CM402-L常见报警及处理方法
日常报警及处理方法

日常报警及处理方法1、锥形轴未完全“松开”此报警是设备激光测距不准造成的,打开机床绕线室门将法兰和所对激光擦拭干净即可。
2、冷却水压力低报警是机床冷却部分所供不足造成的,将冷却水补水阀门(在机床右侧顶部冷却系统处,将三个阀门打开,将压力加大到3bar既可消除。
3、接低报警接低报警分为三种:一种是中间电压低,二是两边电压低,中间电压低多数是由于护板不合适所造成的,面两边有可能是周围存在着钢线或金属等杂物,又或是掉片引起的,只要将机床杂物或掉片清理干净即可。
4、230v电源断路器跳闸在后面电器柜中有四个黑包开关,将第二个开关合上既可消除报警,然后开将料,慢慢加速后点击切割开始按纽5、工作台应变仪报警是工作台的实际转距大于设定值,只要进入高级密码后进入工作台界面把设定值改大于实际值即可,而后记得把所改值改回,然后开浆料慢慢加速后点击切割开始6、锥形轴油压过低将绕线室门锁上过几秒后就会自动消除,又或是收线轴油没有油了,这时告诉技术员加油即可。
7、双边碰触报警将放线轴探头擦干净或是重新把排线单元调至合适位置8、1.5bar压缩空气报警在马达室里有五路保护气体,最外面的是1.5bar压缩保护气体显示仪,只要将开关关上后重新打开即可消除9、8bar压缩空气报警在B6机床右上方有一个总的气体开关,将其开闭后,在合上即可消除报警10、断路器跳闸在电气柜上面有一个小电气柜,里面第二个开关就是断路器开关,只要将其合上即可消除报警11、sturry回流槽最大水平报警可能是浆料过滤筒堵塞,这时需更换一个新的过滤桶,又或是热交换器堵了。
等切割结束后清热交换器。
12、马达转动被锁定该报警是在更换完放线轴后销子没有放在正确位置造成的,只要将销子放下即可13、导轮滑动可能是皮带松或断裂。
找技术员检查或更换皮带。
14、扩音器报警插头可能坏15、工作台压力感应报警(1)上或下工作台加紧装置长时间打开造成的,关闭即可。
取晶棒后要及时关闭上下工作台夹紧装置。
CM402操作指导书

4.2.9.选择”Shtr Close”键
4.2.10.其它三站依照4.2.3.之步骤更换吸嘴
4.3 Nozzle Change(更换吸嘴二)
4.3.1.选择”Product config”键
进入生产设定画面
4.3.2.选择”Nozzle arrangement”键吸嘴准备工作
4.2.3.选择TBL1, TBL2, TBL3, TBL4四站之一站
4.2.4.选择”Shtr Open”键
这时机器会置放吸嘴的吸嘴盒会打开
4.2.5.将机台” SERVO ”转至OFF(O)的位置
4.2.6.将吸嘴依照位置放置至吸嘴盒中
4.2.7.吸嘴放置完成,人员确认NOZZLE是否正确定位, 检查外围是否有杂物,人员离开机台。
5.2
Feeder备料
6
Barcode对料系统
6.1
对料原理
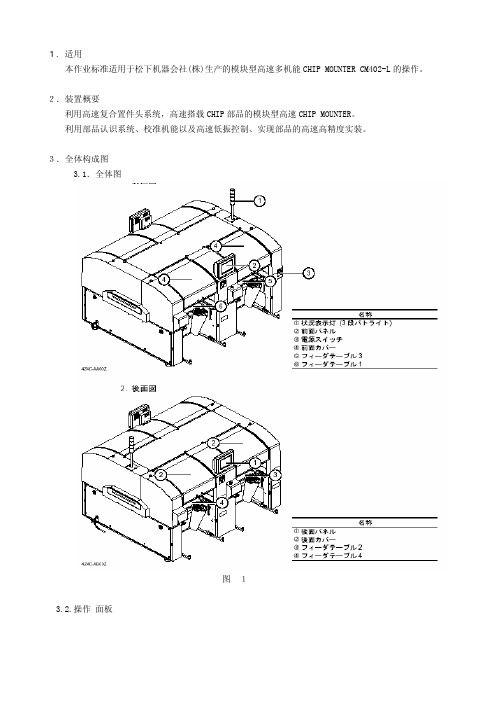
1.机器外观
1.1外部图
1.信号指示灯
2.正面操作面板
包含:触摸式面板、操作按钮、
系统伺服马达开关
3.电源开关
4.正面安全盖
5.供料器置放区BF
6.供料器置放区AF
机台操作正面介绍
1.背面操作面板
包含:触摸式面板、操作按钮、
系统伺服马达开关
注意事项:
4.4.11.1.台车时推至机台外勿撞到机台及SENSOR固定座
4.4.11.2.勿拉扯到电源线
4.4.12.将电源连结线连接至
机台
注意事项:检查电源连结线
接头是否固定OK有无松动
4.4.13.按+Feeder base up键
动作说明:台车升起
火灾报警系统的常见故障及处理措施是什么
火灾报警系统的常见故障及处理措施是什么火灾报警系统是保障生命和财产安全的重要设施,然而在实际使用过程中,可能会出现各种故障。
了解这些常见故障并掌握相应的处理措施,对于确保火灾报警系统的正常运行至关重要。
一、火灾探测器故障1、探测器污染探测器长期暴露在灰尘、油污等环境中,可能会导致其感应性能下降。
表现为误报或不报。
处理措施:定期对探测器进行清洁,使用干净的软布轻轻擦拭表面。
对于严重污染的探测器,应更换新的。
2、探测器损坏可能由于物理撞击、老化等原因造成探测器内部元件损坏。
