塑料成型工艺基础 PPT课件
合集下载
塑料成型工艺及模具设计PPT课件

1.目测法。 2.结构定位法,见图9-9所示 。 图9-10所示为普通压机用固定式压注模的加料腔与上 模连接为一体的结构,加料腔采用镶拼结构,主流道做 在浇口套上,图中加料腔底部共有四个主流道。 图9-11所示为加料腔与模具的连接固定方式,有用螺 母锁紧加固合仅用台肩固定两种方式。
9.2.2 压注模专用零件结构设计
式中 A—加料腔断面积,cm3 N —专用压机辅助缸的额定压力,T; q — 成型塑料所需的挤压力,按表9-1选用。
9.2.2 压注模专用零件结构设计
当压机确定后,还应计算校核加料 腔内产生的单位挤压力是否足够。 计算校核式为:
1000N/A=P′≥q 式中 N-压机额定压力,T;
P′-实际单位挤压力,Kg/ cm3
q—不同塑料所需单位挤压力, 参见表9-1
9.2.2 压注模专用零件结构设计
2)加料腔的高度 H=V/A+(0.8 ~ 1.5cm)
(9-5) 式中 H-加料腔高度
V-塑件及浇注系统,以及残余 废料为松散原料时的总体积;
A-加料腔的端面积
9.2.2 压注模专用零件结构设计
2.柱塞
普通压机用压注模柱塞的结构形式如图9-12所示, 图c的柱塞用于移动式模具,外形为头部倒角的简单圆 柱形,图a、b、d的柱塞带有底板,以便固定在压机 上。柱塞与底板之间可做成组合式或整体式。图d的柱 塞上开设有环形槽,塑料溢入充满并固化在槽里,起 到了活塞环的作用,它将阻止塑料从间隙中较多地溢 出。图a、d柱塞端面开设有些楔形沟槽,图9-13清
9.2 压注模
9.2.1 压注模的类型 9.2.2 压注模专用零件结构设计
9.2.1 压注模的类型
(一)普通压机用压注模
1.移动式压铸模(见图9-4)
9.2.2 压注模专用零件结构设计
式中 A—加料腔断面积,cm3 N —专用压机辅助缸的额定压力,T; q — 成型塑料所需的挤压力,按表9-1选用。
9.2.2 压注模专用零件结构设计
当压机确定后,还应计算校核加料 腔内产生的单位挤压力是否足够。 计算校核式为:
1000N/A=P′≥q 式中 N-压机额定压力,T;
P′-实际单位挤压力,Kg/ cm3
q—不同塑料所需单位挤压力, 参见表9-1
9.2.2 压注模专用零件结构设计
2)加料腔的高度 H=V/A+(0.8 ~ 1.5cm)
(9-5) 式中 H-加料腔高度
V-塑件及浇注系统,以及残余 废料为松散原料时的总体积;
A-加料腔的端面积
9.2.2 压注模专用零件结构设计
2.柱塞
普通压机用压注模柱塞的结构形式如图9-12所示, 图c的柱塞用于移动式模具,外形为头部倒角的简单圆 柱形,图a、b、d的柱塞带有底板,以便固定在压机 上。柱塞与底板之间可做成组合式或整体式。图d的柱 塞上开设有环形槽,塑料溢入充满并固化在槽里,起 到了活塞环的作用,它将阻止塑料从间隙中较多地溢 出。图a、d柱塞端面开设有些楔形沟槽,图9-13清
9.2 压注模
9.2.1 压注模的类型 9.2.2 压注模专用零件结构设计
9.2.1 压注模的类型
(一)普通压机用压注模
1.移动式压铸模(见图9-4)
塑料水杯成型工艺ppt
塑料水杯吹瓶机的构造和原理
构造
吹瓶机主要由成型模具、吹模模具、瓶盖模具、冷却设备、输送设备等组成 。
原理
利用塑料的流动性,通过吹模模具将塑料吹成瓶身形状,然后通过冷却设备 进行冷却定型,最后通过输送设备进行收集和包装。
塑料水杯模具的结构和设计
结构
塑料水杯模具主要由型腔、流道、浇口、排气口等组成。
重量轻
塑料水杯重量轻,方便携带和使用 。
耐摔
由于塑料具有弹性,所以塑料水杯 具有一定的耐摔性能。
03
塑料水杯成型设备
塑料水杯成型机的种类和特点
挤出机
用于生产大型塑料制品,具有生产效率高、成本 低的特点。
注塑机
适合生产小到中型塑料制品,精度高,但成本相 对较高。
压延机
主要用于生产薄膜和片材,成本低,但生产效率 相对较低。
提高塑料水杯性能和降低成本的方法
