环球插件机名词解释
环球插件机编程实践指南
环球插件机编程实践指南1. 简介本文档旨在为使用环球插件机(Universal Plugin Machine)进行编程的用户提供指南和实践建议。
环球插件机是一款功能强大的编程工具,通过其丰富的插件库,用户可以快速、高效地开发各种类型的应用程序。
2. 安装环球插件机在开始编程之前,您需要首先安装环球插件机。
请按照以下步骤进行安装:2. 运行安装程序,并按照提示完成安装过程。
3. 启动环球插件机,并进行必要的配置。
3. 搭建开发环境为了更好地编写和调试插件程序,您需要搭建一个稳定且高效的开发环境。
以下是一些建议:- 选择一款适合您的操作系统的集成开发环境(IDE),如Visual Studio Code或Eclipse。
- 安装相应的插件和扩展以支持环球插件机的开发。
- 配置代码编辑器以按照规范格式化代码。
4. 编程实践建议编写插件程序时,以下实践建议可能对您有所帮助:- 了解环球插件机的插件库和API文档,熟悉可用的功能和方法。
- 根据应用程序的需求,选择适合的插件进行开发。
- 保持代码简洁和可读性,使用合适的命名和注释。
- 遵循面向对象编程(OOP)的原则,模块化和封装功能。
- 进行严格的错误处理和异常处理,确保程序的稳定性和安全性。
- 使用调试工具进行测试和调试,及时修复错误和问题。
- 遵循最佳实践和安全原则,保护用户数据和隐私。
5. 高级编程技巧除了基本的编程实践,以下是一些高级编程技巧,可以帮助您更好地利用环球插件机的功能:- 使用事件驱动的编程模型,响应用户的操作和系统事件。
- 实现多线程编程,提高程序的并发性和响应能力。
- 进行性能优化,减少资源占用和提升执行速度。
- 开发自定义的插件,满足特定应用程序的需求。
- 使用第三方插件和库,扩展环球插件机的功能。
6. 总结通过本文档,您了解了如何进行环球插件机的编程实践。
请始终遵循最佳实践和简单策略,确保编程过程简洁和无法律复杂性。
如果遇到不确定或无法确认的内容,请不要引用。
环球插件机中文编程资料2版

优化产品并安排分配头 显示插件路径位置(可选)为单板创建新产品达到目标给定板,学员将: 1. 命名产品并创建单板 2. 选择工装板夹具(单体机). 3. 向板上放元件4. 定义BEC 校核位置(可选)5. 为元件安排分配头(有排序部分的机器).6. 优化产品并显示插件路径.7. 保存产品并拷贝到磁盘上参考手册IM-UPS 参考手册在这个模块,将创建程序并告诉机器,在板上何处、怎样、何时放置 元件,创建的程序作为产品来参考。
介绍产品创建步骤下图表明如何用单板来创建单板产品命名产品并创建板介绍必须为机器编程以使元件在希望的位置插入,在 IM-UPS 中,此程序被 参考作为产品。
对于那些熟悉 PPU 编程的人来说,一个产品就象旧的.PUT 、.MAG 、以及.ERV 程序的组合。
将会看到,新的编程方法 IM-UPS 与旧的编程方法PPU 有很多区别,在进行这个模块时将提到。
创建板在创建产品之前,首先必须定义为其写程序的板的尺寸,这是 IM-UPS与PPU 的一个主要区别。
因为IM-UPS 是图形界面,所以首先必须定义一个 图形区域”来与计算机相联系。
例如,如果想在3” x3的板上插入元件,就必须向计算机输 入这一数据,负责计算机将不知道这些元件应该去哪里。
一个好的分析 方法是,当你想画一个上面有元件的完整的 PCB 时,你首先需要有一页 纸。
产品编辑器中的板就是你想画元件的那页纸。
注意:贯穿整个产品编辑器,可以用F4功能键返回前一动作,这非常有用,因为我们都会 犯错误!1. 我们将手动创建板,PC 板是方形的(实际上是正方形)。
在IM-UPS 主屏上,点击 Product Editor Icon .产品编辑器图标练习: 创建板最新资料推荐1从菜单栏选择Board (板),然后选择Create/Edit.(创建/编辑)2. 在图框内输入板的长度和宽度,长度 (千分之一英寸单位)测量沿着 机器的X 轴,宽度沿着丫轴。
插件机

② 插人间距: 5mm/2 5mm,可实现高密度插人
③ 可插入20~80种元件
④ 可插入范围max400×300mm,minl50×100mm。
⑤ 可插入方向为4个方向,插人速度为0.45秒/个。
⑥ 具有元件再别脚机构,具有自校正装置。
⑧ 可使用26mm和52ram编带元件,盒装和盘装都可使用。
⑨ 可使用20-220种元件。
2、 径向元件插件机
(1) 日本松下公司:NM-8205
① 适用元件:陶瓷电容器( 3~11),电解电容器( 3~10),薄膜电容器(W3~12), 立式电阻器、晶体管(7092型)。 .
