加工过程流程图
生产工艺流程图和工艺描述
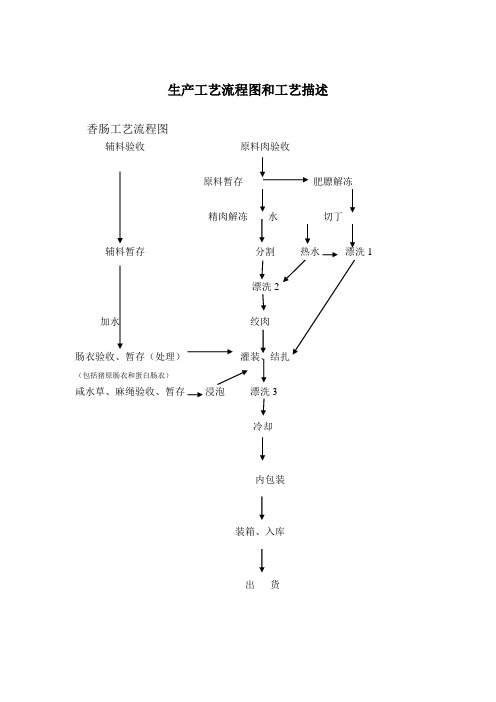
按照原料肉验收程序进行,并要求供应商提供兽药残留达标保证函及兽医检疫检验证明
辅料验收、暂存
化验室、仓库
按验收规程进行验收
肥膘验收、暂存
化验室、仓库
按验收规程进行验收
肠衣验收
化验室
按验收规程进行验收
肠衣处理
腊味加工间
天然猪肠衣加工前需用洁净加工用水冲洗,人造肠衣灌装前需用洁净加工用水润湿
咸水草、麻绳验收
中心温度≦25℃
内包装
真空包装机、热封口机
内包装间
将待包装腊肉去绳后按不同规格称重,装塑料袋、真空包装封口
装产品装彩袋封口,按不同规格装箱、核重、扣扎放入成品库并挂牌标识。
化验室、仓库
按验收程序进行验收
解冻
解冻间
肉类解冻分割间
温度≦18℃、18~20h
分割、修整
分割台、刀具
肉类解冻分割间
挑筋骨、淋巴等杂物,修整边缘。整个操作均在温度≦12℃的条件下进行。
切条
工作台、刀具
肉类解冻分割间
切成原1.5-1.8cm肉条,要求一致,厚薄均匀。温度≦12℃。
漂洗
水池
肉类解冻分割间
生产工艺流程图和工艺描述香肠工艺流程图辅料验收原料肉验收原料暂存肥膘解冻精肉解冻辅料暂存分割热水漂洗加水绞肉肠衣验收暂存处理灌装结扎包括猪原肠衣和蛋白肠衣咸水草麻绳验收暂存浸泡漂洗冷却内包装装箱入库香肠加工工艺说明加工步骤使用设备操作区域加工工艺的描述与说明原料肉验收暂存化验室仓按照原料肉验收程序进行并要求供应商提供兽药残留达标保证函及兽医检疫检验证明辅料验收暂按验收规程进行验收肥膘验收暂按验收规程进行验收肠衣验收化验室按验收规程进行验收肠衣处理腊味加工间天然猪肠衣加工前需用洁净加工用水冲洗人造肠衣灌装前需用洁净加工用水润湿咸水草麻绳验收化验室按验收规程进行验收暂存仓库浸泡腊味加工间咸水草麻绳加工前需用洁净加工用水浸泡使之变软解冻解冻间肉类解冻分181820h恒温解冻间空气解冻分割分割台刀将原料肉筋键淋巴脂肪剔除并分割成约3cm加工步骤使用设备操作区域加工工艺的描述与说明漂洗水池肉类解冻分加工用水漂洗将肉的污血冲洗干净绞肉绞肉机肉类解冻分12以下采用5mm切成05cm长的立方漂洗水池肉类解冻分水温4560洗去表面游离油脂碎灌装结扎灌肠机香肠加工间按产品的不同规格调节肠体长度8001200kgh温度12漂洗水池香肠加工间水温4560清洗肠体表面油脂肉预冷车间12下冷却051小时中心温度25内包装真空机电内包装间将待包装腊肠去绳后按不同规格称重装塑料袋真空包装封口装箱入库外包装间成品仓库将真空包装的产品装彩袋封口按不同规格装箱核重扣扎放入成品库并挂牌标识
模具加工规范及规范流程图

