FP0-PLC编程指导书
FX系列PLC使用手册

FXPLC使用手册[FXPLC可编程控制器主要特点]FXPLC-10MR是自主研发的可编程控制器,指令格式兼容日本三菱的PLC,具有简单、可靠、易用的特点。
除了基本的指令表编程方式外,也可以采用梯形图进行编程,然后通过与FXPLC配套的软件下载程序到PLC中去,FXPLC系列PLC没有读程序的功能,不能从FXPLC中读出程序,不可解密,请注意保存原程序。
为了更好的使用FXPLC,请您认真阅读本手册。
[FXPLC可编程控制器概要]●输入6-24点。
●输出4-16点●辅助继电器256个●定时器T 8-64个●计数器C 8-32个●定时器基准动态调节:0.01秒—2.5秒●数据存储器100个●程序1000步,不需要电池保存。
●基本指令:27种●功能指令:29种●内置开关电源,直接使用220V,向外提供24V/50mA电源。
●内置MODBUS通信协议功能。
●内置10位A/D双电位器功能,数值:0-1023可调●内置远行/停止开关【FXPLC 可编程控制器编程语言】●指令表编程指令表是以LD、AND、OUT等顺序控制指令输入方式,这种方式是写顺序程序是基本输入方式,但控制内容难于看懂,建议不用。
●梯形图编程梯形图程序是采用顺序控制信号及软元件号,在图形的画面上作出序控制的电路图的方法,这种方法是用触点符号与线圈符号表示顺序控制回路,因而容易理解程序的内容,但最终还是生成指令表的。
【FXPLC 可编程控制器的各种软元件】●输入(X)各基本单元中,按X000-X007。
等是按8进制的方式分配输入继电下载程序的时候,可以通过选择输入滤波器的滤波值更改输入滤波时间,也时可以用指令更改滤波值,同时也可以通过刷新指令即时更新输入端口的物理状态达到高速输入的目的。
●输出(Y)各基本单元中,输出Y0-Y7。
等是按8进制的方式分配输出继电器可以通过快速指令,立即刷新输出。
●辅助继电器(M)是可编程控制器内部具有的继电器,这种继电器有别于输入输出继电器,它不能获取外部的输入,也不能直接驱动外部负载,只能在程序中无限使用,FXPLC中总共有256个辅助继电器。
FP0高速脉冲输出功能位置控制整理版
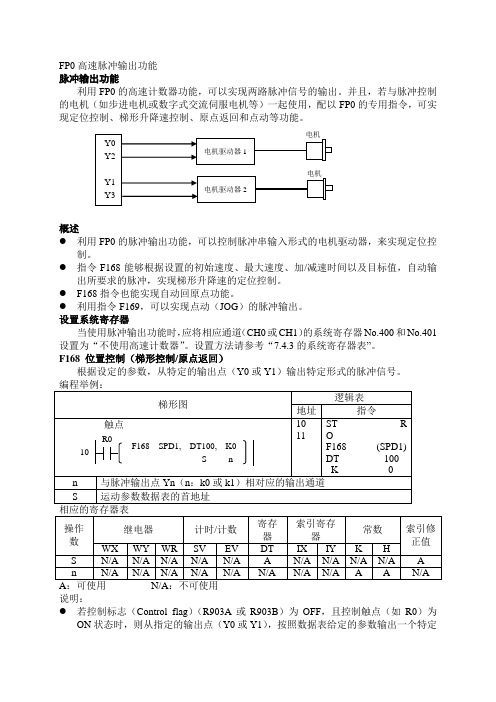
FP0高速脉冲输出功能脉冲输出功能利用FP0的高速计数器功能,可以实现两路脉冲信号的输出。
并且,若与脉冲控制的电机(如步进电机或数字式交流伺服电机等)一起使用,配以FP0的专用指令,可实现定位控制、梯形升降速控制、原点返回和点动等功能。
概述●利用FP0的脉冲输出功能,可以控制脉冲串输入形式的电机驱动器,来实现定位控制。
●指令F168能够根据设置的初始速度、最大速度、加/减速时间以及目标值,自动输出所要求的脉冲,实现梯形升降速的定位控制。
●F168指令也能实现自动回原点功能。
●利用指令F169,可以实现点动(JOG)的脉冲输出。
设置系统寄存器当使用脉冲输出功能时,应将相应通道(CH0或CH1)的系统寄存器No.400和No.401设置为“不使用高速计数器”。
设置方法请参考“7.4.3的系统寄存器表”。
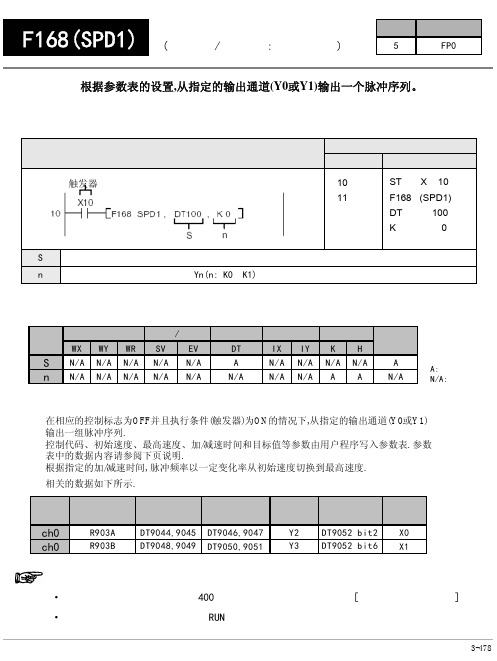
F168 位置控制(梯形控制/原点返回)根据设定的参数,从特定的输出点(Y0或Y1)输出特定形式的脉冲信号。
说明:●若控制标志(Control flag)(R903A或R903B)为OFF,且控制触点(如R0)为ON状态时,则从指定的输出点(Y0或Y1),按照数据表给定的参数输出一个特定形式的脉冲串。
● 数据表用于指定位控运动的控制码、起始速度、最大速度、加速/减速时间或目标值等。
● 根据加/减速时间,输出频率从起始速度升到最大速度。
♦运行模式说明:● 增量模式<相对值控制>根据目标的设置设定值,来输出相应脉冲数的脉冲。
将控制码(Control code )设置为H02(即:增量模式;正向:OFF ;反向:ON ),当目标值为正时,方向信号输出为OFF ,同时高速计数器的当前值增加。
当目标值为负时,方向信号输出为ON ,同时高速计数器的当前值减少。
当控制码(Control code )设置为H03时,方向信号输出则和前述情况的相反。
● 绝对模式〈绝对值控制〉 根据当前值和目标值的设置不同,输出脉冲(当前值与目标值之差为输出的脉冲数)。
松下FP系列PLC编程手册第4章
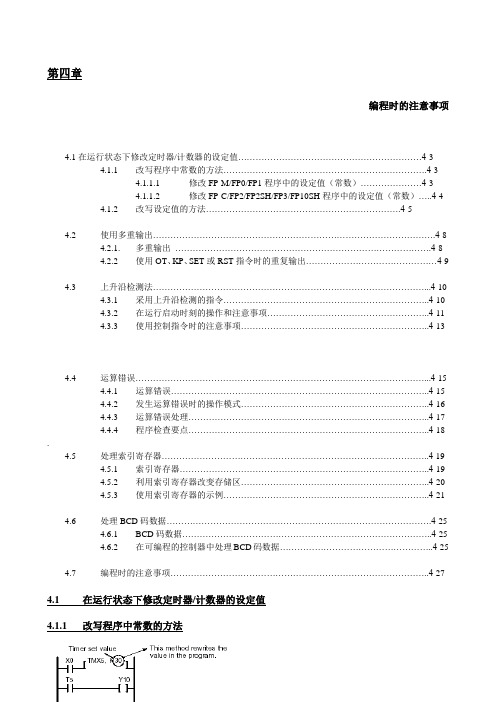
第四章编程时的注意事项4.1在运行状态下修改定时器/计数器的设定值………………………………………………………4-34.1.1 改写程序中常数的方法…………………………………………………………….4-34.1.1.1 修改FP-M/FP0/FP1程序中的设定值(常数)…………………4-34.1.1.2 修改FP-C/FP2/FP2SH/FP3/FP10SH程序中的设定值(常数)…..4-44.1.2 改写设定值的方法………………………………………………………….4-54.2 使用多重输出…………………………………………………………………………………….4-84.2.1 .多重输出…………………………………………………………………………….4-84.2.2 使用OT、KP、SET或RST指令时的重复输出………………………………………4-94.3 上升沿检测法…………………………………………………………………………………...4-104.3.1 采用上升沿检测的指令……………………………………………………………..4-104.3.2 在运行启动时刻的操作和注意事项………………………………………………..4-114.3.3 使用控制指令时的注意事项………………………………………………………..4-134.4 运算错误………………………………………………………………………………………...4-154.4.1 运算错误……………………………………………………………………………..4-154.4.2 发生运算错误时的操作模式………………………………………………………..4-164.4.3 运算错误处理………………………………………………………………………..4-174.4.4 程序检查要点………………………………………………………………………..4-18 .4.5 处理索引寄存器………………………………………………………………………………..4-194.5.1 索引寄存器…………………………………………………………………………..4-194.5.2 利用索引寄存器改变存储区………………………………………………………..4-204.5.3 使用索引寄存器的示例……………………………………………………………..4-214.6 处理BCD码数据……………………………………………………………………………….4-254.6.1 BCD码数据…………………………………………………………………………..4-254.6.2 在可编程的控制器中处理BCD码数据……………………………………………..4-254.7 编程时的注意事项……………………………………………………………………………..4-27 4.1 在运行状态下修改定时器/计数器的设定值4.1.1 改写程序中常数的方法4.1.1.1 修改FP-M/FP0/FP1程序中的设定值(常数)对于FP-M和FP1,当符合下列条件时,可以修改程序中的常数。
FX板式PLC说明书
A(mm) B(mm) C(mm) D(mm)
88mm 85mm 80mm 75mm
125mm 85mm 115mm 75mm