④ 可显示并打印输出生产管理信息和运载情况,利用CRT显示器以对话方式进行
操作。操作简便,提高工作效率
⑤ 插入方向为2个方向插入速度0.48秒/个。
⑥可插入范围:max508×38l,min90×60
(2) 美国环球公司: MODEL—624lB
① 元件适用范围同于松下公司插件机。
①适用元件与松下相同。
②可插人问距5mm/2.5mm,可实现高密度插人。
③可插入20~80种元件。
④可插入范围max457×457mm。
⑤可插入方向为3个方向,插人速度为0.42秒/个
⑥具有自校正装置
日本TDK 公司: VC一5B
①元件与松下公司相同。 代研制成功了自动插装设备,七十年代初期广泛应用于消费类电子产品、通信、计算机和军用电子设备的生产中。近十几年来各公司开发出各种类型功能齐全、速度快的自动插装设备 控制部分已由晶体管发展到微处理机。近年来,国外各分司在激烈的竞争中,不断地开发出新产品。下面就日本松下、美国环球、日本TDK公司的新产品主要功能简单作一介绍
最全胶印机印刷机术语中英文专业词汇翻译
Airstar : central air box water cooled 中央风柜Air Transfer system with venturi Jets 气体循环系统Air-compresor(BECKER) 空压机Acoustic sidelay detection 超声波检测电眼Alcolor dampening with Technotrans Refrigeration原厂酒精润版装置、冷却循环单元Alcolor damping 原厂酒精润版装置Alcolor continuous dampening 连续式原厂酒精润版Alcohol dampening system酒精润版系统Alcolor Vario酒精润版Alcolor海德堡原廠酒精潤版Alcosmart AZR 酒精配比系统All Automatic Washers (blanket, impression cylinders and rollers) 全套自动清洗装置All automatic washers 全套自动清洗装置All chromed cylinders 镀铬滚筒AMR-Automated Make Ready 自动准备系统Auto Blanket Wash Ups 自動清洗膠Auto Ink Roller Wash Ups 自動清洗墨轆系統Automatic Blanket Washer 自動清洗膠布系統Air Glide 真空送纸(空气导纸系统和文图利喷嘴技术保证纸张传输无蹭脏)Automatic Impression Cylinder Washers压印滚筒自动清洗系统Automatic Ink Roller & Blanket Washers 墨辊、胶布自动清洗装置Automatic Non Stop Feeder 全自动不间断添加Automatic plate change:自动装版调整APL 罗兰自动装版APC小森自动装版Automatic plate loading: 自动装版Automatic Roller Washer 自動清洗墨轆系統Automatic wash-up device for roller/blankets墨辊和胶布自动清洗装置Automatic paper size setting 自动纸张尺寸调节AutoRegister (ACR)自动套准Axis Control三轴坐标控制Autosize 自动调整大小Auto adjustment for early/late sheet arrival 纸张到达前规时间自动调整Automat.Inking RollersWash.Device油墨胶辊全自动清洗装置Automatic Blanket Washing Device橡皮布全自动清洗装置Automatic Impression Cylinder Washing Device压印滚筒全自动清洗装置Baldwin Combination Refrigeration Unit, 鲍德温冷却循环单元Blanket washing device 胶布自动清洗装置Blanket washing:橡胶清洗Blanket washing device - automatic, Impression-cylinder washing device - automatic, Ink-roller washing device - automatic, 自动橡皮布,墨辊,压印滚筒清洗装置Blanket cylinder 橡皮布滚筒C I P 3 油墨预调功能Chromed cylinders 镀铬滚筒Coater Anilox网纹涂布机Cooling and recirculation 水冷循环系统Coater Extended delivery 延长收纸Coating unit with chambered doctor blade system(Harris & Bruno) 腔试刮刀上光装置Card-board device 卡纸装置Chamber coater 刮刀式上光Cocking 斜拉版装置。
环球插件机维护保养中文手册
脚直径范围
0.015” - 0.032” 0.381 mm - 0.812 mm
0.025” - 0.042” 0.635 mm – 1.066 mm
VS8-OM-SG Rev C
7
Insertion Head
Study Guide
跨距轴 Span 调整 - 关键轴 Critical Axis
目的
目的
头驱动设定告诉机器控制软件外成型器 outside formers 停止向下移动的位 置, 这是编程的插深 Depth Stop 区域的起点。插深 Depth Stop 告诉机 器,在剪脚器动作以前,线脚推向(连同驱动片 driver tips) PCB 上的孔中 多远。插深 Depth Stop 有助于控制 PCB 上的元件松紧。
Insertion Head
插件头: 维护保养和设定 文件号:VS8-OM-SG 版本: C 学习指南
产品培训
Insertion Head
Insertion Head
Insertion Head
Insertion Head
Study Guide
Insertion Head
内容目录
插件头:维护保养和设定..................................... 错误!未定义书签。 砧座 Anvil 高度调整– 关键轴 Critical Axis.................. 错误!未定义书签。 保养/清洁插件头............................................ 错误!未定义书签。 可用的刀具类型............................................. 错误!未定义书签。 跨距轴 Span 调整- 关键轴 Critical Axis ...................... 错误!未定义书签。 头驱动位置设定 (插深 Depth Stop) - 关键轴 Critical Axis..... 错误!未定义书签。 头高度调整................................................. 错误!未定义书签。 头链与刀具的对正– 关键轴 Critical Axis ………………………………………………错 误!未定义书签。 凸轮 Cam 的方向............................................. 错误!未定义书签。 凸轮 Cam 的对正............................................. 错误!未定义书签。 对中臂 Centering Finger 的对正.............................. 错误!未定义书签。 对中臂 Centering Finger 的高度调整 ......................... 错误!未定义书签。 对中臂 Centering Fingers 的向内 Inward 调整................. 错误!未定义书签。 凸轮 Cam 的同步时序调整 .................................... 错误!未定义书签。
环球插件机名词解释
UIC#40833826
白油
Kluber Syntheso D32
UIC#40833829
高温油
KendallSuper Blue
UIC#BLKM07680
超级蓝油
SAE #10 DTE-lite non-detergent oil
UIC40833827
10号油
机器内各气管示意
黑色
长有气管