模具加工工艺及流程图一.拉延模1.OP10下模座-凸模一.模座毛坯铸件的龙铣数控加工方法. 1. 吊上毛坯铸件先光正合模用的安全平面,作为加工底面的基准.翻转模座加工底面,模具中心刻度线拉平取中按百位线加工底面,精加工底面时夹紧工件的压板,放松到轻微夹紧的状态精加工底面,保证底面加工精度, 精加工底面完成后打表测量底面四个角,检查底面平面度. 同时按图铣出十字键槽.铣基准边并打上钢印,并记录在案. 2. 模座毛坯铸件码槽已铸好的,按图检查码槽,不合尺寸的重新加工.如果码槽未铸出的在铣底面时一次加工到位.(注意一旦底面所有尺寸一次加工到位以后,不管正面够不够加工只能以底面基准为准,不能再偏中心,如果偏中心底面铣好的一些尺寸将全部报废.)3. 铣正面时按底面铣好的基准取中, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。
验证正确后在数控上完成凸模2D 轮廓分模线, 安全平面,到底限位块安装面, 与压边圈配合的Y 向导板,与压边圈配合的X 向导板,按图纸尺寸加工. 导板高度方向铣穿不留台阶.精加工完成后按图纸坐标尺寸钻出3销基准孔,打上钢印,并记录在案.。
4. 压边圈加工好与下模座组立3D 成型面.因下模压边圈与下模座组立后, 3销基准孔会被挡住,为方便组立后取基准加工,可以在安全平面凸台上多钻两个对称的基准孔.2.OP10压边圈与压边圈配合的Y 向内导板 合模用的安全平面凸台压边圈安装的到底限位块凸模2D 轮廓分模线安全螺杆安装孔起重吊装用的起重棒共压型时合模机的顶杆过孔底面加工余量百位线加工好到百位线为100装模快速定位用的十槽,也控加工快速定位模具装定位,常用于冲压另件流水线装夹用固定模座的码槽,及装压板的压板面 凸模成型面模具的送料方向上下模连接板安装面 模座底面与压边圈配合的X 向内导板 3销基准孔与下模座配合的Y 向外导板安装面与上模座配合的Y 向外导板平衡块安装面与凸模2D 配合的压边圈2D 分模线压料用的拉延荊1. 压边圈按以上提到的铣底面的方法加工底面,同时把与与下模座配合的X 向导板安装面, Y 向导板安装面按图纸尺寸加工, 耐磨板安装背托不能铣掉.同时铣X 向,Y 向基准边,打上钢印并记录.2. 按底面基准边取中心加工正面与凸模2D 配合的压边圈2D 分模线, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。
生产机加工件工艺流程图
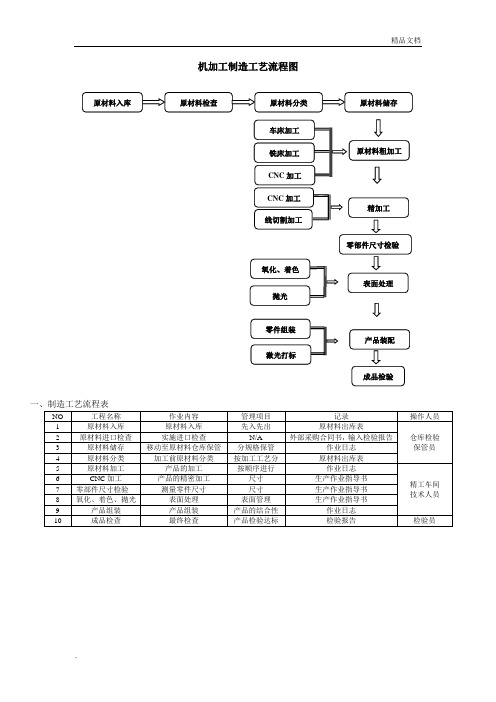
一、制造工艺流程表
NO
工程名称
作业内容
管理项目
记录
操作人员
1
原材料入库
原材料入库