采用新型材料
采用高性能的新型塑料材 料,可以提高水杯的性能 和品质,同时降低生产成 本。
优化设计
通过优化设计,减少生产 过程中的废料和损耗,降 低成本。
规模化生产
通过扩大生产规模,提高 生产效率,降低单位成本 。
THANKS
谢谢您的观看
注射成型
01
使用注射机将塑料原料加热熔融后注入模具,冷却后得到产品
。
挤出成型
02
使用挤出机将塑料原料加热熔融后挤出模具,冷却后得到产品
。
压制成型
03
使用压制机将塑料原料加热熔融后压制成型,冷却后得到产品
。
塑料水杯的工艺特点
生产效率高
塑料水杯的制造流程简单,生产周 期短,适合大规模生产。
成本低
塑料原料价格便宜,制造流程简单 ,因此成本较低。
塑料成型工艺与模具设计ppt课件

一、注射机有关工艺参数的校核 (一)型腔数量的校核
1、由注射机料筒的塑化速率确定型腔数量 n<(KMt/3600-m2)/m1 2、由注射机的最大注射量确定型腔数量 n<(K m1 -m2)/m1 3、由注射机的额定锁模力确定型腔数量 n<(F-pA2 )/ pA1 (二)注射量的校核 nm1+ m2 <80%m (三)塑件在分型面上的投影面积与锁模力的校核 n A1 + A2 <A (四)注射压力的校核 (n A1 + A2 )p<F (五)模具与注射机安装模具部分相关尺寸的校核 1、喷嘴尺寸 2、定位圈尺寸 3、模具厚度 4、安装螺孔尺寸 (六)开模行程的校核 1、注射机最大开模行程与模厚无关的校核 2、注射机最大开模行程与模厚有关的校核 (七)顶出装置的校核 1、中心顶出杆机械顶出 2、两侧双顶出杆机械顶出 3、中心顶出杆液压顶出与两侧双顶出杆机械顶出联合作用 二、国产注射机的主要技术规格 1、卧式注射机 2、立式注射机 3、角式注射机
–
满足塑件的外观要求
–
便于模具的加工
–
对成型面积的影响
–
对排气效果的影响
–
对侧向抽芯的影响
10
精品
第二节浇注系统与排溢系统的设计
11
一普通流道浇注系统的组成及作用 浇注系统的组成 浇注系统的作用 二、普通流道浇注系统的设计 基本原则: 1、了解塑料的成型性能和塑料熔体的流动性能 2、采用尽量短的流程以减少热量和压力损失 3、浇注系统设计应有利于良好的排气 4、防止型芯变形和嵌件位移 5、便于修整浇口以保证塑件的外观质量 6、浇注系统应结合型腔布局同时考虑 7、流动距离比和流动面积比的较核
16
精品
第一章塑料成型工艺及其模具设ppt课件

1.3.1聚合物的结晶
1.聚合物的结晶现象 (1)结晶的概念 (2)二次结晶和后结晶 (3)结晶速度和结晶度
1)结晶速度 2)结晶度 2.结晶对塑件质量的影响
通常结晶度大的塑件密度大,强度、硬度高,刚度、 耐磨性好,耐化学性和电性能好;结晶度小的塑料,柔 软性、透明性较好,伸长率和冲击韧度较大。
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
前锋料遇到障碍后分流-合流-熔接
1.3 聚合物成型过程中的物理行为 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.1.3 聚合物高分子的物理状态、力学及加工适应性
1. 高聚物的温度、力学状态及成型加工的关系
1.2
聚合物的流变性质 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.2.1 聚合物的粘弹性质
1.成型过程中的应力和应变
2.聚合物变形流动时的粘弹性质
➢ 温度残余应力:由于注射型腔内快速的不均匀冷却固 化而产生的热应力。
1.4 聚合物成型过程中的化学行为 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.4.1 聚合物降解
定义:聚合物分子在受到热、应力、微量水、酸、碱等 杂质以及空气中的氧作用,导致聚合物链断裂、分子变 小、相对分子质量降低的现象 。