处理办法:及时更换损坏的探测器,确保其正常工作。
3、探测器安装位置不当探测器安装位置距离火源过远或被障碍物遮挡,影响其探测效果。
解决方法:按照规范要求重新调整探测器的安装位置,确保能够及时准确地探测到火灾信号。
二、报警控制器故障1、电源故障电源供应不稳定、电源线接触不良或电源模块损坏等,可能导致报警控制器无法正常工作。
处理措施:检查电源线路,确保接触良好;若电源模块损坏,需更换新的电源模块。
2、通讯故障报警控制器与探测器、其他设备之间的通讯出现问题,数据传输中断。
解决办法:检查通讯线路,排除线路故障;重新设置通讯参数,确保通讯正常。
3、主板故障主板上的元件损坏、老化等,影响控制器的整体性能。
处理方法:更换主板或对损坏的元件进行维修。
三、线路故障1、线路短路线路中的两根导线短接在一起,导致电流过大,可能会烧毁设备。
处理措施:使用万用表等工具查找短路点,将短路部分的线路修复或更换。
2、线路断路线路断开,导致信号无法传输。
解决办法:逐段检查线路,找到断路点并进行连接。
3、线路接地线路与地之间出现不正常的连接,影响信号传输。
处理方法:排查接地故障点,修复绝缘破损处。
四、系统误报1、环境因素干扰如电磁干扰、温度过高或过低、湿度较大等。
处理措施:改善系统安装环境,减少干扰因素;对系统进行抗干扰处理。
2、设备故障引起的误报探测器、控制器等设备本身存在故障导致误报。
CM402辨识错误代码及原因
反射認識 概 要 ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) 包裝角度異常 部品角度異常 假XYT檢出處理內部參數異常 輸入之L/W.包裝角度有誤. 假XYT檢出處理內部參數異常 Chip Size L異常 檢出Chip Size L ±20%外。 Chip Size L異常 檢出Chip Size L +10/-20%外.四個角作確認 Chip Size L異常 檢出Chip Size L +10/-20%外.W邊的中心作確認 Chip Size W異常 檢出Chip Size W-45%以下。 Chip Size W異常 檢出Chip Size W±20(1005時為+20/-15)外。 部品吸著狀態異常 Nozzle超出Chip四邊角 L/W邊直行度異常 無法辨識Chip四邊角的部品畫面 部品角度異常 L邊平行度異常 包裝角度異常 邊緣點檢出異常 Chip畫像顯示Nozzle較多 邊緣點檢出異常 (無完整的四角形) 邊緣點檢出異常(W邊邊緣點) 部品吸著狀態異常 邊緣點檢出異常(L邊邊緣點) 邊緣點檢出異常(W邊邊緣點) Nozzle狀態異常(Nozzle較Chip大Air會溢出)Nozzle超出Chip的四邊 發生原因例 長方形部品: ±60°(REF55~56時為±15°) 對策例 吸著與包裝角度檢查
NG情報 情報B — — 入力角度 測定/入力L size比 測定/入力W size比 測定Size W — — NG情報 情報B — — 入力角度 — — — — — —
吸著與L/W的檢查
吸著與包裝角度檢查
吸著與L/W的檢查
吸著與包裝角度檢查
NG情報 情報A 情報B — — — — 特徵點數 曲率半徑 檢出角度 入力角度 Lead部分Level平均 Lead部分Level的範圍 Lead部分Level平均 NGLead部分Level Lead部分Level平均 NGLead部分Level Lead的支數 要/不要Lead的支數 測定Size W 入力Size W 測定Size L 入力Size L 測定Size L 入力Size W 2側邊的Lead角度 1側邊的Lead角度 測定凹量 檢出點數
火灾报警系统的常见故障及解决方法是什么

火灾报警系统的常见故障及解决方法是什么嘿,朋友们!今天咱们来聊聊火灾报警系统那些让人头疼的常见故障,还有怎么把它们给解决掉。
先来讲讲我遇到的一件真事儿。
有一次我去一个老旧的办公楼,突然听到火灾报警器响个不停,那声音可真是刺耳。
大家一下子慌了神,都不知道咋回事。
后来发现是因为线路老化,导致系统误报。
这可把大家吓得够呛!咱们先说探测器故障。
有时候探测器会变得不灵敏,或者干脆就罢工了。