122mm 88mm 115mm 80mm
125mm 85mm 115mm 75mm
150
85
140 75
10 PLC接线端子的定义:
12 EX1S系列编程线:
EX-30MRT端子图:
绝对禁止的行动,若未遵守可能会导致产品损坏,或甚至故障而无法使用
禁止
【安装使用方式】 <1> 不要再以下环境中使用:
1、环境潮湿,有环境潮湿,有凝露 2、有腐蚀性气体、粉尘存在环境 3、有水、化学药品等导电液体飞溅到的地方
<2> 配线:
1、避免接近高压、大电流的电源或电缆 2、电源勿超压:极性正确 3、通讯电缆连接无误
3 PLC型号及机种类型:
产品名称及型号
输入点数
输出点数
模拟量输入
模拟量输出
EX1S-14MR / T
8点输入 X0~X7 6点 Y0 ~Y5 \
\
EX1S-20MR / T
12点输入 X0~X13 8点 Y0 ~Y7 \
\
EX1S-20MRT-4AD2DA 12点输入 X0~X13 8点 Y0 ~Y7 4通道10V\20MA 2通道10V\20MA
内部继电器(M) 通用寄存器(D)
M0 ~ M511 D0 ~ D255
0x(1x)0256 ~ 0x(1x)0767 BIT 4x(3x)1024 ~ 4x(3x)1279 WORD(D)
特殊寄存器(D8xxx) D8000 ~ D8255
4x(3x)0768 ~ 4x(3x)1023 WORD(D)
松下FP系列PLC编程手册第5章
第五章FP0的特殊指令5.1 高速计数器、脉冲输出和PWM输出功能……………………………………………………….5-35.1.1 内置高速计数器指令使用概述…………………………………………………….5-35.1.2 规格和使用限制……………………………………………………………………….5-55.1.2.1 高速计数器功能规格………………………………………………….5-55.1.2.2 脉冲输出功能规格…………………………………………………….5-65.1.2.3 PWM输出功能规格…………………………………………………..5-65.1.2.4 使用限制……………………………………………………………….5-75.1.3 高速计数器功能……………………………………………………………………….5-95.1.3.1 高速计数器功能概要………………………………………………….5-95.1.3.2 输入模式类型………………………………………………………….5-95.1.3.3 I/O分配……………………………………………………………….5-115.1.3.4 用于高速计数器功能的指令………………………………………...5-125.1.3.5 程序示例……………………………………………………………...5-145.1.4 脉冲输出功能………………………………………………………………………...5-185.1.4.1 脉冲输出功能概要…………………………………………………..5-185.1.4.2 控制模式……………………………………………………………...5-195.1.4.3 I/O分配和接线……………………………………………………….5-205.1.4.4 用于脉冲输出功能的指令…………………………………………...5-225.1.4.5 位置控制的程序示例………………………………………………...5-25Special Functions of FP0 FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH5 - 2 5.1.5 PWM输出功能……………………………………………………………………….5-335.1.5.1 PWM输出功能概要………………………………………………….5-335.1.5.2 用于PWM输出功能的指令…………………………………………5-335.2 通用串行通信功能……………………………………………………………………………...5-345.2.1 通用串行通信………………………………………………………………………...5-345.2.1.1 数据传输……………………………………………………………..5-345.2.1.2 数据接收……………………………………………………………..5-355.2.2 系统寄存器设置……………………………………………………………………..5-36 .5.2.3 使用通用串行通信时的操作说明…………………………………………………..5-395.2.3.1 当起始符和结束符设定为“无”时………………………………5-395.2.3.2 当起始符和结束符码设定为“有”时……………………………5-405.3 运行中的程序改写功能………………………………………………………………………...5-425.3.1 运行期间的程序改写操作………………………………………………………… ..5-425.3.2 运行期间不能进行程序改写的情况………………………………………………...5-435.3.3 运行期间改写程序的步骤和操作…………………………………………………...5-445.3.4 使用FP手持编程器II改变模式……………………………………………………5-465.4 强制输入输出时的处理………………………………………………………………………...5-47FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH Special Functions of FP05.1 高速计数器、脉冲输出和PWM输出功能5.1.1 内置高速计数器指令概要当使用FP0的内置高速计数器时,可以使用三种功能。
松下PLC编程手册中文版
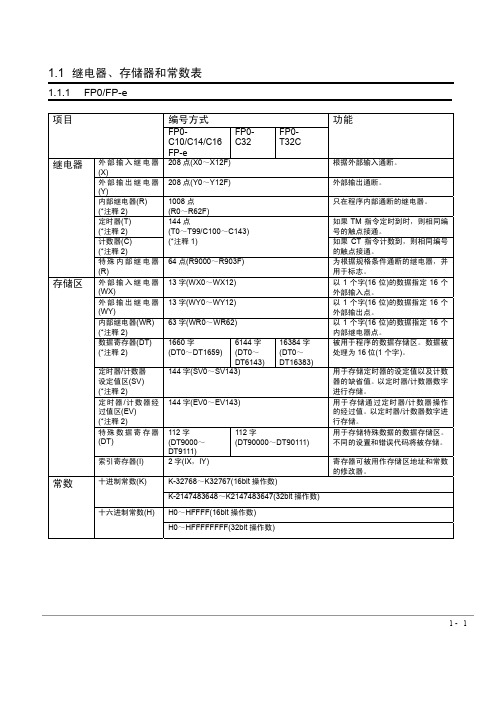
1 - 11.1 继电器、存储器和常数表1.1.1 FP0/FP-e编号方式项目FP0-C10/C14/C16 FP-eFP0- C32FP0- T32C功能外部输入继电器(X)208点(X0~X12F) 根据外部输入通断。
外部输出继电器(Y)208点(Y0~Y12F) 外部输出通断。
内部继电器(R) (*注释2) 1008点 (R0~R62F) 只在程序内部通断的继电器。
定时器(T) (*注释2) 如果TM 指令定时到时,则相同编号的触点接通。
计数器(C) (*注释2)144点(T0~T99/C100~C143) (*注释1)如果CT 指令计数到,则相同编号的触点接通。
继电器特殊内部继电器(R)64点(R9000~R903F) 为根据规格条件通断的继电器,并用于标志。
外部输入继电器(WX)13字(WX0~WX12) 以1个字(16位)的数据指定16个外部输入点。
外部输出继电器(WY)13字(WY0~WY12) 以1个字(16位)的数据指定16个外部输出点。
内部继电器(WR) (*注释2)63字(WR0~WR62) 以1个字(16位)的数据指定16个内部继电器点。
数据寄存器(DT) (*注释2) 1660字(DT0~DT1659)6144字 (DT0~ DT6143)16384字 (DT0~ DT16383)被用于程序的数据存储区。
数据被处理为16位(1个字)。
定时器/计数器 设定值区(SV) (*注释2)144字(SV0~SV143)用于存储定时器的设定值以及计数器的缺省值。
以定时器/计数器数字进行存储。
定时器/计数器经过值区(EV) (*注释2)144字(EV0~EV143)用于存储通过定时器/计数器操作的经过值。
以定时器/计数器数字进行存储。
特殊数据寄存器(DT)112字(DT9000~ DT9111)112字(DT90000~DT90111)用于存储特殊数据的数据存储区。
