PLC 通讯原理和程序设计
plc检测网口通讯程序
plc检测网口通讯程序PLC(可编程逻辑控制器)是一种专门用于工业自动化的电子设备,它能够根据不同的输入条件,执行一系列的操作命令,从而控制各种工业过程。
而PLC的检测程序则是保证PLC与其他设备之间正常通信的重要一环。
一、PLC检测网口通讯的重要性PLC的网口通讯是PLC与外部设备进行数据交换的主要方式之一,如PC、HMI人机界面、传感器等。
因此,确保PLC的网口通讯程序正常运行非常重要。
一旦网口通讯出现问题,可能导致设备停机、信息丢失等严重后果,影响工业生产。
二、PLC检测网口通讯程序的原理PLC检测网口通讯程序的基本原理是通过与外部设备进行通信来检测网口的状态和数据传输是否正常。
一般情况下,PLC通过特定的协议与外部设备进行通信,比如Modbus协议、Ethernet/IP 协议等。
在程序设计中,会使用一系列的通信指令,比如读取寄存器、写入寄存器等来实现与外部设备的数据交换。
通过这些指令,可以获取外部设备发送过来的数据,并将数据发送至指定的位置,或者将PLC中的数据发送给外部设备。
三、PLC检测网口通讯程序的实现步骤1. 设定通信参数:首先,需要设定通信的类型、协议和通信地址等参数。
这些参数的配置取决于具体的设备和通信需求。
2. 编写通信指令:根据设备的通信协议和规约,编写相应的通信指令。
这些通信指令通常由厂家提供,或者在PLC的编程软件中已经定义好,可以直接调用使用。
3. 设计异常处理机制:通信中可能会出现各种异常情况,比如通信超时、设备断线等。
为了确保程序的稳定性,需要设计相应的异常处理机制,及时捕捉和处理这些异常情况。
4. 运行监测程序:在完成程序的编写之后,需要将其上传至PLC,并进行运行监测。
通过监测程序的运行状态和输出结果,可以检测网口通讯是否正常。
四、常见的PLC网口通讯问题及解决方法1. 通信超时:在与外部设备通信时,由于网络延迟或设备繁忙等原因,可能出现通信超时问题。
此时,可以考虑增加通信超时时间或合理调整程序的优先级,以确保通信稳定。
PLC程序设计与应用

PLC程序设计与应用PLC(可编程逻辑控制器)是一种广泛应用于工业自动化领域的控制设备。
它通过编写程序,对各种工业过程进行监控和控制。
本文将介绍PLC程序设计的基本原理和应用技巧。
一、PLC程序设计基础知识1. PLC的组成和工作原理PLC由中央处理器、输入模块、输出模块和编程设备组成。
输入模块用于接收传感器信号,输出模块用于控制执行器动作。
编程设备通过编写程序,将输入信号转换为输出动作,实现对工业过程的控制。
2. Ladder图编程语言Ladder图是PLC程序设计中常用的编程语言。
它通过并联和串联关系来表示逻辑控制关系。
并联关系表示逻辑或关系,串联关系表示逻辑与关系。
程序员可以通过连接不同的逻辑元件(如继电器、计时器、计数器)来实现复杂的控制逻辑。
二、PLC程序设计的应用场景1. 自动化生产线控制PLC在自动化生产线上的应用广泛。
它可以实现对生产设备的监控和控制,保证生产线的稳定运行。
通过编写合理的控制程序,可以实现生产过程中的自动启停、速度控制、故障检测等功能,提高生产效率和质量。
2. 建筑物智能化控制PLC在建筑物智能化控制领域也有很多应用。
它可以对建筑物的照明、空调、电梯等设备进行集中控制和管理。
通过定时控制、传感器反馈等功能,实现对建筑物能耗的优化调节,提高能源利用效率。
3. 环境监测与控制PLC还可以应用于环境监测与控制系统中。
通过连接各种传感器,对温度、湿度、压力等环境参数进行实时监测。
当环境参数超出设定范围时,PLC可以触发相应的控制信号,调节环境参数,维持良好的工作环境。
三、PLC程序设计的技巧与注意事项1. 系统可靠性设计在进行PLC程序设计时,需要考虑系统的可靠性。
合理设置容错机制,防止单点故障对整个系统的影响。
同时,进行充分的测试和调试,确保程序的正确性和稳定性。
2. 程序的模块化设计将大型程序分解为多个小模块,在设计过程中保持模块之间的独立性。
这样可以提高程序的可维护性和可扩展性,使后期的修改和升级更加方便。
三菱PLC的通讯与编程案例
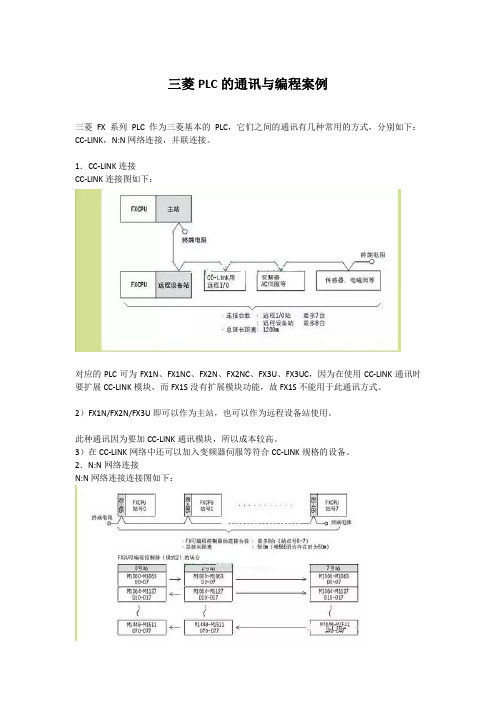
三菱PLC的通讯与编程案例三菱FX系列PLC作为三菱基本的PLC,它们之间的通讯有几种常用的方式,分别如下:CC-LINK,N:N网络连接,并联连接。
1.CC-LINK连接CC-LINK连接图如下:对应的PLC可为FX1N、FX1NC、FX2N、FX2NC、FX3U、FX3UC,因为在使用CC-LINK通讯时要扩展CC-LINK模块,而FX1S没有扩展模块功能,故FX1S不能用于此通讯方式。
2)FX1N/FX2N/FX3U即可以作为主站,也可以作为远程设备站使用。
此种通讯因为要加CC-LINK通讯模块,所以成本较高。
3)在CC-LINK网络中还可以加入变频器伺服等符合CC-LINK规格的设备。
2.N:N网络连接N:N网络连接连接图如下:3.并联连接并联连接图如下:1)通讯对象是FX1S、FX1N、FX1NC、FX2N、FX2NC、FX3U、FX3UC同一系列的PLC之间。
2)该通讯在PLC间进行1:1通讯,进行数据交换,只能满足2台PLC的通讯。
一、N:N网络通讯1、通讯解决方案用FX2N,FX2NC,FX1N,FXON可编程控制器进行的数据传输可建立在N:N的基础上。
使用此网络通讯,它们能链接—个小规模系统中的数据。
2、相关标志和数据寄存器对于FXlN/FX2N/FX2NC类可编程控制器,使用N:N网络通讯辅助继电器,其中M8038用来设置网络参数。