这可能是因为上面覆盖了太多灰尘啦,就像咱们的眼镜如果脏了就看不清楚东西一样。
所以得定期给探测器做个“清洁大扫除”,把灰尘擦掉,让它能正常工作。
还有通讯故障,这就好比两个人打电话,突然信号不好听不清对方说啥。
火灾报警系统的通讯出问题,信息就传不出去或者传错了。
这可能是线路被老鼠咬坏了,或者是受到了强烈的电磁干扰。
这时候就得像侦探一样,沿着线路仔细排查,找到问题所在,把线路修好或者给它换个“安全通道”,躲开那些干扰源。
再说说电源故障。
要是系统没电了,那可就糟糕啦!这可能是电池老化,就像我们手机用久了电池不耐用一样。
也有可能是市电停电了,备用电源又没发挥作用。
所以要定期检查电池,该换就换,还要保证备用电源时刻准备着“上岗”。
另外,系统软件故障也会来捣乱。
比如说程序出错,或者是系统升级后出现了不兼容的情况。
这就像是电脑死机了一样,得重新安装或者更新软件,让它恢复正常。
还有一种情况,就是人为操作失误。
有人不小心按错了按钮,或者设置参数的时候搞错了,这也会让系统出乱子。
所以操作的时候一定要小心谨慎,按照说明书来,别瞎捣鼓。
总之,火灾报警系统就像是我们的“安全卫士”,但它也会有生病的时候。
咱们得细心照顾它,及时发现问题,解决问题,让它能在关键时刻发挥作用,保护我们的生命和财产安全。
可别像我那次在老旧办公楼里遇到的情况一样,虚惊一场还算好的,真要是因为故障没起到作用,那后果可就不堪设想啦!所以大家一定要重视起来哟!。
cm402盖打开编带浮起检测错误

故障现象:
英业达5厂/4F的6线B面CM402报“盖打开编带浮起检测错误”。
机台无法做原点复归动作,而且也会报“伺服准备OFF”。
未显示具体哪个TAB。
故障分析与改善动作:
1:进入Input 确认料带浮起信号和安全门信号有正常变动. 确认感应SENSOR对射光源是OK。
2:按下安全紧急开关,未发现机台报“紧急开关按下”,但是检查紧急开关连接正常。
3:拆开下面电源箱发现两个STAGE的安全继电器指示灯灭掉的,处于断开状态,初步分析24V电源有短路。
4:随后从当线工程师得知,他们在大换线更换台车时发生此故障,检查各台车连接状态,无发现异常,检查该单元所有用到24V电的SENSOR连接状态时,发现TAB4的感应台车的SENSOR线绝缘皮破损,并且松脱,随后更换SENSOR线,故障解决。
绝缘皮破损原因是由于线的周围表面有很多抛料,未及时清理,导致台车下降时压到了感应线,导致破损。
CM402遇到的问题7

CM402不良吸头问题(不良臂退避位置错误)我们这里有一台CM402泛用机3-3 2号头真空电磁阀不良,就跳过后生产,可是跳过后生产只要一报警就会出现不良臂退避位置错误,这是怎么回事啊,不管报什么警都会出现这种情况,请问是怎么回事,是那里可以设置的不。
机器参数里面能不能设置啊、?1是你跳掉的那个头没到原点位置。
2把跳的那个头手动顶到最高点就好了。
3我这是两组CM402,在2-4封了3号头,当出现不良臂退避位置错误后,怎么都开不了,开了还报“不良臂退避位置错误”,先在机器设定中将封的头解了,后在机器调整中原点复归,后再把不良头封了,可以开机器了。
问题也解决。
CM402设备吸头异常故障公司有一台CM402设备再生产时总报TABLE3头异常xy轴异常R=2POS异常。
把2POS头BAD掉就报其他的轴异常!其中更换过轴板卡效果没有改善!哪位高人有好的见解,请赐教!是那根工作头上的大线坏了,换一根就好了。
24V的那根粗线。
cm402 异常本公司有一台CM402生产中经常报警: 吸头异常, 代码:9564 信息:发生位置A工作台后(TABLE 1) X 轴POS=R,回主画面后继续生产又可以,但间隔没多久又回出现检查几个方面:1 θ轴电机不好,用六角匙转下θ轴电机是否过紧,查看停止信息中的各TBL轴信息可知2 θ轴皮带久后过脏卡住报过载3 Z轴电机NG4 CABLE线接触不良以上各电机用三年后都有可能出问题的,轴动作中检查头部CABLE线有没有接触不良的,或插拔下电缆,检查下头部板卡,和机箱中的SSR卡有无异常。
CABLE线已经更换,但是还会出现。