不同的设置和错误代码将被存储。
电气控制及PLC应用电子课件——FP0的指令系统
4)SR左移指令
SR(shift register):在移位触发信号上升沿时将指定的 通用内部寄存器WR中的数据左移1位。当数据输入信号为ON 时,新移进数据为1;当数据输入信号为OFF时,新移进数据 为0;在复位出发信号为ON时,指定寄存器的内容清零。
例18: 梯形图
助记符
功能: 若在X2为OFF状态时X1闭合,则内部继电器的寄存器WR3(对 应内部继电器R30至R3F)的内容左移一位。 若X0为ON,则将“1”移入R30;若X0为OFF,则将“0”移入R30。 若X2接通,则WR3的内容复位为0。
AN/(and not):逻辑“与非”运算指令,表示串连一常闭 触点。
例2:
梯形图
X0 X1
Y0
X2 X3
Y1
助记符
ST X0 AN X1 OT Y0 ST X2 AN/ X3 OT Y1
时序图
X0 X1 Y0 X2 X3 Y1
3)OR、OR/指令
OR(Or):逻辑“或”运算指令,表示幷联一个常开 触点。
DT 0
DT 9
功能:
当左/右移位控制输入信号为ON时,进行左移;为ON时右移。
当移位输入从OFF变为ON时(复位输入为OFF),由D1和D2 指定的数据区(应保证所指定的D1、D2为相同类型的数据区, 并且D1≤D2)左移或右移1位。
数据移位时,如果数据输入信号为ON,则向移位产生的空 数据位(最高或最低位)中填充1;如果数据输入信号为OFF, 则向移位产生的空位中填充0。
例16:
梯形图
助记符
※ 说明: (1) FP0型PLC初始定义计数器44个,编号C100~C143。 可以通过设置系统寄存器NO.5来设置计数器的个数。但是应注 意,由于定时器和计数器共用一段寄存器区,所以设定TM和 CT的编号要前后错开。 (2) 在同一程序中,相同编号的定时器只能使用一次, 而该定时器的触点可以通过常开或常闭触点的形式使用多次。
FP0位控指令
定时器/计数器 数据寄存器
SV EV
DT
N/A N/A
A
N/A N/A
N/A
索引寄存器 IX IY N/A N/A N/A N/A
常数 KH N/A N/A AA
索引变址
A N/A
A: 可以使用 N/A: 不可使用
描述
在相应的控制标志为OFF并且执行条件(触发器)为ON的情况下,从指定的输出通道(Y0或Y1) 输出PWM(脉宽调制)脉冲. 当执行条件保持为ON时, 持续输出脉冲. 可以通过用户程序改变由参数表指定的脉冲频率和占空比. 由于在最大及最小值附近会出现输出延迟, 占空比可能与设置值略有差异. 可以在每个扫描周期内改变占空比. 而频率设置只在开始执行本指令时生效. (因为从下一个 脉冲输出开始生效)
注) 24,26,27在CPU Ver2.0以后版本支持.
(*2) 当脉冲宽度设置为占空比50%时, 最高频率为6kHz; 当脉冲宽度设置为固定宽度(约80us)时, 最高频率为9.5kHz
(*3) 使用原点返回功能时, 不需要指定[S+4]到[S+6].
应用事例
DT0
H2
DT1
K1000
DT2
K7000
相关的数据如下所示.
通道号
ch0 ch0
控制标志
R903A R903B
经过值
目标值
方向输出 近原点 原点输入
DT9044,9045 DT9046,9047 DT9048,9049 DT9050,9051
Y2 DT9052 bit2 X0 Y3 DT9052 bit6 X1
注意
· 使用本指令时,在系统寄存器400中相应的通道设置处,应选择[不设置为高速计数器]。 · 在输出脉冲的过程中,如果执行RUN中改写程序,则实际发出的脉冲有可能多于设定值。
松下FP系列PLC编程手册第6章
第六章FP-M/FP1的特殊指令6.1 高速计数器功能………………………………………………………………....6-36.1.1 高速计数器规格……………………………………………………....6-36.1.2 输入模式………………………………………………………………6-56.1.3 脉冲输出控制的连接和输入模式设定………………………………6-66.1.4 用于高速计数器功能的指令…………………………………………6-86.2 脉冲输出控制的频率值………………………………………………………..6-146.3脉冲输出控制的ON脉冲宽度…………………………………………………6-21Special Functions of FP-M/FP1 FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH6 – 2FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH Special Functions of FP-M/FP16.1高速计数器功能6.1.1高速计数器规格控制规格与使用高速计数器相关的指令F0(MV)、F1(DMV)、F162(HC0R)、F164(SPD0)及F165(CAM0)使用F0(MV)指令,可以进行软件复位(高速计数器的经过值复位)、允许复位输入X2控制和计数输入控制。
使用F1(DMV)指令可以改变和读取经过值。
使用F162(HC0S)指令可以进行高速计数置位输出设定。
使用F163(HC0R)指令可以进行高速计数复位输出设定。
使用F164(SPD0)指令可以进行脉冲输出控制或格式类型输出控制。
使用F165(CAM0)指令可以实现电子凸轮输出控制。
使用F162(HC0S)至F165(CAM0)的指令可以提供中断功能。
高速计数器的经过值区高速计数器的经过值保存在特殊数据寄存器DT9045和DT9044中。
DT9045和DT9044中的经过值可使用F1(DMV)指令读取或修改。
松下PLC编程手册基本指令-3
编程时的本卷须知
为确保定时器正确运行,TM指令应在每次扫描中执行。尤其在使用INT、JP和LOOP等指令时应注意。 当定时器指令同“堆栈与〞或“弹出堆栈〞指令结合使用时,应注意语法是否正确。有关详细内容请, 参阅第节。
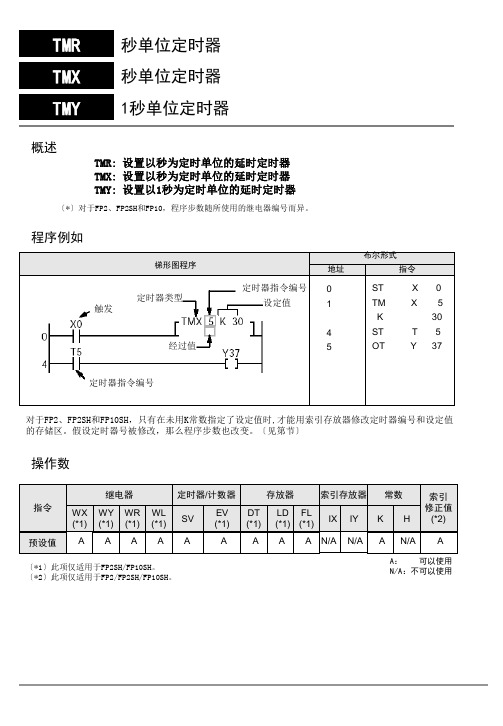
定时器动作
下面是用K常数来设置设定值的例如。指定设定值区〔SV〕时的动作的说明,请见下一页。 〔1〕当PLC模式切换到运行〔RUN〕、或在运行模式下接通电源,计时设定值会被传输至相同编号的 设定值区〔SV〕。
递减操作结束
关于设定值区〔SV〕和经过值区〔EV〕的说明 ,请参阅第和节。
定时器指令应用例如 定时器的串联 梯形图程序
布尔形式
时序图
定时器的并联 梯形图程序
布尔形式
时序图
在动作过程中改变定时器的设定时间 定时器的设定值可以在运行的过程中修改。详细内容请参阅节。 有关的指令 辅助定时器指令〔F137、F183〕也可以用于定时器。
设值计数器
设定值可以设定为由K0至K32767的十进制常数〔K常数〕。 对于FP0、FP2、FP2SH、FP10SH,CPU版本为或更高的FP-C、FP3和CPU版本为或更高的FP-M、FP1,设定 值区号〔SV〕可直接指定为计时器设定值。有关详细内容请参阅2-81页。
计数器的动作
以下是将K常数指定为设定值的例如。关于指定设定值区编号的说明,请见以下几页。
设定值
转移到SV区域
〔2〕当计时触发器由OFF变为ON时,设置值被由设定值区〔SV〕传输至相同编号的经过值区〔EV〕。 〔假设在触发器闭合的情况下PLC模式变为运行,那么会进行同样的动作。〕 〔3〕假设触发器保持闭合状态,那么经过值区〔EV〕的值递减。
转移到EV区域
递减 〔4〕当经过值区〔EV〕的值到达零时,同号的定时器触点〔T〕变为ON。