先入Hale Waihona Puke 出原材料出库表仓库检验
保管员
2
原材料进口检查
实施进口检查
N/A
外部采购合同书,输入检验报告
3
原材料储存
移动至原材料仓库保管
分规格保管
作业日志
4
原材料分类
加工前原材料分类
按加工工艺分
原材料出库表
5
原材料加工
产品的加工
按顺序进行
作业日志
精工车间
技术人员
6
CNC加工
产品的精密加工
尺寸
生产作业指导书
7
零部件尺寸检验
测量零件尺寸
尺寸
生产作业指导书
8
氧化、着色、抛光
表面处理
表面管理
生产作业指导书
9
产品组装
产品组装
产品的结合性
作业日志
10
成品检查
最终检查
产品检验达标
检验报告
检验员
农产品加工工作流程图
• 农产品加工的目的: a. 增加农产品附加值,提高农民收入 b. 满足市场需求, 提升消费者体验 c. 促进农业产业链的完善和发展 d. 提高农产品的安全性和质 量标准
• a. 增加农产品附加值,提高农民收入 • b. 满足市场需求,提升消费者体验 • c. 促进农业产业链的完善和发展 • d. 提高农产品的安全性和质量标准
环境卫生管理:保持加 工车间的清洁卫生,定 期清扫、消毒,确保无 尘、无异味。
设备布局与标识:合理 布局设备,标识清晰, 便于操作和管理。
人员卫生:工作人 员需穿戴清洁的工 作服、帽、口罩等 个人防护用品,并 定期进行健康检查。
加工过程中的卫生管理
保持生产环境清洁卫生
确保操作人员符合卫生要求
添加标题
保安全无毒。
包装容器:应坚 固耐用,不易变 形或破损,能够 保护产品在运输 和存储过程中的
质量和安全。
标识要求:产品 包装上应清晰标 明产品名称、生 产日期、保质期、 生产厂家等信息, 以便消费者辨识
和选择。
标签说明:除了 包装标识外,还 应附有简明扼要 的标签说明,介 绍产品的特点、 食用方法等,以 便消费者更好地 了解和使用产品。
作
包装:将加工后的农 产品进行包装,便于
销售和储存
农产品原料选择与采购
农产品原料的种类与特点
种类:粮食、蔬菜、水果Байду номын сангаас肉类等
特点:新鲜、无污染、有机、绿色等
农产品原料的采购与质量控制
采购流程:联系供应商、实 地考察、样品检测、签订合 同
质量控制:对原料进行农药 残留、重金属等检测,确保
产品加工工艺流程图
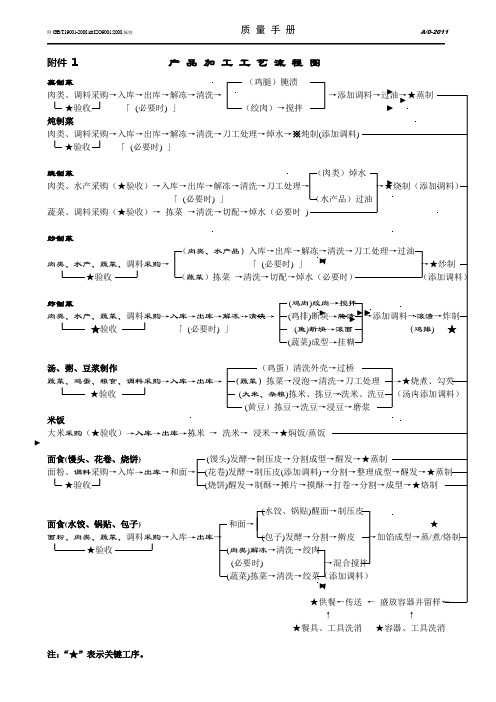
质量手册A/0-2011 照GB/T19001-2008 idt ISO9001:2008编制
附件1 产品加工工艺流程图
蒸制菜(鸡腿)腌渍
肉类、调料采购→入库→出库→解冻→清洗→
★验收「(必要时) 」(绞肉)→搅拌
炖制菜
