从电镀金刚石工具看金刚线
电镀金刚石工具应用及工艺要点
电镀金刚石工具应用及工艺要点摘要:分析了金刚石复合电镀的原理,介绍了电镀金刚石工具在机械加工、电气电子、玻璃、工艺美术及日用品等工业领域的应用。
给出了选用金刚石的标准及除杂方法,待镀件几何图形的面积计算,电镀容器的规格和用途。
讲解了电解液的加热方式和阳极使用方法,及电镀质量检测要求:研究了一种电镀金刚石工具新工艺:250~260LNiSO4•7H20,30~35LNiCI2•6H20,35~40LH3BO3,30mL/L增光刑,50mL/L增硬刑,35mL/L增润剂,pH4.6~5,40~44℃,JK=0、5~lA/din提出了电镀清洁生产的基本条件。
关键词:复合电镀;电镀金刚石;生产应用;1电镀金刚石工具原理电镀金刚石是金属复合电沉积过程(又称镶嵌电镀)。
由于采用Ni-C0二元合金或Ni-Co-Mn三元合金电解液,可获得合金复合镀层,具有比单金属Ni镀层更好的性能(硬度、致密性、耐磨性、耐高温性等):要实现合金的共沉积,必须要求2种金属的电极电位差小于0.02V。
Ni(一0.25V)、Co(一0.27V)的电极电位差为0.02V,因此可以得到Ni.Co合金镀层。
尽管Ni与Mn(一1.05V)的电极电位差偏大(0.80V),但在硫酸盐电解液中,Mn的极化不大,而Ni的极化却很显著,因此仍可获得Ni-Co-Mn三元合金镀层。
金刚石在弱酸性溶液中吸附H(这可由加入金刚石后溶液pH升高而证明),并在电场作用下向阴极缓慢移动,最终吸附在阴极表面。
这样当N、Co、Mn“不断在阴极表面吸附时,就把吸附在阴极表面的金刚石不断包裹起来,形成金刚石复合镀层。
为使金刚石与基体及包裹镀层互相溶合成一体,基体及镀层必须具有与金刚石表面相似的结构。
2电镀金刚石工具的应用范围2.1机械加工工业电镀金刚石滚轮已成功地应用于修整成型磨削用的普通砂轮或者直接对工件进行成型磨削,并广泛地用于加工曲轴、轴承、液压阀件等。
电镀金刚石手工什锦锉或机用锉刀,以及各种形状的金刚石磨头,广泛应用于加工修磨、以硬质合金或淬液硬钢材制造的模具、或者各种形状的工件表面和内孔。
金刚石工具分类及属性
金刚石工具的分类及属性Diamond Tools 金刚石工具是指用结合剂把金刚石(一般指人造金刚石)或者立方氮化硼制作成一定形状、结构、尺寸,并用于加工的工具产品。
金刚石工具如果按照用途分,可以分为金刚石磨削工具、金刚石锯切工具、金刚石刀具、金刚石钻探工具、修整工具和拉丝模等。
在上一篇《超硬磨具的分类及属性》中,这里把超硬磨具也就是金刚石磨削工具独立出来了,其余的归入本分类中。
以下是详细的分类及属性。
如图1所示,金刚石工具目前在这里被分为9个二级分类和24个三级分类。
针对产品数量众多的产品,比如金刚石锯片和,金刚石绳锯、线锯和金刚石刀具等添加了属性,对于数量少的目前只给出了商标和型号两个属性,具体如下:一、Diamond Saw Blades 金刚石锯片金刚石锯片一般是指金刚石圆锯片(Circular Saw Blades ),但金刚石带锯(Band SawBlades )和金刚石排锯(Gang Saw Blades )也应归属于金刚石锯片。
金刚石锯片是一种切割工具,广泛应用于石材,陶瓷等硬脆材料的加工。
金刚石锯片主要由两部分组成;基体与刀头。
基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分。
金刚石锯片可以按照工艺分,也可按照外观或者应用分类。
在本文,这些被作为属性来定义一款金刚石锯片。
Style 外观:Continuous Rim 连续式、Contour Blade 轮廓切割、Ring Saw 环锯片、Segmented 节块式、Turbo 涡轮形、Tuck Point 开槽片、Other;Weld Type 工艺:Sintered 烧结、Brazed 焊接、Laser Brazed 激光焊接、Electroplated 电镀、Other;Diameter 直径:收集了100mm-900mm的常见金刚石锯片直径供用户选择;Sawing Condition 应用环境:Dry 干切、Wet 湿切、Wet / Dry 干湿两用;Concentration 浓度:200%、150%、125%、100%、75%、50%、25%Materials Sawed 应用材料:Asphalt 沥青、Brick 砖块、Concrete 混凝土、Granite 花岗岩、Glass 玻璃、Marble 大理石、Porcelain 瓷器、Refractory 耐火材料、Stone 石头、Slate 石板、Tile 瓷砖、Universal 通用、Other应用材料属性可以让供应商选择多个,但我们不建议每次都全选,可以根据实际情况选择,如果适用于多种材料,建议直接选择Universal 通用。
金刚石线锯质量检验

金刚石线锯质量检验周波;毛剑波【摘要】为检验金刚石线锯的质量,以显微图像分析为基础,采用数学三维建模的方法,共选择5个线锯样品,对其表面的磨粒出刃高度、磨粒出刃率、磨粒面积比、线锯丝径、包络丝径、磨粒堆积直径等参数进行量化分析.结果表明:分析结果能很好地反映产品质量的变化,对于线锯产品质量检验与控制,具有非常有效的指导作用.%To inspect the quality of diamond wire saw,mathematics three-dimensional modeling method is proposed based on the microscopic image analysis to quantitatively analyze parameters such as protrusion height,protrusion rate and area ratio of the grits,and diameters of wire,saw and grits.Five samples are chosen to compare and analyze.Results show that this method could reflect the change of the product quality well,which is an effective guidance for wire saw product quality inspection and control.