fp系列编程手册
fp系列编程手册1. 概述1.1 FP编程的定义1.2 FP编程的优势2. FP语言基础2.1 声明变量2.2 函数定义2.3 函数调用2.4 高阶函数3. 数据结构与操作3.1 数组3.1.1 创建数组3.1.2 访问数组元素3.1.3 更新数组元素3.2 集合3.2.1 创建集合3.2.2 遍历集合3.2.3 过滤集合4. 错误处理与异常4.1 异常处理的概念4.2 错误处理的模式4.3 使用FP语言处理异常5. 并发与并行5.1 并发编程的挑战5.2 线程安全性原则5.3 FP语言的并发模型5.3.1 Actor模型5.3.2 STM模型6. IO编程6.1 FP中的IO操作6.2 IO操作与纯函数的结合6.3 IO异常处理7. 测试与调试7.1 单元测试的重要性7.2 FP中的单元测试框架7.3 调试技巧与工具8. 最佳实践与常见陷阱8.1 遵循函数式编程原则8.2 不可变性与不变性8.3 避免副作用8.4 性能优化与延迟计算8.5 常见的函数式编程陷阱1. 概述1.1 FP编程的定义FP编程(Functional Programming)是一种编程范式,强调程序执行时通过函数调用来进行计算,避免了对可变状态的依赖,从而降低了程序的复杂性。
1.2 FP编程的优势- 代码可读性好,易于维护- 结构清晰,模块化程度高- 更容易进行并行计算- 副作用较少,易于测试和调试2. FP语言基础2.1 声明变量在FP编程中,变量通常是不可变的,通过关键字val或let进行声明。
例如:val x: Int = 52.2 函数定义FP语言中,函数是一等公民,可以作为参数传递给其他函数或作为返回值。
函数定义的一般形式如下:def square(x: Int): Int = x * x2.3 函数调用函数的调用与其他编程语言类似,通过函数名和参数列表来进行调用。
例如:val result = square(3)2.4 高阶函数高阶函数是指接受一个或多个函数作为参数,并/或返回一个函数的函数。
松下FP系列PLC编程手册第4章
第四章编程时的注意事项4.1 在运行状态下修改定时器/计数器的设定值………………………………………………………4-34.1.1 改写程序中常数的方法…………………………………………………………….4-34.1.1.1 修改FP-M/FP0/FP1程序中的设定值(常数)…………………4-34.1.1.2 修改FP-C/FP2/FP2SH/FP3/FP10SH程序中的设定值(常数)…..4-44.1.2 改写设定值的方法………………………………………………………….4-54.2 使用多重输出…………………………………………………………………………………….4-84.2.1 .多重输出…………………………………………………………………………….4-84.2.2 使用OT、KP、SET或RST指令时的重复输出………………………………………4-94.3 上升沿检测法…………………………………………………………………………………...4-104.3.1 采用上升沿检测的指令……………………………………………………………..4-104.3.2 在运行启动时刻的操作和注意事项………………………………………………..4-114.3.3 使用控制指令时的注意事项………………………………………………………..4-13Precautions Concerning Programs FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH4.4 运算错误………………………………………………………………………………………...4-154.4.1 运算错误……………………………………………………………………………..4-154.4.2 发生运算错误时的操作模式………………………………………………………..4-164.4.3 运算错误处理………………………………………………………………………..4-174.4.4 程序检查要点………………………………………………………………………..4-18 .4.5 处理索引寄存器………………………………………………………………………………..4-194.5.1 索引寄存器…………………………………………………………………………..4-194.5.2 利用索引寄存器改变存储区………………………………………………………..4-204.5.3 使用索引寄存器的示例……………………………………………………………..4-214.6 处理BCD码数据……………………………………………………………………………….4-254.6.1 BCD码数据…………………………………………………………………………..4-254.6.2 在可编程的控制器中处理BCD码数据……………………………………………..4-254.7 编程时的注意事项……………………………………………………………………………..4-274 - 2FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH Precautions Concerning Programs4.1 在运行状态下修改定时器/计数器的设定值4.1.1 改写程序中常数的方法4.1.1.1 修改FP-M/FP0/FP1程序中的设定值(常数)对于FP-M和FP1,当符合下列条件时,可以修改程序中的常数。
松下FP系列PLC编程手册第7章
第七章FP-C/FP2/FP2SH/FP3/FP10SH说明7.1 指定插槽编号……………………………………………………………………7-37.1.1 关于FP3和FP10SH………………………………………………….7-37.1.2 关于FP-C……………………………………………………………..7-47.1.3关于FP2和FP2SH…………………………………………………7-47.2 不同类型模块的差别……………………………………………………………7-57.2.1 FP10SH/FP3/FP-C…………………………………………………….7-57.2.2 FP2/FP10SH/FP2SH…………………………………………………..7-7Hints for FP-C/FP2/FP2SH/FP3/FP10SH FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH7 - 2FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH Hints for FP-C/FP2/FP2SH/FP3/FP10SH7.1 指定插槽编号7.1.1 关于FP3和FP10SH目标智能单元的插槽编号根据安装位置自动分配.插槽的编号根据母板的顺序确定。
对于3插槽和5插槽的母板,其指定方式与8插槽的母板相同。
7 - 3Hints for FP-C/FP2/FP2SH/FP3/FP10SH FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH7.1.2 关于FP-C目标板智能母板的槽号是由槽号设定开关设定的.若CPU板有一个内部智能板, 则该部分的槽号为7号.7.1.3 关于FP2和FP2SH目标智能单元的槽号根据实际安装位置自动确定。
槽号按母板的编号顺序指定.对于7槽型、9槽型和12槽型的模块,其槽号的指定方法与14槽型的相同。