此气管不受E-PLAM控制,机器后部气阀开启,此气管即有气。
蓝色
信号气管
此气管受各电磁阀控制
黄色
排气管
6241F剪角器切刀速度同步检查
一.按下急停开关。
二.进入诊断系统内。
三.点击进入Critical Axis Setup。
四.Zero Anvil Driver > Go To Up
九.在Change Of State 1(Input)部分选择Section :Inserter > DSF :1 > Clinch In R
一十.在Execution Control部分点击Follows Control > Continuous Run
一十一.观察Control Bit On To State Change 1与Control Bit On To State Change 2如>33则需要做ANVIL部位检查与保养工作(a:切刀连接片b:气缸c:气管d:电磁阀e:各三角块磨损情况等)
机器接口翻译板
Multi-Input Board
多路输入信号板
32 DC Output Board
32路直流输出板
BEC(Board Error Correction)Board
环球卧式插件机6241F尺寸间隙调整
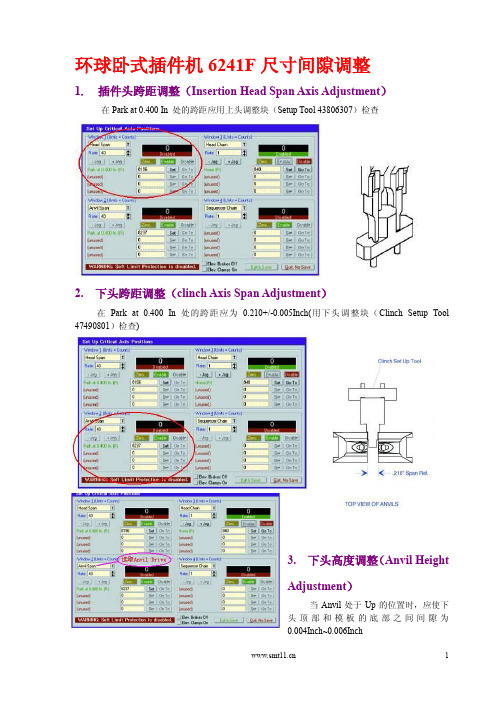
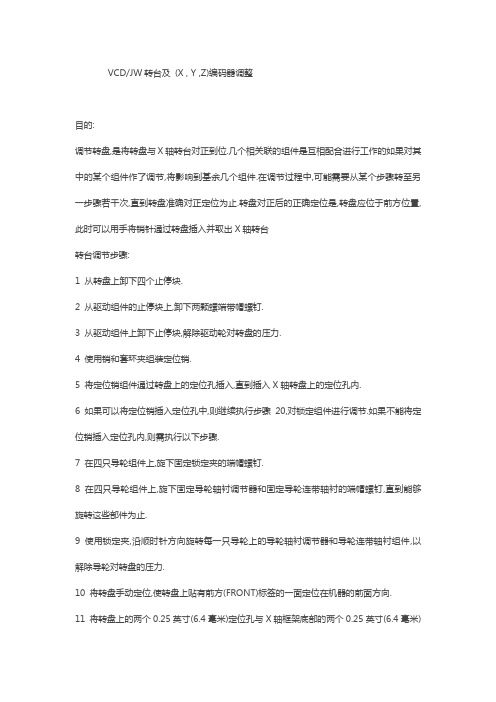
环球卧式插件机6241F尺寸间隙调整1.插件头跨距调整(Insertion Head Span Axis Adjustment)在Park at 0.400 In 处的跨距应用上头调整块(Setup Tool 43806307)检查2. 下头跨距调整(clinch Axis Span Adjustment)在Park at 0.400 In 处的跨距应为0.210+/-0.005Inch(用下头调整块(Clinch Setup Tool 47490801)检查)3. 下头高度调整(Anvil HeightAdjustment)当Anvil处于Up的位置时,应使下头顶部和模板的底部之间间隙为0.004Inch~0.006Inch4. 上头高度调整(Head Height Adjustment)当上头在Outside Formers Down位置且下头在Up位置时,上下头间间隙应为板厚加上0.008~0.010Inch(0.205mm~0.255mm)调整时应松开上头四个紧固螺钉,再拧调节螺钉进行调整5. 切刀回程调整(Cutter Back Stroke Adjustment)当Anvil在最下面且切刀在其HP位置时,切刀回程应为0.255+/-0.005Inch,用下头调整块(Clinch Setup Tool 47490801)检查6. 切刀高度调整(Cutter Set Up)当切刀位于Clinch In位置时,切刀应比切刀套的顶部低0.01Inch(0.25mm)7. 抓中凸轮时序(Cam Timing)在调抓中凸轮时序时,应使插件头走到Outside Former Down 的位置再加上0.156Inch处,使二抓中臂刚好间隙为零且相互间无挤压8. Drop Timing调整如图,分配头前边和下一链节顶峰的间距应为0.390~0.410Inch(9.6mm~10.4mm)9. 下头与上头对正(Clinch To Head Alignment )将上头调整块和下头调整块分别夹在上、下头上,检查两调整块的管脚是否对正,否则松开下头的四个紧固螺钉,通过调节螺钉将其对正后紧固。
环球VCD和SEQ调整
VCD/JW转台及(X , Y ,Z)编码器调整目的:调节转盘,是将转盘与X轴转台对正到位.几个相关联的组件是互相配合进行工作的如果对其中的某个组件作了调节,将影响到基余几个组件.在调节过程中,可能需要从某个步骤转至另一步骤若干次,直到转盘准确对正定位为止.转盘对正后的正确定位是,转盘应位于前方位置,此时可以用手将销针通过转盘插入并取出X轴转台转台调节步骤:1 从转盘上卸下四个止停块.2 从驱动组件的止停块上,卸下两颗螺端带帽螺钉.3 从驱动组件上卸下止停块,解除驱动轮对转盘的压力.4 使用销和套环夹组装定位销.5 将定位销组件通过转盘上的定位孔插入,直到插入X轴转盘上的定位孔内.6 如果可以将定位销插入定位孔中,则继续执行步骤20,对锁定组件进行调节.