数控激光切割设计论文
数控激光切割机的加工原理及其结构组成分析
72研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2023.12 (上)度加强质量管控,在确保施工安全的前提与基础之上,让市政道路交通的运行需求得到恢复和保障。
第一,施工单位需要加强对现场施工管理的建立健全,现场人员需要按照相关的制度和规范展开现场管理的实施,防止出现材料被冒领或者偷工减料、以次充好的情况出现,让施工质量得到安全保障。
第二,施工单位需要根据我国道路交通路桥施工的相关标准做好对不同环节与节点的验收,在验收的时候,相关人员需要有理有据,及时对质量问题予以发现并解决。
第三,施工单位需要根据路桥施工可能会存在的隐蔽性特点,找到施工安全死角,不断地深化施工管理的过程,做好对隐蔽工程的质量监控,要隐蔽工程的运行,具有安全性,提高隐蔽工程的整体施工质量,让市政道路交通工程的整体安全性和质量得到保障,除此以外,需要加强安全管理,安全管理是非常重要的一项内容,施工单位需要提高整体施工人员的安全意识,排除安全隐患,找到可能会影响安全施工的相关要素,确保整体施工环境整洁安全,同时现场施工管理者还要加强自身安全意识的培养,对现场施工的原材料选择的工序和设备展开不定期检查,确保施工现场有序,管理不混乱。
4.4 做好设备管理在设备管理工作中,第一,要完善采购制度,在采购制度建设时,要明确每个采购工作人员需要负怎样的责任,需要按照市场调查的要求分析设备的规格与型号,同时还要考虑设备的使用周期、维修难度等多方面要素,主要目的是要选择适合企业未来使用,方便各方面发展的设备,要注意对设备软件的更新和升级,同时要加强对机械管理制度的完善。
施工企业在展开正式项目建设之前,需要加强对机械设备具体情况的了解,明确操作标准和规章制度,优化设备管理内容,明确管理模式,在施工阶段需要根据设备的不同特点和使用寿命制定相互匹配的管理制度和操作守随着国家大力发展钢结构建筑的趋势和政策指引,钢结构的加工体量持续加大,而钢构件的切割是钢结构加工极为重要的一项技术。
数控激光切割机设计论文

一般来说,数控切割机床的滚动直线导轨的摩擦力可忽略不计,但滚珠丝杠副,以及齿轮之间的滑动摩擦不能忽略,这些摩擦力矩会影响电机的步距精度。另外由于采取了一系列的消隙、预紧措施,其产生的负载波动应控制在很小的范围。
2.1.3初步确定XY工作台尺寸及估算重量
故本处的Go=(0.2-0.3), =18.4-27.6N。对照样本参数,这里的Go非常小,选定导程为4的滚珠丝杠副。
3.2 滚珠丝杠副的传动效率
滚珠丝杠副的传动效率为:
式中ψ—滚珠丝杠的螺纹升角
ρ'—当量摩擦角
根据当量摩擦系数和当量摩擦角关系(见表3.1),前面已经定v=1m/s,材料选择灰铸铁HRC≥45。
KeywordsCNC,laser cutting machine tools, architecture, design
摘要………………………………………………………………………………………Ⅰ
ABSTRACT……………………………………………………………………………………Ⅱ
1 绪论
1.1课题背景
toco13hzu1绪论111课题背景112现实意义113设计任务114总体设计方案分析22机械部分xy工作台及z轴的基本结构设计421xy工作台的设计4211主要设计参数及依据4212xy工作台部件进给系统受力分析4213初步确定xy工作台尺寸及估算重量422z轴随动系统设计53滚珠丝杠传动系统的设计计算631强度计算632滚珠丝杠副的传动效率64直线滚动导轨的选型85步进电机及其传动机构的确定951步进电机的选用9511脉冲当量和步距角9512步进电机上起动力矩的近似计算9513确定步进电机最高工作频率1052齿轮传动机构的确定10521传动比的确定10522齿轮结构主要参数的确定1153步进电机惯性负载的计算116传动系统刚度的讨论1361根据工作台不出现爬行的条件来确定传动系统的刚度1362根据微量进给的灵敏度来确定传动系统刚度137消隙方法与预紧1571消隙方法15711偏心轴套调整法15712锥度齿轮调整法16713双片齿轮错齿调整法1672预紧178数控系统设计1881确定机床控制系统方案1882主要芯片配置18821主要芯片选择18822主要管脚功能18823eprom的选用19824ram的选用2082589c51存储器及io的扩展208268155工作方式查询21827状态查询228288155定时功能22829芯片地址分配2383键盘设计24831键盘定义及功能24832键盘程序设计2484显示器设计28841显示器显示方式的选用28842显示器接口298438155扩展io端口的初始化2985插补原理3086光电隔离电路3187越界报警电路3188总体程序控制32881流程图32882总程序329步进电机接口电路及驱动34结论38参考文献39致谢401绪论11课题背景激光被誉为二十世纪最重大的科学发现之一它刚一问世就引起了材料科学家的高度重视
《UMAC在精密激光切割数控机床中的应用研究》范文

《UMAC在精密激光切割数控机床中的应用研究》篇一一、引言随着现代制造业的快速发展,精密激光切割技术已成为工业生产中不可或缺的一部分。
而数控机床作为激光切割技术的核心设备,其性能的优劣直接决定了切割的精度和效率。
UMAC (Unified Motion and Automation Control)作为一种先进的运动控制技术,在精密激光切割数控机床中的应用逐渐得到关注。
本文将重点研究UMAC在精密激光切割数控机床中的应用,并分析其优势与影响。
二、UMAC技术概述UMAC技术是一种集成了运动控制和自动化控制的技术,具有高精度、高速度、高效率的特点。
它通过先进的算法和优化技术,实现了对数控机床的高效控制,使得机床在切割过程中能够快速响应、精确执行。
此外,UMAC技术还具有较好的稳定性和可靠性,能够保证长时间连续工作的需求。
三、UMAC在精密激光切割数控机床中的应用1. 提高切割精度UMAC技术的高精度控制使得数控机床在切割过程中能够精确地控制刀具的运动轨迹,从而保证了切割的精度。
在精密激光切割中,这尤为重要,因为任何微小的偏差都可能导致产品质量的不合格。
通过UMAC技术的应用,可以大大提高产品的合格率,降低生产成本。
2. 提高切割速度UMAC技术的高速度控制使得数控机床在切割过程中能够快速响应,从而提高了切割速度。
在工业生产中,时间就是金钱。
通过提高切割速度,可以缩短生产周期,提高生产效率,为企业带来更多的经济效益。
3. 优化能源消耗UMAC技术通过优化控制算法,使得数控机床在运行过程中能够更加高效地利用能源,从而降低了能源消耗。
这不仅有利于企业的成本控制,还有助于减少对环境的影响,实现绿色生产。
4. 增强系统稳定性UMAC技术的稳定性使得数控机床在长时间连续工作时能够保持较高的性能。
在精密激光切割中,系统稳定性对于保证产品质量至关重要。
通过UMAC技术的应用,可以大大提高系统的稳定性,降低故障率,确保生产的顺利进行。
【精品毕设】数控激光切割机设计论文

毕业设计(论文)
论文题目:数控激光切割机设计
教学中心:电子科技大学网络教育重庆学习中心
指导老师:职称:
学生姓名:段凯淋学号: v*********** 专业:电子信息工程
2010年02月5日
毕业设计(论文)任务书