7 - 4FP-C/FP-M/FP0/FP1/FP2/FP2SH/FP3/FP10SH Hints for FP-C/FP2/FP2SH/FP3/FP10SH7.2 不同类型模块的差别7.2.1 FP10SH/FP3/FP-C注释: 关于*号部分的详细内容,请参阅7-11页的内容。
7.3 FP0基本控制指令
当S1的设定值为H100时,表示已执行 的中断触发源可以清除,选择哪些 中断源,由S2设定
当S1的设定值为H2时,为定时启动 中断方式,中断时间间隔由S2设定
表
中断类型
ICTL指令中S2的设定及含义
含义 S2高8位不用,低8位中0~7位对应X0~X7这8个 外部中断源,写入“0”表示“禁止(屏 蔽)”,写入“1”表示“允许(非屏蔽)”, 只有相应的位写入“1”时,其对应的中断源 才有效 S2高8位不用,低8位中0~7位对应X0~X7这8个 外部中断源,写入“0”表示“复位(清 除)”,写入“1”表示“保持有效(不清 除)”,只有相应的位写入“0”时,其对应 的中断源才复位 定时启动中断,中断时间间隔=S2×10(ms), 而S2的设定范围为K0~K3000,其中K0表示 不执行定时启动中断
Y51 ON
X12
C段
过程12
2、过程之间的转换按 照由上向下的顺序执行。
Y52 ON X14
3、过程转变后,前一 阶段的一切动作相应跟 随结束。
END
顺序控制流程图
顺序控制流程图
X10
过程10
控制特点:
1、本阶段的四个 过程都有自己的 触发条件。
B段
Y50 ON X12
过程12
X11 A段
过程11
7.1.3 基本控制指令
从程序的执行步骤和结构构成上看,基本顺序指令和 基本功能指令是按照其地址顺序执行的,直到程序结束为 止;而控制指令则可以改变程序的执行顺序和流程,产生 跳转和循环,构成复杂的程序及逻辑结构。 PLC指令的执行特点是采用扫描执行方式,这里就存在 扫描和执行的关系的问题:对于一段代码,扫描并执行是 正常的步骤,但是也存在另外一种情况,就是扫描但不执 行,从时间上看,仍然要占用CPU时间,但从结果上看, 什么也没有作,相当于忽略了这段代码。因此,这种情况 比较特殊,在控制指令部分会经常遇到,要注意区别。 另外,触发信号的概念在这部分经常用到,实际上与 前文提到的控制信号是一样的,可以是一个触点,也可以 是多个触点的组合,用于控制(触发)相关程序的执行。
FP系列PLC技术与套用详细资料大全
FP系列PLC技术与套用详细资料大全《FP系列PLC技术与套用》是2010年1月1日机械工业出版社出版的图书。
本书主要内容是以FP-X系列PLC为例,介绍PLC技术与套用。
基本介绍•书名:FP系列PLC技术与套用•ISBN:9787111285670•装帧:247页•开本:16基本信息,内容简介,目录,基本信息出版社: 机械工业出版社; 第1版 (2010年1月1日) 正文语种: 简体中文条形码: 9787111285670 产品尺寸及重量: 25.8 x 18.2 x 1.2 cm ; 458 g ASIN: B0036VODQ2内容简介《FP系列PLC技术与套用》共分为5章:第1章介绍PLC的基本结构原理和内部软元件,第2章介绍FP系列PLC的基本指令与编程,第3章介绍套用指令与编程,第4章介绍FP-X系列PLC的通信功能,重点介绍PC-link通信和MODBUS RTU通信,第5章介绍FPWIN GR编程软体的使用。
目录前言绪论1 第1章 PLC的基本组成与内部软元件 1.1 PLC的基本概念与组成 1.1.1 中央微处理器 1.1.2 存储器 1.1.3 输入接口电路 1.1.4 输出接口电路 1.1.5 电源 1.1.6 FP-X系列PLC的控制单元 1.1.7 FP-X 系列PLC的扩展单元1.2 PLC的工作方式1.2.1 PLC的基本图形符号1.2.2 PLC的工作方式 1.3 PLC的内部软元件 1.3.1 外部输入/输出继电器(X/Y,WX/WY) 1.3.2 内部继电器(R,WR) 1.3.3 连结继电器(L) 1.3.4 定时器(T) 1.3.5 计数器(T) 1.3.6 数据暂存器(DT)1.3.7 连结数据暂存器(LD) 1.3.8 变址暂存器(I) 1.3.9 PLC中的数习题1 第2章FP系列PLC的基本指令及其编程2.1 基本顺序指令2.1.1 初始载入和输出指令(ST,ST/,OT,/) 2.1.2 触点串联、并联指令(AN,AN/,OR,OR/) 2.1.3 逻辑块串联、并联指令(ANS,ORS)2.1.4 堆叠指令(PSHS,RDS,POPS)2.1.5 上升沿/下降沿微分指令(DF,DF/)2.1.6 置位/复位指令(SET,RST)2.1.7 保持指令(KP) 2.1.8 空操作指令(NOP) 2.1.9 编写简单的PLC程式2.2 基本功能指令2.2.1 定时器指令(TMR,TMX,TMY)2.2.2 计数器指令(CT) 2.2.3 暂存器移位指令(SR) 2.2.4 加/减计数器指令[UDC(F118)] 2.2.5 左/右移位暂存器指令[LRSR(F119)] 2.3 控制指令2.3.1 主控指令(MC,MCE)2.3.2 跳转指令(JP,LBL)2.3.3 循环指令(LOOP,LBL) 2.3.4 结束/条件结束指令(ED/CNDE) 2.3.5 步进指令(SSTP,NSTL,NSTP,CSTP,STPE) 2.3.6 子程式调用指令(CALL,SUB,RET)2.3.7 中断程式指令(ICTL,INT,IRET)2.4 数值比较指令2.4.1 数值比较初始载入指令(ST=、ST[]、ST]、ST]=、ST[、ST[=)2.4.2 数值比较逻辑与指令(AN=、AN[]、AN]、AN]=、AN[、AN[=)2.4.3 数值比较逻辑或指令(OR=、OR[]、OR]、OR]=、OR[、OR[=)习题2 第3章FP系列PLC的高级指令及其编程 3.1 数据传输、复制和交换指令 3.1.1 数据传输指令(MV,DMV;MV/,DMV/) 3.1.2 位数据传输指令(BTM,DGT) 3.1.3 数据块传输指令(BKMV) 3.1.4 数据块复制指令(COPY) 3.1.5 数据交换指令(XCH,DXCH,SWAP) 3.2 二进制数算术运算指令 3.2.1 二进制加法运算指令(+,D+) 3.2.2 二进制减法运算指令(-,D-) 3.2.3 二进制乘法运算指令(*,D*)3.2.4 二进制除法运算指令(%,D%)3.2.5 二进制数据加1/减1指令(+1,-1) 3.3 BCD数算术运算指令3.3.1 BCD数加法运算指令(B+,DB+) 3.3.2 BCD数减法运算指令(B-,DB-)3.3.3 BCD数乘/除法运算指令(B*,DB*,B%,DB%)3.3.4 BCD数加1/减1指令(B+1,DB+1,B-1,DB-1) 3.4 数据比较指令 3.4.1 数据比较指令(CMP,DCMP) 3.4.2 数据区段比较指令(WIN,DWIN) 3.4.3 数据块比较指令(BCMP) 3.5 逻辑运算指令3.5.1 逻辑与/或运算指令(WAN,WOR)3.5.2 逻辑异或/异或非指令(XOR,XNR) 3.6 数据转换指令 3.6.1 区块校验码计算指令(BCC)3.6.2 十六进制数据与ASCII码的转换指令(HEXA,AHEX)3.6.3 BCD码与ASCII码的相互转换指令(BCDA,ABCD) 3.6.4 二进制数与ASCII码的相互转换指令(BINA,ABIN)3.6.5 二进制数与BCD 码的相互转换指令(BCD,BIN) 3.6.6 二进制数求反/求补指令(INV,NEG) 3.6.7 二进制数取绝对值指令(ABS,DABS) 3.6.8 16位数据位数扩展指令(EXT)3.6.9 解码和编码指令(DECO,ENCO)3.6.10 