对于自由曲面的加工,CAM软件生成的程序包含了大量的由小线段组成的刀具路径。
数控系统需要在机床性能的约束条件下对进给速度曲线进行优化,以减少加工时间并获得平滑的进给运动。
为了实现小线段程序的高速平滑加工,在数控系统中引入了前瞻算法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
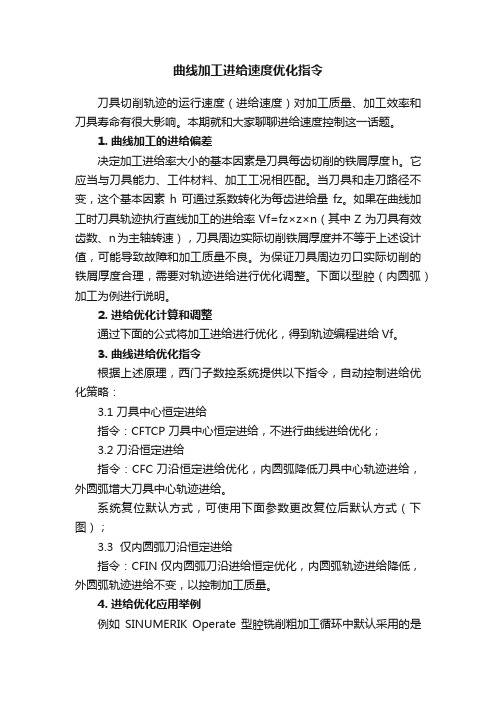
表2 柱面加工工况模型及特征参数表
工况 模型
K′ =0 H′ >0 K′ =0 H′ >0 kf > 0 kn = 0 K′ =0 H′ >0 kf = 0 kn > 0 K′ =0 H′ <0 kf < 0 kn = 0 K′ =0 H′ <0 kf < 0 kn = 0 K′ =0 H′ <0 kf = 0 kn < 0
( 1) 依据高斯曲率 K′ 、 平均曲率 H′ 判断切触点
采用上述进给速度优化策略 , 可对图 1 所示叶 片进行模拟试切加工 ,并进行加工结果的对照 。 模拟试切环境为 VERICUT ,采用平行加工策略 , 加工程序由 VC 结合 UG 二次开发生成 。切触点轨 迹图略 。 加工条件 : 工件材料为 TC4 , 刀具材料 : 硬质合 金涂层刀具 ,刀具直径 20 mm ,主轴转速 5 000 rΠ min , 切削深度 115 mm ,切削宽度 2 mm , 未优化前的进给 速度为 1 000 mmΠ min , 优化的进给速度为依据工况 变化的值 。模拟试切结果图略 。 加工所用的加工时间对比如下 : 优化前依据曲率最小半径取恒定进给速度为
= | 1ΠKn | ,对于切平面上所有的方向 , N 点的轨迹
称为曲面在 P 点的杜邦指标线 。杜邦指标线的方 程为 2 2 Lx + 2 Mxy + Ny = ± 1 式中 L 、 M、 N— — — 系数第 2 类基本量 。 这样曲面上的点由它的杜邦指标线可以进行分 — 87
Vol129No18 自由曲面加工中进给速度的动态优化方法研究 — — — 李启
0 引言
类: ① 如果 LN - M > 0 ,则点 P 称为曲面的椭圆点。 2 ② 如果 LN - M < 0 ,则点 P 称为曲面的双曲点。 2 ③ 如果 LN - M = 0 ,则点 P 称为曲面的抛物点。 ④ 如果 L = M = N = 0 ,则点 P 称为曲面的平点。 ( 2) 曲面在一点邻近的结构 从曲率的相关理论知 ,高斯曲率 2 LN - M ( 1) K = 2 EG - F 2 K 与 LN - M 同号 , 式 ( 1 ) 中的分母总是正的 , 2 因此 K 的符号由 LN - M 的符号来确定 , 因此 , 曲 面上的点也可由高斯曲率 K 来判断 , K > 0 的点是 椭圆点 , K < 0 的点是双曲点 , K = 0 的点是抛物点或 平点 。 由上可知曲面在一点邻近的近似形状与所在点 处的主曲率 、 主方向 、 高斯曲率 、 平均曲率相关 。对 于自由曲面类零件的数控加工过程而言 , 研究曲面 在一点的近似形状不仅要考虑曲面在该点的曲率信 息 ,还必须结合零件加工过程中刀具走刀轨迹的信 息 。所以对自由曲面进行简化时除了参照曲面在一 点近似的简化方法外 ,必须结合走刀过程 ,因为从整 个加工过程来看 , 切削过程是一条条通道 , 所以结 合进给方向及切削带特点 , 可对切触点邻域进行简 化。 —
摘 要 : 研究了一种自由曲面类零件数控加工中进给速度的优化方法 。即依据曲面上一点的 邻近结构对自由曲面进行简化 ,建立特定加工条件下简化的加工模型并进行加工实验 ,采集一定切 削条件下简化模型的最佳进给速度 ,通过此匹配优化算法 ,对被加工的自由曲面与已建立的模型进 行匹配和基于模型匹配的进给速度的优化 ,实现自由曲面加工中进给速度随加工条件的变化进行 动态优化的目的 。 关键词 : 自由曲面 ; 加工模型 ; 匹配优化 ; 进给速度 中图分类号 : TP391172 文献标志码 : A 文章编号 :100320794 ( 2008) 0820087203
1. 2 简化方法
,等 第 29 卷第 8 期
( 1) 计算切触点的主曲率 k1 、 k2 ,主方向 e1 、 e2 。 (2) 计算进给方向及行距方向 ( 垂直进给方向)
2 加工条件分析与工况建模 2. 1 加工条件分析