检查一下θ轴电机,转动时是否有卡的现象,我们这都换了好几个了,都是吸头异常,拆开马达后发现转子上吸附了很多铁锈之类的东西,转一会就转不动了我司前段时间CM402也经常报“吸头异常”错误信息看不出根本原因在哪里,从轴信息里分析出是θ轴马达NG,更换θ轴马达后OK.CM402报奇怪错误我说说原因和处理方法,报此错误的原因是PCB板有孔或缝刚好在SENSOR感应处,造成感应不良,特别是机器因故障回主画又重新开始生产,最容易报此错误,处理方法是把没有传到感应SENSOR的PCB推到感应位置再开始就OK检查一下A 工作台与B工作台中间,应该是机器返回主画面后重新开机时PCB会做一下退避动作后未复位,导致感应器未检测到PCB.从而报此错。
松下维修经验总结

1. 现象描述:遇到松下的MSF的元件识别问题和贴装移位。
分析处理:针对元件识别的问题,通过分析主要是元件的尺寸设置不当:1. 含有引脚的尺寸LT与不含引脚的L的值不当。
通过测量如图从新设置尺寸和灯光后ok。
2. 贴装移位的分析和处理:检查吸着位置、高度、贴装角度,重新测量元件厚度tray的尺寸及其它参数后解决。
请看图片详解。
附件1: 元件识别.JPG (2005-10-15 15:33, 22.3 K)2. 现象描述:PT200坏了,通过我们自己的判断是电源和主板有问题。
分析处理:后来打dell的800服务电话。
得到他们的技术工程师的帮助。
处理过程如下:1. 拔掉所有的负载,包括内存和BIOS电池。
检查电源。
2. 我告诉对方换个电源后可以检测到主板,但是检测不到硬盘。
3. 换上好的p4电源,启动。
机器自动进入BIOS。
此时将键盘的三个指示灯点亮,依次按ALT+E;听到嘟声后再按ALT+F;听到嘟声后再按ALT+B机器重启。
以上操作是dell主板的BIOS清零方法。
机器恢复正常。
最后确诊是电源的问题3. msf的程序优化的问题:我们做msf的程序一般用panapro或者是pt上的opm软件。
除此之外如果需要手动优化需要注意的几个问题:1. 对于在同一高度吸着和贴装的元件尽量排列在head动作的一个turn中(MSF的工作头有leve1和leve2这两个吸贴高度)。
2. 取料的顺序尽量保证nozzle-head按顺序吸取。
(如果nozzle-head从左边的feeder开始则noz 的顺序就该从10#-1#,以此类推!)3. tray盘,一般一个大盘放两种不同的料,便于nozzle-head同时吸着,减少tray的拉动次数。
4. 针对不同的元件尽量保证相同速度设置的元件一同吸贴。
5. 为减少铝电解等体积较大,厚度较厚的元件的漏贴,要尽量保证这样的元件在nozzle-head的一个trun中单独吸贴。
CM402辨识错误代码及原因

發生原因例 長方形部品: ±60°(REF55~56時為±15°)
輸入之L/W.包裝角度有誤.
檢出Chip Size L ±20%外。 檢出Chip Size L +10/-20%外.四個角作確認 檢出Chip Size L +10/-20%外.W邊的中心作確認 檢出Chip Size W-45%以下。 檢出Chip Size W±20(1005時為+20/-15)外。 Nozzle超出Chip四邊角 無法辨識Chip四邊角的部品畫面
(Nozzle較Chip大Air會溢出) Chip形狀異常
無照明.Chip無吸著
發生原因例
長方形部品: ±60°以上.正方形: ±30°以上.
檢出Chip Size L ±20%外。 檢出Chip Size L +10/-20%外.四個角作確認 檢出Chip Size L +10/-20%外.W邊的中心作確認 檢出Chip Size W-45%以下。 檢出Chip Size W±20(1005時為+20/-15)外。
Chip畫像顯示Nozzle較多 (無完整的四角形)
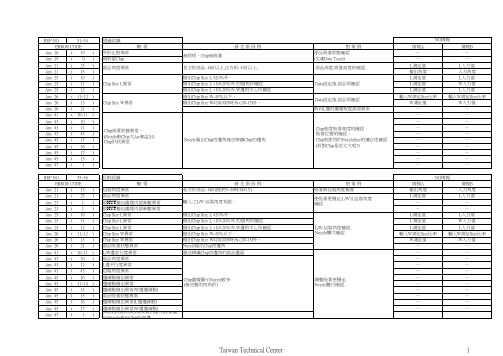
Taiwan Technical Center
對策例 部品吸著狀態確認 (生產Data Teach) 部品高度,吸著高度的確認.
Data設定後,部品再確認
Data設定後,部品再確認 對向L邊的畫像程度誤差異常
Chip高度吸著高度的確認. 吸著位置的確認. Chip和使用的NozzleSize的適合性確認 (針對Chip是否太大呢?)
