张力辊介绍剖析
张力辊辊径及张力设计公式

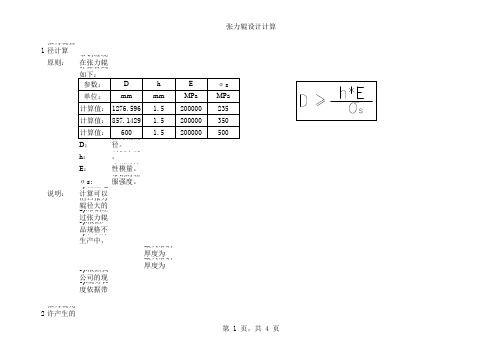
1张力辊直径计算原则:带钢缠绕在张力辊上不产生塑性弯曲变形,即按厚带材绕过张力辊的弯矩小于或等于带材的弹性极限弯矩计算辊径。
D:张力辊辊径。
h:钢板厚度。
E:带钢的弹性模量。
σs:带钢的屈服强度。
说明:1).由上述计算可以发现,带钢规格相同,屈服强度越高需要的辊径越小。
这正是带退火炉的热镀锌线入口张力辊径小,出口张力辊径大的原因。
2).带钢经过张力辊不产生塑性变形的要求是相对的,为了不使辊径过大,实际生产中允许部分厚规格产品产生塑性变形。
3).根据产品规格不同,热镀锌及酸洗冷轧生产线常用的张力辊辊径范围是500~1200mm。
4).在实际生产中,最大带钢厚度为1.2mm的镀锌线,张力辊辊径通常选取为550~650mm;拉矫机张力辊径650~700mm;最大带钢厚度为1.5mm的镀锌线,张力辊辊径通常选取为600~700mm;拉矫机张力辊径800mm;最大带钢厚度为2.0mm的镀锌线,张力辊辊径通常选取为800~1000mm;拉矫机张力辊径1000~1200mm;5).根据我公司的现有设计,张力辊辊径选取系列为:560mm;650mm;800mm;900mm;1000mm;1200mm。
6).辊身长度依据带钢的宽度选取,通常是带宽加200~300mm,常用的宽度系列是1000mm;1300mm;1500mm。
2张力辊允许产生的张力说明带钢经过张力辊后,张力值可以得到放大,放大的量取决于张力辊的结构、辊面材质、传动功率等,μ:带钢与张力辊之间的摩擦系数;采用钢辊时取0.1~0.15;采用衬胶辊时取0.18~0.25;带钢表面有油时,摩擦系数降低。
α:带钢在张力辊上的包角。
图一张力辊1#辊包角为180+61度=241度=4.2弧度。
计算时取0.9的利用系数。
λ:张力辊传动带钢,保证带钢不打滑可能产生的张力放大倍数。
这是可能产生的放大倍数,张力辊实际放大能力取决于传动功率,但是传动能力超过此范围也没有意义。
镀锌机组入口段张力辊的作用及张力分布

镀锌机组入口段张力辊的作用及张力分布陈庆【摘要】介绍了镀锌机组入口段的张力辊的作用及其张力分布,给出了适当的工艺参数.【期刊名称】《科技创新导报》【年(卷),期】2010(000)025【总页数】1页(P114)【关键词】镀锌;入口段;张力辊;作用;张力;分布【作者】陈庆【作者单位】中冶恒通冷轧技术有限公司,河北唐山,063611【正文语种】中文【中图分类】TP274Abstract:Have introduced that the function of tension roller on galvanizing line entrance section and their tension distribution, have given the suitable technological parameter.Key words:galvanization;entrance section;tensionroller;function;tension;distribution某连续热镀锌机组年产量30万吨。
产品规格为厚0.3~1.2mm,宽800~1250mm。
镀锌量为60~180g/m2。
抗拉强度:最大650~800N/mm2屈服强度:最大500N/mm2。
生产的典型产品为厚带1.2mm× 1250mm,薄带0.3mm×1000mm。
开卷机的交流电机为75kW,可产生9000N张力,开卷机至1号张力辊之间的张力是由开卷机处于发电状态,给带钢施加反方向的力矩形成的,大小可调整电流。
开卷机的转速给定由钢带线速度计算出nk为开卷机速度给定,%;v为钢带线速度,m/min;i为传动系统的减速比;D为钢卷直径,m;ne为开卷机电机的额定转速,r/ min。
开卷机的转矩给定由钢带张力计算出:TR为开卷机的转矩给定,%;T为钢带张力,N;Te为开卷机电机的额定转矩, N·m。
张力辊组打滑现象分析及解决措施