矢量 ef 、 en 。 (3) 计算进给方向及行距方向的曲率 kf 、 kn ,设 ε, k n ≤ ε时 , kf = 0 , k n = 0 。 定当 kf ≤ (4) 计算高斯曲率 K′ = kf k n ,平均曲率 H′ = ( kf + kn ) Π 2。 ( 5) 依据 K′ 、 H′ 判断切触点邻近曲面的近似形 状。 ①K′ = 0 , H′ = 0 时 , kf = k n = 0 , 曲面在切触点 邻近的形状可近似用平面逼近 ,即简化为平面 ; ②K′ = 0 , H′ ≠ 0 时 , 曲面在切触点邻近的形状 可近似用柱面逼近 ,即简化为柱面 ,当 H′ > 0 时 ,为 凹柱面 ,当 H′ < 0 时为凸柱面 ; ③K′ > 0 时 , 曲面在切触点邻近的形状可近似 用外圆环面逼近 ,简化为外圆环面 。 H′ > 0 时 ,为凹 圆环面 ,当 H′ < 0 时为凸圆环面 , 特殊地当 kf = k n 时 ,曲面近似为球面 ; ④K′ < 0 时 , 曲面在切触点邻近的形状可近似 用内圆环面逼近 , 可简化为内圆环面 , 当 H′ > 0 ,为 凸圆环面 , H′ < 0 为凹圆环面 , H′ = 0 时 , 表示进给 方向与行距方向的曲率相同 , 凸凹由两曲率的符号 决定 。若 kf > 0 ,则进给方向是凹圆环面 , 反之则是 凸圆环面 。 经过上述简化方法 , 便将数控加工中的自由曲 面在一点邻域内简化成了以下几种类型 : 平面 、 球 面、 柱面 、 内圆环面 、 外圆环面几种情况如表 1 所示 。
Abstract : The optimizing method of feed - rate for free - form surface parts in NC machining is studied. Free - form surface is simplified according to the neighborhood form of one point on surface. Machining model of simplified is established and tested under special cutting conditions. The optimum feed - rate of simplified model is gathered. The free - form surface is matched to the model of established by using the matching opti2 mizing algorithm. The feed - rate is optimized based on the matching of model . The purpose of dynamic opti2 mizing for feed - rate following the varying of cutting conditions in free - form surface machining is realized. Key words :free - form surface ; machining model ; matching optimization ; feed - rate
Study on Dynamic Optimizing Method of Feed - rate Байду номын сангаасn Machining of Free - form Surface
L I Qi - lin , ZHANG Ming - hui ( Zhengzhou College of Aeronautical Industry Management , Zhengzhou 450005 , China)
2
自由曲面类零件广泛应用于航空、 航天 、 汽车 、 模具等行业 。此类零件往往具有形状复杂 、 几何精 度要求高 、 表面粗糙度小 、 加工困难 , 加工质量较难 保证等特点 。其常见的加工工艺主要有数控加工 、 电解加工 、 精密锻造或铸造等方法 。本文研究了自 由曲面加工中进给速度的优化方法 。 1 自由曲面的简化 1. 1 简化理论依据 ( 1) 曲面上点的分类 由微分几何知 ,通过曲面上一点 P 可作无数条 法截线 ,取点 P 为原点 , 曲面 S 的坐标曲线在 P 点 的切向量 r u 和 rv 为基向量 ,则它们构成曲面 S 在 P 点切平面上的坐标系 ,若给出曲面 S 在 P 点的一个 切向量 ( d) = ( d u ∶ d v ) , 设 Kn 是对应于方向 ( d ) 的 法曲率 ,| 1ΠKn | 为法曲率半径的绝对值 , 过点 P 沿 方向 ( d) ( d r = r u d u + rv d v ) 画一线段 PN , 使其长度
,等 Vol129No18
段优化后的进给速度则在尽量保证高效率的基础上 很好地解决了进给速度平滑过渡的问题 。在加工 中 ,如果选用保守的进给速度 1 000 mmΠ min 作为数 控程序的恒定进给速度 , 将极大地降低加工效率 。 若用户指定的恒定进给速度为1 100 mmΠ min , 数控 铣削过程中将有极大一部分处于过载状态 , 极易损 坏刀具并加剧刀具磨损 ,并严重影响加工精度 。
第 29 卷第 8 期 煤 矿 机 械 2008 年 8 月 Coal Mine Machinery
Aug.
Vol129No18 2008
自由曲面加工中进给速度的动态优化方法研究
李启
, 张明辉 ( 郑州航空工业管理学院 , 郑州 450005)
工况 特征 参数
kf > 0 kn = 0
α≠ 0
0 < β<
α≠ 0 π
2 2 < β<π
α≠ 0 β= π
2
α≠ 0
0 < β<
α≠ 0 π