Ans 26
( 21 )
Ans 41
( 10~11 )
Ans 43
( 10 )
Ans 43
( 11 )
[信息与通信]松下CM402操作
![[信息与通信]松下CM402操作](https://img.taocdn.com/s3/m/6986c359f08583d049649b6648d7c1c708a10ba8.png)
CHIP RECOGNITION
MOUNT POSITION 1
MOUNT POSITION 2
FILE MANAGEMENT
ROUTINE MAINTENANCE
保养结束 RESET键 保养内容说明 保养历史记录
MAINTENANCE MOTIONS
选择 单元
单元原 点回归
单元连续 动作
当前电压 及温度
MACHINE CONFIGURATION MENU
NG NOZZLE 设定
AGING模式 设定
机器时间 设定
背景灯光 设定
操作权限 设定
PRODUCTION
CONDITION MOUNT
FEEDER SET ERROR CHECK
FEEDER SET ERROR CHECK
RUN INFO
RUN INFO
PICK UP INFORMATION
PICK UP INFORMATION
DATA MODIFY MENU
PCB DATA
FIDUCIAL DATA
FUNCTION SWITCH
支持PIN 交换位置
NOZZLE STATION开闭
移动到加油位置
移动到头部保 养位置
导轨移动到中 间位置
元件抛弃位置
ACTION CHECK
设定动作 次数
选中FEED
OUTPUT CHECK
地址
PCB STOPPER
XY左右夹紧〔O〕
X Y上下夹紧
NOZZLE 下降
真空打开
RING LOAD INFORMATION
FEEDER LAYOUT/STOCK DATA
FEEDER LAYOUT/STOCK DATA
1.CM402-L HEAD ERROR
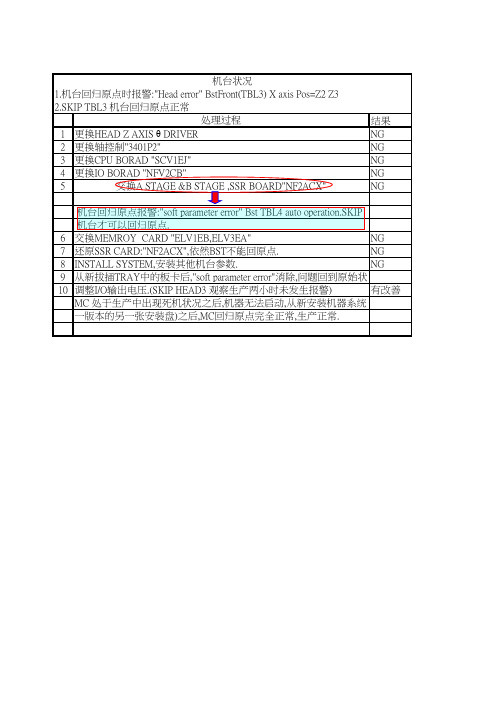
结果 NG NG NG NG NG
6 7 8 9 10
机台回归原点报警:"soft parameter error" Bst TBL4 auto operation.SKIP BST 机台才可以回归原点. 交换MEMROY CARD "ELV1EB,ELV3EA" NG 还原SSR CARD:"NF2ACX",依然BST不能回原点. NG INSTALL SYSTEM,安装其他机台参数. NG 从新拔r error"消除,问题回到原始状态. 调整I/O输出电压.(SKIP HEAD3 观察生产两小时未发生报警) 有改善 MC 处于生产中出现死机状况之后,机器无法启动,从新安装机器系统(同 一版本的另一张安装盘)之后,MC回归原点完全正常,生产正常.
机台状况 1.机台回归原点时报警:"Head error" BstFront(TBL3) X axis Pos=Z2 Z3 2.SKIP TBL3 机台回归原点正常 处理过程 1 更换HEAD Z AXIS θ DRIVER 2 更换轴控制"3401P2" 3 更换CPU BORAD "SCV1EJ" 4 更换IO BORAD "NFV2CB" 交换A STAGE &B STAGE ,SSR BOARD"NF2ACX" 5
CM402遇到的问题2

关于PT200供料角度(style angle)规律的探讨1,对于其它的机器和系统,零件的供料角度是以零件原始放置的状态为0度。
关于PT200系统,有一个很特别的地方,就是角度问题,它并不管零件在供料器中的放置状态,而是固定的认为某个方向为0度方向。
因此,在PT200中,电阻电容的供料角度是90度。
可能有很多人会由此推断,认为PT中的方向与其它系统中的方向相差90度,但实际上并不是所有的情况下都是相差90度。
经过思考和分析,我发现了PT在供料角度上的一些特点。
写下来大家讨论。
用实际的经验和最直观的视觉看法,电阻电容的供料横着的,因为我们面对一个长方形的物体(此处的物休即贴片元件,都是比较小的。
)会以为横着看是它的初始方向(0度),如果它竖着,会认为它是被旋转了的,为什么会有这种潜意识呢,因为我们的眼睛是左边一个,右边一个,而不是上边一个下边一个,我们之所以会认为横着的方向是初始角度,是为了看的方便,看的时候不必要上下打量,这是一种视觉习惯。
为什么以前的书是竖着写的,现在改为横着写了?也是为了适应视觉习惯。
类似的例子太多了,就不再举了。
为了便于说明,我把面对较长的一条边的方向称为横着,把面对较短的一条边的方向称为竖着。
在人们的视觉习惯中,特别是对于小物体,横着是初始方向。
为什么小鬼子要把竖着的方向定为0度,而不顺着人们的习惯把横着的方向定为0度呢?是不是鬼子的眼睛是上边一个,下边一个?肯定不是,这样的人可能也没有。
当我们拿起一盘电阻,也只能以横横着的方向去看,这样才能看清上面的数字。
当电阻装在飞达上,我们也是以横着的方向来看。