张力辊组打滑现象分析及解决措施翁崇滨【摘要】打滑是铝带材拉弯矫生产线中张力辊组常见的问题之一,本文根据生产线在调试和生产过程中遇到的打滑现象进行分析,总结出造成打滑的多种原因,并提出相应的有效解决措施.【期刊名称】《有色设备》【年(卷),期】2014(000)002【总页数】3页(P49-50,55)【关键词】拉弯矫生产线;张力辊组;打滑;解决措施【作者】翁崇滨【作者单位】亚洲铝业(中国)有限公司生产部,广东肇庆526238【正文语种】中文【中图分类】TG335.21作为铝带材拉弯矫生产线的重要设备之一,张力辊组的稳定运行决定着产线产品质量。
打滑是张力辊组最常见的问题,打滑会导致带材擦伤,影响产品质量,另外会对传动设备造成恶劣影响,甚至损坏传动设备。
本文根据某公司现场德国SMS拉弯矫生产线在调试和生产过程中出现的打滑现象进行分析和总结,并提出合理化建议。
1.1 张力辊组的张力放大倍数张力辊组的张力放大是通过每根张力辊的包绕效应获得的。
包绕在某个辊子上的带材会受到一定张力作用,而带材与辊面之间的摩擦力有一最大值,当辊子受到的张力超过辊面与带材之间的摩擦力将会产生打滑[1]。
此时张力放大倍数满足欧拉公式:相邻两个张力辊间的最大张力之比为:生产线张力辊摩擦系数μ=0.125,则K=e0.125×0.664π≈1.68。
入口段张力辊与出口段张力辊相邻辊子之间张力分别呈约1.68倍的递增和递减的关系,在入口段出口和出口段入口张力达到最大。
1.2 打滑现象分析打滑可分为物理性打滑和控制性打滑两种。
由欧拉公式可知,张力辊组的递增倍数取决于张力辊的辊面摩擦系数和设计包角,由于设计包角已经固定,所以张力辊组的物理性打滑多是由于张力辊的摩擦系数变小引起,而导致辊面摩擦系数变小有多个原因。
首先,张力辊辊面材料多选用聚胺脂,而铝带材表面的铝灰在生产过程会吸附在辊面上,使得辊面变得光滑,带材与辊面的摩擦系数变小,最终使两个张力辊之间无法满足相应的递增倍数,从而导致张力辊组打滑。
张力辊组及其控制
张力辊组及其控制黄海生(江西新余钢铁有限责任公司,江西新余338001)摘要:本文通过张力辊组的受力分析与计算,张力辊组的工作状态分析,阐述张力辊组的控制方法。
关键词:张力辊组;计算;控制Bridle Roll and it’s controlHuang Hai sheng(Xinyu Iron&Steel Co.Ltd.,Xinyu 338001,China)Abstract :This test expatiate method of control for Bridle roll according to stress analyse and calculate of Bridle roll ,operating state analyse of Bridle roll.Key words :Bridle roll ;Calculate ;Control1前言张力辊组又叫张紧辊组,俗称S 辊,在带材的连续生产线上有着广泛的应用,如冷带的酸轧联机、连退、镀锌、重卷、彩涂等机组,张力辊组的作用是在带材的连续生产线上实现张力的分隔和调节。
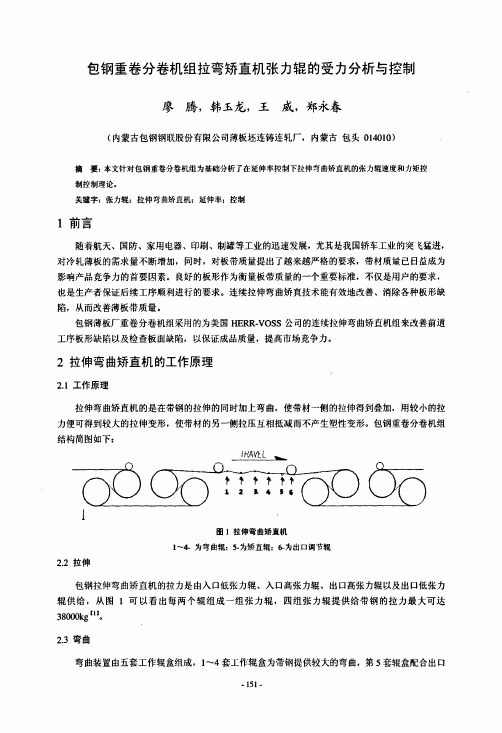
张力辊工作原理:带钢包绕在张力辊上,在其包绕接触处(即包角处)产生摩擦力,使出口与入口产生张力差,由此改变张力辊入口或出口带钢的张力值,对机组实现张力控制。
2张力辊组的受力分析与计算2.1张力辊的受力分析张力辊组的受力如下图1图1张力辊组受力分析图带钢运动速度和方向如图1中V,以1号张力辊为例,张力辊入口所受的力为带钢的张力T1、钢带运动的离心拉力T 离,钢带弹塑拉力T 弹塑;出口所受的力是张力T、钢带弹塑拉力T 弹塑、钢带运动的离心拉力T 离,当然还有机械传动如轴承的摩擦力,在图中未画出。
图1中T 弹塑实线部分受力为张力辊处于电动状态,虚线部分受力为张力辊处于发电状态。
2号张力辊入口和出口的受力与1号张力辊相同。
2.2张力辊组的计算张力辊的计算主要包括张力辊几何尺寸计算、张力的计算、张力辊传动力矩、传动功率的计算等。
张力辊组打滑机理及防范措施

张力辊组打滑机理及防范措施摘要:本文简单介绍了通钢冷轧板有限公司硅钢连续退火机组张力辊打滑的原因,运行中所需注意的事项,防范措施等等。
关键词:张力辊组;打滑;辊面硬度;防范措施。