题目:数控激光切割机设计
任务与要求:本文设计了一台单片机控制的数控激光切割机床,主要完成了:机床整体结构设计,Z轴、XY轴的结构设计计算、滚珠丝杠、直线滚动导轨的选择及其强度分析;以步进电机为进给驱动的驱动系统及其传动机构的分析设计计算;以89C51为主控芯片的数控系统硬件电路设计、系统初始化设计及系统软件方案设计和步进电机的控制程序设计。
时间:2010 年3月10 日至2010年 5 月13 日共周
办学单位:电子科技大学网络教育重庆学习中心
学生姓名:段凯淋学号:V10648142131
专业:机械设计与制造及其自动化
指导单位或教研室:重庆科创职业学院
指导教师:职称:
2010年2月5日。
数控激光切割机XY工作台部件的设计

图书分类号:密级:毕业设计(论文)数控激光切割机XY工作台部件及单片机控制设计CNC LASER CUTTING MACHINE XY WORK-BENCH COMPONENTS AND SCMCONTROL DESIGN学生姓名学院名称专业名称指导教师20**年5月27日摘要本课题针对数控激光切割机进行了设计。
主要完成了XY工作台的机械结构设计和单片机的控制系统的设计。
设计过程中,对于XY工作台的机械结构进行了具体的设计分析,选用了精度相对高的滚珠丝杠副传动系统方案,具体对传动系统中的滚珠丝杠、直线滚动导轨、齿轮进行了计算和选型;为验证系统的可行性,对系统的刚度进行了分析;根据系统的要求和载荷,对步进电机进行了分析和选型。
对以89C51为主控芯片的数控系统进行了硬件说明和控制程序设计。
关键词 CNC;数控激光切割机;XY工作台;单片机AbstractThis topic designs for CNC laser cutting machine. It completed the design of XY workbench mechanical structure and the CNC system. The design process has the design and analysis of XY workbench mechanical structure. To choice ball screw vice transmission system solutions which has a relatively high precision. There are specific calculation and selection on ball screw, linear rolling guide and gear of the transmission system; In order to validate the feasibility of the system, the stiffness of system are analyzed. The analysis and selection for stepping motor are according to the system's requirements and load. There are hardware specifications and design of control program for CNC system with 89C51 as the main control chip.Keywords CNC laser cutting machine tools XY table Single chip microcomputer目录摘要 (I)Abstract.......................................................................................................................................... I I 1 绪论 (4)1.1激光技术概述 (4)1.2激光切割技术的应用 (4)1.3设计任务 (5)1.4总体设计方案分析 (5)2 工作台机械结构设计 (8)2.1 XY工作台的设计 (8)2.1.1 X-Y工作台结构设计总述 (8)2.1.2主要设计参数及依据 (8)2.1.3 XY工作台部件进给系统受力分析 (9)2.1.4初步确定XY工作台尺寸及估算重量 (9)2.2 Z轴随动系统设计 (9)2.3 机座的设计 (10)2.3.1 机座的结构设计 (10)2.3.2机座材料的选择 (11)3 传动系统的设计 (12)3.1丝杠的选型 (12)3.1.1 丝杠的介绍 (12)3.1.2丝杠螺母副的选择 (13)3.1.3丝杠的校核 (14)3.2 滚珠丝杠支承的选择 (16)3.2.1 支承方式的选择 (16)3.2.2 轴承的选择 (16)3.3导轨的选型及计算 (16)3.3.1 导轨的组成种类及其应满足的要求 (16)3.3.2导轨材料的选择及热处理 (16)3.3.3导轨的选型及长度估算 (17)3.3.4导轨副的额定寿命计算 (18)3.3.5滚动导轨副的技术要求 (20)3.4 步进电机的选择 (20)3.4.1步进电机的特点 (20)3.4.2 步进电机的选型 (20)3.4.3步进电机惯性负载的确定 (22)3.4.4 步进电机接口及电路驱动 (23)3.5齿轮传动机构的确定 (26)3.5.1传动比的确定 (26)3.5.2齿轮结构主要参数的确定 (26)3.6传动系统刚度的确定 (27)4 消隙方法与预紧 (29)4.1 消隙方法 (29)4.2预紧 (30)5 控制系统设计 (32)5.1 确定机床控制系统方案 (32)5.2 主要硬件配置 (32)5.2.1主要芯片选择 (32)5.2.2 主要管脚功能 (32)5.2.3 EPROM的选用 (33)5.2.4 RAM的选用 (34)5.2.5 89C51存储器及I/O的扩展 (34)5.2.6 8155工作方式查询 (35)5.2.7状态查询 (36)5.2.8 8155定时功能 (36)5.2.9 芯片地址分配 (37)5.3 总体程序控制 (38)5.3.1流程图 (38)5.3.2主程序 (38)5.4 键盘设计 (39)5.4.1键盘定义及功能 (39)5.4.2 键盘程序设计 (40)5.5 显示器设计 (41)5.5.1显示器显示方式的选用 (41)5.5.2显示器接口 (41)5.5.3 8155扩展I/O端口的初始化 (41)5.6 插补说明 (42)5.7光电隔离电路 (44)5.8越界报警电路 (45)结论 (46)致谢 (47)参考文献 (48)附录 (49)1 绪论1.1激光技术概述激光被誉为二十世纪最重大的科学发现之一,它刚一问世就引起了材料科学家的高度重视。
(强烈推荐)激光切割机的运行与维护毕业论文设计
论文题目:激光切割机的运行与维护目录内容摘要 (3)摘要译文 (4)正文引言 (5)第一章激光切割机的原理 (6)1). 激光切割的原理与分类 (6)2).激光切割机的特点 (7)第二章激光切割机的应用与基本操作 (9)1)电源onoff (9)2)操作画面 (10)3)程序设置 (12)第三章激光切割机的日常维护与修理 (28)第四章Safety注意事项 (29)参考文献 (31)相关专业英文资料及翻译 (32)摘要三星电机所选用的是SED公司专门为其生产的激光切割机!它能满足三星电机对手机摄像头PCB 最严格的要求,它的切割切口细窄,切缝两边平行并且与表面垂直,切割PCB的尺寸最高精度可达±0.005mm,而三星所要求的是±0.02mm。