【期刊名称】《金刚石与磨料磨具工程》【年(卷),期】2017(037)002【总页数】5页(P73-77)【关键词】金刚石线锯;显微图像分析;数学三维建模;量化分析【作者】周波;毛剑波【作者单位】郑州建斌电子科技有限公司,郑州450007;超硬材料磨具国家重点实验室,郑州450001;西安隆基硅材料股份有限公司,西安710100【正文语种】中文【中图分类】TQ164;TG74电镀金刚石线锯是以电镀金属为结合剂,通过电沉积,把金刚石磨料固结在芯线上而制成的一种线状切割工具[1],是近几年新发展起来的一种高新技术产品,广泛用于太阳能硅片、LED、半导体、宝石、光学玻璃等贵重材料以及精密器件的切割,具有切割效率高、精度高、环保节能等显著优点[2]。
金刚线生产线设计与控制
金刚线生产线设计与控制1.1.1 国内研究背景。
金刚线是金刚石切割线的简称。
工业上许多东西是用金刚线来切割的,比如晶硅切片、石英钻石等硬质材料的切割等。
金刚石切割线顾名思义,跟金刚石有关。
大体上是把金刚石的微小颗粒镶嵌在线上,做成的金刚石切割线。
金刚石是超硬的,用途很广的切割材料。
金刚线具有了金刚石微型的锯齿,增加了钢线的切割能力,可以大大加快切割速度。
目前国内市场上的金刚石线切割机主要被国外公司垄断,在太阳能硅材料切割用的金刚石线切割机市场上,中国制造尚处于空白状态,国内太阳能硅材料切割用的金刚石线切割机全部采用进口,对外依存度很高,严重制约我国太阳能产能最大化的进一步发展。
1.1.2 课题研究的意义。
与传统的钢线和砂浆切割方式相比,金刚石线切割机具有诸多优点:可实现高速切割,环保生产,成本低廉等等,而且与国外同类型产品相比具有明显的性价比优势。
高速切割是针对传统的砂浆切割方式而言,速度是该传统工艺切割的2~3 倍,能够使用户降低采购设备成本。
同时也能使用户能够承接较大的订货量。
环保生产也是针对传统的砂浆切割方式而言,传统工艺切割环境恶略,不环保,且大量的砂浆需要回收处理,耗用大量的人力和财力成本,而金刚石线切割机的工艺却无须砂浆,只需要水或是水基冷却清洁液就可以,真正实现了环保生产和制造。
成本低廉的特点,较国外产品价格而言,只是它们60%左右的价格,使国内用户的切割成本大大降低。
金刚石切割线对比传统钢线优势非常明显,用同样设备采用电镀金刚石钢丝线切割多晶硅碇,比采用砂浆切割所用时间大大缩短,最大限度地发挥了设备效能;设备应用环境得到有效改善,提高设备使用寿命;设备实际使用功率减小。
此切割线应用于新能源行业———太阳能光伏行业,以及超硬材料切割加工行业。
1.2 本文主要内容。
系统通过PLC 采用PID 控制算法控制伺服电机的速度,实现生产线的同步控制。
系统对生产线的同步控制要求非常高,要求各部分严格同步以免超出金属线的抗拉强度、抗弯强度、疲劳强度使金属线的金相组织受到损坏。
211287314_电镀金刚石线锯上砂装备设计和应用

平台研究[J].现代信息科技,2019,3(21):7-9.[5]祝永志,荆静.基于Python 语言的中文分词技术的研究[J].通信技术,2019,52(7):1612-1619.图6 对31省评分数据进行可视化呈现安徽北京福建甘肃广东广西贵州海南河北河南黑龙江湖北湖南吉林江苏江西辽宁内蒙古宁夏青海山东山西陕西上海四川天津西藏新疆云南浙江重庆客服响应及时性服务态度业务熟练度整体服务评价平均值=8.547平均值=8.792平均值=8.691平均值=8.871平均值=9.009回复内容清晰易懂体验省份: 上海业务熟练度: 9.421回复内容清晰易懂: 9.436客服响应及时性: 9.605整体服务评价: 9.351服务态度:9.677体验省份101010101055555000 引言20世纪90年代,金刚石线锯开始兴起,现已广泛应用于光伏、电子和蓝宝石等贵重超硬材料切割领域[1]。
早期的金刚线加工技术采用的是裸露的金属线和游离的磨料,在加工过程中将磨料加入金属线和加工件之间以产生切削作用。
为了进一步缩短加工时间和对超硬材料和难以加工的陶瓷进行加工,人们将金刚石微粉以一定的方式固定到金属线上,进而出现了固定金刚石线锯[2]。
金刚石线锯也称金刚线,是以钢丝为基础材料,以氨基磺酸镍为镀液主盐,在合适的电镀工艺下采用复合镀的方法在钢丝基体上沉积一层金属镍,同时在金属镍中包裹金刚石微粉颗粒而制得的一种超硬材料锯切工具[2-3]。
线锯切割具有能切割大尺寸薄片、加工表面质量高、锯缝损失少、挠曲变形小以及切割效率高等优点,在切割硬脆材料方面有广泛应用[1]。
电镀金刚石线锯广泛应用于光伏、电子和蓝宝石等贵重超硬材料切割领域,具有切割效率高、产品精度高、损耗小和工作环境清洁等优点,是一种新型节能环保产品[4-5]。
该文对金刚线生产线一种竖式上砂结构进行进深入研究,分析了其目前结构的不足,对上砂装备进行了全新设计,并在零件制作过程中严格控制加工精度。
电镀金刚石切割线的种类及制造工艺的研究概述

决 游离 磨料 切 割方 式 存 在 的问题 , 越来 越 多 的人 开始 研 究 固结磨 料切 割 工 具 , 主要 集 中在 电镀 金 刚石 切 割 线 和树 脂结 合剂 切割 线 … 。 电镀 金 刚石切 割线 就是 以 电镀金 属 把 金 刚 石 通
金 刚石切 割线 的 常用制 造方 法 , 并对金 刚石切 割 线 的进 一 步研 究进行 了展 望 。 为 电镀 金 刚石 切割 线 的 生
产和研 究提 供 了一 定的指 导 。
关 键 词 电镀 金 刚石切 割 线 ; 割 ; 脆材 料 切 硬 中 图分类 号 T 7 T 6 文献 标 志码 A 文 章编 号 :0 6—8 2 2 1 )3— 0 5— 6 G 4;Q14 10 5 X(0 2 0 0 3 0
( i d oU i r t o i c a dTcn l y Q n d o2 6 6 , hn ) Q n a nv sy fS e e n eh o g , i a 6 0 C i g e i c n o g 1 a