1.聚合物的结晶现象 (1)结晶的概念 (2)二次结晶和后结晶 (3)结晶速度和结晶度
1)结晶速度 2)结晶度 2.结晶对塑件质量的影响
通常结晶度大的塑件密度大,强度、硬度高,刚度、 耐磨性好,耐化学性和电性能好;结晶度小的塑料,柔 软性、透明性较好,伸长率和冲击韧度较大。
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
前锋料遇到障碍后分流-合流-熔接
1.3 聚合物成型过程中的物理行为 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.1.3 聚合物高分子的物理状态、力学及加工适应性
1. 高聚物的温度、力学状态及成型加工的关系
1.2
聚合物的流变性质 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.2.1 聚合物的粘弹性质
1.成型过程中的应力和应变
2.聚合物变形流动时的粘弹性质
➢ 温度残余应力:由于注射型腔内快速的不均匀冷却固 化而产生的热应力。
1.4 聚合物成型过程中的化学行为 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
1.4.1 聚合物降解
定义:聚合物分子在受到热、应力、微量水、酸、碱等 杂质以及空气中的氧作用,导致聚合物链断裂、分子变 小、相对分子质量降低的现象 。
《塑料成型工艺学》PPT课件

(3).原因: ①入口效应 熔体从较大储器到较小模口时流速提高,压降突然增大,产生沿流动方向的纵向速度梯度,在纵向速度梯度拉伸下,分子链沿流动方向伸展开,产生高弹形变.(若流体在口模中停留时间足够长,在入口区由于拉伸流动产生的高弹形变会全部松弛掉,否则,来不及完全松弛的形变被带出口模再松弛膨大) ②剪切流动 流体流动,高分子构象发生变化,分子从未受剪切时的自由卷曲状态变为沿剪切方向伸展开状态的同时储存了高弹形变,被带出口模后松弛,表现为Braus效应
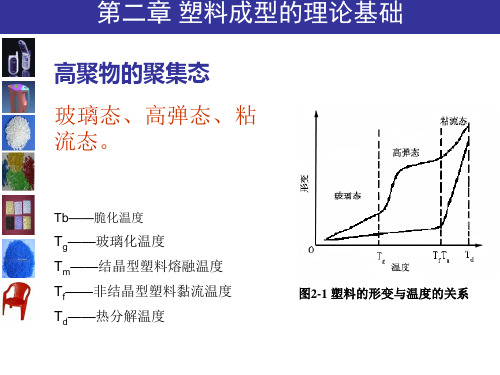
重点: 线性非结晶型聚合物(无定形聚合物)的力学状态
3. 聚集态与加工性的关系 ① T<Tg 玻璃态 适于机械加工,如车削,锉削,制孔,切螺纹等.加工使用的最低温度是脆化温度Tb. ② Tg<T<Tf 高弹态 可进行较大变形的成型加工,如压延,中空吹塑,热成型等.但此形变是可恢复的.
③ T>Tf 粘流态 (Tf为粘流温度)可进行变形大,形状复杂的成型如注射,挤出等.此时的力学特点是,整个分子链的运动变为可能,在外力作用下,可发生不可逆的粘流持续形变. ④ T>Td(降解温度),制品外观质量和力学性能下降.
3.粘性和弹性形变
聚合物熔体在受有应力时,存在粘性和弹性两种形变 (1)特点:粘性变形没有回复的可能,但弹性变 形可以回复。 (2)松弛过程:弹性变形的发展和恢复过程 松弛时间:聚合物熔体受应力作用时表观粘度对弹性模量的比值 (3)变形大小的量度:无论受剪应力还是拉伸应力作用 变形经历时间>松弛时间,不可回复的粘性变形为主 变形经历时间<松弛时间,可恢复的弹性形变为主 例如锥形流到中既存在剪切形变也有拉伸形变,但流道越长,拉伸弹性变形的贡献越小,在截面不变的流道中不存在拉伸变形
特点:只有当剪应力高到屈服应力值时才发生塑性流动,且 与 呈线性关系 流动方程: 式中 为刚度系数,等于流动曲线的斜率。 当剪应力小于屈服应力时为固体,一旦大于该值立刻呈现流动行为,原因是流体静止时形成了凝胶结构,外力增大受到破坏开始流动。如牙膏、油漆、润滑脂、泥浆等都属于或接近宾哈流体
重点: 线性非结晶型聚合物(无定形聚合物)的力学状态
3. 聚集态与加工性的关系 ① T<Tg 玻璃态 适于机械加工,如车削,锉削,制孔,切螺纹等.加工使用的最低温度是脆化温度Tb. ② Tg<T<Tf 高弹态 可进行较大变形的成型加工,如压延,中空吹塑,热成型等.但此形变是可恢复的.