七段码显示指令(SEGT)3.6.11 16位数据组合与分离指令(UNIT,DIST) 3.6.12 字元转换为ASCII码指令(ASC) 3.6.13 数据查找指令(SRC,DSRC) 3.7 数据移位指令 3.7.1 数据右/左移n位指令(SHR,SHL)3.7.2 数据右/左移1个十六进制位指令(BSR,BSL) 3.7.3 数据区右/左移1个字指令(WSHR,WSHL) 3.7.4 数据区右/左移1个十六进制位指令(WBSR,WBSL)3.7.5 FIFO缓冲区定义指令(FIFT) 3.7.6 FIFO缓冲区数据写入/读出指令(FIFW,FIFR)3.7.7 数据右/左循环移位指令(ROR,ROL)3.7.8 数据右/左带进位循环移位指令(RCR,RCL)3.8 位操作指令3.8.1 数据位置位/复位指令(BTS,BTR)3.8.2 数据位求反指令(BTI)3.8.3 数据位ON/OFF测试指令(BTT) 3.8.4 数据ON位统计指令(BCU,DBCU)3.9 特殊指令 3.9.1 16位辅助定时器(STMR) 3.9.2 时/分/秒数据与秒数据之间的转换指令(HMSS,SHMS)3.9.3 进位标志置位/复位指令(STC,CLC) 3.9.4 部分I/O刷新指令(IORF) 3.9.5 数据传送指令(SEND)3.9.6 数据接收指令(RECV)3.9.7 读取数据指令(READ)3.9.8 写入数据指令(WRT)3.9.9 时间加法/减法指令(CADD) 3.9.10 串列数据通信指令(MTRN) 3.10 高速计数器和脉冲输出控制指令 3.10.1 FP-XPLC的高速计数器 3.10.2 目标值一致ON 指令[HC1S(F166)] 3.10.3 目标值一致OFF指令[HC1R(F167)] 3.10.4 脉冲输出 3.10.5 脉冲输出(带通道指定)指令[SPHD(F171)] 3.11 浮点型实数运算指令3.11.1 浮点数传输指令[FMV(F309)] 3.11.2 浮点数运算指令(F+、F-、F*、F%)3.11.3 浮点三角函式指令(SIN、COS、TAN)3.11.4 浮点反三角函式指令(ASIN、ACOS、ATAN) 3.11.5 浮点数角度弧度转换指令(RAD,DEG) 3.11.6 实数型对数和指数运算指令(LN,EXP,LOG)3.11.7 实数型数据乘幂指令(PMR) 3.11.8 实数型平方根指令(FSQR) 3.11.9 整数转换为浮点型实数指令(FLT,DFLT) 3.11.10 浮点型实数转换为整数指令(INT,FIX,ROFF) 3.11.11 浮点型实数取整指令(FINT,FRINT)3.11.12 浮点型实数比较指令(FCMP) 3.11.13 浮点型实数带域的比较指令(FWIN) 3.12 PID控制 3.12.1 PID控制基本知识 3.12.2 PID 控制指令 3.12.3 PID控制的实例习题3 第4章 FP系列PLC通信与网路 4.1 数据通信的基本概念 4.1.1 数据传送的方向 4.1.2 通信格式 4.1.3 通信协定 4.1.4 数据传输速率 4.1.5 并行通信和串列通信 4.2 FP-XPLC 的通信插卡 4.3 FP-X通信插卡的通信功能 4.3.1 计算机连结 4.3.2 通用串列通信4.4 PC(PLC)连结功能4.4.1 PC-link通信模式的设定4.4.2 PC-link通信模式的实例 4.5 MODBUSRTU通信功能 4.5.1 主站功能和从站功能4.5.2 MODBUSRTU通信的实例习题4 第5章FPWINGR软体的使用5.1 FPWINGR软体要求的计算机配置5.2 FPWINGR软体的安装5.3 创建FPPLC程式5.3.1 输入触点和线圈5.3.2 输入定时器 5.3.3 输入计数器 5.3.4 输入置位指令(SET)和复位指令(RST)5.3.5 输入比较指令([、]、=)5.3.6 输入保持(KEEP)等指令5.3.7 输入上升沿微分和下降沿微分指令5.3.8 输入高级指令5.3.9 转换程式 5.4 梯形图和指令表之间的转换 5.4.1 梯形图转换为指令表 5.4.2 指令表转换为梯形图 5.5 程式语句的删除和修改 5.5.1 插入空行 5.5.2 删除空行 5.5.3 删除-触点(线圈或其他图形符号) 5.5.4 添加-触点(线圈或其他图形) 5.6 档案的保存和打开 5.6.1 档案的保存 5.6.2 档案的打开 5.7 程式行的复制和删除 5.7.1 程式行的复制 5.7.2 程式行的删除 5.8 档案的注释 5.8.1 输入I/O注释 5.8.2 I/O注释一并编辑 5.8.3 输入块注释 5.9 连线PLC运行和监控 5.9.1 PLC与电脑的连线 5.9.2 COM口的确认 5.9.3 进行通信设定 5.9.4 程式调试 5.9.5 下载程式 5.9.6 程式的运行和监控 5.9.7 线上触点监控 5.9.8 线上数据监控5.9.9 程式的上载习题5 附录附录A FP1继电器和存储区附录B FP-X继电器和存储区附录C FP1特殊内部继电器附录D FP-X特殊内部继电器参考文献。
松下FP系列PLC编程手册第一章
松下FP系列PLC编程手册第一章第一章继电器、存储器和常数1.1 继电器、存储器和常数表1.1.1 FP-C1.1.2 FP-M1.1.3 FP01.1.4 FP11.1.5 FP21.1.6 FP2SH1.1.7 FP31.1.8 FP10SH1.1.9 继电器编号1.2 继电器说明1.2.1 外部输入继电器(X)1.2.2 外部输出继电器(Y)1.2.3 内部继电器(R)1.2.4 特殊内部继电器1.2.5 链接继电器(L)1.2.6 定时器(T)1.2.7 计数器(C)1.2.8 定时器和计数器共享项目1.2.9 脉冲继电器(P)1.2.10 错误报警继电器(E)1.3 存储器说明1.3.1 数据寄存器(DT)1.3.2 专用数据寄存器(DT)1.3.3 文件寄存器(FL)1.3.4 WX、WY、WR和WL1.3.5 链接数据寄存器(LD)1.3.6 定时器/计数器的设定值(SV)1.3.7 定时器/计数器的经过值(EV)1.3.8 索引寄存器(IX、IY)(用于FP-C, FP-M, FP0, FP1和FP3)1.3.9 索引寄存器(I0到ID) (用于FP2, FP2SH和FP10SH)1.4 常数说明1.4.1 整数型十进制常数(K)1.4.2 十六进制常数(H)1.4.3 实数(用于FP2、FP2SH和FP10SH)1.4.3.1 浮点数型实数(f)1.4.3.2 BCD型实数(H)1.4.4 字符常数(M)1.5 可在PLC中处理的数据范围1.5.1 可在PLC中处理的数据范围1.5.2 上溢出和下溢出1.1 继电器,存储器和常数表1.1.1 FP-C注释:1)有两种数据类型,一种是保持型,即保存在关断电源之前或从运行模式切换为编程模式之前存在的状态。
另一种是非保持型,即将该状态复位。
可通过设定系统寄存器改变保持型和非保持型的选择。
关于系统寄存器的详细内容,请见第8.2节。
2)定时器和计数器的点数可以通过设定系统存储器5来改变。
第三章 FP系列PLC的高级指令及其编程

(a)梯形图
2013-7-15
图3-12 数据交换指令
(b)指令表
16
XCH指令的意义是将目标D1的DT0数据与目标D2的DT10 数据交换。DXCH指令的意义是将目标D1的(DT1、DT0)数 据与目标D2的(DT11、DT10)数据交换。SWAP的意义是将 DT0数据的高字节与低字节交换。 例3-6 执行图3-13程序,按X0、X1后,再按X2、X3、 X4,结果如何?