M8183在主站点的通讯错误时为ONM8184到M8190在从站点产生错误时为ON(第1个从站点M8184,第7个从站点M8190) M8191在与其它站点通讯时为ON。
数据寄存器D8176设置站点号,0为主站点,1到7为从站点号D8177设定从站点的总数,设定值1为1个从站点,2为两个从站点;D8178设定刷新范围,0为模式0(默认值),1为模式1,2为模式2;D8179 主站设定通讯重试次数,设定值为0到10;D8180 设定主站点和从站点间的通讯驻留时间,设定值为5到255,对应时间为50到2550ms案例该系统有三个站点,其中一个主站,两个从站,每个站点的可编程控制器都连接一个FX2N-485-BD通讯板,通讯板之间用单根双绞线连接。
plc编程与原理

plc编程与原理
PLC编程是指通过编写指令和程序来控制可编程逻辑控制器(PLC)的工作。
PLC是一种专用的数字计算机,可以用于自
动化控制系统中的逻辑和顺序控制。
PLC编程可以实现对机械、电气、液压、气动等各种系统和设备的控制和监控。
PLC编程的基本原理是将控制逻辑翻译为一系列的指令,然
后通过程序运行来实现控制和监测。
PLC的编程语言通常有
梯形图(ladder diagram)、指令列表(instruction list)、功能
块图(function block diagram)和结构化文本(structured text)等。
在PLC编程中,需要先进行I/O配置,即将输入和输出设备
连接到PLC的输入端口和输出端口上。
然后,根据系统要求
和控制逻辑,编写相应的程序,包括输入检测、输出操作、逻辑运算、计时器和计数器等控制指令。
通过PLC编程,可以实现诸如自动化生产线、机器人控制、
家庭智能化、楼宇自动化等各种应用。
PLC具有可编程性和
可扩展性的优点,能够根据实际需求进行灵活的编程和配置。
总之,PLC编程是通过编写指令和程序来控制PLC工作的过程,它是自动化控制系统中重要的一部分,具有广泛的应用领域和重要的意义。
PLC原理及产品介绍

汇川产品系列分布图
PLC系列
22:05
PLC 命名规则
22:05
H2U系列主模块
20点,40点,60点 2路60K/4路10K高速脉冲输入 32点,64点,80点,128点,6路60K高速脉冲输入 20点,32点,64点,80点,128点,3路100K高速脉冲输出
22:05
40点,60点,2路100K高速脉冲输出
H0U硬件结构
DC24V工作电压
22:05
H0U硬件结构
高速输入输出
高速输入点 2路60K H0UXP 6AT 2路温度输入 4路10K 高速输出点 MT:2路100K MR: / 通信口 2路RS485, 1路USB
2路模拟量输入
2路模拟量输出
/
2路模拟量输入
6ATC 2路温度输入
2路模拟量输出
10、MODBUS、CANLink3.0配置。。。。。
22:05
编程软件——AutoShop
1、通讯配置(PLC-PC) 2、固件升级 3、时序监控图、监视 4、故障诊断 5、编译、上传、下载、在线修改
工具 调试
6、加密设置、时钟设置
7、清除PLC内存 8、生成下载文件、批量替换、向导
22:05
PLC
运算指令:ADD/SUB/MUL/DIV/DEADD/DESUB/DEMUL/DEDIV/INC/DEC
脉冲定位:ZRN/DRVI/DRVA/ PLSV/PLSY/PLSR
通讯指令:MODBUS
22:05
本地模块扩展图
本地温度模块 模拟量输入 特殊扩展模块 本地I/O模块 H2U-2DC 物联网模块
22:05
PLC 分类
1. 按结构形式分类, 可分为整体式和模块式两类。 2. 按 I/O 点数和存储容量分类 ◆ 小型 PLC : I/O 点数在 256 点以下,存储 器容量 2K ;
PLC和计算机间的通讯协议与数据传输程序设计
PLC和计算机间的通讯协议与数据传输程序设计作者:于洋于浩来源:《电子技术与软件工程》2018年第15期摘要随着工业的不断发展和进步,加快了工业自动化信息的进程,导致在工业中广泛使用了计算机与PLC。
且随着不断更新换代的PLC,计算机和PLC之间的通讯发展速度也逐渐加快。
本研究主要以计算机和PLC之间的通信协议为基础,简单的分析了计算机和Comi型PLC之间的通讯方式,并且提出了两种有效的通讯方式以及设计程序,以此作为参考。
【关键词】PLC 上位计算机串行通讯方式程序设计PLC的全称是可编程序控制器,PLC具有很多的优势,包括较强的接口功能、良好的实用性和结构模块化,安全可靠,且编程简单直接,因此受到了广泛的而应用。
控制监控系统是工业控制系统中必不可少的,由PLC和计算机结合在一起便组成了控制监控系统。
将PLC与计算机结合在一起可以使两者之间进行优势互补。
其中微计算机与PLC分别作为上机位和下机位使用。
与此同时,在个人计算机中的应用软件十分的丰富,可以满足用户的所有需求,接口性能良好,价格经济实惠,性价比较高,因此在各个领域中应用广泛。
1 PLC和上位计算机之间的端口连线Comi型PLC是由OMRON公司所推出的一种小型、模块化的PLC。
其CPU单元由于自身配备RS232C接口,所以不需要专门的通讯模块,可直接使用RS232C与计算机进行连接。
2 PLC和上位计算机之间的通讯协议2.1 通讯步骤Comi的通讯方法主要包括两种,一是利用上位机向PLC发现出指;二是允许PLC向上位机发出指令。
要想实现计算机和PLC之间的数据交换和传输,必须要有传输的渠道,也就是“帧”。