如果不能将定位销插入定位孔内,则需执行以下步骤.7 在四只导轮组件上,旋下固定锁定夹的端帽螺钉.8 在四只导轮组件上,旋下固定导轮轴衬调节器和固定导轮连带轴衬的端帽螺钉,直到能够旋转这些部件为止.9 使用锁定夹,沿顺时针方向旋转每一只导轮上的导轮轴衬调节器和导轮连带轴衬组件,以解除导轮对转盘的压力.10 将转盘手动定位,使转盘上贴有前方(FRONT)标签的一面定位在机器的前面方向.11 将转盘上的两个0.25英寸(6.4毫米)定位孔与X轴框架底部的两个0.25英寸(6.4毫米)定位孔对正到位.12 沿逆时针方向旋转,将所有导轮轴衬调节器预安装定位,除去转盘与导轮之间在垂直方向上的间隙.用手上下移动转盘,检查间隙是否已消除.13 在导轮已安装在X轴框架组件左前侧的情况下,进行以下操作.将导轮与转盘到正位,然后沿逆时针方向调节轴衬调节器.14 旋紧带帽螺丝钉,使其转矩介与40-45磅之间,在此状态下固定轴衬调节器.15 重复以上调节步骤13和14 ,将安装于X轴框架组件右后侧的导轮,调节至正确的转矩状态.16 对位于另一条对角线上的两只导轮,重复以上步骤13和14,完成整个调节.17 检查定位销组件.如果定位销不能顺利地滑入并取出定位孔,则说明已将轴衬调节器调节得过紧,支转盘的压力过大.18 将四颗止停块安装到转盘组件上.19 卸下固定开关架与锁定组件的螺钉,取下开关架.20 旋松固定锁定组件的带帽螺钉.21 将定位销插入定位孔中.22 用手移动锁定组件,直到定位销以均匀力度滑入对正孔内.23 以每次一个对角的形式,旋紧固定锁定组件的带帽螺钉,每颗螺钉旋紧1/8周,直到紧固所有的螺钉.24 取出定位销,从锁定组件上释放出止停块,然后旋转转盘,以便易地转盘止停块稳固地锁入锁定组件中.25 检查定位销,确保定位销能够顺利地滑入并取出定位孔。
环球插件机电气结构

环球插件机电气系统结构(2009-09-10 19:45:39)转载分类:知识分享标签:i/o工作电压系统结构电磁阀boxitVCD电气系统结构(一)一.VCD的电气结构主要有:变压器,电源箱,I/O BOX,电脑箱等部分组成。
1.变压器a.变压器的输入电压为交流电220V/110V,输出为±105V交流电压;b.变压器受控开关“MAN”(锁匙或旋转式开关)控制,有15A交流保险管作保护。
2.电源箱a.电源箱的输入电压为±105V,有单独电源开关,受15A保险管保护;b.电源箱的输出电压者:+36V,+15V,-15V,+12V(10V),+5V,~24V;①36V电压的作用:是提供给X.Y.Z轴马达的工作电压,此电压分别受控于A7,B7,C7,A2放大卡控制,+36V的有无受+12V(10V)控制的1CRE控制(固态继电器)2F(3A)保险管保护。
②±15V的作用:±15V主要为A7,B7,C7,A2等放大卡的工作电压;③±12V(10V)的作用:机器的信号检测,控制+36V,~35V,+12V受5F(1/4A)保险管保护;④+5V主要用于I/O BOX上各卡逻辑门电路的工作电压和16DC OUT 卡的输出触发电压;+5V还用于X,Y,Z轴编码器的工作电压,此电压受1F(1½A)保险管保护;⑤~24V主要用于各个电磁阀的工作电压以及操作盘上指示灯的灯泡工作电压,此电压受4F(6¼A)保险丝保护。
3.I/O BOXI/O BOX主要是些机器上的各种输入,输出信号,通过各种接口卡连接到机器的各个部份,各个卡的主要功能如下:A2:插入深度控制卡;A3:16DC OUT PUT 控制Anvil动作电磁阀;A4:16DC OUT PUT 主要控制各个电磁阀以及功能指示灯;A7:X轴轴向运行控制卡;B2:Z轴数据信息回收卡B3:y轴数据信息回收卡与相对应的编码器连接B4:X轴数据信息回收卡B5:电脑连接卡;B7:Y轴轴向运行控制卡;C2:BEC校正卡C4:各类控制信号,侦测信号,台开头类信号回授卡;C5:各类控制信号,侦测信号,台开头类信号回授卡;C7:Z轴轴向运行控制卡。
注塑行业通用术语