③ T>Tf 粘流态 (Tf为粘流温度)可进行变形大,形状复杂的成型如注射,挤出等.此时的力学特点是,整个分子链的运动变为可能,在外力作用下,可发生不可逆的粘流持续形变. ④ T>Td(降解温度),制品外观质量和力学性能下降.
3.粘性和弹性形变
聚合物熔体在受有应力时,存在粘性和弹性两种形变 (1)特点:粘性变形没有回复的可能,但弹性变 形可以回复。 (2)松弛过程:弹性变形的发展和恢复过程 松弛时间:聚合物熔体受应力作用时表观粘度对弹性模量的比值 (3)变形大小的量度:无论受剪应力还是拉伸应力作用 变形经历时间>松弛时间,不可回复的粘性变形为主 变形经历时间<松弛时间,可恢复的弹性形变为主 例如锥形流到中既存在剪切形变也有拉伸形变,但流道越长,拉伸弹性变形的贡献越小,在截面不变的流道中不存在拉伸变形
特点:只有当剪应力高到屈服应力值时才发生塑性流动,且 与 呈线性关系 流动方程: 式中 为刚度系数,等于流动曲线的斜率。 当剪应力小于屈服应力时为固体,一旦大于该值立刻呈现流动行为,原因是流体静止时形成了凝胶结构,外力增大受到破坏开始流动。如牙膏、油漆、润滑脂、泥浆等都属于或接近宾哈流体
第4章塑料成型加工原理ppt课件

通常 hs=KD
(hs为均化段螺槽深度) K—常数 取0.02~0.06
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
(3)螺杆的结构形式
•渐变形:适于无定形塑料 •突变形:适于结晶型塑料
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
一、螺杆挤出机的基本结构 (一)单螺杆挤出机
单螺杆挤出机由传动系统、挤出 系统、加热和冷却系统等几部分组成。
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
单螺杆挤出机
基本结构
控制单元 Control unit 加料装置 Feeding unit 驱动装置 Driving unit 料 筒 Barrel 螺 杆 Screw 口 模 Die
第二节 口模成型
定义 借助螺杆或柱塞的挤压作用,使受热熔化的聚 合物物料在压力推动下,强行通过口模并冷却 而成为具有恒定截面的连续型材的成型方法。
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
管材挤出生产线
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
二. 双螺杆挤出机
双螺杆挤出机结构
Main Structure of a Twin Screw Extruder
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
(hs为均化段螺槽深度) K—常数 取0.02~0.06
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
(3)螺杆的结构形式
•渐变形:适于无定形塑料 •突变形:适于结晶型塑料
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
一、螺杆挤出机的基本结构 (一)单螺杆挤出机
单螺杆挤出机由传动系统、挤出 系统、加热和冷却系统等几部分组成。
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
单螺杆挤出机
基本结构
控制单元 Control unit 加料装置 Feeding unit 驱动装置 Driving unit 料 筒 Barrel 螺 杆 Screw 口 模 Die
第二节 口模成型
定义 借助螺杆或柱塞的挤压作用,使受热熔化的聚 合物物料在压力推动下,强行通过口模并冷却 而成为具有恒定截面的连续型材的成型方法。