今天我看到标记IC方向的小圆点时,将所有的贴片元件联系起来一想,找到了答案。
我认为鬼子定义供料角度是以IC的方向为基准的,并且其它的料也可以遵守这个标准。
经过对各种元件供料角度的考查,我发现PT关于零件供料角度的定义符合下面三点,当然鬼子是不是根据这三点来定义的也未可知。
但是用这三点可以解释PT的供料角度现象。
数控机床常见报警故障及其维护保养
数控机床常见报警故障及其维护保养随着现代加工技术的不断发展,数控机床已经成为了制造业中必不可少的一部分。
然而,在数控机床的工作过程中,常会出现各种报警故障,这些故障不仅会影响机床的生产效率,还会导致机床设备损坏,严重的甚至会导致一定的人身安全问题。
因此,对于数控机床的常见报警故障及其维护保养是非常必要的。
本文将会介绍数控机床常见报警故障及其维护保养的相关知识,帮助读者更好地了解数控机床的工作流程,识别并解决常见故障。
一、数控机床常见报警故障的分类(一)伺服报警故障伺服报警故障主要包括机床伺服系统出现失误、系统电缆出现短路或断路、伺服电机故障等问题。
这些问题一般会通过报警灯、控制面板或实时监控数据提示的方式来告知操作人员。
对于伺服报警故障,我们通常需要检查控制面板的显示信息,确认报警灯是否亮起,通过判断故障代码来定位故障原因。
一般可以通过重启机床、重新设置伺服参数、更换电缆等解决。
(二)数控系统报警故障数控系统报警故障主要表现为显示屏上出现系统故障、无法启动、程序错误、存储设备故障等情况。
对于这些报警故障,我们需要确认故障代码,据此进一步检查其后台系统状况,对于一些常规的错误可以尝试重新载入程序。
如果故障情况较为复杂,则需要联系厂家或相关人员进行处理。
(三)机械传动系统故障报警机械传动系统故障报警主要表现为机床减速、怠速等原因造成的机械传动系统振动、噪音比较大;零部件的磨损及缺陷等导致的轴承胶合,轴承锈蚀、轴承碰撞等问题。
在这些情况下,我们通常需要检查机械系统的各项设备,并进行正确的维护、保养。
如果设备已经出现故障,则应及时进行修理或更换。
二、数控机床的日常维护保养对于数控机床,做好日常维护保养工作是非常重要的。
只有做到保养细致、规范才能确保机床设备的正常使用,提高生产效率。
以下是数控机床常见的日常维护保养工作:(一)清洁维护机床设备的工作过程中需要大量的切削液与废渣。
长时间的使用会导致机床上积存着很多的切屑等杂物,造成部分机器部件的不协调、堵塞等问题。
CM402遇到的问题3

1,C M402识别零件时,为什么要在相机上扫动两次?那个TABLE的零件REF 值为82 5157 69 71 73 171 共7种料。
1. 扫动两次有两个原因:1. 如果HEAD1/5 2/6 3/7 4/8 采用不同的识别方式(DIRECT/SHADOW) ,由于1/5是同时扫描所以要求识别方式一样,否则要用两种识别方式的话就扫两次.2.如果HEAD1/5 2/6 3/7 4/8 识别方式相同但是灯光VALUE 不同,也要扫两次,原因同样一次不能提供两种灯光2. 个人经验认为,CM402这样的机型不论是一次扫描还是同时吸着都是有一定的条件的。
要实现一次扫描肯定得考虑到元件光线,高度,长宽还有速度什么的,只是不知具体数值是多少;还有同时吸取,也要考虑到FEEDER大小,spindle pitch,元件高度,吸取偏移等等一系列条件,只是不知到底这个范围是多少,还请业界的各位高手不吝赐教!2,C M402-C用1001吸取L:3.2 W:1.6 T:0.45/L:2.0 W:1.2 T:0.45 零件时频繁报实装错误黑屏,mount Gap:0.3,pickup Gap:0,贴装.识别均为高速,Nozzle PF:-95,真空检测Sensor Unuse. 真空手动检测值为-91.1. 校正吸着中心﹐察看Nozzle型号是否选用合理﹒实在不行﹒把真空检测关闭﹒就OK.2. 报错的时候到底是否已经装着了呢?还是在MOUNT 前报错?在MOUNT 前报错?--表示RECOG 后零件移动中MISS,MOUNT后报错---一是实际已经MOUNT 但NOZZLE 真空仍检测存在所以报错.二是MOUNT 前零件MISS.原理就是这样,请自行分析下.基本上原因就是PICKUP 的不好,漏气,MOUNT HEIGHT 不对,当然可能是真空检测气阀有问题,在HEAD 后上方白色东东,交换测试下.另外可以检查生产情报中MISS HISTORY,看当时的真空值.是同一HEAD 吗?还是其他HEAD 都会发生?3. 没有1002 NOZZLE 吗? 用试下,另外可以将PT 中MISS 检测值写小些, 如标准是-5 (PM 项) 写成-7/ -104. L:3.2 W:1.6 T:0.45/L:2.0 W:1.2 T:0.45 用1002Nozzle是不是有点过分,我现在只有用一个1001吸嘴,每个头都有试过,我也知道这种Size的Chip在泛用机打是有点不合理,但考虑效率没的办法。
CM402遇到的问题4

吸嘴脱落如何处理1,我这边的设备出现吸嘴脱落比较频繁,请问解决办法?我做过的动作有:1,对吸嘴真空检测,清扫过滤器,显示数字都OK;2,对左右两边的吸嘴对调生产还是NG。