激光切割机还有如下特点:1) 切割表面光洁美观,表面粗糙度只有几十微米,甚至激光切割可以作为最后一道工序,无需机械加工,零部件可直接使用。
2)材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小,切割精度高,切缝的几何形状好,切缝横截面形状呈现较为规则的长方形本实践报告主要写SED激光切割机的基本操作的使用与检测故障安全并维护修理,主要从设备操作、机种变更、故障诊断及安全等几方面进行介绍,通过自己在车间的亲身实习和阅览设备说明书,对这几方面的内容做了简单的介绍和总结,包括在生产过程中,设备的稼动可能给制品带来多种不良的产生,设备的瞬间停机、调试、故障维修等。
关键词:SED激光切割机机种变更维护修理AbstractThe SAMSUNG electrical machinery selects is SED Corporation specially for its production laser cutter!It can satisfy the SAMSUNG electrical machinery to the thin narrow, and kerf nearby two parallel with surface vertical, cuts PCB the size to be possible to reach ±0.005mm, what but SAMSUNG requests is ±0.02mm.The laser cutter also several dozens microns, even laser cutting may take the finish, does not need the machine-finishing, the spare part may use directly.2) The material after laser cutting, the is shape presents a more regular rectangleThis practice report mainly writes the SED laser cutter the elementary operation eo use and the examination breakdown security and the maintenance and repair, mainly from the equipment operation, the aircraft type change, the breakdown diagnosis and the security and so on several aspects carries on the introduction, through oneself in workshop by oneself practice and the readingequipment specification, and the summary to these aspect content, including in the production process, the equipment crops moves possibly brings many kinds of not good productions to the product, the equipment instantaneous engine off, the debugging, the breakdown service and so on.Key word: SED laser cutter Aircraft type change Maintenance and repair机关切割机的应用与维护引言SED激光切割机,由两台PC进行控制,作用是切割PCB中仅零点及毫米的连接点将其切断,其精密度在世界领先,主要运用在精密电子产业中。
《2024年UMAC在精密激光切割数控机床中的应用研究》范文

《UMAC在精密激光切割数控机床中的应用研究》篇一一、引言随着现代制造业的快速发展,精密激光切割技术已经成为一种重要的加工方式。
而数控机床作为激光切割的核心设备,其性能的优劣直接决定了加工质量与效率。
UMAC(统一运动控制)技术作为数控机床的核心控制技术之一,其在精密激光切割数控机床中的应用具有重大意义。
本文旨在探讨UMAC在精密激光切割数控机床中的应用研究,以期为相关领域的研究与应用提供参考。
二、UMAC技术概述UMAC技术是一种先进的运动控制技术,它集成了计算机技术、控制理论、传感器技术等多项技术,具有高精度、高速度、高稳定性的特点。
在数控机床中,UMAC技术能够实现对机床的精确控制,提高加工精度和效率。
三、UMAC在精密激光切割数控机床中的应用1. 提高加工精度UMAC技术通过高精度的运动控制,实现对激光切割路径的精确跟踪。
在切割过程中,UMAC技术能够实时监测机床的运动状态,根据实际情况调整切割速度和切割深度,从而保证切割的精度和质量。
此外,UMAC技术还能实现对机床的误差补偿,进一步提高加工精度。
2. 提高加工速度UMAC技术具有高速度的特点,能够快速响应机床的运动指令,实现高速切割。
在激光切割过程中,高速切割能够缩短加工周期,提高生产效率。
同时,高速切割还能减少热影响区,降低热变形对加工精度的影响。
3. 提高稳定性UMAC技术具有高稳定性的特点,能够保证机床在长时间运行过程中的稳定性。
在激光切割过程中,稳定性对于保证加工质量和提高生产效率至关重要。
通过UMAC技术的控制,能够减小机床的振动和热变形,保证切割的连续性和稳定性。
四、应用实例分析以某精密激光切割数控机床为例,采用UMAC技术后,机床的加工精度、加工速度和稳定性均得到了显著提高。
在加工过程中,UMAC技术能够实时监测机床的运动状态和切割参数,根据实际情况调整切割速度和深度,从而保证切割的精度和质量。
同时,高速切割缩短了加工周期,提高了生产效率。
激光切割技术论文
摘要激光切割是用激光精密切割金属、陶瓷、纸张的一种技术,可大大减少加工时间,降低加工成本,提高工件质量。
由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。
本文主要讲述了激光切割的原理、应用、发展历程以及国外发展现状。
并阐述了国外先进YAG固体激光切割机、光纤激光切割机和CO2激光切割机的参数特性。
深入了解了激光切割机。
通过对激光切割机的深入分析,掌握了现阶段激光切割机的前沿和发展水平,提高了学习机械工程前沿的能力。