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
管材挤出生产线
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
二. 双螺杆挤出机
双螺杆挤出机结构
Main Structure of a Twin Screw Extruder
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
塑料注塑成型工艺基本知识 ppt课件
PPT课件
15
附:加工前要干燥的塑料常见几种塑料
PA、PES、PVA、PC、POM、ABS、AS、PET、PMMA、PS、MPPO、PEAK
塑料
•常
见
几 PS
种 塑
ABS
料 PA
的 干
POM
燥 PSF
条 件
* PC
*干燥温度℃ (参考)
70---80℃ 80---85℃ 80--100℃ 110--120℃ 120--160℃ 真空干燥箱110—120℃ 普通烘箱110—120℃
1塑料注塑成型基本知识主要内容一基本概念二塑料成型方法三生产塑料制品的五个完整工序四塑料制品的尺寸精度影响因素五热塑性塑料注塑成型工艺六热塑性塑料注塑成型过程缺陷形式及可能的因素七塑料的加工性八常用工程塑料性能及加工特点介绍一基本概念1塑料
塑料注塑成型基本知识
PPT课件
1
主要内容
• 一、基本概念 • 二、塑料成型方法 • 三、生产塑料制品的五个完整工序 • 四、塑料制品的尺寸精度影响因素 • 五、热塑性塑料注塑成型工艺 • 六、热塑性塑料注塑成型过程缺陷形式及可能的因素 • 七、塑料的加工性 • 八、常用工程塑料性能及加工特点介绍
翘曲变形、弯曲、 原料后收缩大。 模具温度导致产品冷却不均;
模具顶出机构不合理
加强筋过厚,
凹陷等
有异物(杂料)。注射压力过高或过低;保压时间过长; (顶点位置分布等)。 加强筋布局不
填料未混均匀。 注射速度过大或过小;
模具浇口数目及浇口大 均。
注射时间过程短;
小不合理。
产品在模内冷却时间过短;
定型工装固定不良
PPT课件
21
注塑过程(工艺)参数应关注:
塑料成型工艺学-ppt课件-第七章-中空吹塑
壁厚不均匀。 温度低,内应力高,变形,开裂。 依靠模具油温调节器或水冷机调节。 2. 注射吹塑树脂 应具有高的相对分子量 熔融粘度,受剪切速率和加工温度影响小。
40
7.5 拉伸吹塑
拉伸吹塑:经双轴定向拉伸的一种吹塑成型工艺。
模具温度应保持均匀分布,以保证制品的均匀冷却。 根据塑料的种类、制品的薄厚来确定。小型制品模具
温度偏低,低于软化温度40℃左右。
31
7.3.2 挤出吹塑控制因素
5 . 冷却时间
控制制品的外观质量、性能和生产效率。 冷却时间延长,可防止形变,使外观规整,表面图纹 清晰,质量好。但制品结晶度增大,韧性下降,透明 读降低,生产周期延长,降低生产效率。 保证制品充分冷却,加快冷却速率。
27
7.3.2 挤出吹塑控制因素
28
7.3.2 挤出吹塑控制因素
2 . 吹气压力和鼓气速率 型坯的吹胀是利用压缩空气对型坯施加空气压力
而吹胀并紧贴模腔壁。同时通过压缩空气的冷却形成 所需要的形状和呈现模面花纹的中空制品。 (1)吹气压力的大小与塑料的种类、型坯温度、型坯 的模量、型坯的壁厚、制品的容积大小有关。 粘度低,壁厚、小容积制品,采用较低的吹气压力。 一般在0.2~1MPa。
第七章 中空吹塑
7.1 概述 BLOW Molding 又称吸塑模塑,是制造空心塑料制 品的成型方法。 借鉴于玻璃容器吹制工艺。 20世纪30年代发展成为塑料吹塑技术。 中空吹塑:借助气体压力使闭合在模具中的热熔塑料 型坯吸胀形成空心制品的工艺。
型坯类型: ① 挤出型坯 ② 注射型坯
1
7.1 概述
采用光电控制系统。
3.型坯切断装置
适应不同塑料品种的性能
ቤተ መጻሕፍቲ ባይዱ
40
7.5 拉伸吹塑