Keywords:tension roller group;slip;the roller surface hardness;prevention measures.前言本文介绍了通钢冷轧硅钢连续退火机组张力辊组在实际使用过程中出现的带钢打滑现象,不仅会引起诸如带钢跑偏等生产故障,同时对生产设备的安全也构成威胁,连退的张力辊组都带有压辊,这样可以防止带钢在辊子表面打滑,同时还可以获得初始张力.本文在分析张力混打滑机理的基础上,讨论如何防止和减少带钢打滑的现象。
1.张力辊组打滑定义张力辊组又称S辊,一旦辊子两端的带钢张力之差大于辊子包角处的摩擦力时,带钢往往会在包角处发生摩擦滑动,即打滑。
2.张力辊组打滑现象分析张力辊组的张力递增是通过每根张力辊的包绕效应获得的。
包绕在一根辊子上的带钢在受到一定初始张力作用时,带钢与辊子之间的摩擦力有一最大值,当辊子的传递动力超过最大摩擦力时则辊面与带钢之间将会产生打滑。
此时带钢两端的张力比(即张力递增倍数)满足如下公式:式中——带钢的初始张力与增加后的张力;——辊面与带钢之间的摩擦系数;——带钢在辊面上的实际包角。
下面的打滑分析我们将着重讨论公式(1)中的两个参数、,首先介绍一下这个公式的推导过程。
如图1,在包绕辊子的带钢上截取一微段,长度为,包绕的角度为。
这一微段带材对辊子的正压力为,所产生的摩擦力为。
忽略带材运行时所受的离心力,则这一微段带材的力平衡关系如下:由以上方程组可得:将此式对整个包绕弧段积分后即可得出公式。
微段带材受力分析从上面受力分析可知:2.1.当辊面明显出现横向起棱时,其摩擦力急剧下降,基本无法受力;2.2.同样带钢厚度,同样的设计包角,张力辊组辊径越大打滑几率越高;2.3.张力辊辊面硬度越小打滑几率越小。
张力辊组检修规程

武汉钢铁股份有限公司编号:Q/WG设备检修规程批准日期:二冷轧生效日期:张力辊页数:第页共页1.设备性能及主要部位结构示意图1#张力辊组1.1部件组成①机架②气缸③压紧辊④张力辊⑤保护罩⑥轴承座⑦联轴器⑧马达⑨万向轴⑩制动装置1.2技术性能:(以1#张力辊组为例)张力辊φ800×2300mm包角约380度转向辊φ800×2300mm压紧辊φ200×800mm1.3功能描述张力辊组是由张力辊、压紧辊等组成。
他的布置形式是:由两个辊子组成,使带钢呈S型通过,张力辊组中都有一根压紧辊为了防止钢板擦伤,影响板形质量,张力辊表面衬有橡胶,压紧辊表面也衬有橡胶,用气缸实现压下或抬起动作,当机组出现故障而停止运行时,压紧辊自动压住带钢,以避免带钢松弛,每个张力辊都有一台电机驱动。
2. 检修前的准备2.1 详细了解张力辊组的主要缺陷并分析可能存在的问题,准备好需要更换的零部件备品。
2.2 查阅张力辊组的资料和历次检修记录,对S辊的结构、性能等作详细了解,以使掌握必要的情报和数据。
2.3 制定检修方案,入安全防火措施;人员分工;检修步骤,检修进度等,使检修工作能够按计划顺利进行,以免因安全措施不力,工作衔接不上,事先考虑不周,造成设备,人身安全事故,造成停机待料,窝工等现象。
2.4检查是否具备检修条件:如带钢剪除没有,电气是否拆除线路。
2.5 工具、材料、量具的准备套筒扳手2套内六角扳手3~12 4套10”12”扳手各2把螺丝刀10“2把扳手加力套筒2根撬棍d18×1000mm 1根大锤一把、手锤两把5T3T倒链各一台钢绳φ16×5000二根常用工具若干塞尺2#4#各一把洗布:10公斤洗油:10公斤黄油、方木、枕木,长木板若干、拉码二台其它安全用品若干,加热轴承用的锅和油若干铜棒一根2.6检修人员:钳工6人,架工1人,电气焊1人,吊车司机1人,电工电钳3—4人。
2.7场地整理:整理检修场地,准备好该设备零部件吊放位置及清洗,整理场地,清除设备调运过程中的障碍,在轴承加热处周围无易燃易爆物质,专人看火并消除器材。
包钢重卷分卷机组拉弯矫直机张力辊的受力分析与控制
业出版社,2007年
【3】Shuang Yang。BaoTou Iron&Steel Tension Leveling Line Sequence of Operation,Unico
..155..
2拉伸弯曲矫直机的工作原理
2.1工作原理 拉伸弯曲矫直机的是在带钢的拉伸的同时加上弯曲,使带材一侧的拉伸得到叠加,用较小的拉 力便可得到较大的拉伸变形,使带材的另一侧拉压互相抵减而不产生塑性变形。包钢重卷分卷机组 结构简图如下:
!堂坠!k.