查找说明书,给的说明是:1,在吸着或实装中吸嘴脱落;2,真空传感器堵塞;3,真空传感器故障。
我做的动作可以排除一二两种情况,我想说如果真空过滤器真的故障,真空检测能在显示的范围之内吗?求教,我该怎么办,或者有别的地方需要确认检查的没有?检查固定吸嘴的杆上的小铁片是不是变形了。
现在把真空传感器给更换了,问题已经解决.但是个人认为,不一定非要换真空传感器,做真空传感器真空检查,和旁边的真空压差不多大小,都在-10以下一点,但是这个头上贴片时候所使用的吸嘴是120真空感应器应该没有什么问题,主要是使用120吸嘴的时候与其他真空值不一样,再加上你的Holder内过滤网可能有破损更加造成真空值的误差,建议更换Holder内过滤网,使用新的过滤棉。
补充一点,头上真空传感器旁的那根真空气管可关注下,表面上看是好的,实际有可能漏气,是表面看不出来的。
换下看状态怎样?希能给予你帮助!上面的老兄,原因有以下几个:1,检测真空不足,不知你是否观查过吸嘴在检真空时如果不达标就会一直向下直到极限,有时会过缺口的,这也就是脱落的原因。
2,HOLDER内的弹簧的弹力不足也会导至脱落,这是我亲眼看过的。
3,HOLDER的保养做的不好。
请各位参考。
CM吸嘴反光面破损或者脱落,如何处理2,因为刚接触CM设备,请问CM吸嘴反光面破损或者脱落,如何处理!清洁吸嘴应注意些什么?保养时一定要将Nozzle分开放,不能堆成一堆,包括取下和安装的过程中,一定不能让Nozzle的嘴去碰到反光面。
还有你的保养溶济一定不能粘在反光面上太久,一定要按时擦干净。
对于脱落是产家的质量问题,你可以要求更换,你也可以自己用胶水粘,粘的时候不能清除反光板后面的黑色物体!除0201的吸嘴(即205、206)比较“娇贵”以外,其它的只要不用腐蚀性的溶剂清洁就好啦,当然也不能有物理损伤。
CM402操作说明书
7.1 生产的基板完了确认前工程及后工程没有问题、点击
操作面板的
STOP。
7.2 从生产中的画面、替换到 SINGLE 停止画面。 7.3 再次进行生产的场合、按住操作面板的
UNLOCK开关后、点击
START开关。 7.4 停止的场合、点击下功能键的
返回键、返回主菜单。
8.电源OFF
8.1 回主画面。 8.2 操作面板的SERVO开关OFF。
蜂鸣器响的时候,可以停止蜂鸣
无论哪个画面,按此键就显示树状菜单、选定的画面就会跳出来。
对现在显示画面的说明。 返回上一画面
3.5.功能键说明 項目
功能
操作员 工程员 生产 生产设定
生产情報
表示操作员模式 从操作员模式切换到工程员模式 (需要输入密码) 开始自动运转 必要项目确认后、使用
对生产确认必要的设定和动作
UNLOCK开关+
5.4.8 点击下功能键的
返回键、返回主菜单。
5.5.异形 HEAD 吸嘴确认 5.5.1 点击主菜单「生产设定」、出现生产设定菜单
5.5.2 点击吸嘴设定。
5.5.3 按住操作面板的 SHUTTER 开键
UNLOCK开关+
5.5.4 SERVO OFF。
5.5.5 确认 shuttle 显示的吸嘴NO.与实际安装的吸嘴是否一致。 装了不同的吸嘴的场合、换成正确的吸嘴。 进行各自 HEAD 的确认和交换。
返回键按下去,又返回主菜单。
5.生产准备 5.1.拆卸吸嘴 5.1.1 高速吸嘴 A、主菜单的[生产设定」键按住、出现生产设定菜单
B、按一下吸嘴設定。
C、按住操作面板的
UNLOCK开关、再点击吸
嘴拆卸键。
D、自动的对拆卸的吸嘴部分进行确认后再进行拆卸。
CM402遇到的问题5

CM402遇到的问题5CM402贴装前有一个上升的动作打402的CPK,在实装位置示教的时候,发现每个吸头在准备贴装元件前,都会稍微上升一下,然后贴装。
如果在高速贴装状态下应该发现不了。
那个是有个最大实装高度,防止贴装时撞件,在基板参数里可以设定。
因为打CPKREF用的是56,56的话贴装会有一个分解动作的。
做CPK的话REF 是改不了的吧,不过要真改也可以,在电脑上把程序读出再改,机台上是改不了的。
CM402高速机A区报"盖打开编带浮起检测(前侧)"错误!如题:在正常生产的情况下,报"盖打开编带浮起检测(前侧)"错误,回主画面再次开机,报"A工作台后伺服准备OFF"我们做了一下步骤,还请高手指点:1,检查SENSOR感应器,OK,开机NG2,检查机盖及编带盖,OK,开机NG3,更换TABLE1的CABLE线,开机NG4,更换TABLE2的CABLE线,开机NG5,更换TABLE1的X-JAVA,Y-JAVA,开机NG6,更换TABLE2的X-JAVA,Y-JAVA,开机NG7,TBALE1与TABLE2头部控制板卡交换,开机NG(仍报TABLE1盖打开编带浮起检测) 8,更换I/O卡,开机NG9,在报错的情况下,发现TABLE2-RELAY信号断线器无法跳至ON状态以上就是我们处理过的步骤,是不是哪里之间的连接线有问题?该怎么检测出来?紧急开关,伺服开关,门盖的连接线都试过了,都不是导致RELAY无法跳至ON状态的问题.备注下,这个错误信息是一起报的,不是分开报的,错误提示直接就是:"盖打开编带浮起检测(前侧)".这个错误报了2~3天了,还没有解决,是不是要更换CPU卡啊?请高手们指点指点,根据你所描述的问题分析可能为24DV 异常或者板卡故障进入Input 确认料带浮起信号是否有正常变动. 确认感应SENSOR对射光源是否OK. 再跟换Table 1 台车左边处理料带浮起的板卡试试。