在市局的数据传输过程中,每次一个发送单位只能发出一帧,之后发送权会转移到另一个单位。
如果出现终止的符号,便会导致原先的发送单元成为接收单元。
在相应格式和命令中@起始符必须是开始位,对不同的节点进行区分是加入通讯用于多个节点的设定节符号。
plc 通讯原理

plc 通讯原理
PLC通讯原理是指可编程逻辑控制器(PLC)与其他设备之间进行数据传输和通信的原理与方式。
通讯原理是确保PLC能够与其他设备进行有效数据交换的基础。
PLC通讯原理主要包括以下几个方面:
1. 通讯协议:PLC通讯需要使用特定的通讯协议来规定数据的格式和传输方式。
常见的通讯协议有Modbus、Profibus、Ethernet等。
不同的设备使用不同的协议进行通讯,PLC需要根据设备的协议进行设置。
2. 通讯接口:PLC通讯接口用于连接PLC与其他设备之间的物理连接。
常见的通讯接口有串口(RS232/RS485)、以太网口等。
使用不同的通讯接口需要选择相应的通讯线缆和连接方式。
3. 数据传输方式:PLC通讯可以采用点对点传输方式或总线传输方式。
点对点传输方式适用于少量设备之间的直接通讯,而总线传输方式适用于大规模设备之间的数据交换。
4. 通讯速率:PLC通讯的速率决定了数据传输的速度。
通常情况下,PLC和其他设备需要设置相同的通讯速率才能正常进行数据交换。
5. 数据解析:PLC接收到其他设备发送的数据后,需要进行数据解析才能得到有用的信息。
解析的过程包括提取数据、判
断数据类型和校验数据的完整性等。
在实际应用中,PLC通讯原理的具体实现方式根据不同的应用场景和设备要求而有所差异。
熟悉PLC通讯原理并能够灵活应用是PLC工程师的基本能力之一。
PLC的基本指令及程序设计
❖
S7-200PLC用LAD编程时以每个独立的网络块
(Network)为单位,所有的网络块组合在一起就是梯形图,
这也是S7-200PLC的特点。
1
梯形图语言编程主要特点及格式有以下几点:
1)梯形图按行从上至下编写,每一行从左至右顺序编写,即PLC程序 执行顺序与梯形图的编写顺序一致。 2)梯形图左、右边垂直线分别称为起始母线和终止母线。每一逻辑行 必须从起始母线开始画起。(终止母线常可以省略) 3)梯形图中的触点有两种,即常开触点和常闭触点,这些触点可以是 PLC的输入触点或输出继电器触点,也可以是内部继电器、定时器/计 数器的状态。与传统的继电器控制图一样,每一触点都有自己的特殊 标记(编号),以示区别。同一标记的触点可以反复使用,次数不限。 这是因为每一触点的状态存入PLC内的存储单元中,可以反复读写。 传统继电器控制中的每个开关均对应一个物理实体,故使用次数有限。 这是PLC优于传统控制其中的一点。
6
5.1.2 触点串联指令
触点串联指令为A、AN。 A(And):与指令。用于单个常开触点的串联连接。 AN(And Not):与反指令。用于单个常闭触点的串联连接。
图5-2 A、AN指令的用法
7
使用说明:
(1)A、AN是单个触点串联连接指令,可连续使用。但在用梯形图编程 时会受到打印宽度和屏幕显示的限制。S7-200的编程软件中规定的串联 触点数最多为11个。
28
4. 逻辑出栈指令
❖ LPP,逻辑弹出栈指令(分支结束或主控复位指令)。在梯形图中的分 支结构中,用于将LPS指令生成一条新的母线进行恢复。
❖ 注意:使用LPP指令时,必须出现在LPS的后面,与LPS成对出现。 ❖ 在语句表中指令LPP执行情况如下表所示。
plc原理是什么
plc原理是什么
PLC(可编程逻辑控制器)原理是一种计算机控制系统,用于
自动化控制各种机械和工业过程。
PLC的工作原理可以概括
为以下几个步骤:
1. 输入信号采集:PLC通过接收传感器和输入设备的信号,
获取所需的输入信息,例如按钮状态、传感器信号或其他外部输入。
2. 信号处理和逻辑运算:PLC接收到输入信号后,根据预先
编写的程序和逻辑进行信号处理和逻辑运算。
这些编写的程序定义了与输入信号相关的逻辑运算,例如比较、计算、判断等。
3. 输出信号控制:PLC根据经过逻辑运算的结果,生成相应
的输出信号。
输出信号可以控制电机、阀门、继电器等执行器,实现所需的自动化控制。
4. 程序执行循环:PLC中的程序以循环的方式执行,不断接
收输入信号、处理逻辑运算和控制输出信号。
这样可以实现持续的自动化控制。
通过以上步骤,PLC可以根据预先编写的程序控制机械和工
业过程。
PLC的好处在于可以灵活地修改和调整控制逻辑,
以满足不同的工业控制需求。
而且PLC具有稳定性和可靠性
较高的特点,适用于工业自动化领域的各种应用。
《PLC:从原理到应用程序设计》读书笔记PPT模板思维导图下载

5.11 外围设备 指令
习题
5.1.2 指令的数 据长度与执行形
式
5.1.1 指令与操 作数
5.1.3 变址操作
0 1
5.2.1 条 件跳转指 令 FNC00
0 2
5.2.2 子 程序调用 和返回指 令 FNC0...
0 3
5.2.3 中 断指令 FNC03/ FNC...
0 4
5.2.4 主 程序结束 指令 FNC06
1.1.1 继电器控 制电路
1.1.3 连接式编 程系统与存储式
编程系...
1.2.1 PLC 基本单元及 PLC控制系...
1.2.2 PLC 的软件组成
1.3.1 PLC 的开关量输
入接口
1.3.2 PLC 的开关量输 出接口
1.4.2 PLC的工 作状态
1.4.1 PLC的循 环扫描与中断
7.1 功能模块 1
概述
7.2 模拟量输 2
入模块
3 7.3 模拟量输
出模块(D/A)
4 7.4 定位控制
模块