Ab t a t El cr p a e imo r a i i d o n ii g t o d n p o e so l cr p e i t t h sr c e to l td d a nd wie s w s a k n fi csn o lma e i r c s fee to r cpi i t e a ng dimo d g t 1 t e se lwie marx. T a p i ain a d p o r s s we la h n f cu ig meh d f a n r s03 h te r ti i he p lc to n r g e s a l s t e ma u a t rn t o s o ee to lt d d a n r a .a d alk n s o l cr p ae i mo d wie s w r n r d c d. Th u t r l cr p ae imo d wie s w n l i d f ee to l td d a n r a we e i to u e e f rhe r s a c r n fee to lt d dimo d wie s w r lof r c se e e rh te dso l cr p ae a n r a we e as o e a td.I l p o i u d n ef rr s a c n twil r vdeg i a c o e e r h a d
金刚石线切割机的工作原理及分类
金刚石线切割机的切割原理及分类一、金刚石线切割机金刚石线切割机原理金刚石线切割机装有一个绕丝筒。
绕丝筒在高速旋转的同时进行往复回转运动进而带动金刚石线做往复运动,金刚石线被张紧轮所张紧,为增加切割的精度和切割面的平整度,会安装导向轮进行导向[1]。
通过自动控制工作台向金刚石线方向不断地进给,或是控制金刚石线向工作台方向不断进给,从而使金刚石线与被切割物件间不断产生磨削进而产生切割运动。
金刚石线锯切割优势当被加工材料不导电且需要采用线切割的方式进行加工时,电火花线切割机不再适用,此时金刚石线切割机的加工优势便显现出来,金刚石线切割机同时适用于导电材料和不导电材料(硬度要比金刚石线小)的切割。
因此,金刚石线切割机被广泛用于各种金属和非金属及复合材料的切割,如陶瓷、玻璃、岩石、宝石、玉石、陨石、单晶硅、碳化硅、多晶硅、耐火砖、环氧板、铁氧体、PCB以及建筑材料、牙科材料、生物材料及仿生复合材料等,特别适用于切割高硬度、高价值、易破碎的各种脆性材料[2-3]。
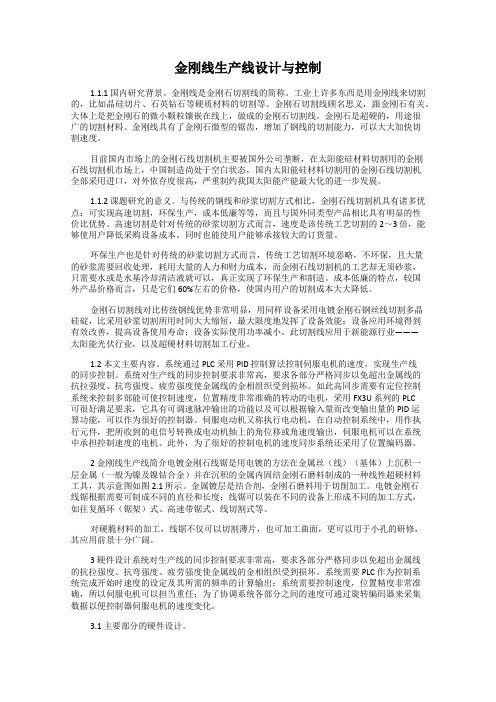
金刚石线切割机常用的金刚石线主要为电镀型金刚石线1、电镀型:用电镀的方法在金属丝上沉积一层金属(一般为镍和镍钴合金),并在金属内固结金刚石磨料制成的一种线性超硬材料工具。
金属镀层是结合剂,金刚石磨料则用于切削加工。
基材是否为环形基材种类金刚石磨料电镀金刚石长切割线环形电镀金刚石切割线单根钢丝基体金刚石切割线多根钢丝基体金刚石切割线不带金属衣的普通金刚石切割线带金属衣的金刚石切割线电镀金刚石切割线目前人们研究和应用较多的是截面为圆形的单根钢丝的金刚石长切割线和环形电镀金刚石切割线。
电镀金刚石长切割线是指采用电镀的方法将金刚石磨料固结到有头的金属基体上形成的切割线,常用基体截面形状为圆形,一般为0.12~0.5mm,主要用于硅晶体、蓝宝石的切割加工。
环形电镀金刚石切割线是指将金刚石磨料电镀到环形金属基体上形成的切割线。
该类切割线使用时一般缠绕到几个导轮上进行单向循环切割,切割过程中无需换向,因此切割速度高。
电镀金刚石切割线的种类及制造工艺的研究概述

电镀金刚石切割线的种类及制造工艺的研究概述电镀金刚石切割线是一种用于切割材料的工具。
金刚石是目前世界上最硬的材料之一,因此金刚石切割线具有极高的硬度和耐磨性,适用于切割硬材料如石材、陶瓷和玻璃等。
本文将重点研究电镀金刚石切割线的种类及制造工艺。
金刚石切割线有许多种类,根据切割线的形状和用途可分为直线切割线、环形切割线和其他特殊形状的切割线。
直线切割线是最常见的金刚石切割线之一、它通常由金刚石颗粒和金属粉末混合制成,再通过电镀技术将其附着在切割线的金属基体上。
直线切割线的制造工艺较为简单,适用于大多数材料的切割。
环形切割线又称为锯片,是用于切割圆形物体如管材和圆盘的切割工具。
环形切割线的制造工艺要求更高,因为它需要在金属基体上形成一个连续的金刚石刃。
制造过程通常包括将金刚石颗粒与金属粉末混合,然后通过复杂的电镀技术将其附着在金属基体上形成刃部。
环形切割线的制造工艺相对复杂,但它具有更高的切割精度和效率。
除了直线切割线和环形切割线,还有一些特殊形状的金刚石切割线用于特殊的切割需求。
例如,曲线切割线适用于切割复杂形状的物品;花纹切割线可用于切割装饰用石材;平板切割线适用于切割片状材料等。
制造电镀金刚石切割线的工艺大致分为以下几个步骤:选择合适的金刚石颗粒和金属粉末;将两者混合并加入到电解液中制备电镀混合液;将金属基体放入电镀槽中,并将电流通过电解液进行电镀;在电镀过程中,金刚石颗粒会在金属基体上逐渐析出并形成切割刃;根据需要,可以进行多层电镀以增加金刚石切割线的硬度和耐磨性;最后,对切割线进行加工和抛光以达到理想的尺寸和表面光洁度。
需要注意的是,不同种类的金刚石切割线制造工艺会有一定的差异。
例如,环形切割线的制造工艺可能需要额外的步骤如焊接和锯切,以形成一个闭合的环形切割线。
总之,电镀金刚石切割线具有多种类型和制造工艺,包括直线切割线、环形切割线和其他特殊形状的切割线。
制造电镀金刚石切割线的工艺主要涉及金刚石颗粒和金属粉末的混合、电镀过程的控制和后期加工等步骤。
电镀金刚线的四化技术路线
电镀金刚线的四化技术路线21世纪初,电镀金刚线以其优异的切割效率被应用于晶硅切割。
到目前为止,单晶硅棒砂线切割已完全被金刚线切割替代;多晶硅方面,正在向金刚线切割过渡,与单晶硅还存在肯定的差异。
金刚线切割相比砂线,其耐磨性好,切削时间长,还能有效避开砂线切割带来的环境污染问题。