拉伸吹塑:经双轴定向拉伸的一种吹塑成型工艺。
模具温度应保持均匀分布,以保证制品的均匀冷却。 根据塑料的种类、制品的薄厚来确定。小型制品模具
温度偏低,低于软化温度40℃左右。
31
7.3.2 挤出吹塑控制因素
5 . 冷却时间
控制制品的外观质量、性能和生产效率。 冷却时间延长,可防止形变,使外观规整,表面图纹 清晰,质量好。但制品结晶度增大,韧性下降,透明 读降低,生产周期延长,降低生产效率。 保证制品充分冷却,加快冷却速率。
27
7.3.2 挤出吹塑控制因素
28
7.3.2 挤出吹塑控制因素
2 . 吹气压力和鼓气速率 型坯的吹胀是利用压缩空气对型坯施加空气压力
而吹胀并紧贴模腔壁。同时通过压缩空气的冷却形成 所需要的形状和呈现模面花纹的中空制品。 (1)吹气压力的大小与塑料的种类、型坯温度、型坯 的模量、型坯的壁厚、制品的容积大小有关。 粘度低,壁厚、小容积制品,采用较低的吹气压力。 一般在0.2~1MPa。
第七章 中空吹塑
7.1 概述 BLOW Molding 又称吸塑模塑,是制造空心塑料制 品的成型方法。 借鉴于玻璃容器吹制工艺。 20世纪30年代发展成为塑料吹塑技术。 中空吹塑:借助气体压力使闭合在模具中的热熔塑料 型坯吸胀形成空心制品的工艺。
型坯类型: ① 挤出型坯 ② 注射型坯
1
7.1 概述
采用光电控制系统。
3.型坯切断装置
适应不同塑料品种的性能
ቤተ መጻሕፍቲ ባይዱ
【大学课件】塑料挤出成型工艺及模具设计PPT

1 口模 (1) 口模的内径D
巴鲁斯效应和冷却收缩等原因使塑件外径不等 于口模内径 确定口模的内径D方法1: 确定口模的内径D方法2:
D=d/K
I
D2 Ds2
d2 ds2
Page 17
7.3.1 直通式挤出机头工艺参数的确定
1 口模 (2) 定型段长度L1 口模与型棒的平直部分Байду номын сангаас长度成为定型段
第七章 塑料挤出成型工艺及模具设计
7.1挤出成型工艺 主要用于生产具有恒定截面形状的管材、
棒材、板材、片材、线材和薄膜等。
此外,也可用于塑料的着色造粒、 共混、中空塑件型坯的生产。
Page 2
7.1.1 挤出成型原理及特点
挤出成型优点: 连续成型、生产量大、
生产效率高、设备简单
Page 3
成本低、操作方便
7.1.2 挤出成型工艺过程
原材料的准备阶段 塑化阶段 成型阶段 定径阶段 塑件的牵引、卷曲和切割阶段
Page 4
7.1.3 挤出成型工艺参数
温度 压力 挤出速度 牵引速度
Page 5
7.2 挤出成型机头概述
挤出成型的模具成为挤出成型机头
7.2.1 挤出机头的作用及分类 1 挤出机头作用
Page 24
7.3.2 管材的定径和冷却
1 外径定径 外径定径适用于对管材外径尺寸精度要求高、 外表面粗糙度低的情况。 按照压力产生方式不同,外径定径又分为内压法 和真空法。
Page 25
Page 26
Page 27
Page 28
7.3.2 管材的定径和冷却
1 外径定径 (1) 内压法外定径 定型套内径径向尺寸应考虑管材定型后收缩因素、
确定分流器上的角度α,分流锥长度、分流器头部 圆角半径、分流器表面粗糙度、过滤版与分流器顶间隔
巴鲁斯效应和冷却收缩等原因使塑件外径不等 于口模内径 确定口模的内径D方法1: 确定口模的内径D方法2:
D=d/K
I
D2 Ds2
d2 ds2
Page 17
7.3.1 直通式挤出机头工艺参数的确定
1 口模 (2) 定型段长度L1 口模与型棒的平直部分Байду номын сангаас长度成为定型段
第七章 塑料挤出成型工艺及模具设计
7.1挤出成型工艺 主要用于生产具有恒定截面形状的管材、
棒材、板材、片材、线材和薄膜等。
此外,也可用于塑料的着色造粒、 共混、中空塑件型坯的生产。
Page 2
7.1.1 挤出成型原理及特点
挤出成型优点: 连续成型、生产量大、
生产效率高、设备简单
Page 3
成本低、操作方便