5
习题
7.1.1 特殊 功能模块的
类型
7.1.2 特殊 功能模块的 安装及应用
7.2.2 FX2N4AD的接线
7.2.1 FX2N4AD的技术指标
7.2.3 FX2N4AD的缓冲寄存
器
6.2.3 I/O点数 的确定
0 4
6.2.4 存 储容量的 确定
0 6
6.2.6 扩 展模块的 选择
0 5
6.2.5 输 入/输出 接口模块 的选择
6.2.8 I/O点数 的简化与扩展
6.2.7 供电方式 的选择
6.2.9 PLC的外 围电路设计
编写PLC程序的步骤
编写PLC程序的步骤PLC程序是指针对可编程逻辑控制器(Programmable Logic Controller)的编程工作,用于实现各种自动化控制任务。
PLC程序的编写具有高度的灵活性和可扩展性,可以减少人工操作,提高生产效率,保障生产安全,因而得到广泛的应用。
本文将介绍PLC程序的编写步骤,包括基本概念、流程管理、符号指定、语言选择、程序设计、代码调试等方面。
1. 基本概念PLC程序是一种通过编程来控制机器或设备的软件,其主要功能是在基于指定的条件执行相关的指令和控制操作,以完成对生产或工业过程的控制任务。
PLC程序可以模拟各种逻辑门电路,如:与门、或门、非门等,也可以集成的操作逻辑,如计数、比较和控制,支持特定的输入和输出组件,以便操作员可以配合实际生产进行灵活的编程和调试。
2. 流程管理PLC程序编写的第一步是规划一个完整的流程,这个流程通常包括设立程序目标、规定符号标识、确定输入输出方式、建立数据表格、设定跳转关系等等。
需要注意的是,不同的控制系统和PLC类型需要做不同的流程规划,因此在进行编写之前,需要仔细地研究设备和软件要求,确保实现目标的最佳方案。
3. 符号指定PLC程序中的符号是指一些特殊的标识,包括输入、输出、中间变量、数据处理模块等等。
这些符号的含义通常在编写程序前进行定义,需要考虑清楚输入和输出的参数、中间工作量和触发方式等等。
符号定义应该依据各个线圈和数据表格的配置方式,确保程序的完整性。
4. 语言选择PLC程序编写可以使用各种的结构化编程语言,例如:LADDER、ST、FBD、SFC等,这里介绍其中两种常用的语言。
LADDER语言是一种基于电路中的常用图形和符号来表示程序的语言,其编程方式类似于电路图的设计。
这种语言具有直观、易懂、编写简便的特点,适合进行较为简单的程序设计。
ST语言则运用类C语言的算法和结构来编写程序,具有逻辑清晰、强调变量类型的特点,适合于复杂的编程任务。
PLC电气控制技术

PLC电气控制技术PLC电气控制技术是应用于各种工业自动化领域的高端控制技术。
在现代工业生产中,PLC技术已经成为了控制和监控的主要方式。
本文将重点介绍PLC控制技术的原理、构成以及应用。
一、PLC控制技术的原理PLC即Programmable Logic Controller,即可编程控制器。
其原理是基于传统的模拟控制技术和数字电路设计的结合。
PLC 的核心是中央处理器(CPU),它通过输入端口、输出端口和I/O接口与外部设备进行数据交换和控制信号的传输。
PLC的控制程序通过PLC的编程语言编写,这些语言包括梯形图、指令表和函数块图。
这些语言具有非常强的灵活性和逻辑性,可以实现各种复杂的逻辑运算。
同时,PLC还可以进行多任务处理,使得多个程序同时运行成为可能,提高了控制系统的处理能力。
二、PLC控制技术的构成PLC控制技术的构成主要由以下几个部分组成:1、中央处理器(CPU)中央处理器(CPU)是PLC的核心,控制程序和数据都在其中运行。
CPU通常包括一个微处理器、存储器、时钟和输入/输出口。
CPU是接收输入信号、处理控制程序、发出输出信号的中心部件。
2、输入/输出模块(I/O模块)输入输出模块是将外部信号转化成PLC可以处理的数字信号,或将PLC输出的数字信号转化成可以控制的外部信号的设备。
输入模块接收外部设备的输入信号,输出模块向外部设备传输出信号。
I/O模块可以是数字型的、模拟型的,甚至是专门用于特定设备的模块。
3、内存内存是存储PLC控制程序和数据的地方。
常用的内存包括RAM(随机存储器)和ROM(只读存储器)。
ROM中存储的是程序和数据,一旦存储进去就不能再更改;RAM可以读取和写入数据,读取的数据通常是I/O模块中的数据。
4、通信模块通信模块是可选的组成部分。
通过通信模块,PLC可以连接到其他PLC或者计算机,从而实现网络控制。
可以通过网络模块来实现PLC的网络化,以便进行远程监控和控制。
可编程控制器的工作原理

可编程控制器的工作原理可编程控制器(Programmable Logic Controller,简称PLC)是一种专门用于工业自动化控制的电子设备。
它基于数字电子技术,通过处理输入信号并执行输出动作来实现对工业过程的控制。
PLC的工作原理如下:1.输入信号采集:PLC通过输入模块采集传感器或其他设备的输入信号,例如温度传感器、压力传感器、开关等。
输入信号可以是数字信号(高电平或低电平)或模拟信号(电压或电流)。
2.输入信号处理:PLC对输入信号进行逻辑判断和处理。
根据程序逻辑,它可以对输入信号进行滤波、去抖动等处理,以确保输入信号的准确性和可靠性。
3.程序执行:PLC根据用户编写的程序运行逻辑进行程序执行。
用户可以使用其中一种程序设计语言(如梯形图、指令表、结构化文本等)来编写程序,描述所需的控制逻辑和操作步骤。
4.输出控制:根据程序逻辑和输入信号处理结果,PLC产生相应的输出信号,并通过输出模块控制执行机构,如电磁阀、变频器、电机等。