关键词:激光切割技术、应用、优缺点、发展现状ABSTRACTLaser cutting is a technology that uses a laser to cut precise patterns in most all types of materials such as metal, ceramic, paper and so on. It can greatly reduce the processing time, reduce the processing cost and improve the quality.Because it has precision manufacturing, flexible cutting, the heterogeneous type processing, once shaping, speed and higher efficiency, so in industrial production in solving many conventional method can not solve the problem.This essay mainly talks about.the principles, applications, development process and the status of the overseas development of laser cutting,and also describes the advanced YAG solid-state laser cutting machine, laser cutting machine parameters and characteristics of the fiber CO2 laser cutting machine,to develop a greater understanding of the laser cutting machine.Through in-depth analysis of the laser cutting machine, we can master the level and the current development of cutting-edge laser cutting machine,and improve the learning ability of mechanical engineering frontier.Keywords: Laser cutting technology; Application; Advantages and Disadvantages; Development situation目录摘要 ............................................................................................................................................. ABSTRACT . (I)一.激光切割的简介 (1)1.1 定义 (1)1.2 类型 (1)1.3 应用 (3)1.4 激光切割的发展 (4)1.5 激光切割发展历史 (4)二.激光切割的工作原理及特性 (7)2.1 激光切割机的组成和工作原理 (7)2.1 激光切割机的特性 (8)三.国外研究现状 (10)3.1 国外总体发展现状 (10)3.2 德国通快(TRUMPF) (11)3.2.1大功率CO2 激光器(TruFlow) (12)3.2.2 TruFiber 系列光纤激光器 (13)3.3 瑞士百超(Bystronic) (15)3.3.1 产品简介 (15)3.3.2 性能分析 (17)3.4三维激光切割机 (18)3.3.1 二维和三维激光切割的区别 (18)3.3.2 三维激光切割 (19)3.4 其他实例 (20)参考文献 (22)一.激光切割的简介1.1 定义激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开[1]。
激光切割技术论文

激光加工技术-----激光切割技术作者:0000贵州大学机械工程学院机制081班邮编:550000【摘要】激光加工技术是一种先进制造技术,而激光切割是激光加工应用领域的一部分,激光切割是当前世界上先进的切割工艺。
由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。
激光能切割大多数金属材料和非金属材料【关键词】激光切割的原理激光切割的分类及特点激光切割技术的应用[Abstract] The laser processing technology is a kind of advanced manufacturing technology, laser cutting is part of the laser processing applications, laser cutting is the current world advanced cut craft. Because it has precision manufacturing, flexible cutting, the heterogeneous type processing, once shaping, speed and higher efficiency, so in industrial production in solving many conventional method can not solve the problem. Laser can cut most metal materials and nonmetal materials .[Key words] Laser cutting the principle of laser cutting the classification and characteristics of laser cutting technology application .1.概述激光切割是激光加工行业中最重要的一项应用技术。
《UMAC在精密激光切割数控机床中的应用研究》范文

《UMAC在精密激光切割数控机床中的应用研究》篇一一、引言随着科技的进步,精密激光切割技术在制造业中的应用越来越广泛。
作为高端数控设备的重要部分,数控机床的控制系统直接决定了切割的精度和效率。
UMAC(Unified Motion and Automation Control)作为一种先进的数控系统,具有高性能、高精度、高稳定性的特点,因此广泛应用于精密激光切割数控机床中。
本文旨在研究UMAC在精密激光切割数控机床中的应用,探讨其优势及存在的问题,并提出相应的解决方案。
二、UMAC数控系统的基本原理与特点UMAC数控系统是一种基于计算机控制的数控系统,具有高精度、高速度、高稳定性的特点。
其基本原理是通过将加工工艺、机床运动和控制系统集成在一起,实现自动化加工。
UMAC数控系统具有以下特点:1. 高精度:UMAC数控系统采用先进的控制算法和高速处理器,可以实现高精度的运动控制。
2. 高速度:UMAC数控系统具有高速响应和高速运动的能力,可以满足高速加工的需求。
3. 高稳定性:UMAC数控系统具有优良的抗干扰能力和稳定性,可以保证长期稳定运行。
三、UMAC在精密激光切割数控机床中的应用精密激光切割是一种高精度、高效率的加工方法,广泛应用于各种材料的切割。
UMAC数控系统在精密激光切割数控机床中的应用,主要表现在以下几个方面:1. 切割精度的提高:UMAC数控系统具有高精度的运动控制能力,可以实现对切割路径的精确控制,从而提高切割精度。
2. 切割速度的提升:UMAC数控系统具有高速响应和高速运动的能力,可以加快切割速度,提高生产效率。