1
图l拉伸弯曲矫直机 l~4-为弯曲辊;5.为矫直辊;6-为出口调节辊
2.2拉伸 包钢拉伸弯曲矫直机的拉力是由入口低张力辊、入口高张力辊、出口高张力辊以及出口低张力 辊供给,从图1可以看出每两个辊组成一组张力辊,四组张力辊提供给带钢的拉力最大可达 38000kgⅢ。 2.3弯曲 弯曲装置由五套工作辊盒组成,I"--4套工作辊盒为带钢提供较大的弯曲,第5套辊盒配合出口
.1S1.
大小由矫直条件决定(带钢的规格,强度,延伸率,矫直速度等等)。 3.1.3出口张力辊 包钢重卷分卷机组出口区域张力辊组由出口高张力辊,出口低张力辊组成,其受力如图4。
图4弯矫直机出口区域
按照(3)式计算,各辊拉力则为:瓦=EP一鹏;弓=瓦P一腴=EP一州岛佩’; 磊=弓P一鹏=EP一∥‘岛+吒+即;墨=瓦P一Ⅳ嚷=EP一声‘岛氓+岛+刚;一般情况下:皖=岛=嚷=p, 而侠因弯曲装置的出口调节辊的压下,岛≯皖。其中F5的大小则完全由矫直条件(矫直带钢的规
图2张力放大作用
图2中其入口张力为F1,出口张力为F2,0为带材与辊面之间的包角,p为摩擦系统时,则两 个张力之间的关系按照欧拉公式可以写成:
.152..
只=F,e±妒
真空辊形成铝板带材张力的计算与分析
真空辊形成铝板带材张力的计算与分析柴源;丁茹;费玉石【摘要】在铝板带纵剪机组中,收卷张力的控制是产品质量的关键技术.以真空辊为研究对象,介绍了真空张力辊工作原理,重点对带材进行了受力分析,得出了收卷带材的张力公式,对带材张力进行讨论分析,该结论适用于控制电机容量的选择与校验.并提出使用建议,在生产过程中要合理确定张力,以保证铝板带材收卷质量的要求.【期刊名称】《轻合金加工技术》【年(卷),期】2011(039)010【总页数】4页(P35-37,42)【关键词】真空辊;张力控制;真空度;纵剪机组【作者】柴源;丁茹;费玉石【作者单位】沈阳理工大学机械工程学院,辽宁沈阳110159;沈阳理工大学机械工程学院,辽宁沈阳110159;中航世新燃气轮机股份有限公司沈阳分公司,辽宁沈阳110043【正文语种】中文【中图分类】TG146.21;TG331 真空张力辊技术随着人民生活水平的日益提高,对金属带材的表面质量要求日益提高,具体说,对经过金属带材精整机组处理过的带材不允许有擦划伤。
对传统的张力形成设备(张力垫,张力辊)来说,擦划伤缺陷是不可避免的。
真空辊技术正是为提高带材表面质量,避免擦划伤而引入的新兴的技术。
图1为真空张力辊总成图,主要由真空辊部装、机架、传动装置和控制装置所组成。
真空辊采用空心钢辊表面钻孔后包覆可更换的专用材料,辊内真空吸附带材反向转动,形成张力。
吸附宽度随带材的宽度可自动调整,同时真空度可调,张力控制精度较高,适用于厚度1 mm以下的铝板带材。
真空张力辊是铝板带纵剪机组中的重要设备,通过真空辊控制带材最终的卷取张力。
真空辊是一项非常易于掌握的技术。
利用真空技术进行调节、控制和监控,可以有效地提高工件、零部件在自动化、半自动化生产中的效率。
另外,真空辊工作时具有清洁、吸附平稳、低噪音、不损坏所吸附物件表面的优点,因此真空辊技术在诸多领域都可以得到广泛的应用。
图1 真空张力辊总成Fig.1 The suction roller assembly2 张力的产生及意义在铝带材精整机组中,张力控制[1]是一项核心技术。
张力辊防滑的研究与应用

张力辊防滑的研究与应用摘要:本文简要分析了张力辊的打滑原因,并对现有张力辊进行了技术改进,成功解决了张力辊易打滑的技术难题。
关键词:张力辊;防滑;打滑;应用前言在不锈钢的冷退火酸洗线上张力辊通常选用的胶层材料为聚氨酯,但聚氨酯在使用一段时间后表面磨光易打滑,钢带表面易产生缺陷,对设备运行和产品质量造成了恶劣影响。
本文主要对张力辊打滑原因进行了分析,并选用了防滑胶层材质进行了上线使用,成功解决了张力辊易打滑的技术难题,为今后项目的设计、改造提供了参考依据。
1. 张力辊打滑现象及影响1.1. 我司在不锈钢生产中发现的问题反映出了一些张力辊打滑的几个共性问题:①张力辊辊径越大越容易打滑;②钢带在高速运行时打滑几率明显增高;③钢带越薄越容易打滑。
1.2.打滑对产品质量的影响张力辊的打滑都将对带钢表面造成划伤,轻的会使产品质量受到影响,重的则会使钢卷报废。
所以,张力辊的打滑对生产是危害极大。
1.3.打滑对机械设备的影响张力辊的打滑首先会对张力辊本身造成直接影响,使钢灰大量残留在辊面上,并使辊面越来越光滑,摩擦系数迅速下降,不得不进行辊面重磨或重新包胶,从而缩短了辊子寿命。
另外,张力辊打滑会使电机输出力矩处于一种波动状态,对传动减速机造成冲击,加速齿轮失效,造成减速机损坏。
2.张力辊打滑现象分析张力装置的基本原理:带钢包绕在张力辊上,在包绕接触处(即包角处)产生摩擦力,使出口张力与人口张力按某种规律变化,借此改变张力值,对机组实现张力控制。
如果进入张力辊1#辊之前的带钢张力为T1,1#、2#辊之间的张力为T2,2#辊出口的张力为T3,如果两辊包角相同则:T2=T1*λT3=T2*λ如果每个辊子的包角不同,则分别使用不同的λ1和λ2进行计算。
λ:张力辊传动带钢,保证带钢不打滑可能产生的张力放大倍数。
λ=eμαe=2.718281828459μ:带钢与张力辊之间的摩擦系数;采用钢辊时取0.1~0.15;采用衬胶辊时取0.18~0.25α:带钢在张力辊上的包角。
张力辊介绍 ppt
5:压辊投入后,何时需要驱动?