输出信号可以是开关信号,也可以是模拟信号,用于控制设备的状态、速度、位置等。
5.时间控制:PLC内部带有一个或多个定时器和计数器。
定时器用于控制一些操作的持续时间,计数器用于计数一些事件的次数。
这些时间和计数值可以用于程序执行的条件判断和计算。
6.通讯与数据交换:PLC可以与其他设备进行通讯,以实现数据交换和远程监控。
常见的通讯方式包括串行通讯和以太网通讯。
PLC可以从其他设备获取外部数据,并将控制结果发送给其他设备。
7.自诊断和报警:PLC具有自诊断功能,可以检测自身的工作状态和故障,并通过报警信号或显示屏将故障信息提供给操作员。
自诊断功能有助于快速定位和排除故障,提高系统的可靠性和可维护性。
总结起来,PLC的工作原理是通过采集、处理输入信号,根据编写的程序逻辑执行相应的输出控制动作,从而实现对工业过程的自动化控制。
它具有可编程性、灵活性和可扩展性强的特点,广泛应用于工业领域的自动化控制系统中。
c与plc网口通讯编程
c与plc网口通讯编程随着工业自动化的发展,计算机与PLC(可编程逻辑控制器)之间的通讯变得更加重要。
计算机通过与PLC进行通讯,可以实现对生产过程的监控与控制。
其中,C语言作为一种广泛应用的编程语言,也可以用于与PLC进行网口通讯。
本文将探讨C与PLC网口通讯编程的基本原理和实现方法。
一、PLC与计算机的通讯方式要实现C与PLC网口通讯编程,首先需要了解PLC与计算机的通讯方式。
目前常用的通讯方式有串口通讯、以太网通讯和USB通讯等。
其中,以太网通讯是目前应用最广泛的通讯方式之一。
以太网通讯通过网口连接PLC和计算机,实现数据的传输和交换。
二、C语言与PLC网口通讯编程的基本原理C语言作为一种通用的编程语言,与PLC的网口通讯编程原理基本相同。
具体过程如下:1. 建立与PLC的通讯连接:通过调用相关的API或库函数,C语言程序可以建立与PLC的通讯连接。
这些API或库函数提供了一组通讯接口,包含了与PLC通讯所需要的协议和命令。
2. 配置与PLC的通讯参数:在与PLC的通讯连接建立后,C语言程序需要配置与PLC的通讯参数,包括PLC的IP地址、端口号等信息。
这些通讯参数一般由PLC厂商提供,并根据实际情况进行配置。
3. 发送与接收数据:配置完成通讯参数后,C语言程序通过相应的函数发送数据到PLC或接收PLC发送的数据。
这些数据可以是控制命令、传感器数据等,根据具体的应用需求进行定义。
4. 数据处理与逻辑控制:C语言程序接收到PLC发送的数据后,可以进行相应的数据处理和逻辑控制。
通过解析和分析接收到的数据,C语言程序可以根据事先设定的算法和逻辑,实现对PLC的控制。
5. 断开与PLC的通讯连接:C语言程序在与PLC的通讯结束后,需要断开与PLC的通讯连接,释放相关的资源和内存。
这样可以确保通讯的可靠性和安全性。
三、C与PLC网口通讯编程的实现方法在实现C与PLC网口通讯编程时,可以利用现有的开源库或自行开发相应的函数库。
PLC与工控机的串口通信设计

PLC与工控机的串口通信设计摘要随着计算机技术,自动控制技术及网络技术的迅速发展,在工业领域中对控制系统的要求逐渐增高。
在众多的工业控制系统中,分布式控制系统应用最为广泛。
在分布式控制系统中,PLC作为现场控制设备,被用于数据采集与控制。
而PLC 又由工业控制计算机进行编程从而实现两者的数据交换。
PLC与工控机的结合,提供了一种可靠、经济和开发周期短的分布式控制系统构建方案。
本文主要以PLC作为硬件基础,结合工控机编程软件实现两者间的串口通信。
串口通信的实现是工业控制系统的关键,它作为一种灵活、方便、可靠的数据传输方式,在工业现场得到了越来越多的应用。
本文中使用的是三菱PLC与工控机进行通信。
通过了解PLC的基本结构、工作原理、功能及特点、内部运作方式和扫描周期,以及三菱PLC的工作模式与网络通信结构,确定PLC与工控机的连接通过标准RS-232通信电缆实现。
PLC与工控机利用标准RS-232通信电缆连接后,首先要设置上下位机的通信格式,具体为数据长度、奇偶校验、停止位、波特率、标题、终结符、控制线、和校验、协议等内容的设置;继而还要设置通信控制协议格式。
最后由工控机软件进行编程,编程软件由VC++6.0实现,在软件平台内采用通信空间MSComm空间进行工控机与PLC的通信。
将PLC与工控机连接后进行了通信验证,可以证明该程序可以实现PLC与工控机的串口通信。
关键词:PLC、工控机、串口通信、VC++6.0AbstractWith the rapid development of the computer technology, the automaticcontrol technology and the network communication, the demand presented by the industry and mining enterprise to the control system is higher and higher. In the multitudinous industrial control system, the distributed control system’s application is most widespread. In the distributed control system, they usually select PLCas the control device, using in the data acquisition and control. By the industrial