3. 自动化程度的提升:UMAC数控系统可以实现自动化加工,减少人工干预,提高生产效率和产品质量。
四、UMAC在精密激光切割数控机床中的优势与问题UMAC在精密激光切割数控机床中的应用具有以下优势:1. 高精度:UMAC数控系统可以实现对切割路径的精确控制,提高切割精度。
毕业论文(设计)激光切割机机械系统设计
【摘要】面对高韧性、高强度材料和精密细小的零件,普通机床难以胜任,于是激光切割机就诞生了。
相比于传统切割机省去了刀具的磨损,更换等不可避免环节,优势较明显。
所以激光切割机在未来制造业中将扮演越来越重要的角色,对其的研究也是有积极意义的。
此次设计了一台数控激光切割机,就是在原有普通切割机基础上升级完成了改装。
完成了一台由单片机控制的激光切割机,并加上以前机床没有的切屑处理装置,这次采取的是Z轴浮动模式,工作平台XY轴向移动的基础设计。
没有采用Z轴全动模式主要考虑到激光发射源的高能性,倘若Z轴激光源同时进行XY方向运动的话,势必对高能激光源带来一些不确定性,所以我这次决定用集中控制分别驱动的模式。
此外还进行了受力分析,强度计算,滚珠丝杠的选择,以及电机的驱动系统设计计算。
本设计主要针对机床机械系统进行了分析设计,主要包括机床整体结构,受力等方面.其次,这次还对机床切屑处理进行结构设计,在切屑处理细节上取得了一定成果。
在步进电机选用上下了很多功夫,因为这是一个系统的心脏。
所以对电机起动力矩进行了反复验算,对步距角进行了严格控制,因为动力驱动系统的好坏是决定整个系统的好坏的关键。
此外,我还对传动系统的刚度进行了验算,确定工作台不出现爬行状态,确保机床安全有效运行。
【关键词】激光切割机床,结构设计,Z轴浮动Mechanical engineering and automation 【ABSTRACT】In the face of high toughness, high strength material and fine fine parts,common machine tool is not competent, so laser cutting machine was born. Compared with the traditional cutting machine, the wear and tear of the tool is avoided, and the advantages are obvious.. So laser cutting machine in the future manufacturing will play an increasingly important role, and its research is also active.The design of a CNC laser cutting machine, is the original general cutting machine based on the upgrade completed a modification. Completed a controlled by single chip microcomputer, laser cutting machine, and before the machine is not the chip treatment device, this is Z axis floating mode, XY axial movement of platform based design. Without the use of Z axis moving mode mainly take into account the high energy of laser emission source, if Z axis laser source at the same time the direction of movement of the XY is bound to the high-energy laser source bring some uncertainty, so this time I decided to use centralized control separately driven mode. In addition, the strength analysis, the strength calculation, the choice of the ball screw and the design and calculation of the drive system of the motor are also carried out.. This design mainly for the mechanical system of the machine tool were analysis and design, mainly includes the overall structure of the machine, force etc.. Secondly, the on machine to ol chip processing for structural design in chip details of the deal has made some achievements. The selection of the stepper motor with a lot of effort, because this is the heart of a system. So the motor starting torque were repeatedly checked, the strict control of step angle, because the quality of the power driven system is the key to determine the quality of the whole system. In addition, I have the stiffness of the transmission system checked, determine the working table does not appear crawling state, to ensure the safe and effective operation of the machine tool.【Key words】laser cutting machine tools, Mechanical systemdesign,Z floating axle目录1 绪论 (1)1.1课题背景与现实意义 (1)1.2现实意义 (2)1.3设计任务 (3)1.4总体设计方案与模拟图 (4)2 机械部分XY工作台与Z轴基本结构设计 (5)2.1 XY工作台设计 (5)2.1.1主要设计依据及其参数 (5)2.1.2 XY工作台部件的系统受力分析 (5)2.1.3确定XY工作台尺寸与估算重量 (6)2.2 Z轴随动系统的设计 (6)3 滚珠丝杠传动系统的设计计算 (7)3.1 强度计算 (7)3.2 滚珠丝杠副的传动效率 (7)4 直线滚动导轨的选型 (8)5 步进电机及其传动机构的确定 (9)5.1 步进电机的选用 (10)5.1.1 脉冲当量和步距角 (10)5.1.2步进电机上起动力矩的近似计算 (10)5.1.3确定步进电机最高工作频率 (11)5.2齿轮传动机构的确定 (11)5.2.1传动比的确定 (11)5.2.2齿轮结构主要参数的确定 (11)5.3步进电机惯性负载的计算 (12)6 传动系统刚度的论证 (14)6.1 工作台不出现爬行的条件 (14)6.2根据微量进给的灵敏度来确定传动系统刚度 (14)7 消隙的方法与预紧 (15)7.1消隙方法 (16)7.1.1偏心轴套调整法 (16)7.1.2锥度齿轮调整法 (17)7.1.3双片齿轮错齿调整法 (17)7.2预紧 (18)8 关于切割过程中产生切屑的处理办法 (19)结论 (20)参考文献 (21)致谢 (22)绪论1.1课题背景激光被誉为二十世纪最重大的科学发现之一,自1960年问世就引起了科学家的高度重视.激光加工技术一直以来都是国家“十二五”规划中将高端装备制造业列为重要的新兴产业,这对激光加工产业无疑是良好的契机,也势必对激光加工机床制造和产品升级带来巨大商机。