电镀金钢线的制备过程实在包括除油、除锈、预镀、上砂、加厚和后续处理等。
本文指出了电镀金刚线的技术要素,给出了金刚线的系列检测方法,列出了美畅新材对金刚线产品性能的基本要求,然后认真介绍了电镀金刚线的四化技术路线,并深入分析了四化技术路线的优点及存在的技术难点,最后指出了将来金刚线产品进展趋势。
1.电镀金刚线的技术要素电镀金刚线是通过金属电镀方法将金刚石磨料固结在钢丝基体上,制成用于硬脆材料切割的线切割工具。
表征电镀金刚线的性能重要有破断力、出刃率、出刃高度、自由圈径、翘头高度等技术要素2.电镀金刚线的检测方法目前国内外生产电镀金刚线产品的企业重要有美畅新材、岱勒新材、浙江东尼、瑞翌新材、开封恒锐新、恒星科技、青岛高测、江苏亿荣、贝卡尔特、盛利维尔、旭金刚、中村超硬、Read、DMT等。
现电镀金刚线产品还未有相关国家标准可进行参考,各个生产厂家都拥有自成一套的产品检测方法,但检测方法之间存在差异,由此造成金刚线产品标准混乱、性能参差不齐,不利于电镀金刚线行业今后长期进展。
综合现有生产技术,结合不同厂家的检测方法,下面给出可供生产厂家参考的检测方法。
国内外上规模、产能较大的美畅新材、旭金刚、岱勒新材等公司的金刚线产品性能比较稳定,以美畅新材为例,其对产品性能的基本要求。
(1)外观。
金刚线外观目测检验。
(2)线径。
取段样线任选3~5处,使用千分尺(辨别率为0.001mm)进行测量,记录全部测量值。
(3)破断力。
将500mm样线固定在拉力测试仪上,保证样线拉直且不受力,然后以0.001m/s~0.008m/s速率进行拉伸,直至样线断裂,重复测量3次以上取最小值。
金刚石线切割技术简析

金刚石线切割技术简析技术简介以生产工艺划分,金刚石线可以分为电镀金刚石线和树脂金刚石线。
金刚石切割线是通过一定的方法,将金刚石镀覆在钢线上制成,通过金刚石切割机,金刚石切割线可以与物件间形成相对的磨削运动,从而实现切割的目的。
金刚石线是用复合电镀的方法将高硬,高耐磨性的金刚石微粉固结在钢丝基体上,而制成固结磨料金刚石锯线。
在切割过程中90%的抗拉强度来自钢丝线,因此钢丝线对金刚石线至关重要。
在自由磨料线锯切割过程中,研磨液由喷嘴直接喷到钢丝线与硅晶体上,由线网的钢丝线带动游离磨料对硅晶体进行切割。
与游离磨料不同,金刚石线将金刚石微分固结到钢丝线上,钢丝线往复移动对硅晶体进行切割。
图:金刚石线构成轴剖面图技术优势传统砂浆的利用钢丝的快速运动将含磨料的液体带入到工件切缝中,产生切削作用。
在切割过程中,碳化硅被冲刷下来,唯有持续进行滚动磨削,而减少切割效率。
碳化硅的硬度9.5(莫氏),而金刚石硬度在10(莫氏)。
金钢线切割线速度基本在15m/s,正常切割的砂浆线速度基本在9-11.5m/s。
而若金钢线再做突破的话,就应该是要更硬,同时兼有更好的自锐性(多晶金刚石),更稳定的固结方式,更快的线速度。
金刚石切割线相比传统工艺有三大优势:1)金刚石线切割漏损少,寿命长,切割速度快,切割效率高,提升产能;2)品质受控,单片成本低,金刚石线切割造成的损伤层小于砂浆线切割,有利于切割更薄的硅片;3)环保,金刚石线使用水基磨削液(主要是水),有利于改善作业环境,同时简化洗净等后道加工程序。
添加剂原理随着金刚石线切割技术的发展及单多晶竞争的日益激烈,多晶硅片将全部由砂浆线切割转变为金刚石线切割。
不过由于金刚石线切割多晶硅片的损伤层浅、线痕明显等问题,常规砂浆线的酸制绒难以在其表面刻蚀出有效的减反射绒面。
目前,针对金刚石线多晶硅片制绒的难题,主要解决办法包括:金刚石线直接添加剂法、干法黑硅(RIE)及湿法黑硅(MCCE)等,由于RIE和MCCE成本及工艺等原因,目前大多数企业以金刚石线直接添加剂法制备金刚石线切割多晶硅片的减反射绒面,当然由于添加剂法制备的电池转换效率低等因素,决定其只是金刚石线切割多晶硅片全面推广的一个过渡阶段。
电镀金刚石线用途
电镀金刚石线用途
电镀金刚石线是一种应用磨料技术制作而成的高性能线材,经过电镀工艺制成。
其主要用途是在石材、陶瓷、玻璃等硬质材料的切割加工中发挥作用。
这种金刚石线可以提供非常高效的切割能力,具有高强度和耐磨性,经久耐用,使得较硬的材料也能够被精确地切割。
同时,它还具有耐高温、耐化学腐蚀等优良特性,可满足高精度切割加工的需求。
电镀金刚石线广泛应用于石材、陶瓷、红砖、砖瓦、玻璃、光学材料、石膏、石棉水泥等硬质材料的加工。
特别是在石材的切割加工中,电镀金刚石线具有成本低、切割效果好、切割质量高等优点。
其还广泛用于制作陶瓷砖、玻璃制品、电子陶瓷、陶瓷原料等行业和产品中。
总之,电镀金刚石线具有众多优点,可以在硬质材料的切割加工中发挥出很大作用,广泛应用于各个领域,是现代工业生产中不可缺少的一种高性能切割工具。
试论电镀金刚石线镀层性能及加工工艺

288百家论坛试论电镀金刚石线镀层性能及加工工艺刘子昂湖南衡阳县第一中学1622班摘要:随着我国科学技术的不断发展,对于先进技术的应用也日益成熟,现阶段,我国硅晶体的硬质合金等一系列材料的应用已经得到很好的体现,在这一过程当中,对于材料应用的要求也变得越来越严格,整个电镀金刚石的性能也有了很大程度的提升。
本文对电镀金刚石线镀层性能及加工工艺进行了讨论以及分析。
关键词:电镀金刚石;线镀层性能;加工工艺本文从电镀金刚石切割线的具体分类情况进行入手,结合了电镀金刚石运用技术的发展情况,并对其性能进行了较为详细的研究,从而优化了电镀金刚石线镀层性能的加工工艺思路,达到了最佳的切割效果[1]。
一、电镀金刚石切割线的具体分类以及意义分析随着当前我国整个硬脆材料行业发展的速度不断的加快,电镀金刚石切割线的应用范围也变得更加广泛,并且在实际应用的过程中取得了较为理想的效果。
一般情况下,整个电镀金刚石的切割线直径大概在0.1毫米到0.3毫米之间,在对其进行且个的过程中,要对直径进行精准的把握,但是由于我国目前对于具体的分类方法掌握并不统一,这也就导致在实际工作的过程中,会出现一些突发情况,一般情况下,会按照材料的具体情况来进行分类,主要分为单股钢丝和双股以及多股钢丝,并且在一定程度上结合了材料的具体应用性能,形成了较为普通的金刚石切割线。
在切割线实际应用的过程中,使用更多的是以截面为主的单根钢丝,其应用的范围相对较广。