control computer, PLC can be programmed to realize the data exchange. The combination of PLC and industrial controlling provides a reliable, economic and short development cycle to build distributed control system. Based on the hardware of the PLC ,the pape combined with software to realize the serial communication between industrial control programming.The implementation of serial communication is the key to the industrial control system, as a flexible, convenient and reliable way of data transmission, is becoming more and more popular in the industrial field of application. The paper use a mitsubishi PLC and industrial computer to realize the communicate. Through understanding the basic structure, working principle, functions and characteristics, internal operation and scan cycle of PLC. And the operation mode of the Mitsubishi PLC and network communication structure, determine the PLC and industrial PC connected via a standard RS - 232 communication cables.PLC and industrial PC using a standard RS-232 communication cable connection, the first to set up the upper and lower position machine communication format, specific to the data length, baud rate, parity, stop bits, and title, terminator, the line of control, and calibration, agreement, etc. Set of content; then set the communication control protocol format. Finally conducted by the industrial computer software programming, the programming software by VC++ 6.0 to realize, in the software platform USES the communication space MSComm space carries on the industrial PC and PLCcommunications. After connect the PLC and industrial control communication verification, to prove the program can realize serial communication of PLC and industrial control.Key word: PLC,industrial control computer, serial port communication, VC++6.0目录第1章绪论1.1 课题研究背景及意义 (25)1.2 国内外发展现状 (26)1.2.1 PCI国内外发展现状 (26)1.2.2 工控机的国内外发展现状 (27)1.3串口通信介绍 (29)1.4本课题主要研究的内容 (30)第2章可编程控制器与工控机的概述2.1PLC的工作原理及功能特点 (32)2.1.1 PLC的基本结构 (32)2.1.2 PLC的主要功能及特点 (33)2.1.3 PLC的工作原理 ............................ 错误!未定义书签。
plc的工作原理是什么

plc的工作原理是什么
PLC(可编程逻辑控制器)的工作原理是基于计算机技术、电
子技术和自动控制技术的综合应用。
PLC的工作原理包括以
下几个方面:
1. 输入信号的采集:PLC通过输入模块采集外部传感器或开
关等设备的信号,如温度传感器、压力传感器、开关量信号等。
2. 输入信号的处理:PLC将采集到的输入信号进行处理和检测,包括消抖处理、滤波处理、输入信号状态的判断等。
通过输入处理模块,将输入信号转换为可读的逻辑状态。
3. 根据需求进行逻辑控制:PLC根据用户编程的逻辑功能,
对输入信号进行逻辑判断。
它可以使用多种编程语言,如梯形图、指令列表、结构化文本等。
根据编程逻辑,PLC判断何
时执行何种操作,并输出相应命令。