激光切割技术介绍及发展论文
激光切割技术介绍及发展论文激光切割技术是一种利用激光束对材料进行切割的先进工艺。
它具有高精度、高效率和非接触加工的优势,被广泛应用于各个领域,比如汽车制造、航空航天、电子设备等。
本文将介绍激光切割技术的原理、分类、应用以及发展前景,以期为相关领域的研究者提供参考。
激光切割技术利用激光束对材料进行切割,其原理是将能量高度集中的激光束聚焦在材料表面,使其瞬时升温并迅速融化、气化或燃烧。
通过调整激光功率、脉冲宽度和激光束的位置,可以实现对不同材料的切割,比如金属、非金属材料等。
根据激光类型的不同,激光切割技术可分为CO2激光切割、纤维激光切割和光导激光切割等。
其中,CO2激光切割是最常用的一种,其波长较长,适用于对非金属材料的切割。
而纤维激光切割由于其较高的能量密度、更小的波长和更高的光束质量,适用于对金属材料的高速、高质量切割。
光导激光切割则是通过将激光束传输到切割位置,既可以进行金属材料的切割,也可以对非金属材料进行切割。
激光切割技术在各个行业具有广泛的应用。
在汽车制造领域,激光切割技术可以用于制造车身零部件、排气管等。
在航空航天领域,激光切割技术可以用于制造飞机发动机零部件、航空航天传动材料等。
在电子设备领域,激光切割技术可以用于制造集成电路、显示屏等。
激光切割技术在过去几十年里得到了很大的发展。
随着激光技术的日益成熟和先进材料的广泛应用,激光切割技术的切割速度和精度都得到了极大的提升。
此外,激光切割技术在不同行业的应用也在不断增加,对于提高生产效率和产品质量具有重要意义。
未来,激光切割技术还有进一步的发展空间。
一方面,随着激光器的不断进步和新材料的涌现,激光切割技术的适用范围将不断扩大。
另一方面,随着激光技术的进一步普及和成本的降低,激光切割技术将更加普及和应用于各个领域。
此外,激光切割技术与其他先进技术的结合也将为其发展带来新的机遇和挑战。
总之,激光切割技术是一种高精度、高效率的切割工艺,其在各个行业的应用前景广阔。
激光切割毕业论文

激光切割毕业论文激光切割技术在工业制造中越来越受到重视,它具有高精度、高效率、高质量等优点,可以满足不同领域的需求。
本文通过对激光切割技术的基本原理、应用场合以及常见的问题等方面进行探究和分析,以期能够更加深入地了解和掌握这一技术的相关知识。
1. 激光切割技术的基本原理激光切割技术是利用激光的高能量密度使被加工材料局部区域迅速升温并熔化,再利用熔池或气流等方式使其形成切割缝。
整个切割过程所需要的能量主要来自激光器,其发出的光束经过反射、聚焦等方式集中到被加工材料表面,形成较小的区域。
在这个区域内,激光的光能转化为热能,材料因此而被加热,接着发生熔化、汽化等反应。
由于激光光束具有高纵向和横向单色性、聚焦性、高功率、可控性以及波长短等特点,因此在工业制造过程中具有广泛应用价值。
激光切割技术适用于诸如金属、塑料、木材、橡胶、纸张等各类材料的切割,且因其能实现精密、高效和自动化的加工,逐渐被应用于如航空航天、汽车制造、电子制造等行业中。
2. 激光切割技术的应用场合(1)金属加工领域激光切割技术在金属加工领域中其应用更为广泛,其可以切割如钢、铝等常见金属材料,此外还可以进行穿孔、切缝、微切割、雕刻等操作。
其可以应用于航空航天、汽车制造、电力设备制造、电子设备制造等诸多领域。
(2)塑料、橡胶等工业制品加工激光切割技术还广泛应用于塑料、硅胶、橡胶、玻璃、陶瓷等工业制品的加工与制造。
其可以应用于生产汽车、医疗设备、电子设备等工业产品。
(3)电子领域在电子领域中,激光切割技术可以用来生产各种类型的电子元件,如安装在电子设备内部的电路板等。
3. 激光切割技术的常见问题及解决方法(1)切割效率低下激光切割过程中出现效率低下,主要原因可能是反射率过高、过厚或密度大等造成的。
解决方法可能包括调节激光切割机参数、更换切割头等。
(2)切割质量不好切割质量欠佳可能是由材料变形、切缝位置偏差、切割口形不规则等因素造成的。
解决方法可能包括优化激光切割机的参数、更改切割头、改变切割角度等。
激光切割技术论文
激光切割技术论文激光切割技术论文激光切割技术论文【1】[摘要]随着我国技术的发展,激光切割技术得到不断发展,应用范围日益广泛。
本文主要是对激光切割技术的涵义、优点,国内外的发展现状及其数控激光切割技术的发展趋势进行分析论述,希望能够更好地了解应用激光切割技术。
[关键词]激光;激光技术;发展趋势激光技术是20世纪伟大的发明之一,自1960年第一台激光器问世以来,固体激光器、气体激光器、半导体激光器以及准分子激光器陆续诞生;激光不同于普通光源,它具有良好的单色性和相干性,很好的方向性,极高的能量密度,这些特点使得激光广泛地应用于各类机械加工领域,如激光切割、焊接、激光淬火、激光打标等等,而激光切割被认为是激光技术应用中最成熟的工艺。
下文将对激光切割技术的相关内容进行详细的论述。
一、激光切割的概述1.激光切割的涵义激光切割是激光加工行业中最重要的一项应用技术,也是激光加工中应用最早、使用最多的加工方法。
激光切割是用聚焦镜将CO2激光束聚焦在材料表面使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹做相对运动,从而形成一定形状的切缝。
激光切割技术经过近几年的发展,广泛应用于汽车、机车车辆制造、航空、化工、轻工、电器与电子、石油和冶金等工业部门中。
2.激光切割的优点激光切割技术具有以下优点:第一,精度高:定位精度0.05mm,重复定位精度0.02mm。
第二,切缝窄:激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞。
随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。
切口宽度一般为0.10~0.20mm。
第三,切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在Ra12.5以内。
第四,速度快:切割速度可达10m/min,最大定位速度可达70m/min,比线切割的速度快很多。
第五,切割质量好:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工。
激光切割技术论文(2)