机组停车
压辊投入
低速运行
驱动投入
张力辊组 1、棍子 2、带钢
2.3:张力辊工作状态及其张力的确定
根据张力辊在机组中安装位置和作用的不同,张 力辊可以处在电动工作状态或发电工作状态。
张力辊组处于发电状态 当张力辊组工作于发电
状态时,张力辊处于被 动状态,这时张力辊依 靠带钢张力的拖动而旋 转。如图 b所示,带钢 入口处的张力T1小于出 口处的张力T2。即
当张力辊处于电动工作状态时(见图a),张力辊出 口端带钢的张力T1大于入口端的张力T2。张力辊的传 动力矩M为: M=( T1 -T2 )D/2
由计算张力辊传动力矩的公式可以看出,带钢张力是 与张力传动力矩成正比的,因此,通过调节张力辊传 动力矩,可以控制和调节带钢张力的
3:压辊的作用是什么? 4:压辊何时投入?
— '—带钢在辊子上的实际包角, =(' 0.8~0.9)α
,带钢越厚, 取值越小。
— e f—' 张力放大系数
张力辊组处于电动状态
当张力辊组工作于 电动状态时,张力辊 处于主动状态,这时 张力辊在电机的驱动 下拖动带钢运转,如 图a所示,带钢入口 处的张力T1大于出口 处的张力T2。即T1 >T2。
张力辊介绍
冷轧厂设备室
2008年09月
6#、7#张力辊
1:张力辊的作用是什么? 2:张力辊的见张原理是什么? 3:压辊的作用是什么? 4:压辊何时投入? 5:压辊投入后,何时需要驱动? 6:如何检测?
1:6#和7#张力辊的作用是什么? 6#和7#张力辊为轧机提供轧制后张力
带钢机组张力辊计算和设计研究

文献标识码 A
R esearch and Computation for the Bridle Rolls about the Strip L ines
Song Jianzhi
( Continuous Casting T echno logy Eng ineering Co. , L td. of MCC, W uhan 430073)
K EYW ORDS B rid le ro lls Th in str ip T ension ca lculation
1 前言 各种带钢连续处理机组 (如连续酸洗、退火、
各种镀涂层、精整等机组 ), 对带钢的张力都有严 格的要求, 同时合适的带钢张力也是保证带钢高 速、稳定运行的基本条件, 因此, 本文着重研究保 障张力关键设备 ! ! ! 张力辊。
2. 4. 2 一般低速薄板机组
一般薄板机组 ( 如连续酸洗、退火、各种镀涂
层、平整 及拉 矫等 机组 ) , 且 速度 较 低的 ( 小 于
T ota l N o. 173 February 2009
冶金设备 M ETALLURG ICAL EQU IPM ENT
总第 173期 2009年 2月第 1期
带钢机组张力辊计算和设计研究
宋建芝
( 中冶连铸技术工程股份有限公司 湖北武汉 430073)
摘要 对常见的二 辊式、三辊式、四辊式等张力辊进 行了详 细的理 论分析, 讨论 并推导 出张力 辊的基本
参数 ( 象辊直径、传动功率等 ) 的计算公式; 结合几种典型实际机组进行计算、分析和比较, 得出选择张力辊形 式以及摩擦系数、张力放大倍数等一般规律, 并结合实际工程数据, 证明理论和 实际基本一 致, 为 类似机组的
张力辊设计计算范文

张力辊设计计算范文一、引言张力辊广泛应用于电力、石化、冶金、化工、轻工、纺织、建材等行业的输送带系统中,用于维持输送带的正常运行。
其主要功能是通过应力的传递和分配,保持输送带的平整度,改善传动力的传递效果。
本文将介绍张力辊的设计计算过程。
二、张力辊的结构和工作原理张力辊主要由外筒、纹板、轴承、密封件等组成。
其工作原理是通过张力辊的受力结构设计,将外部施加在输送带上的张力传递至张力辊上,调整输送带的张力状态,使之保持在合适的范围内。
三、张力辊的设计要求1.承受较大的径向载荷和轴向推力载荷;2.具备良好的自动压紧装置,保证张力辊与输送带的紧密接触;3.转动灵活,减小动力损耗;4.密封性好,防止灰尘和液体的侵入。