CM402问题汇总
1)CM402、CM88M-U是否能对INTEFACE(手机写入口)贴装件进行识别?对个别引脚翘起的元件,没有安装雷射摄象机,是否能识别的出来? 2)CM402贴手机,发现BGA翘起,检查发现是底下有CHIP元件(0402或0201),请问怎么样控制?除了通吸嘴还有什么方法? 一。
1)不知道你那interface 元件是什么样子的,只要尺寸没有超出允许范围,可以贴装对于翘脚的元件,我们有专门的可选 leader checker 识别的出来不过你是cm402要是带tray的 2)第二个问题涉及的方面很多,不能一下子回答你.楼主可以提供一些信息过来,我们可以帮你分析。
二。
CM402 基本上是不會有零件拋在 PCBA 上的我建議應該在每日生產點檢上做一個動作同時可在貼 BGA 前通過 AOI 檢查。
三。
不知道你们的机器的真空有没有定期检查特别是要注意真空破坏压的调节。
我们工厂也有这样的情况检查调节真空破坏压后就ok cm402机器比较稳定但是保养检查工作还是很重要的。
四。
OPTION 中的 VACCUM CHECK ITEM 有打开吗一定要阿否则会有缺件的或多件的。
这个要根据你们工厂的空气情况。
不然会常常报警的。
2我公司有一台CM402的切刀在切料带的时候发出声音,声音很大,出现table在1和2. 请问各位大侠能否帮在下分析分析! 一。
切刀的间隙可能要调整了, 是气缸的声音,还是切刀的摩擦声音。
3机器重启后在板卡检测时报c c card数据传输错误。
系统提示要求升级软件或重启。
分析处理 1. 一般情况下这种报需要软件升级的错误我们都是按正常的程序顺序重启一次就好。
今天也重启了故障依旧。
2. 针对报错信息既然是时序错误检查各处相应的sensor。
注此前因维修故障进入过机器进行操作。
维修体会 1. 最终发现是feder侧的检测光纤线掉了。
可能是进入机器操作时脚踩掉的。
从新插好恢复 2. 发现这个为题我们走了弯路有时光凭借经验就断定某些故障其实是给自己设置故障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四.基板MARK点識別錯誤.
l 其中Color形式有黑 与白两种,指的是 Mark点相对于周边 颜色为暗或为亮
l MARK shape (如右 圖)
五.虛擬Nozzle數量不足
1.元件尺寸>24mm時需使用1006吸嘴作虛擬Nozzle
六.減震器端部錯誤
(警鐘長鳴!!!)
處理流程:1.回主菜單—2.回原點—3.確認位置—4.開蓋作業
七.穿梭式不良吸頭設定錯誤
注:元件尺寸>38mm時只能用HD1貼裝
繼續+UNLOCK(解鎖鍵) 方法: 首先按基板取出鍵 再同時按UNLOCK(解鎖鍵)+繼續,就會再次開始運轉
二.編帶浮起
看清所顯示的TABLE位置
首先回主菜單,再開啟伺服開關 找出原因.
注意: 需打開安全蓋進入機臺處 理報警時,必須先開啟伺服開關!
旋 轉
然後打開安全蓋,
常見原因有以下幾種情況
1,Feeder前蓋上料帶斷開 翹起
OK
注:我們常常在工單結單後拆料時,往往會忘記 將Feeder前蓋蓋好,如果開機可能會造成Nozzle 撞壞.
三.TABLE4不良傳送帶已滿(泛用機 )
此處被 感應到 燈顯紅 色
此處 有元 件
取下元件
OK後此處 燈顯綠色
按下白色按鈕 使不良傳送帶 轉動 注:不良傳送帶只有泛用機有,故此報警只有泛用機才出現,不會出現在高速機中
羅慎慎
CM402-L常見故障及處理方法
目錄
1.基板位置錯誤 2.編帶浮起 3.TABLE4不良傳送帶已滿 4.基板MARK点識別錯誤. 5.虛擬Nozzle數量不足 6.減震器端部錯誤 7.穿梭式不良吸頭設定錯誤
一.基板位置錯誤
第一步 確認基板位置錯誤的停板位置
1. TABLE1,2基板位置錯誤
2,Feeder前蓋前料帶翹起
注:料帶必須及時清理,否則會挂壞Nozzle(吸嘴)
塑
膠
料
紙料帶過多,
未對其進 立即清 行清理! 理!
生產中Feeder被拔出, 放回原位時要對Feeder 上料帶清理,不可讓其
翹起!
3.Feeder前蓋翹起(警鐘長鳴!!!)
NG
切記:蓋 好Feeder 蓋子
2. TABLE3,4基板位置錯誤
綠色:請放入基板 黃色:請取出基板
注:1.每臺機有7個停板位置(基板L<240MM時) 2.每臺機有5個停板位置(基板L≧240MM時)
第二步 此停板位置上是否有基板存在
1.停板位置有基板時,處理方法如下
先回主菜單,再取出基板 重新開機生產
2.如停板位置沒有基板,處理方法如下