激光切割技术论文(2)激光切割技术论文篇二论激光切割技术及其在农机制造中的应用摘要:介绍了农机行业的发展现状以及对现代加工技术的迫切需求,分析了我国农业生产和农业机械的特点,并着重阐述了数控激光切割技术的原理、特点以及其在农机制造业的研究及其应用。
关键词:农机制造;数控激光加工技术;应用中图分类号:TN24 文献标识码:A1 农机行业的快速发展对现代加工技术的迫切需求1.1 农机行业的发展现状中国是农业大国,农业是国家的命脉,农业机械化发展是农业发展的重要保证。
我国农业机械制造业是在新中国成立后,从无到有逐步发展起来的,是从增补旧式农具和制造推广新式农具起步的。
我国农机工业经过50年的发展,已形成了拖拉机、内燃机、耕作机械、植保机械、收获机械、排灌机械、运输机械、畜牧机械、农副产品加工机械、饲料加工机械、半机械化农具、拖内配件等13个小行业,能生产16大类、104个小类、3200多种产品的完整工业体系,使我国农业机械化水平不断提高,促进了我国农业劳动力结构的巨大变化,对我国农业和农村经济的发展作出了重要贡献。
虽然中国农机总量快速发展,但巨大的人口基数仍使中国农机人均保有量处于世界平均水平之下,综合机械化水平仅约48%,并呈现明显的结构性不均衡:小型机械较多而大中型机械较少、动力机械较多而配套机械较少、机耕机械化水平显着高于机播和机收、粮食作物机械化水平普遍高于经济作物,丘陵地带机械化仍处于起步阶段。
同时,由于我国的农业机械工业规模普遍偏小,产品技术含量较低,新技术和新设备又难以得到很好的推广,造成了农机行业整体发展水平的滞后。
1.2 农业机械的产业特征我国的农业生产的特点直接决定了我国农业机械的产业特征具有农机种类品种多样化,农机的技术难度大小反差很大,而且农机使用要求可靠性高、适应性强,特别是农机科研、生产的周期长、投入大。
在农业生产中,种植业、林业、渔业的开垦、种植和收获都受到季节性影响,农机研制经过设计、试制、性能试验、生产试验、推广示范等步骤才能用到生产中去;生产试验和推广示范都受到农业季节性制约,错过生产的季节性工况环境,只能等下一个年度再进行,所以,一种新机型的诞生,一般需要经过3~5年,有的甚至更长。
《UMAC在精密激光切割数控机床中的应用研究》范文

《UMAC在精密激光切割数控机床中的应用研究》篇一一、引言随着科技的进步和工业自动化程度的提高,精密激光切割技术在制造业中得到了广泛应用。
激光切割作为一种高精度、高效率的加工方式,已经成为许多工业领域中的关键工艺。
数控机床作为激光切割的重要设备,其控制系统的性能直接影响着切割质量和效率。
UMAC(Unified Motion and Automation Controller,统一运动与自动化控制器)作为一种先进的数控系统,在精密激光切割数控机床中发挥着重要作用。
本文将详细探讨UMAC在精密激光切割数控机床中的应用研究。
二、UMAC数控系统的基本原理与特点UMAC数控系统是一种高性能的数控系统,其基本原理是通过高精度的运动控制算法和先进的自动化技术,实现对机床的精确控制。
该系统具有以下特点:1. 高精度:UMAC系统采用先进的运动控制算法,能够实现高精度的位置、速度和加速度控制。
2. 高效率:系统具备快速响应和高速运算能力,能够提高机床的加工效率。
3. 灵活性:UMAC系统支持多种通信协议和接口,便于与其他设备进行数据交换和集成。
4. 易于维护:系统具有友好的人机界面和完善的故障诊断功能,便于操作和维护。
三、UMAC在精密激光切割数控机床中的应用1. 切割路径规划与优化UMAC系统具备强大的路径规划与优化功能,能够根据加工需求自动生成最优的切割路径。
通过高精度的运动控制算法,UMAC系统能够确保激光切割过程中的稳定性和精确性,从而提高切割质量。
此外,UMAC系统还支持离线编程和仿真功能,便于用户在加工前对切割路径进行预览和优化。
2. 激光功率与速度控制在激光切割过程中,激光功率和切割速度是影响切割质量和效率的关键因素。
UMAC系统通过实时监测和分析加工过程中的各种参数,如激光功率、切割速度、工件材质等,自动调整激光功率和切割速度,以实现最佳的切割效果。
此外,UMAC系统还支持多种切割模式,如连续切割、脉冲切割等,以满足不同加工需求。
数控激光切割机结构设计
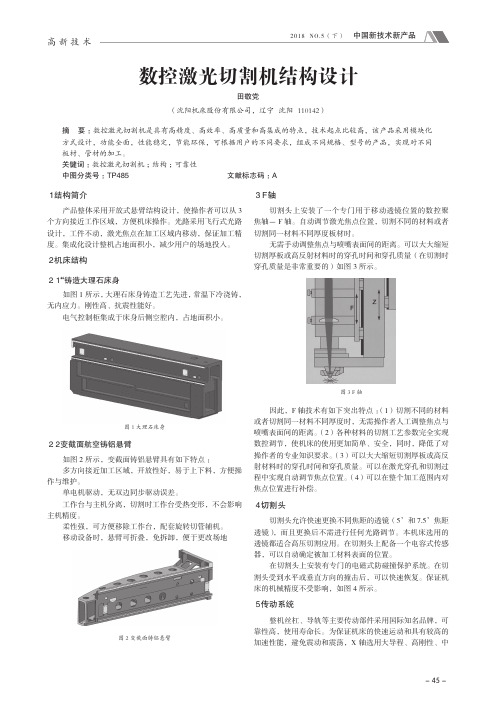
比例阀、三联阀等气体控制元件选用德国进口品牌,质 量可靠,控制精度高,响应迅速,可承受高达 35bar 的压力。 切割不锈钢时使用高压氮气或其他保护气体以减少切割时工 件边缘的氧化。系统由高压气体管路,聚焦透镜以及气体压 力反馈及控制单元组成。根据执行的程序,系统可以在不同 的辅助气体之间自动转换并精确调节喷嘴出口压力的大小。
5 传动系统
整机丝杠、导轨等主要传动部件采用国际知名品牌,可 靠性高,使用寿命长。为保证机床的快速运动和具有较高的 加速性能,避免震动和震荡,X 轴选用大导程、高刚性、中
- 45 -
中国新技术新产品 2018 NO.5(下)
信息技术
地铁综合监控系统建设的关键问题与实现研究
郭阔 (沈阳地铁集团有限公司运营分公司,辽宁 沈面可在加工位置和上料位置之间进行交换。使用 自动交换工作台可以使机床的非加工时间控制在最小范围 内,大大提高生产效率。
在主机加工区域范围内,工作台下方带有废料收集装置 以及排风除尘装置,其装置在台面下方分为几个区域,当切 割头在一个区域进行切割时,此区域的排风除尘装置进行工 作,其余区域关闭,此优化设计可增加除尘效果,最大化处 理,切割粉尘,并且能提高切割质量。
2 机床结构
2.1 “铸造大理石床身
切割头上安装了一个专门用于移动透镜位置的数控聚 焦轴- F 轴。自动调节激光焦点位置,切割不同的材料或者 切割同一材料不同厚度板材时。
无需手动调整焦点与喷嘴表面间的距离。可以大大缩短 切割厚板或高反射材料时的穿孔时间和穿孔质量(在切割时 穿孔质量是非常重要的)如图 3 所示。
1 地铁综合监控系统
在地铁工程设计中,为保障综合监控系统设计的有效
性,应该将监视、控制地铁的运行作为核心,保障地铁运行 的稳定。在地铁综合监控系统设计中,包括电力监控、火灾 报警、乘客信息显示、广播、屏蔽门、信号以及环境和设备 监控等系统。通过这些系统的综合运用,可以逐渐提高管理 监控工作的效率,可以实现监控设备的集中管理,为数据资 源的共享提供保障。
激光切割论文:基于PLC的切割机运动控制系统的设计

激光切割论文:基于PLC的切割机运动控制系统的设计【中文摘要】激光切割机广泛应用在各个行业中,但我国的激光切割机大多数是品质较低的C02激光切割机,其中激光器功率低、加工的工件表面精度与质量都比较差,整机的柔性与稳定性也亟待改进,其中的控制系统是国外的通用机床控制器,因此控制系统不具有开放性,很难在此基础上进行二次开发,很难把图形编程软件集成到控制系统里面。
随着信息技术产业的不断发展和工业自动化程度不断的提高和产业的不断升级,PLC、触摸屏、运动控制单元的应用变得越来越普遍,对激光切割机的改造和技术更新、对其运动控制系统的研究成为必然。
基于此,本文提出了本课题的研究方向。
阅读了大量有关激光切割机的文献资料,了解了激光切割机在国内外的发展现状,深刻的认识了PLC、触摸屏、运动控制单元的发展状况以及基本原理。
分析了激光切割机装置的工作原理,选择了此运动控制方案,即决定开发一种基于PLC、触摸屏、运动控制单元的激光切割机运动控制系统。