四、张力辊的设计计算1.确定张力辊的基本参数,包括轴承选型、轮廓尺寸和材料等;2.计算纹板的弯曲刚度,以确定纹板的数量和布局;3.计算轴承的选型,包括承载能力、转速、生命等;4.计算张力辊的支撑结构,包括外筒和轴承座的尺寸和材料等;5.计算张力辊的密封设计,确保密封性能满足要求。
五、设计实例以输送带系统中的张力辊设计为例进行说明:1.提取相应的参数,包括输送带的宽度、张力大小、传动功率等;2.选择合适的轴承型号,根据载荷计算结果,选择承载能力适宜的轴承;3.计算纹板的弯曲刚度,根据预估的纹板数量和布局,确定纹板的弯曲刚度;4.设计外筒和轴承座的尺寸和材料,确保承受较大的径向载荷和轴向推力载荷;5.设计密封装置,保证密封性能满足要求。
设计过程中,需注意材料的选择、强度计算、密封性设计等。
同时需要结合实际条件和要求进行合理优化。
六、结论本文主要介绍了张力辊的设计计算过程,从基本参数的确定到轴承选型、纹板设计、支撑结构设计及密封设计等进行了详细阐述。
通过合理的设计计算,能够满足张力辊工作的要求,提高输送带系统的运行效率,并确保其安全可靠运行。
设计过程中需要综合考虑多个因素,包括轮廓尺寸、选材、支撑结构等,同时结合实际情况进行优化设计。
冷轧张力辊设计与控制原理

冷轧张力辊设计与控制原理金琳【摘要】介绍了张力辊的设计原理、负荷平衡原理及转矩补偿方法.张力辊的辊径大小取决于带钢的弹性模量、屈服极限和厚度,设计宽度取决于带钢的极限宽度.张力辊各辊的相对位置主要以带钢包角的最大化来确定,但也应该保证带钢环绕中的最小间距,防止带钢抖动时造成表面互相接触.张力辊通过积分共享平衡负载,同时通过转矩补偿提高张力辊的速度精度及响应时间.【期刊名称】《山西冶金》【年(卷),期】2018(041)006【总页数】3页(P31-33)【关键词】张力辊;工作原理;负荷平衡;转矩补偿【作者】金琳【作者单位】首钢京唐钢铁联合有限责任公司冷轧部, 河北唐山063200【正文语种】中文【中图分类】TG333.17张力辊也称为S辊,是张力系统的重要设备。
带钢包绕在张力辊上,在包角处产生摩擦力使出口张力和入口张力按照某种规律变化,借此改变张力值[1]。
张力辊的功能为分割张力段,并调节各段张力[2]。
稳定的张力是正常生产的必备条件,所以如何精准的控制张力辊的运行状态,对提高产品质量具有重要的意义[3]。
本文对张力辊的辊径、宽度和包角进行分析计算,同时介绍了张力辊的负荷平衡与转矩补偿原理,为张力辊打滑、提高张力辊控制精度与相应速度提供思路。
1 张力辊的工作原理1.1 张力辊的辊径和宽度张力辊的辊径应满足所生产带钢的屈服极限,过小的辊径可能导致带钢产生塑性变形,所以辊径应以带钢在辊面弯曲时外表面达到的屈服点为限[4-5]。
如图1所示,厚度为S、长度为L1的带钢包绕辊面时,带钢经过辊面弯曲形成外层延伸,延伸后的带钢长度为L2。
根据带钢所对应的圆心角α,可计算出L1和L2的公式推导如下。
根据带钢的延伸率和弹性模量可计算出带钢在辊面弯曲时所受到的外层应力,设带钢的延伸率用ε表示,弹性模量为E,则带钢的延伸率和外层应力σ可以表示为:当带钢在弯曲状态下所受到的外层应力大于带钢的屈服极限ρ时,带钢将产生塑性变形。
张力辊结构及强度校核_艾小平
[σ]。由上可知,45 钢的许用剪应力取[τ]=35MPa;Q235-
A 的许用剪应力取[τ]=24MPa。
M
考虑到冶金机械的载荷特性以及轴的键槽、轴肩和
(c)
环形槽等的应力集中系数,应选择一定的设备安全系数K
图 4 辊子的剪力和弯矩图
进行强度校核,张力辊一般可取 K=2.5~3.0 即可。当然,如
T1
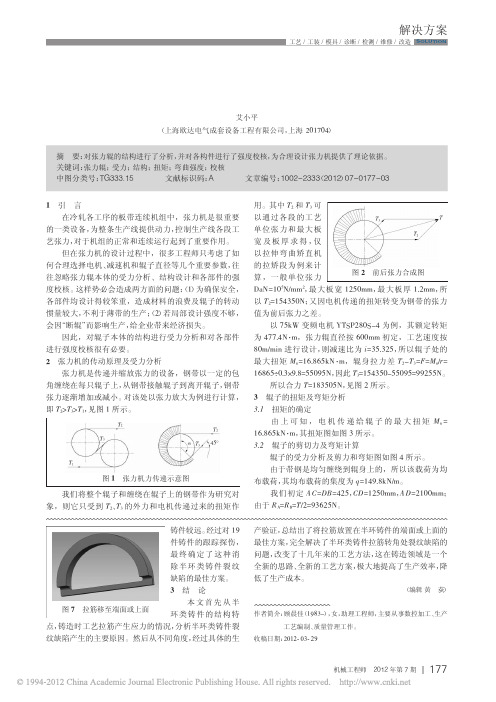
图 1 张力机力传递示意图
辊子的受力分析及剪力和弯矩图如图 4 所示。 由于带钢是均匀缠绕到辊身上的,所以该载荷为均 布载荷,其均布载荷的集度为 q=149.8kN/m。
我们将整个辊子和缠绕在辊子上的钢带作为研究对
我们初定 AC=DB=425,CD=1250mm,AD=2100mm;
象,则它只受到 T2、T3 的外力和电机传递过来的扭矩作 由于 RA=RB=T/2=93625N。