对于现阶段的电镀金刚石切割线来说,主要是通过对使用电镀的方法来将整个金刚石磨料进行固结,使之形成切割性,一般情况下,使用的切割面为圆形,并且其主要应用在硅晶体等硬脆材料的切割过程中。
环形的电镀金刚石的切割线是现阶段应用较为频繁的切割技术之一,通过及时有效的应用,从而在一定程度上实现了单向切割,根据相关的研究数据可以看出,在切割的过程中,并不需要改变方向,这也在很大程度上实现了高速切割。
在整个环形切割的过程中,也可以使用电力股钢丝来进行,这样一来,在切割的过程中,要注意对焊接接头的热处理,此环节对于施工人员的专业素质要求相对较高。
金刚石线简介演示

经济效益
通过提高生产效率,减少材料浪 费和提高产品质量,金刚石线切 割技术可以带来显著的经济效益 。
市场竞争力
使用金刚石线切割技术可以帮助 半导体制造商在激烈的市场竞争 中获得优势。
技术进步
金刚石线切割技术的不断发展和 完善将推动整个半导体行业的技 术进步。
05
金刚石线的未来发展趋势
技术创新和研发方向
01
提升切割速度
通过优化切割工艺和设备,提高 金刚石线的切割效率,降低生产 成本。
02
新型金刚石线研发
03
智能化切割控制
研究新型金刚石线材料,提高其 强度、韧性和耐久性,以满足不 断变化的市场需求。
开发智能切割控制系统,实现自 动化和智能化切割,提高切割精 度和效率。
市场需求和产业前景
光伏行业需求
详细描述
金刚石线具有极高的硬度和耐磨性,因此它能够高效地切割各种硬质材料,如陶瓷、玻璃、硅等。同 时,金刚石线的导热性能优良,能够减少热量集中,降低工具和工件的温升,保证加工过程的稳定性 和精度。
环保无污染
总结词
金刚石线是一种环保无污染的加工工具,适用于现代制造业的要求。
详细描述
金刚石线是一种非金属材料加工工具,不会产生金属污染,因此它适用于食品、医药等行业的加工要求。同时, 金刚石线的使用寿命长,可减少更换工具的频率和停机时间,提高生产效率。
金刚石线的应用领域广泛,包 括半导体设备、光学设备、精 密机械等领域。
金刚石线的应用领域
01
02
03
半导体设备
用于硅片、晶圆的切割、 研磨和抛光等工艺。
光学设备
用于光学玻璃、光学塑料 等材料的切割和研磨。
精密机械
用于高精度零部件的加工 和制造,如航空航天、汽 车等领域。
电镀金刚石线工艺流程

电镀金刚石线工艺流程
金刚石线作为一种高效耐磨的磨具,在很多行业中得到广泛应用。
电镀金刚石线是指将金刚石微粉通过电化学方法沉积在金属丝上,形成一种金刚石颗粒密集、硬度高、耐磨损的金刚石线。
以下是一种常见的电镀金刚石线的工艺流程。
首先,准备金属丝。
金属丝的选材非常重要,常用的金属有铜、银、钢等。
金属丝要求表面光滑并且无任何杂质。
接下来,对金属丝进行表面处理。
一般来说,金属丝需要经过除油、酸洗等处理过程,以去除表面污染物和氧化层,使金属丝表面更加纯净。
然后,进行电镀涂覆处理。
将处理过的金属丝放入电镀槽中,槽中配制有含有金刚石微粉的电解液。
在电流作用下,金刚石微粉被电化学方法沉积在金属丝表面。
接着,进行电解液调节。
根据金刚石线的具体要求,可以对电解液的浓度、温度、酸碱度等进行调节,以控制沉积速度和金刚石颗粒的尺寸。
在电镀过程中,需要注意控制电流密度,避免电流过大或过小,导致金刚石线表面质量不佳。
同时,还要定期检查电解液的成分和PH值,以保证电解液的稳定性和效果。
最后,进行后处理。
电镀完成后,金刚石线需要进行后处理,以去除表面残留的电解液和杂质。
通常采用水冲洗、浸泡等方
法进行后处理,确保金刚石线的质量和成品率。
以上就是一种电镀金刚石线的工艺流程。
电镀金刚石线工艺的优点是可以灵活控制金刚石颗粒的尺寸和分布,以适应不同的加工要求。
同时,电镀金刚石线还具有成本低、加工效率高、使用寿命长等优势,因此越来越受到广大行业的青睐。
环形电镀金刚石线锯研究
sed2 p e 0~4 s 0 m/ ,wo k i e e d s e d 2 —1 r p e e fe p e 0 mm/mi n r a e so 0 ~1 0 N.T e e p r n n a d wi s w tn i n 6 e 0 h x ei me t
广泛 。如何 对 贵 重 硬 脆材 料 进 行 先 进 技术 加 工 , 是 这 新 的课 题 和挑 战 。环形 电镀 金 刚石线 锯是 将 金 刚石磨 粒 固结 于环 形钢 丝 基 体 上 的一 种 切 割工 具 , 由于锯 丝 为 环形 , 以实 现 高 速 锯 切 , 速 度 高 达 3 / 。它 可 线 0m s 具有效率高 , 切缝 窄 , 片表 面 平 整 , 切割 大尺 寸 工 切 能 件 , 环境 污染 小 等特 点 。本 实验 采 用 自制 的环 形 对 电镀金 刚石 线锯 , 行 了多 晶硅 的切 割试验 研究 。 进
LU Yig , W ANG i— a CHE a I n Jn b o , N Ch o , L Zh , ZHENG a , ZHOU S i i V i Ch o h- we
( . u i nvrt eh ooy ul 4 0 4, hn ) 1 G in U i syo Tcn l ,G in5 10 C i l ei f g i a ( .G inR sac ntue fG o g nrl e ucs ul 4 0 4, hn ) 2 u i eer Is tt o el yMiea R s r ,G in5 10 C ia l h i o o e i
r s ls s o d t a h n l s l cr p ae imo r a h d g o ef r nc . T lc d slc n wae e u t h we h tt e e d e s ee to lt d d a nd wie s w a o d p ro ma e he sie iio fr h d e c le ts ra e q a i n o s ra e r u h e sR o 3 8~0. 6 x a x e ln u f c u l y a d l w u f c o g n s t f0. 2 5 2 Im.