品质 quality 满足或高于消费者期望的产品综合质量公差 tolerance 保证质量前提下允许尺寸的波动范围不良标签 defective product label 表明制品,不良或不合格内容的小说明标示单 identifying sheet list 表明制品,物品,地点等特性或作用的小说明整理 Seiri 必要与不必要的物品分开处理整顿 Seiton 物品分门别类,按规定摆放并标识清扫 Seiketsu 去除赃污防止再次发生清洁 Seiso 将整理、整顿清扫制度化、标准化教养 Shitsuke 人人按照规定和制度行事,养成良好习惯安全 Safe 自身安全,他人安全和设备安全来料不良 deficient purchase 上一工序的产品质量不符合本工序质量要求刮伤 scratch 在制品表面因手或其它物体摩擦形成的影响制品外观质量的现象压痕 dents 由于重力或压力引起接触面的痕迹,可影响外观美观螺栓 bolt 起固定作用的栓件热注射成型 thermoplastic injection molding 通过加热使物料熔化在注射到模具内形成期望的制品控制面板 control plat 对设备参数控制的简易操作平台显示器 pro-face 显示设备必要信息的屏幕安全门 saft door 防止事故发生,增大安全系数的保护装置门注射座 enjection blend 注射成型机组成部件,支撑并协助注射的金属平台螺杆 screw 起旋转计量作用的螺纹状部件.是成型机的核心机械件料膛 fabbrel 树脂预塑的炮膛状部件,和螺杆配合俎件质量要求较高加热圈 heater 围绕在料膛周围,起迅速并均匀加热作用的片状加热器喷嘴 nozzle 连接注射成型机料筒与模具浇口套接触的像针头状的组件定模板 plam 可固定模具在成型机上的铁板,是成型机的一部分动模板 moving plam 成型机曲臂连接板,使模具固定在成型机上做开合模运动的动模板成型机顶杆 ejector pin 连接到模具上控制模具顶杆顶出或回退作用的连接杆手动操作 man 只能手动单一步骤状态操作半自动操作 sengle man 可半自动状态操作全自动操作 auto 根据设置的程序在全自动状态动作料膛清洗 purge 一般用PE料做射出动作来清除或淡化料膛内物料或颜色上料机 loader 在料杯树脂不足在传感器监控下吸取储备树脂的成型辅助设备温调机控制模具温度,保持在设定温度以内的温度控制设备参数监控画面对设备具体参数设定的画面,一般配有图表生产管理画面 product menut 在全自动生产状态下对产品质量和数量控制的页面模板控制画面 plam control 模板动作状态控制页面顶出控制画面 ejector control 顶出动作状态控制画面加热管理画面 heat control 材料加热控制画面注射速度画面 speed control 注射过程中对速度控制的画面注射压力画面 fulling pressure control 注射过程中注射压力控制画面保压控制画面 packing pressure control 注射后保持设定压力提高制品质量的控制画面计量控制画面 excit control 计量尺寸和相关参数控制画面报警显示画面 alarm view 设备动作异常或监控报警预览最大高度 maximum daylight 成型机模板打开的最大尺寸最小高度minimum daylight 能满足成型机性能的最小模具厚度锁模力 clamping force成型过程中为保证动,定模相互紧密配合而需施加的在模具上的力锁模系统 clamping system 模板控制系统,注塑机上系统的一部分控制系统 control system 计算机通过检测、处理信息并重新输入计算机进行控制相关参数抽芯距 core-pulling distance 将侧型心抽至不防碍制品脱落的滑块滑动的距离抽芯力 core-pulling force 从模内的成型塑件中,抽拔出侧型心所需要的力生产周期 Cycle time 生产每个制品的时间或是单位时间内生产制品的个数液压系统 hydraulic system 液压动力注射机上的压力系统短射 short shot 由于一次注射压力不足或速度偏低引起的浇不足现象喷射 jetting 材料水份超标,结构不良引起的表面气泡等不良现象白化制品破坏前变形引起的颜色差异缩痕 shrinkage 热熔体在收缩情况下表面会形成凸凹状现象的统称收缩差异 asymmetric shrinkage 制品厚度不均匀或分子排列不同引起的不均匀收缩熔接线 lines 两股或多股熔体结合位置形成的线状痕迹亮线 color change 一种有明亮痕迹的注塑成型缺陷,一般为线状少为带状冷熔接 Cold welding 低温区域的熔接,多见于冲填结束,不同塑料熔前交汇造成困气 air traps 