(a)梯形图 (b)指令表
图3-6 位数据传输指令
2013-7-15 8
将源S的哪一位数据传送到目标的哪一位位数据中,是由 常数n的格式决定。 (1)BTM指令中的常数n的格式及意义如下:
(2)DGT指令中的常数n的格式及意义如下:
2013-7-15
9
例如,①H003(即H3),意思是将源数据的数位3传送到目标 数据的数位0:
②H210,意思是将源数据的数位0开始的两个位传送到 目标数据的数位2开始的两个位:
(3)图3-6中,按X0,执行BTM指令,将源DT0的第4 位数据传送到目标DT10的第12位。按X10,执行DGT指 令,将源DT20的数位0传送到目标数据DT30的数位0中。
2013-7-15 10
例3-3 读图3-7程序,按X0,问指令BTM执行前后WY0的 数值为多少?
图3-11 COPY指令的执行
按X0,将H3668送DT0。按X1,将DT0的值H3668送 到从DT20到DT30共11个数据寄存器中。按X2,将K0的值 送到从DT20到DT30共11个数据寄存器中,即对DT20~ DT30清零。
2013-7-15 15
3.1.5 数据交换指令(XCH、DXCH 、 SWAP)
F22(+)
松下FP0型FP1型PLC课件第三章

指令表 数据 X0 X1 X2 Y0 X3 Y1 X4 10 11 12 13 14 15 OT POPS AN OT ST OT Y2 X5 Y3 X6 Y4
例题说明:
当X0接通时,程序依次完成下述操作。 存储PSHS指令处的运算结果(这里指X0的状态),这时X0接通, 则当X1也接通且X2断开时,Y0输出。 由RDS指令读出存储的结果,即X0接通,则当X3接通时,Y1输出。 由RDS指令读出存储的结果,即X0接通,则当X4断开时,Y2输出。 由POPS指令读出存储的结果,即X0接通,则当X5接通时,Y3输 出;然后将PSHS指令存储的结果清除,即解除与X0的关联,后 续指令的执行将不再受X0影响。 当X6接通时,Y4输出。此时与X0的状态不再相关。 本例中连用了两个RDS指令,目的是为了说明该指令只是读存 储结果,而不影响存储结果;在执行了POPS后,就结束了堆栈指令, 不再与X0的状态相关,如例中,Y4的状态只受X6控制。
第三章 FP1的指令系统
第二节 FP1的基本指令系统
基本指令可分为四大类,即
基本顺序指令:主要执行以位(bit)为单位的逻辑操作,是 继电器控制电路的基础。
基本功能指令:有定时器、计数器和移位寄存器指令。
控制指令:可根据条件判断,来决定程序执行顺序和流程 的指令。
比较指令:主要进行数据比较。 基本指令多数是构成继电器顺序控制电路的基础,所 以借用继电器的线圈和触点来表示。同时,该类指令还是 可编程控制器使用中最常见、也是用得最多的指令,因此, 属于必须熟练掌握和运用的内容。
时序图
例题说明:
当检测到触发信号的上升沿时,即X1断开、X2接通且 X0由OFF→ON时,Y0接通一个扫描周期。另一种情况是X0 接通、X2接通且X1由ON→OFF时,Y0也接通一个扫描周期, 这是由于X1是常闭触点的缘故。
FP0-C16T PLC控制方式
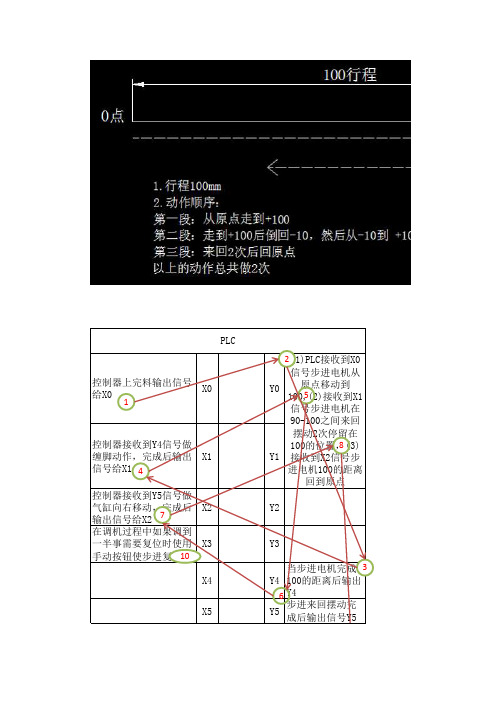
Y3 当步进电机完成 3 Y4 100的距离后输出 6 Y4 步进来回摆动完 Y5 成后输出信号Y5
X6 X7 X8 X9 XA XB XC XD XE XF X11 X12 X13 X14Y8 Y9 YA YB YC YD YE YF
步进回到原点后 输出信号Y6 9
PLC
2(1)PLC接收到X0
控制器上完料输出信号 X0 给X0
1
控制器接收到Y4信号做 缠脚动作,完成后输出 X1 信号给X1 4 控制器接收到Y5信号做 气缸向右移动,完成后 X2 7 输出信号给X2 在调机过程中如果调到 一半事需要复位时使用 X3 手动按钮使步进复位10 X4 X5
信号步进电机从 原点移动到 Y0 5 100,(2)接收到X1 信号步进电机在 90-100之间来回 摆动2次停留在 8 100的位置,(3) Y1 接收到X2信号步 进电机100的距离 回到原点 Y2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FP0 PLC编程实践指导可编程序控制器的编程实践本着循序渐进的原则,由浅入深地进行。
PLC实验方法有两种,一种是用PLC实验装置进行实验和应用程序的开发;另一种是用普通PLC外加若干导线进行应用程序的开发和实验。
PLC实验装置具有直观、使用方便的优点,通常配有各种工业控制模板,形象地模拟工业现场的工艺控制过程,是同学们迅速掌握PLC编程的简洁方法。
待到有一定的基础时,我们再利用目前新型的人机界面软件在PC机上制作各种工艺流程控制图画面,它同样可以形象真实地反映控制状态,而且可以在PC机上进行人机对话以及控制方案的修改。
1 实验装置1.1 实验装置的组成实验机分为主机板和模拟实验板:主机板上安装有松下公司的FP0系列PLC,包括控制单元和扩展单元各一块。
控制单元和扩展单元的电源、输入、输出以及COM端已经引到实验主机板上,分别为24V和0V、X0-X7、X20-X27和Y0-Y5、Y20-Y27、COM。
由外部稳压电源为实验机的主机板和模拟实验板提供24V直流电源:主机板的输入和输出端的COM 口要与24V端相接,PLC的接线如图1-1-1所示。
图1-1-1 PLC接线图1.2模拟实验板的接线模拟实验板使用时,需要通过实验主机板向模拟实验板提供PLC的I/O信号及24V直流电源,模拟实验板与实验主机板之间的连接关系如图1-1-2所示。
模拟实验板的24V电源端与实验主机板的直流24V电源正、负极输出连接,以保证模拟实验板电路的正常工作。
图1-1-2 主机板与实验板的接线示意图2 基本实验2.1 基本指令输入训练一.实验目的(1)掌握TVT-905C实验装置的使用;(2)学习FPWIN-GR软件的基本操作;(3)学习用户程序的输入和编辑方法;(4)熟悉基本指令的应用。
二.实验设备(1)TVT-905C实验装置1套;(2)PC机一台;(3)RS232通讯线1根。
三.试验内容(1)编写程序1:输入如下程序,记录各个输入组合与输出的关系;(2)编写程序2:输入如下程序,记录各个输入组合与输出的关系;(3)编写程序3:输入如下程序,记录各个输入组合与输出的关系;四.实验步骤(1)关闭计算机,用编程电缆连接PC机和PLC;(2)将24V 直流电源接到实验主机板的24V电源接口;(3)用导线分别将实验主机板上输入输出端子的COM端与24V端子相接;(4)填写I/O表并按照该表接线;(5)检查全部接线后,接通直流24V电源;(6)启动计算机;(7)启动程序FPWIN-GR;(8)输入程序;(9)调试程序并记录结果五.实验报告要求(1)画出PLC输入输出接线图;(2)填写I/O表;(3)写出梯形图程序,总结梯形图输入及修改的操作过程。