金刚石工具分类及属性

金刚石工具的分类及属性Diamond Tools 金刚石工具是指用结合剂把金刚石(一般指人造金刚石)或者立方氮化硼制作成一定形状、结构、尺寸,并用于加工的工具产品。
金刚石工具如果按照用途分,可以分为金刚石磨削工具、金刚石锯切工具、金刚石刀具、金刚石钻探工具、修整工具和拉丝模等。
在上一篇《超硬磨具的分类及属性》中,这里把超硬磨具也就是金刚石磨削工具独立出来了,其余的归入本分类中。
以下是详细的分类及属性。
如图1所示,金刚石工具目前在这里被分为9个二级分类和24个三级分类。
针对产品数量众多的产品,比如金刚石锯片和,金刚石绳锯、线锯和金刚石刀具等添加了属性,对于数量少的目前只给出了商标和型号两个属性,具体如下:一、Diamond Saw Blades 金刚石锯片金刚石锯片一般是指金刚石圆锯片(Circular Saw Blades ),但金刚石带锯(Band Saw Blades )和金刚石排锯(Gang Saw Blades )也应归属于金刚石锯片。
金刚石锯片是一种切割工具,广泛应用于石材,陶瓷等硬脆材料的加工。
金刚石锯片主要由两部分组成;基体与刀头。
基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分。
金刚石锯片可以按照工艺分,也可按照外观或者应用分类。
在本文,这些被作为属性来定义一款金刚石锯片。
Style 外观:Continuous Rim 连续式、Contour Blade 轮廓切割、Ring Saw 环锯片、Segmented 节块式、Turbo 涡轮形、Tuck Point 开槽片、Other;Weld Type 工艺:Sintered 烧结、Brazed 焊接、Laser Brazed 激光焊接、Electroplated 电镀、Other;Diameter 直径:收集了100mm-900mm的常见金刚石锯片直径供用户选择;Sawing Condition 应用环境:Dry 干切、Wet 湿切、Wet / Dry 干湿两用;Concentration 浓度:200%、150%、125%、100%、75%、50%、25%Materials Sawed 应用材料:Asphalt 沥青、Brick 砖块、Concrete 混凝土、Granite 花岗岩、Glass 玻璃、Marble 大理石、Porcelain 瓷器、Refractory 耐火材料、Stone 石头、Slate 石板、Tile 瓷砖、Universal 通用、Other应用材料属性可以让供应商选择多个,但我们不建议每次都全选,可以根据实际情况选择,如果适用于多种材料,建议直接选择Universal 通用。
金刚石线锯简介
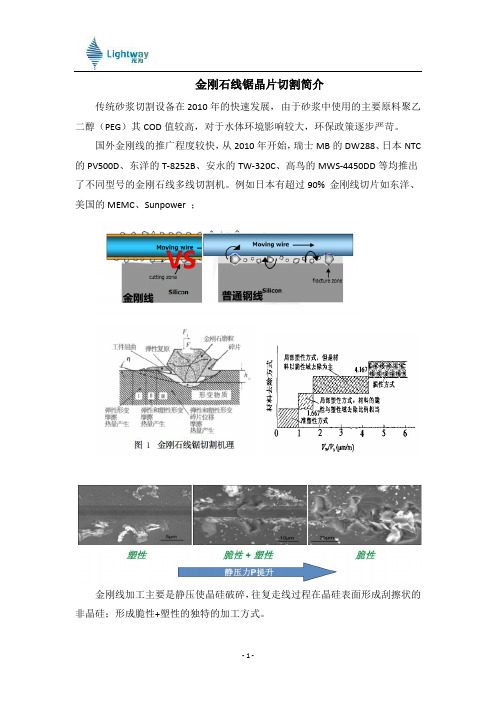
金刚石线锯晶片切割简介传统砂浆切割设备在2010年的快速发展,由于砂浆中使用的主要原料聚乙二醇(PEG)其COD值较高,对于水体环境影响较大,环保政策逐步严苛。
国外金刚线的推广程度较快,从2010年开始,瑞士MB的DW288、日本NTC 的PV500D、东洋的T-8252B、安永的TW-320C、高鸟的MWS-4450DD等均推出了不同型号的金刚石线多线切割机。
例如日本有超过90% 金刚线切片如东洋、美国的MEMC、Sunpower ;金刚线加工主要是静压使晶硅破碎,往复走线过程在晶硅表面形成刮擦状的非晶硅;形成脆性+塑性的独特的加工方式。
国内2012年随着环保政策的要求及金刚石线成本的降低,以及切割技术的进步,硅片厚度已经逐步从超过200um的水平逐步下降至180、160um的水平,硅片实验室切割水平硅片厚度已经可以达到140um,甚至更低的水平。
P型单晶普通电池和P型多晶PERC电池成本相当,单晶电池竞争力回升,多晶市场主导地位受到挑战。
多晶硅光伏产品行业目前也在加速推进金刚线切割多晶硅及制绒技术的研究与应用。
伴随电池技术进步,硅片薄片化是未来必然的发展趋势,通过薄片化可以降低硅片硅耗,提高硅片产量,进而降低硅片切割的硅成本。
金刚线切片技术在单晶加工领域获得了巨大的推广。
在成本和环保的双重压力下,国内多家单晶硅片生产公司如西安隆基、内蒙古中环、锦州阳光、卡姆丹克、申和热磁、晶龙等行金刚线切片。
多晶金刚线方面上海卡姆丹克、浙江昱辉、保利协鑫、晶科等公司进行传统砂浆切割设备的改造,有改造成功案例。
金刚线简介:目前日本厂商凭借先发优势,并依靠在金刚石工具制造行业积累的技术优势,在高端市场占据较大份额,代表企业包括旭金刚石(AsahiDiamond)、中村超硬(nakamura)等。
日本的旭金刚石(AsahiDiamond)2007年6月就推出了成熟产品;美国Diamond Wire Technology (Meyer Burger AG)主要和梅耶博格公司合作。
电镀金刚石线的镀层厚度标准
电镀金刚石线的镀层厚度标准
摘要:
I.电镀金刚石线的概述
A.电镀金刚石线的定义
B.电镀金刚石线的应用领域