又称包气,熔体流动将气体堵住或包住不能及时排出烧伤 burn 填充时模具内部气体不能迅速排出产生压缩高温,导致制品局部变色黑斑 black specks 注射成型过程中因高温或树脂分解等原因引起的黑色不良现象料纹 black streads 树脂在模具腔内流动时由于层流因素引起的外观不良现象烧焦 burn mark 因高温引起的成型缺陷的一种色差 discoloration 制品本身颜色有其他杂质颜色混入形成的不良现象脆化 brittleness 成型缺陷(因树脂性质发生变化引起的脆化或者破裂)蠕变Creep 高聚物在恒定温度和应力下,长度随时间延长而逐步深长的现象位移Displacement 熔体内部压力差引起高压部份向低压部分推移现象,可产生层次感分层表面剥离 delamination 同一树脂或不同树脂发生层流后产生的现象三角洲效应 delta effect 局部温度差方向收缩 diectional shrinkage 由大分子链排列引起的具有方向特性的收缩尺寸变化 dimensional variation 生产出的制品在不同的环境下都会产生尺寸的变化尺寸稳定性 dimensional stability 制品尺寸的稳定性和一致性密度 Density 单位体积的质量翘曲 warpag 有多种原因引起的变形现象,如收缩翘曲,配向翘曲等变形distortion产品在内应力或外力的作用下产生的尺寸变化以及形状变化迟滞 hesitation熔体的某一部份发生停止流动或极缓慢流动的现象垂直于流动方向的收缩 cross-flowshrinkage 发生在垂直于熔体流动方向上的收缩热变形温度 deflection temperature 热力的作用下,塑料可以发生变形的温度脱模demolding 保压后制品在模具内部成型完毕脱离模具的现象脱模斜度draft 方便成型制品脱离模具而设计的角度脱模困难ejection difficulties成型制品不容易脱离模具的现象内应力internal stress残留在制品内部因各种原因产生的应力长链高分子 long chain macromolecule很多小分子连接而成的具有较大质量的长分子连凝固层比例frozen layer fraction熔体在模具内冷却状态之一的数学表示方法取出removal成型后制品拿出的过程粗加工rough machining 毛坯加工或留有大量余量的待加工品伺服马达 servomotor配合CPU工作的马达工序workstage 完成一个组件或产品经过的步骤塑料件 plastic parts 以塑料为原料生产的制品注射模 injection mould 通过注射方式成型的模具斜销 angle pin / finger cam 倾斜于分型面、随模具的开闭产生相对运动的圆柱零件斜滑块 angled-lift / splits 斜向镶块或滑动的镶块悬臂搭扣连接 cantilever snap joints 组合方式之一模套chase / bolster / frame 使镶件或拼块定位并紧固在一起的框套形结构零件型芯 Core成型模具内表面突起的组件支架 ejector housing / mould base leg 使动模能固定在压机或注塑机上的L型垫块推块 ejector pad 在腔内起部分成型作用,并在开模时把塑件从型腔内推出的零件推杆 ejector pin 用于推出塑件或浇注系统凝料的杆件推板ejector plate 支撑推出和复位零件,直接传递机床推出力的板件复位杆 push-pack pin 借助模具的闭合动作,强制推出机构复位的杆件浇口尺寸 Gate dimensions(sizes) 浇口的相关尺寸直接浇口 direct gate;sprue gate熔融塑料经主流道直接进入型腔的进料方式盘式浇口 disk gate 沿塑料件内圆周扩展进料的浇口侧浇口 edge gate 设置在模具的分型处从塑件的内或外侧进料的方式扇形浇口 fan gate 从分流道道型腔方向的宽度逐渐增加的呈扇型的浇口浇口镶块 gating insert 浇口以镶块的形式存在圆柱头推杆 ejector pin with cylindrical head 推杆的一种,头部形状是圆柱型形扁顶杆 flat ejector pin 工作截面为矩形的顶杆连接推杆ejector tie rod 连接推件板与推杆固定板,传递推力的杆件导套 