肉类、调料采购→入库→出库→解冻→清洗→刀工处理→焯水→※
★验收「(必要时) 」
烧制菜
「(必要时) 」
蔬菜、调料采购(★验收)→拣菜→清洗→切配→焯水(必要时
炒制菜
(肉类、水产品)
肉类、水产、蔬菜、调料采购→「(必要时) 」
★验收(蔬菜)拣菜
炸制菜(
肉类、水产、蔬菜、调料采购→入库→出库→解冻→清洗→(
★验收「(必要时) 」(鱼
(
汤、粥、豆浆制作(鸡蛋)清洗外壳→过桥
蔬菜、鸡蛋、粮食、调料采购→入库→出库→(蔬菜)
★验收(大米、杂粮)
(黄豆)拣豆→洗豆→浸豆→磨浆
米饭
大米采购(★验收)→入库→出库→拣米→洗米→浸米→★焖饭
面食(馒头、花卷、烧饼)(馒头)
面粉、调料采购→入库→出库→和面→(花卷)发酵→制压皮(
★验收(烧饼)
(水饺、锅贴
面食(水饺、锅贴、包子) 和面→
面粉、肉类、蔬菜、调料采购→入库→出库→(包子)
★验收(肉类)解冻
(必要时)
(蔬菜)
↑↑
★餐具、工具洗消★容器、工具洗消注:“★”表示关键工序。
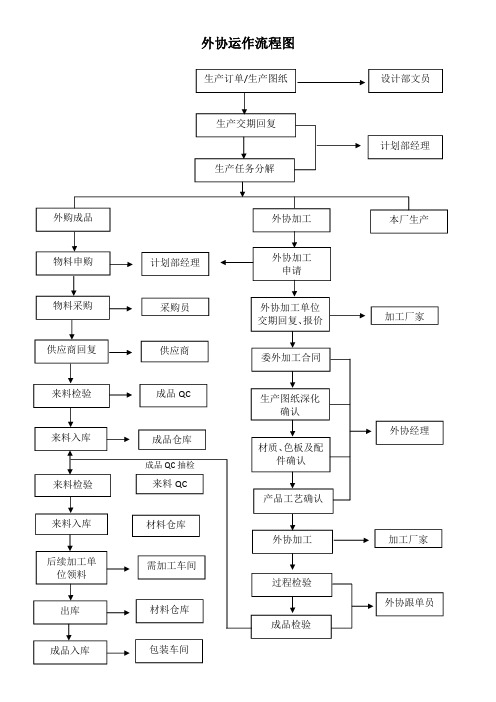
5.外协加工作业流程图
出库 成品入库
外协运作流程图
生产订单/生产图纸 生产交期回复 生产任务分解
计划部经理 采购员 供应商 成品 QC
成品仓库
成品 QC 抽检
来料 QC 材料仓库 需加工车间 材料仓库 包装车间
外协加工
外协加工 申请
外协加工单位 交期回复、报价
委外加工合同
生产图纸深化 确认
材质、色板及配 件确认
产
设计部文员 计划部经理
本厂生产 加工厂家
外协经理
加工厂家 外协跟单员
小麦加工工艺流程图

理
去石洗麦机
搭配 面筋白度灰分与内在品质 容积式配麦器
重力式配麦器
毛麦清理 筛理
去石
精选 打麦
筛理
小 一次着水润麦
麦 润麦约24~36小时
清
理 净麦清理 打麦
筛理
去石 刷麦
二次着水喷雾着水
去石
润麦约20~30分钟
入磨
制粉是小麦加工最复杂也是最重要的结段
制粉的目的是将经过清理和水分调节后的小麦 净麦通过机械作用的方法;加工成不同需求的小麦粉; 同时分离出副产品&
小
风选 空气动力学特性
筛选 宽度与厚度 麦
加
比重分选 比重
工
精选 形状与长度
磁选 磁性 前
垂直吸风分离器 吸风分离器
高效振动筛 平面回转筛 分级比重去石机 吸式比重去石机
碟片滚筒精选机 荞子抛车
永磁筒 磁力分选器
表面处理 硬度与强度 处
卧式打麦机 撞击机 去石洗麦机
调质处理 吸水性热导性与组织结构 强力着水机 喷雾着水机
艺品质 • 原料搭配与混合;合理利用资源
小麦由于选种、栽培、收割、脱 粒、凉晒、干燥、运输和储藏等 原因;难免混入各种各样的杂质.