II.镀层厚度标准的重要性
A.影响电镀金刚石线的性能
B.影响电镀金刚石线的使用寿命
C.影响电镀金刚石线的生产成本
III.我国电镀金刚石线的镀层厚度标准
A.我国镀层厚度标准的现状
B.我国镀层厚度标准的发展趋势
IV.电镀金刚石线镀层厚度标准的制定与执行
A.制定标准的机构和流程
B.标准的执行与监管
V.结论
正文:
电镀金刚石线是一种用于制造钻石工具的线材,具有高强度、高硬度、高热导率等优异性能。
电镀金刚石线的应用领域广泛,包括切割、磨削、钻孔等加工工艺。
镀层厚度对于电镀金刚石线的性能、使用寿命和生产成本具有重要影响。
过厚的镀层会导致线材过硬、脆性增加,影响加工效果和使用寿命;过薄的镀层则不能充分发挥电镀金刚石线的性能,降低加工效率,增加生产成本。
因此,制定合适的镀层厚度标准至关重要。
在我国,电镀金刚石线的镀层厚度标准由相关部门制定,以确保线材的性能、使用寿命和生产成本达到最佳平衡。
目前,我国镀层厚度标准不断发展和完善,以适应市场需求和科技进步。
为了确保电镀金刚石线镀层厚度标准的制定和执行,相关部门需参与标准的制定、监管和执行工作。
制定标准的过程中需充分考虑电镀金刚石线的性能、使用寿命、生产成本等因素,确保标准科学合理。
在标准的执行过程中,监管部门需加强对生产企业的指导和监督,确保企业按照标准生产。
总之,电镀金刚石线的镀层厚度标准对于保证产品质量和性能具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
从电镀金刚石工具看金刚线
金刚线是一种典型的金刚石锯切工具,但许多刚进入金刚线领域的企业,对金刚石锯切工具、电镀金刚石工具的了解很少,这会对产品开发带来一定的影响。
为此,我们特意写了篇文章,从电镀金刚石工具的角度带大家认识一下金刚线产品。
希望对大家有帮助!
电镀金刚线,主要应用于光伏级硅片的开方和切片,属于金刚石锯切制品,也是电镀金刚石工具。
与金刚线类似的锯切工具还有金刚石绳锯、金刚石丝锯。
比如金刚石丝锯,它也是在钢丝表面镀上金刚石磨粒,一般用于手工往复拉加工玉石、玛瑙、水晶工艺品的内孔面,也可以用在台式丝锯机上作往复运动,用于曲线、直线切割,还可像金刚石绳锯那样,将它绕到两个绞轮上,张紧后用于切断作业。
从上面的描述,是不是感觉到它们很像呢?所以,岱勒、三超,与许多做金刚石锯片的企业一样,都是中国机床工具工业协会超硬材料分会的会员。
由于多晶硅线切市场的爆发,金刚线今年异常火爆,预期这种局面还会延续一段时间,所以很多钢丝、碳化硅、金刚石、光伏企业也纷纷进入了这个领域,欲分一杯羹。
为了让大家更好地认识金刚线,本文从电镀金刚石工具的角度浅析下金刚线的结构特点和使用性能。
1、电镀金刚石工具的特点
既然金刚线属于电镀金刚石工具,那我们就先了解一下电镀金刚石工具的结构及特点。
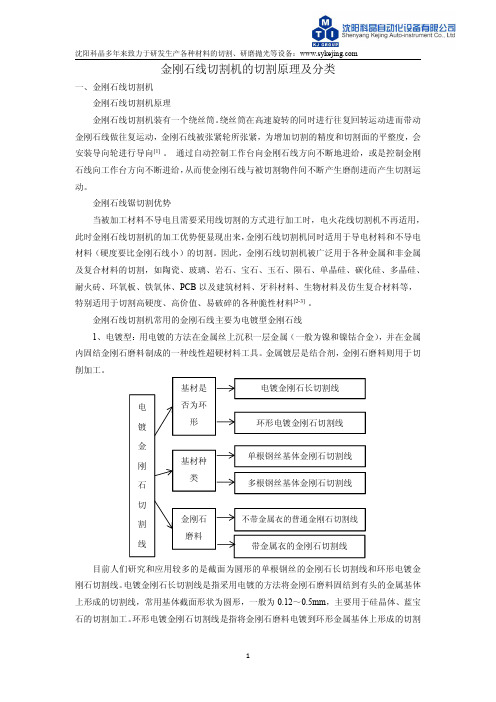
图1是电镀金刚石工具的结构,可见其结构包括三部分组成:基体、镀层(多是电镀镍)、磨料。
其中,磨料弥散分布在金属镀层里,共同组成工作层,起磨削作用;基体具有一定的几何形状、尺寸精度和表面粗糙度,起支持电镀层的作用。
图1 电镀金刚石工具的结构示意图
电镀金刚石工具具有以下特点:
结构特点
电镀金刚石工具只有钢基体和电镀工作层两个部分,电镀层沉积金属厚度一般为金刚石粒径的1/2~2/3,同烧结金刚石工具相比(钎焊工具除外)是非常薄的。
由于电沉积工艺的特殊性,采用电镀方法可以制造出各种复杂型面或者特别小、特别薄的金刚石工具,且制造出来的工具精度特别高。
镀层特点
电镀金刚石工具的电镀层金属是通过电结晶形成的,在电镀预处理、工艺控制适当的情况下,镀层十分致密,几乎没有气孔。
所以电镀金刚石工具是所有磨具中组织最致密的一种(钎焊金刚石工具组织也极其致密),镀层对金刚石颗粒的接触最充分、把持力特别大。
正是因为镀层致密、对金刚石结合牢固,才可以使用高浓度(埋砂法金刚石嵌入镀层中的浓度可高达200%)而不导致磨粒过早脱落,而这是其它方法(除钎焊外)制造的金刚石工具所不能比拟的。
由于电镀金刚石工具多采用镍或镍钴合金做结合剂,加上组织致密,所以镀层硬度很高,甚至能达到HRC40,明显高于其它类型的金刚石工具,因此电镀金刚石工具从单层角度看是特别耐磨的(仅次于钎焊金刚石工具)。
镀层中嵌入的金刚石既可以通过埋砂法随机分布和得到高浓度,也可以有序排列和人为控制金刚石的浓度,对于后者,可以更好地发挥金刚石的作用和改善排屑,提高磨削效果。
使用特点
由于电镀金刚石工具磨料浓度高,在相同磨削速度时,其加工效率明显高于其它工具;由于颗粒数目多,单颗磨粒负荷较小,磨耗较少,因而就同样厚度的工作层而言,电镀工具耐磨性特别高;由于耐磨,因而电镀工具的形状保持性就好,加工精度自然也高;单层电镀工具,磨料出刃高度高,因此切削锋利,易于排屑,摩擦力小发热少。
综上,单层电镀金刚石工具使用特点为加工效率高、磨削比高、形状和精度保持性好、加工精度高等。
但因为是单层,总的寿命相对较低。