4. 输出控制信号:根据逻辑判断,PLC通过输出模块产生相
应的控制信号,用于控制执行器、电动机、继电器等执行元件的工作状态。
输出信号可用于开关、电流、电压等形式。
5. 反馈和监控:PLC通过输出模块控制执行元件,并通过反
馈模块获取执行元件的实际状态反馈信号。
反馈信号可以用于确认是否执行了相应操作,并且可以用于监控和保护控制系统。
6. 循环控制:PLC以循环方式不断扫描输入、处理、输出模块,实现对系统的连续控制。
针对不同应用需求,可以设置扫
描周期,即PLC的工作速度。
通过以上工作原理,PLC实现了对工业自动化系统的控制。
它具有可靠性高、稳定性好、可编程性强等特点,被广泛应用于各种工业领域和自动化控制系统中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC通讯原理和程序设计通讯程序设计在自动化系统的应用越来越广泛,例如plc 与操作界面的数据交换,通过通讯对变频器的控制,plc 的连网等等。
要想实现plc 的通讯编程,首先所选的plc 必须有强大的通讯能力,就是说plc 的操作系统能够支持多种通讯格式,通常一种品牌的plc 如果能够提供给用户更多的编程自由度,那么这种品牌的技术开发能力就越强大,大多数品牌只能提供固定格式的通讯格式或协议,这就大大局限了plc 与其他智能设备的数据交换。
我们的plc 产品具有RS232 和光电隔离的RS485 两个自由通讯口, 两个通讯口可以同时收发数据,几乎可以适应所有通讯格式,可以提供CRC 和BCC 等多种校验方式。
以一台PLC 通过485 通讯控制多个某品牌的变频器为例:如果该变频器的波特率是9600b/s ,8 个数据位,奇校验, 1 个停止位。
那么首先必须在plc 的嵌入 C 窗口的初始化代码区编程一个通讯口设置语句:Set485Port(9600,o,8,1); 仅仅一个语句就完成了对485 通讯口的编程。
由于485 通讯必须设定主从关系,这里是plc 控制多台变频器,所以plc 必须设置为主,因此还需在初始化代码区增加一个地址和主从设定语句:SetAddress(1,MASTER); 事实上,对于主控制器来说,地址已经失去意义。
通讯口已经设置完毕,下面就是如何根据要求将数据发送给变频器。
例如一组8 字节控制数据如下所示:01h ----> 变频器编号03h ----> 命令21h ----> 两字节参数地址02h00h ----> 两字节参数02hCRC ---> 两字节CRC 校验马CRCPLC 程序:Set485TBAddPointer(0);AddNumberTo485TB(0x1);AddNumberTo485TB(0x3);AddNumberTo485TB(0x21);AddNumberTo485TB(0x2);AddNumberTo485TB(0x0);AddNumberTo485TB(0x2);AddCRCTo485TB();Start485Transmit();PLC基础知识简介在自动化控制领域,PLC 是一种重要的控制设备。
目前,世界上有200 多厂家生产300 多品种PLC 产品,应用在汽车(23% )、粮食加工(16.4% )、化学/ 制药(14.6% )、金属/ 矿山(11.5% )、纸浆/ 造纸(11.3% )等行业。
为了使各位初学者更方便地了解PLC ,本文对PLC 的发展、基本结构、配置、应用等基本知识作一简介,以期对各位网友有所帮助。
一、PLC 的发展历程在工业生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。
传统上,这些功能是通过气动或电气控制系统来实现的。
1968 年美国GM (通用汽车)公司提出取代继电气控制装置的要求,第二年,美国数字公司研制出了基于集成电路和电子技术的控制装置,首次采用程序化的手段应用于电气控制,这就是第一代可编程序控制器,称Programmable Controller (PC )。
个人计算机(简称PC )发展起来后,为了方便,也为了反映可编程控制器的功能特点,可编程序控制器定名为Programmable Logic Controller (PLC ),现在,仍常常将PLC 简称PC 。
PLC 的定义有许多种。
国际电工委员会(IEC )对PLC 的定义是:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。
上世纪80 年代至90 年代中期,是PLC 发展最快的时期,年增长率一直保持为30~40% 。
在这时期,PLC 在处理模拟量能力、数字运算能力、人机接口能力和网络能力得到大幅度提高,PLC 逐渐进入过程控制领域,在某些应用上取代了在过程控制领域处于统治地位的DCS 系统。
PLC 具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。
PLC 在工业自动化控制特别是顺序控制中的地位,在可预见的将来,是无法取代的。
二、PLC 的构成从结构上分,PLC 分为固定式和组合式(模块式)两种。
固定式PLC 包括CPU 板、I/O 板、显示面板、内存块、电源等,这些元素组合成一个不可拆卸的整体。
模块式PLC 包括CPU 模块、I/O 模块、内存、电源模块、底板或机架,这些模块可以按照一定规则组合配置。
三、CPU 的构成CPU 是PLC 的核心,起神经中枢的作用,每套PLC 至少有一个CPU ,它按PLC 的系统程序赋予的功能接收并存贮用户程序和数据,用扫描的方式采集由现场输入装置送来的状态或数据,并存入规定的寄存器中,同时,诊断电源和PLC 内部电路的工作状态和编程过程中的语法错误等。