按 大杂质: 一般指留存在直径5.0mm筛孔以上的杂质
颗 粒 大
并肩杂质: 一般指通过在直径5.0mm筛孔;留存在直径 2.0mm以上的杂质
小 小杂质: 一般指通过直径2.0mm筛孔以下的杂质
小麦粉质量标准
GB1355-86
等级
加工精度
灰分 % 以干物计
粗细度 %
面筋质% 含砂量 磁性金属 水分 脂肪酸值 气味
以湿重计
% 物 g/Kg
% 以湿基计 口味
机加工工艺流程图
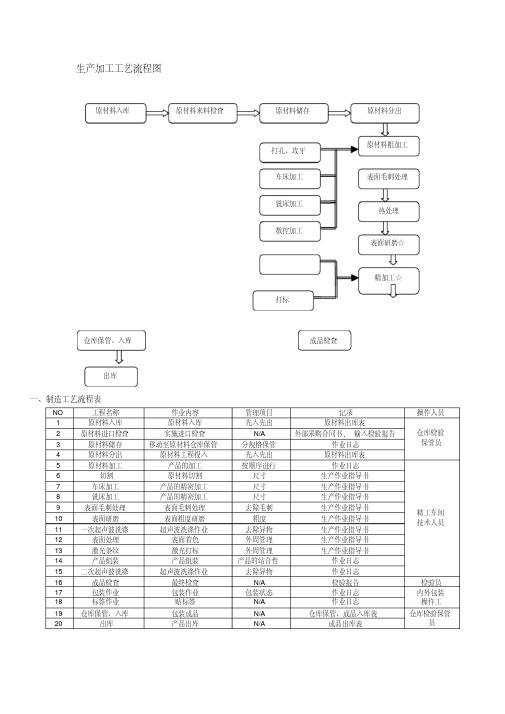
生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
齿轮加工过程流程图PFC范例
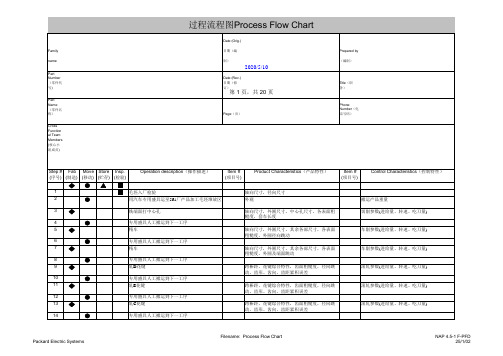
Filename: Process Flow Chart Packard Electric Systems
NAP 4.5-1 F-PFD 25/1/02
过程流程图Process Flow Chart
Family name Date (Orig.)日期(编制) Prepared by(编制)
2018/6/29
Page(页)
Phone Number(电话号码)
Cross Functional Team Members(核心小组成员)
第 2 页,共 14 页
Step # Fab Move Store Insp. (序号) (制造) (移动) (贮存) (检验) 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 Operation description(操作描述) Item # (项目号) Product Characteristics(产品特性) Item # (项目号) Control Characteristics(控制特性)
NAP 4.5-1 F-PFD 25/1/02
过程流程图Process Flow Chart
Family name Date (Orig.)日期(编制) Prepared by(编制)
2018/6/29
Part Number(零件代号) Date (Rev.)日期(修订) Title(职务)
Part Name(零件名称)
毛坯入厂检验 用汽车专用盛具运至561厂产品加工毛坯堆放区 铣端面打中心孔 专用盛具人工搬运到下一工序 精车 专用盛具人工搬运到下一工序 精车 专用盛具人工搬运到下一工序 轧D花键 专用盛具人工搬运到下一工序 轧E花键 专用盛具人工搬运到下一工序 轧C花键 专用盛具人工搬运到下一工序 磨外圆 专用盛具人工搬运到下一工序 磨外圆 专用盛具人工搬运到下一工序 切槽 专用盛具人工搬运到下一工序 切槽 专用盛具人工搬运到尺寸综合检验台
生产机加工件工艺流程图

生产机加工件工艺流程
图
The manuscript was revised on the evening of 2021
机加工制造工艺流程图
一、
制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊
工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管
理。