本系统利用触摸屏输入轨迹再进行简单的按钮操作就能在工件上切割所预定的轨迹形状,有两种操作模式,即手动模式和自动模式。
为了完成此控制方案,本课题进行了控制系统硬件和软件的设计,所做的工作主要有以下几个方面。
1.了解了激光切割机现状,提出了三种控制方案,并且经过三种方案各自优缺点的比较,最终选择基于触摸屏、PLC、运动控制单元等组建一套激光切割机运动控制系统。
2.对控制装置的硬件进行了挑选,选用NTST631C型号的触摸屏,选用CS1G型号的PLC,选用OMRON MC221型号的运动控制单元。
介绍了各个部分的构成、各个部件的操作以及它们之间的通信。
3.根据系统的控制要求,进行了触摸屏界面设计,包括手动/自动操作选择界面、直线轨迹运动、圆弧轨迹运动、椭圆弧轨迹运动、多边形轨迹运动、抛物线轨迹运动等众多轨迹的参数设置界面;编制了与触摸屏相对应的PLC初始化程序、传送数据程序和调用G代码的程序等。
【原创】激光切割技术论文(大作业)

激光加工技术-----激光切割技术【摘要】激光加工技术是一种先进制造技术,而激光切割是激光加工应用领域的一部分,激光切割是当前世界上先进的切割工艺。
由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。
激光能切割大多数金属材料和非金属材料【关键词】激光切割的原理激光切割的分类及特点激光切割技术的应用[Abstract] The laser processing technology is a kind of advanced manufacturing technology, laser cutting is part of the laser processing applications, laser cutting is the current world advanced cut craft. Because it has precision manufacturing, flexible cutting, the heterogeneous type processing, once shaping, speed and higher efficiency, so in industrial production in solving many conventional method can not solve the problem. Laser can cut most metal materials and nonmetal materials .[Key words] Laser cutting the principle of laser cutting the classification and characteristics of laser cutting technology application .1.概述激光切割是激光加工行业中最重要的一项应用技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
济南工程职业技术学院
毕业论文
论文题目数控激光切割机设计
姓名仇立志
学号 ************
专业数控技术
班级09级数控2班
指导老师李尚波
完成时间 2012年5月8号
摘要
激光切割的适用对象主要是难切割材料,如高强度、高韧性材料以及精密细小和形状复杂的零件,因而数控激光切割在我国制造业中正发挥出巨大的优越性。
本文设计了一台单片机控制的数控激光切割机床,主要完成了:机床整体结构设计,Z轴、XY轴的结构设计计算、滚珠丝杠、直线滚动导轨的选择及其强度分析;以步进电机为进给驱动的驱动系统及其传动机构的分析设计计算;以89C51为主控芯片的数控系统硬件电路设计、系统初始化设计及系统软件方案设计和步进电机的控制程序设计。
关键词CNC,激光切割机床,结构,设计
ABSTRACT
Laser cutting machine tool was usually used for the hard-cutting material, such as high-strength material, high precision ductile materials, and smart and complicated components. So, CNC laser cutting has been playing an important role in China's manufacturing industry.
This paper describes the design of a SCM-controlled CNC laser cutting machine tools. More attention was paid on the overall machine design, Z axis, XY axis in the design, ball-screw and the choice of linear motion guide and intensity analysis; the drive system into which stepper motor was put and the analysis of the drive system design; 89C51 chip was mainly used for the design of hardware circuit, the design of system initialization and the design of stepper motor’s controlling program.
Key words CNC, laser cutting machine tools, architecture, design
目录
摘要 (Ⅰ)
ABSTRACT (Ⅱ)
第一章绪论 (3)
1.1课题背景 (3)
1.2现实意义 (3)
1.3设计任务 (3)
1.4总体设计方案分析 (4)
第二章机械部分XY工作台及Z轴的基本结构设计 (5)
2.1 XY工作台的设计 (5)
2.1.1主要设计参数及依据 (5)
2.1.2 XY工作台部件进给系统受力分析 (5)
2.1.3初步确定XY工作台尺寸及估算重量 (5)
2.2 Z轴随动系统设计 (6)
第三章滚珠丝杠传动系统的设计计算 (7)
3.1 强度计算 (7)
3.2 滚珠丝杠副的传动效率 (7)
第四章直线滚动导轨的选型 (9)
第五章步进电机及其传动机构的确定 (10)
5.1 步进电机的选用 (10)
5.1.1 脉冲当量和步距角 (10)
5.1.2步进电机上起动力矩的近似计算 (10)
5.1.3确定步进电机最高工作频率 (11)
5.2齿轮传动机构的确定 (11)
1 1
5.2.1传动比的确定 (11)
5.2.2齿轮结构主要参数的确定 (11)
5.3步进电机惯性负载的计算 (12)
第六章传动系统刚度的分析 (14)
6.1 根据工作台不出现爬行的条件来确定传动系统的刚度 (14)
6.2根据微量进给的灵敏度来确定传动系统刚度 (14)
第七章消隙方法与预紧 (16)
7.1消隙方法 (16)
7.1.1偏心轴套调整法 (16)
7.1.2锥度齿轮调整法 (17)
7.1.3双片齿轮错齿调整法 (17)
7.2预紧 (18)
结论 (19)
参考文献 (20)
致谢 (21)
2。