进入运行后,从用户程序存贮器中逐条读取指令,经分析后再按指令规定的任务产生相应的控制信号,去指挥有关的控制电路。
CPU 主要由运算器、控制器、寄存器及实现它们之间联系的数据、控制及状态总线构成,CPU 单元还包括外围芯片、总线接口及有关电路。
内存主要用于存储程序及数据,是PLC 不可缺少的组成单元。
在使用者看来,不必要详细分析CPU 的内部电路,但对各部分的工作机制还是应有足够的理解。
CPU 的控制器控制CPU 工作,由它读取指令、解释指令及执行指令。
但工作节奏由震荡信号控制。
运算器用于进行数字或逻辑运算,在控制器指挥下工作。
寄存器参与运算,并存储运算的中间结果,它也是在控制器指挥下工作。
CPU 速度和内存容量是PLC 的重要参数,它们决定着PLC 的工作速度,IO 数量及软件容量等,因此限制着控制规模。
四、I/O 模块PLC 与电气回路的接口,是通过输入输出部分(I/O )完成的。
I/O 模块集成了PLC 的I/O 电路,其输入暂存器反映输入信号状态,输出点反映输出锁存器状态。
输入模块将电信号变换成数字信号进入PLC 系统,输出模块相反。
I/O 分为开关量输入(DI ),开关量输出(DO ),模拟量输入(AI ),模拟量输出(AO )等模块。
开关量是指只有开和关(或 1 和0 )两种状态的信号,模拟量是指连续变化的量。
常用的I/O 分类如下:开关量:按电压水平分,有220VAC 、110VAC 、24VDC ,按隔离方式分,有继电器隔离和晶体管隔离。
模拟量:按信号类型分,有电流型(4-20mA,0-20mA )、电压型(0-10V,0-5V,-10-10V )等,按精度分,有12bit,14bit,16bit 等。
除了上述通用IO 外,还有特殊IO 模块,如热电阻、热电偶、脉冲等模块。
按I/O 点数确定模块规格及数量,I/O 模块可多可少,但其最大数受CPU 所能管理的基本配置的能力,即受最大的底板或机架槽数限制。
五、电源模块PLC 电源用于为PLC 各模块的集成电路提供工作电源。
同时,有的还为输入电路提供24V 的工作电源。
电源输入类型有:交流电源(220VAC 或110VAC ),直流电源(常用的为24VAC )。
六、底板或机架大多数模块式PLC 使用底板或机架,其作用是:电气上,实现各模块间的联系,使CPU 能访问底板上的所有模块,机械上,实现各模块间的连接,使各模块构成一个整体。
七、PLC 系统的其它设备1 、编程设备:编程器是PLC 开发应用、监测运行、检查维护不可缺少的器件,用于编程、对系统作一些设定、监控PLC 及PLC 所控制的系统的工作状况,但它不直接参与现场控制运行。
小编程器PLC 一般有手持型编程器,目前一般由计算机(运行编程软件)充当编程器。
2 、人机界面:最简单的人机界面是指示灯和按钮,目前液晶屏(或触摸屏)式的一体式操作员终端应用越来越广泛,由计算机(运行组态软件)充当人机界面非常普及。
3 、输入输出设备:用于永久性地存储用户数据,如EPROM 、EEPROM 写入器、条码阅读器,输入模拟量的电位器,打印机等。
八、PLC 的通信联网依靠先进的工业网络技术可以迅速有效地收集、传送生产和管理数据。
因此,网络在自动化系统集成工程中的重要性越来越显著,甚至有人提出" 网络就是控制器" 的观点说法。
PLC 具有通信联网的功能,它使PLC 与PLC 之间、PLC 与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。
多数PLC 具有RS-232 接口,还有一些内置有支持各自通信协议的接口。
PLC 的通信,还未实现互操作性,IEC 规定了多种现场总线标准,PLC 各厂家均有采用。
对于一个自动化工程( 特别是中大规模控制系统) 来讲,选择网络非常重要的。
首先,网络必须是开放的,以方便不同设备的集成及未来系统规模的扩展;其次,针对不同网络层次的传输性能要求,选择网络的形式,这必须在较深入地了解该网络标准的协议、机制的前提下进行;再次,综合考虑系统成本、设备兼容性、现场环境适用性等具体问题,确定不同层次所使用的网络标准。
PLC控制系统应用的抗干扰问题随着科学技术的发展,PLC 在工业控制中的应用越来越广泛。
PLC 控制系统的可靠性直接影响到工业企业的安全生产和经济运行,系统的抗干扰能力是关系到整个系统可靠运行的关键。
自动化系统中所使用的各种类型PLC ,有的是集中安装在控制室,有的是安装在生产现场和各电机设备上,它们大多处在强电电路和强电设备所形成的恶劣电磁环境中。
要提高PLC 控制系统可靠性,一方面要求PLC 生产厂家用提高设备的抗干扰能力;另一方面,要求工程设计、安装施工和使用维护中引起高度重视,多方配合才能完善解决问题,有效地增强系统的抗干扰性能。
2 电磁干扰源及对系统的干扰2.1 干扰源及干扰一般分类影响PLC 控制系统的干扰源与一般影响工业控制设备的干扰源一样,大都产生在电流或电压剧烈变化的部位,这些电荷剧烈移动的部位就是噪声源,即干扰源。
干扰类型通常按干扰产生的原因、噪声干扰模式和噪声的波形性质的不同划分。
其中:按噪声产生的原因不同,分为放电噪声、浪涌噪声、高频振荡噪声等;按噪声的波形、性质不同,分为持续噪声、偶发噪声等;按噪声干扰模式不同,分为共模干扰和差模干扰。
共模干扰和差模干扰是一种比较常用的分类方法。
共模干扰是信号对地的电位差,主要由电网串入、地电位差及空间电磁辐射在信号线上感应的共态(同方向)电压迭加所形成。