也有多层电镀金刚石工具,但因电镀组织致密、硬度高、韧性大,第一层金刚石用完后工具的自锐性差,需要通过加大磨削力、提高冷却液流量等方式改善。
电镀金刚石工具的制造过程是低温电沉积过程,不会对金刚石产生不利的热影响,因此使用时金刚石品质不会有任何下降,这对磨削加工十分有利。
2、电镀金刚线的特点
对比电镀金刚石工具的特点,我们一一来说:
结构特点
图2是电镀金刚线的结构。
与电镀金刚石工具相一致:钢丝是基体,起支持电镀层的作用;金刚石弥散分布在电镀层里,与电镀层一起构成工作层,起磨削作用。
电镀层沉积金属厚度一般为金刚石粒度的1/2~2/3,也就是说,金刚石出刃高度一般在金刚石粒径的1/3~1/2。
钢丝起支持镀层的作用,所以钢丝必须满足:a.要有足够的力学性能;b.与镀层的亲和性要好。
足够的力学性能,也就是说钢丝的抗拉强度 、屈服强度 、刚性(圈径)、抗扭强度等技术指标符合预定的要求。
钢线自身性能差,即使工作层再好,一旦切割时断线也是不合格品,将严重影响使用性能。
镀层亲和性,也就是说镀层与钢丝之间的界面结合力要强。
金刚石锯片,为了加强钢基体与金刚石烧结节块的结合力,必要时会增加过渡层,有时会将钢基体外圆做成锯齿状或喷砂。
对金刚线来说,母线表面活化处理也就是为了增加钢丝与镀层的亲和性,提高与镀层的结合力。
如何评价镀层结合力,这也是企业要考虑的。
裸线与线锯成品之间抗拉、抗扭强度检测结果的变化,通常强度值是变大的。
变化的大小在一定程度上反映了金刚线镀层的结合强度,增量越大说明镀层结合强度越高。
目前多是采用缠绕法,通过显微镜目力观察来检验结合强度,该
方法不便量化定标,不妨将强度变化的检验方法作为检测镀层结合强
度的一种参考方法。
(具体见:线锯讲座— 第四讲:电镀金刚线的产品质量控制(4))
镀层特点
电镀工具的耐磨性高、形状保持性好、切割精度高等性能优点得益于镀层的致密性、对磨料的把持性。
对金刚线产品来讲,我们不希望切割作业时有金刚石脱落,所以要求镀层致密、对金刚石把持牢固。
镀层致密,相应的镀层表面小颗粒就要少,不能太过粗糙,这由“出刃高度数量分布图”可以反映。
图3是两款金刚线产品的出刃高度数量分布图,图3-a的出刃高度在1-2μm、2-3μm的数量(绿色柱状图)明显比图3-b多,这反映了图3-a的金刚线镀层表面小颗粒较多,镀层致密度较差。
图3 出刃高度数量分布图
镀层对金刚石把持牢固,需要镀层与金刚石的浸润性好,所以现在金刚线多采用镀镍的金刚石微粉,增加与镍镀层的浸润性。
而镀覆厚度、镀覆表面粗糙度等指标与线锯生产工艺有关(尤其是上砂工艺),
微粉镀覆的活性与上砂工艺的匹配,这是决定电镀上砂好坏的重要因素。
镀层金刚石浓度,也就是我们常说的金刚石出刃率,直接影响切割效率,也是影响金刚线质量的一个关键指标。
一般情况,电镀方法对金刚石的把持力很强,即使金刚线到达寿命,也不应该有脱粒,这也是电镀金刚线可以有很高出刃率的前提条件。
比如,美畅推出的“高效线”,出刃率达到近600粒/mm,正是以镀层把持牢固和磨粒分散均匀为前提的。
金刚石浓度,或者说出刃率,现在的金刚线产品差别很大,从不到100粒/mm,到大于500粒/mm,由于切片企业缺少检测仪器(较多使用电镜点数)和使用经验(出刃率与切割参数的匹配),现在对这个指标并不是很重视,而且在金刚线生产企业技术不成熟、不稳定的现状下,想要生产出刃率不同的系列产品难度较大,但我们要明白,这个是必然趋势!大家还是要锤炼内功,多做研究!
电镀金刚石工具的出刃高度一般在金刚石粒径的1/3~1/2,出刃高度大,这也是电镀制品锋利、效率高的原因之一。
现状的金刚线产品,部分企业的工艺并不是太成熟,出刃高度往往不够,也就是埋没太多,或者镀层表面有一些虚高的磨粒或者团聚镍瘤,需要开刃。
如果工艺成熟可靠,可以保证出刃高度,当然可以不开刃。
使用特点
金刚线作为金刚石锯切工具,具有锯切工具相同的使用特点,而且,因其基体是钢丝,具有一定挠度,又有其独特的特点。
表征切割效果的参数主要有:切割效率、线锯耐用度、切缝大小、切割缺陷。
切割效率指单次切割用时;线锯耐用度指单次切割所用线长;切割缺陷主要有线弓比、TTV、线痕、刀纹等。
从以上对金刚线镀层特点的分析可以看出来,影响金刚线切割效果的自身因素主要有:镀层致密度、镀层强度、出刃高度、出刃率、金刚石分散均匀性(堆积直径)、包络丝径。
对金刚线使用者来说,必须要能根据金刚线的特点,科学合理地匹配切割工艺参数,这样才能将金刚线物尽其用,才能真正地“用对”、“用好”。
比如,出刃率高、镀层强度好、堆积直径小(即金刚石分散均匀)的金刚线,可以高走线速度、大进给量;低出刃率、镀层强度好的金刚线,也可以使用较快的走线速度,但进给量要适当。
另外,还要结合切割机的功率、整体刚性、精度等情况,即使是“高效线”,如果切割机功率低,也会“小马拉大车”,不能“物尽其用”。
3、后记
以上我们从电镀金刚石工具的角度简单地分析了电镀金刚线的一些特点,这有助于大家理解金刚线产品,并对优化使用有帮助。
由于才疏学浅,不免有误,欢迎大家多提意见,多多交流。