2.2 定时指令一.实验目的(1)掌握定时指令的基本应用;(2)学会使用FPWIN-GR来监控PLC程序的运行状态。
二.实验设备(1)TVT-905C实验装置1套;(2)PC机一台;(3)RS232通讯线1根。
三.实验内容(1)编写程序:输入如下程序记录结果;(2)编写程序:延时接通电路的控制程序;(3)编写程序:延时断开电路的控制程序;(4)编写程序:产生连续方波输出信号输出,其周期设为3秒,占空比为2:1;(5)编写程序:设某工件加工分四道工序:第一道工序执行2.5秒;第二道工序执行3秒;第三道工序执行5秒;最后一道工序执行4秒;循环上述过程;每次启动均从第一道工序开始。
四.实验步骤(1)根据控制要求,设计I/O表;(2)编写并输入程序;(3)调试程序并记录结果。
五.实验报告要求(1)画出PLC输入输出接线图;(2)填各个程序写I/O表;(3)写出梯形图程序,总结梯形图输入及修改的操作过程。
2.3 计数指令一.实验目的(1)掌握计数指令的基本应用;(2)进一步熟悉设计、调试PLC程序。
二.实验设备(1)TVT-905C实验装置1套;(2)PC机一台;(3)RS232通讯线1根。
三.实验内容(1)编写程序:输入如下程序记录结果;(2)编写程序:长延时控制程序(定时器与计数器组合);(3)编写程序:长延时控制程序(仅使用计数器);(4)编写程序:顺序延时接通电路(使用比较指令);(5)编写程序:设某工件加工分四道工序:第一道工序执行2.5秒;第二道工序执行3秒;第三道工序执行5秒;最后一道工序执行4秒;循环上述过程;每次启动均从第一道工序开始。
(6)用可逆计数器指令(F118 UDC)实现:“绿”、“黄”、“红”灯依次亮三秒后灭,等待1秒后重复以上过程。
X2=ON时加计数,亮的顺序依次为:“绿”、“黄”、“红”;X2=OFF时减计数,亮的顺序依次为:“红”、“黄”、“绿”。
四.实验步骤(1)根据控制要求,设计I/O表;(2)编写并输入程序;(3)调试程序并记录结果。
五.实验报告要求(1)画出PLC输入输出接线图;(2)填各个程序写I/O表;(3)写出梯形图程序,总结梯形图输入及修改的操作过程。
2.4 数据移位指令一.实验目的(1)深入理解数据移位指令的功能;(2)掌握数据移位指令的基本应用。
二.实验设备(1)TVT-905C实验装置1套;(2)PC机一台;(3)RS232通讯线1根。
三.实验内容(1)编写程序:循环输出电路(采用天塔之光板);(2)编写程序:利用移位指令(SR)使输出的8个灯从左到右依次亮;当灯全亮后从左到右灭;如此反复。
(提示:SR指令只能对内部继电器内容进行移位)(3)编写程序:利用左右移位指令(F119 LRSR),使一个灯以0.2秒的速度自左向右移动,到达最右侧后,再自右向左返回最左侧;如此反复。
四.实验步骤(1)根据控制要求,设计I/O表;(2)编写并输入程序;(3)调试程序并记录结果。
五.实验报告要求(1)画出PLC输入输出接线图;(2)填各个程序写I/O表;(3)写出梯形图程序,总结梯形图输入及修改的操作过程。
2.5 电机控制一.实验目的(1)学会用PLC控制电机点动、长动、Y-△启动;(2)进一步掌握定时器的使用方法;(3)对应用PLC 解决实际问题的全过程有个初步了解;二.实验设备(1)TVT-905C实验装置1套;(2)PC机一台;(3)RS232通讯线1根。
三.实验内容(1)编写程序:按下启动按钮,电动机转动,手松开,电动机停转。
(2)编写程序:按下启动按钮,电动机转动,手松开,电动机仍转动;按下停止按钮,电动机停转。
(3)编写程序:按下正转启动按钮SB1,电动机正转运行,且控制电机定子绕组Y型接法的接触器KM Y接通;2秒后KM Y断开,KM△接通,即完成Y-△启动。
按下停止按钮SB3,电动机停转。
按下反转启动按钮SB2,电动机反转运行,且控制电机定子绕组Y型接法的接触器KM Y接通;2秒后KM Y断开,KM△接通,即完成Y-△启动。
按下停止按钮SB3,电动机停转。
四.实验步骤(1)根据电机点动、长动、Y-△启动要求;设计PLC外部电路;(2)连接电路,编写并输入程序;(3)调试程序并记录结果。
五.实验报告要求(1)画出电机点动、长动、Y-△启动的PLC外部电路(PLC输入输出接线图);(2)填写I/O表;(3)写出梯形图程序,总结梯形图输入及修改的操作过程。
2.6 交通灯信号控制一.实验目的(1)进一步熟悉PLC常用的基本指令的使用;(2)加深应用PLC 解决实际问题的全过程熟悉与掌握。
二.实验设备(1)TVT-905C实验装置1套;(2)PC机一台;(3)RS232通讯线1根。
三.实验内容编写程序:在十字路口设立了红绿灯。
当控制开关合上时,东西方向绿灯亮20S后,闪烁5S灭,黄灯亮5S后灭,红灯亮30S后,绿灯亮……循环;对应东西方向绿灯黄灯亮时,南北方向红灯亮30S,然后绿灯亮20S后,闪烁5S灭,黄灯亮5S后灭,红灯亮……循环。
四.实验步骤(1)根据控制要求;设计PLC外部电路;(2)连接电路,编写并输入程序;(3)调试程序并记录结果。
五.实验报告要求(1)画出PLC输入输出接线图;(2)填写I/O表;(3)写出梯形图程序,总结梯形图输入及修改的操作过程。
2.7 高速计数功能一.实验目的(1)深入理解PLC的高速计数功能;(2)掌握与高速计数功能相关的指令及其使用方法。
二.实验设备(1)TVT-905C实验装置1套;(2)PC机一台;(3)RS232通讯线1根。
三.实验内容编写程序实现高速计数控制。
从X0输入高速脉冲,统计输入脉冲的个数。
当脉冲个数超过100时,输出继电器Y0变为ON;当脉冲个数超过200时,输出继电器Y0变为OFF,Y1变为ON;当脉冲个数超过300时,输出继电器Y1变为OFF,Y2变为ON;四.实验步骤(1)根据控制要求;设计PLC外部电路;(2)连接电路,编写并输入程序;(3)调试程序并记录结果。
五.实验报告要求(1)画出PLC输入输出接线图;(2)填写I/O表;(3)写出梯形图程序,总结梯形图输入及修改的操作过程。
2.8 A/D、D/A转换一.实验目的(1)深入理解A/D、D/A模块的功能;(2)掌握A/D、D/A模块的基本应用。
二.实验设备(1)TVT-905C实验装置1套;(2)PC机一台;(3)RS232通讯线1根。
三.实验内容(1)编写程序实现A/D采样、D/A输出:控制开关接通,则读入A/D模块的CH0通道数据,并将此数值与数据寄存器DT10中的内容进行加法运算后,并将结果由D/A模块的CH0通道送出。
(2)编写程序,对2个通道输入的模拟量进行比较。
当通道1的模拟量大于通道2的模拟量时,输出继电器Y0变为ON,输出继电器Y1变为OFF;当通道2的模拟量大于通道1的模拟量时,输出继电器Y0变为OFF,输出继电器Y1变为ON。
四.实验步骤(1)根据控制要求;设计PLC外部电路;(2)连接电路,编写并输入程序;(3)调试程序并记录结果。
五.实验报告要求(1)画出PLC输入输出接线图;(2)填写I/O表;(3)写出梯形图程序,总结梯形图输入及修改的操作过程。