除 半 环 类 铸 件 裂 纹 全新的思路、全新的工艺方案,极大地提高了生产效率,降
缺陷的最佳方案。
低了生产成本。
3结论
(编辑 黄 荻)
图 7 拉筋移至端面或上面
本文首先从半 环类铸件的结构特
!!!!!!!!!! 作者简介:顾晨佳(1983-),女,助理工程师,主要从事数控加工、生产
点,铸造时工艺拉筋产生应力的情况,分析半环类铸件裂
会因“断辊”而影响生产,给企业带来经济损失。
以 75kW 变频电机 YTSP280S-4 为例,其额定转矩
因此,对辊子本体的结构进行受力分析和对各部件 为 477.4N·m,张力辊直径按 600mm 初定,工艺速度按
进行强度校核很有必要。
80m/min 进行设计,则减速比为 i=35.325,所以辊子处的
张力辊结构及强度校核
张力辊辊径及张力设计公式
第 2 页,共 4 页
如果每个 F3=F2*λ 辊子的包 在设计中 说明: 通常知道
张力辊的 3 传张动力功辊率的
传张动力功放率大 需要的功 W1=(F2-
F1)*v/η
v:
带传钢动速效度
辊子摩擦 η:
率,通常
损耗功 图一1#辊
子辊承子受的带摩
擦辊力子矩摩:擦
损耗功 辊子的摩
M1:
擦张力力矩辊轴
张力辊直 1 径计算 带钢缠绕
原则: 在计张算力公辊式 如m
计算值: 1276.596 1.5
计算值: 857.1429 1.5
说明:
计算值: 张力60辊0 辊 1.5
D:
径钢。板厚度
h:
。带钢的弹
E:
性带模钢量的。屈
σ1).s由:上述 服强度。
计出算口可张以力
辊2).径带大钢的经
f:
承张摩力擦辊系轴
d:
承张平力均辊直的
弯曲变形 ω:
角速度
损耗功 带钢上下
表张面力达损到失
T弯=曲2*变M形2/ 张力辊传 损耗功 动功率: W=W1+
W2+W3
张力辊设计计算 第 3 页,共 4 页
入口张力 4 辊图和二出所口示
为带压辊
张力辊设计计算
根据F3值 和放大系
P=F0/μ
P:
压带辊钢压与力张
过3).张根力据辊产
品4).规在格实不际
生产中,
最大带钢
厚最度大为带钢
5).根据我
厚度为
公6).司辊的身现长
度依据带
E MPa 200000 200000 200000
张力辊允 2 许产生的
张力辊控制原理

张力辊控制原理 一、 速度辊的控制原理�适用�1#张力辊、5#张力辊、8#张力辊� 速度辊�顾名思义就是控制生产线的速度辊�它的速度也就是这个段生产线的带钢速度。
速度如何控制呢�首先我们来了解一下现场的硬件配置�也就是现场机械配置。
我们以镀锌线1#张力辊为例说明速度辊的控制原理� 电机的额定速度是�n =1470r p m 变速器的变比是�i =18 辊直径为�D =600�m m �=0.6m 生产线速度�V � V =n /i *ЛD =1470/18*3.14*0.6=153.86米/分钟 也就是说�现场的硬件配置电机在额定速度下最大的速度是�153米/分钟�在入口段没有充套的情况下�可达到生产150米/分钟要求�但是由于入口段还有一个充套速度40米/分钟�所以在条件下还没有达到生产要求。
入口段最高的速度V =190米/分钟 电机的速度n =�n =190/ЛD *i =190/3.14/0.6*18=1815转/分钟 如何能达到这个速度呢?这个时候可以通过调整变频器输出频率来达到所要求的速度 交流异步电机变频调速原理 交流异步电机的转速公式为� p f s n 60)1(�� 式中�f —— 定子供电的频率�H z � p ——定子线圈磁极对数� s ——转子转速与定子旋转磁场转速之间的转差率� n ——电机转速�m i n /r 。
电机 变速器 辊由上式可知�对于一台电机来说�s 和p 都是固定不变的�只要平滑的调节其供电频率f �就可以平滑的调节其转速�这是变频调速最基本的原理。
我们忽略转差率就可以得出�入口生产线速度190米/分钟时的电机速度1815转/分钟�变频器输出的频率为�f =n *P /60=1815*2/60=60.5H z �所以在变频器优化时设定最大输出频为60.5H z �这样就可以满足生产线的要求。