7.1.2 挤出成型工艺过程
原材料的准备阶段 塑化阶段 成型阶段 定径阶段 塑件的牵引、卷曲和切割阶段
Page 4
7.1.3 挤出成型工艺参数
温度 压力 挤出速度 牵引速度
Page 5
7.2 挤出成型机头概述
挤出成型的模具成为挤出成型机头
7.2.1 挤出机头的作用及分类 1 挤出机头作用
Page 24
7.3.2 管材的定径和冷却
1 外径定径 外径定径适用于对管材外径尺寸精度要求高、 外表面粗糙度低的情况。 按照压力产生方式不同,外径定径又分为内压法 和真空法。
Page 25
Page 26
Page 27
Page 28
7.3.2 管材的定径和冷却
1 外径定径 (1) 内压法外定径 定型套内径径向尺寸应考虑管材定型后收缩因素、
确定分流器上的角度α,分流锥长度、分流器头部 圆角半径、分流器表面粗糙度、过滤版与分流器顶间隔
材料成型PPT课件
很显然与交联度有对应关系,但是不相等,因为交联 度不可能达到百分之百。
22.3.2聚聚合合物物在的模流内变的行流为动
入口效应、离模膨胀
Unstable flow
挤出胀大现象
B
A
C
胀大比 die
B D max D0
在工程实践中考虑入口效应的目的有两个:
➢1 保证制品的成型质量,在必要时避免或减 小入口效应。
➢2 在确定注射压力时,在考虑所有流道(包 括浇口)总长引起的压力损耗的同时,还要 考虑入口效应引起的压力损失
•鲨鱼皮形 •波浪形 •竹节形 •螺旋形 •不规则破裂
2.3 聚合物的加热与冷却
• 热源:
– 外热:电阻丝(经济、简单、方便、温度波动 较大);微波(适合较厚发泡成型);红外线;
热油(温度控制精确,设备复杂,成本高); 热水、蒸气。
– 内热:摩擦热
Q
1 J
a
2
• 冷却:水(注射模、挤出定型模、中空模
低分子多为此类
宾汉 流体
假塑 性流 体
膨胀
(τy 和η为常数)
n<1
凝胶糊、良溶 在剪切力增大到一 剂的浓溶液 定值后才能流动。
大多数聚合物 剪切增加,粘度下
熔体、溶液、 降。原因为分子
糊
“解缠”
2.2 聚合物的流变行为
拉伸粘度
如果引起聚合物熔体的流动不是剪切应力
而是拉伸应力时,仿照式(2—2)即有拉
聚合物的结晶
有结晶倾向
两类聚合物
无结晶倾向
结晶过程是聚合物由非晶态转变为晶态的过程,发生 在Tg和Tm温度之间。
结晶度:聚合物是不可能完全结晶的,仅有 有限的结晶度,而且结晶度依聚合物结晶的历史 不同而不同。
22.3.2聚聚合合物物在的模流内变的行流为动
入口效应、离模膨胀
Unstable flow
挤出胀大现象
B
A
C
胀大比 die
B D max D0
在工程实践中考虑入口效应的目的有两个:
➢1 保证制品的成型质量,在必要时避免或减 小入口效应。
➢2 在确定注射压力时,在考虑所有流道(包 括浇口)总长引起的压力损耗的同时,还要 考虑入口效应引起的压力损失
•鲨鱼皮形 •波浪形 •竹节形 •螺旋形 •不规则破裂
2.3 聚合物的加热与冷却
• 热源:
– 外热:电阻丝(经济、简单、方便、温度波动 较大);微波(适合较厚发泡成型);红外线;
热油(温度控制精确,设备复杂,成本高); 热水、蒸气。
– 内热:摩擦热
Q
1 J
a
2
• 冷却:水(注射模、挤出定型模、中空模
低分子多为此类
宾汉 流体
假塑 性流 体
膨胀
(τy 和η为常数)
n<1
凝胶糊、良溶 在剪切力增大到一 剂的浓溶液 定值后才能流动。
大多数聚合物 剪切增加,粘度下
熔体、溶液、 降。原因为分子
糊
“解缠”
2.2 聚合物的流变行为
拉伸粘度
如果引起聚合物熔体的流动不是剪切应力
而是拉伸应力时,仿照式(2—2)即有拉
聚合物的结晶
有结晶倾向
两类聚合物
无结晶倾向
结晶过程是聚合物由非晶态转变为晶态的过程,发生 在Tg和Tm温度之间。
结晶度:聚合物是不可能完全结晶的,仅有 有限的结晶度,而且结晶度依聚合物结晶的历史 不同而不同。