基本配置已经满足了�我们来看看电气方面的可控框图� 为改善交流电机在调速过程中的机械特性和调速特性�就必须采取一定的控制方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
张力辊受力分析如图所示,总摩擦力和带钢 两边张力对轴心的力矩代数和ΣT=0。
T2 R T1 R Tf R 0
即
T2 T1 Tf
张力辊所需的传动功率P(单位为kW)为 Tf v P 1000 由以上各式可知,张力辊所建立张力的 大小取决于带钢和张力辊间的摩擦力,而在 驱动装置的传动能力范围内,摩擦力的大小 又和功率P及带钢的速度有关。当传动的功 率增大时,带钢和张力辊间的摩擦力也要相 应地增大。显然,当其他条件不变时,这个 摩擦力有一极限值。
张力辊介绍
冷轧厂设备室
2008年09月
6#、7#张力辊 1:张力辊的作用是什么? 2:张力辊的见张原理是什么? 3:压辊的作用是什么? 4:压辊何时投入? 5:压辊投入后,何时需要驱动? 6:如何检测?
ቤተ መጻሕፍቲ ባይዱ
1:6#和7#张力辊的作用是什么?
6#和7#张力辊为轧机提供轧制后张力
2:张力辊的见张原理是什么?
当带钢有打滑趋势时,摩擦力即达到极限值,忽略 带钢由于离心力作用而产生的拉力和由于弹塑性弯曲而 产生的拉力,出口端张力与入口端张力二者的临界值间 的关系为 f
T2 T 1e
'
T ——张力辊入口端的带钢张力,N; 式中, T2 ——张力辊出口端的带钢张力,N; f ——包角处带钢与棍子表面的摩擦系数,对于钢 辊子,取值为0.15~0.18;对于表面包有橡胶的辊子,取 值为0.18~0.28; ' ——带钢在辊子上的实际包角, ' =(0.8~0.9)
1
α
,带钢越厚, 取值越小。
e ——张力放大系数
f '
张力辊组处于电动状态 当张力辊组工作 于电动状态时,张力 辊处于主动状态,这
时张力辊在电机的驱
动下拖动带钢运转,
如图a所示,带钢入
口处的张力T1大于出 口处的张力T2。即T1 >T2。
同样忽略带钢由于离心力作用而产 生的拉力和由于弹塑性弯曲而产生的拉 力,可得出张力辊出口端张力与入口端 张力二者的临界值间的关系为
3:压辊的作用是什么? 4:压辊何时投入?
在带钢低速( V<50m/min)运行和机组停车时 ,压辊投入压住带钢,建立带钢张力。
5:压辊投入后,何时需要驱动?
机组停车
压辊投入
低速运行 驱动投入
2.1:生产线上建立张力的作用 •防止带钢跑偏
•实现正常的开卷与卷取
•使所轧带钢板形平直
•降低金属的变形抗力和变形功
2.2:张力辊组简介 张力辊组是使驱动装置作用在其上的扭距通 过辊面与带材间的摩擦转化为带材张力的, 张力辊的数目和布置形式取决于带材所需的 最大拉伸力和场地条件。张力辊组一般又分 为入口张力辊组(1#、2#)和出口张力辊 组(3#、4#),如图所示,两者既可由电 机或液压马达单独驱动亦可通过齿轮差动装 置互联,但不论驱动装置如何不同,其根本 目的都是要造成入口带钢与出口带钢的速差, 由此产生带钢所需的张力T。
张力辊组
1、棍子 2、带钢
2.3:张力辊工作状态及其张力的确定 根据张力辊在机组中安装位置和作用的不同,张 力辊可以处在电动工作状态或发电工作状态。
张力辊组处于发电状态
当张力辊组工作于
发电状态时,张力辊处
于被动状态,这时张力
辊依靠带钢张力的拖动
而旋转。如图 b所示, 带钢入口处的张力T1小 于出口处的张力T2。即 T2>T1。
T1 T2 e
f '
如何控制和调节带钢张力
张力辊的传动力矩 当张力辊处于发电机工作状态时(见图b),张力 辊出口端带钢的张力T2大于入口端的张力T1。张力辊 的传动力矩M为: M=( T2 -T1 )D/2 当张力辊处于电动工作状态时(见图a),张力辊 出口端带钢的张力T1大于入口端的张力T2。张力辊的 传动力矩M为: M=( T1 -T2 )D/2 由计算张力辊传动力矩的公式可以看出,带钢张 力是与张力传动力矩成正比的,因此,通过调节张力 辊传动力矩,可以控制和调节带钢张力的