guide bush 与导柱相配合,用于初步确定模具导柱 guide pillar 起导向作用的部件,一般为圆柱体浇口 gate 连接分流道合型腔的进料通道浇口长度 gate length 浇口的长度浇口位置 Gate location 树脂流入模腔的点相对整体模腔的位置嵌件 insert 成型中埋入或随后压入塑件中的金属或其他材料的部件楔紧块 heel lock 带有楔角,用于合模时楔紧滑块的零件凹模cavity plate 成型塑件外表面的凹壮零件(包括零件的内腔和实体两部分)凹模拼块 cavity splits 母模中的镶件拼块定模座板 fixed clamp plate 使定模固定在注塑机的固定工作台面上的板件是模具的基座顶出系统设计 ejection system design 顶出制品机构的类型,布置方式的设计包括模具和成型机两部分顶出时间 ejection time 制品脱离模具可安全取出的时间推板导套 ejector bushing 与导柱滑配合,用于推出机构导向的圆柱形零件推板导柱 ejector guide pillar 与推板导柱滑配合,用于推出机构导向的圆柱形零件冷料穴 cold-slug well 在浇口流道末端用于储藏低温熔体的槽公模面 male mold face指凸模面或是动模面模具温度 mold temperature 注射成型使用的模具的实际温度或设置温度支撑板backing plate /support plate 支撑模具芯体和其它运动结构的板状模块隔板baffle 为改变蒸汽或冷却水的流向而在模具内部设置的金属条或板掏空 core out 将制品的一部分设计成掏空的部分型心拼块 core splits 凸模中的镶拼件,一般成型出制品内表面的某个部分强度设计 Design for strength 对应制品使用环境要求而设计的强度型芯固定板 core-retainer plate 用于固定型心的板状零件斜度 draft angle 为了方便出型或脱模设计的斜度母模面 Famale mold face 指凹模面也叫定模动模面 dynnamic mold face 指凸模面也叫公模斜槽导板 finger guide plate 具有斜导槽,用以使滑块随槽动作抽芯合复位动作的板状零件推杆固定板 ejector retainer plate 用于固定推杆位置,使其不发生位置变化的压板弹性模量 elastic modulus 衡量材料产生弹性变形难易程度的指标模具的弹性变形 elastic deformation of tool 模具在行腔压力下发生的弹性变形加热圈 heater 用于加热使用的环行加热部件定距拉板 puller plate; limit plate 在开模时限定某一板动作距离的板件热流道板 hot-runner manifold 为开设分流道设置的加热元件,保持融料的温度水平分型面 horizontal parting line 立式成型机中,模具天地开模(上下),分型面为水平状态热流道模具hot runner mould 也称无流道,浇口料在模具内部保持熔融状态的模具热塑性塑料注射模 injection mold for thermoplastics 热塑性材料使用的注射成型模具垫片 gasket 调整高度使用的薄金属片拼块 splits (of a mould) 按设计和工艺要求,用以拼合模具型腔或型芯的零件限位块 stop block 限制活动范围的零件限位丁 stop pin 限制位置的丁状零件浇口镶块gating insert 以浇口形式存在的镶块钩型拉料杆 sprue puller,z-shaped 形状像钩子,起拉料作用球头拉料杆sprue puller, ball headed 拉料部位呈圆型的零件但不是规范的圆形标准模架 standard mould bases 通用并具有互换性的模架滑块 cam slide 可以滑动,带动侧型心完成出型,抽芯和复位动作的零件推件板 stripper plate 直接推出塑件的板壮零件推件环(盘) stripper ring 起局部或整体推出塑件作用的环行或盘型零件潜伏浇口 submarine gate 位置不明显,一般可自动剪切的浇口支撑柱 support pillar 为增强动模的钢度设在动模支撑板和动模座板之间的支撑零件镶件 mould insert 在工艺上便于加工或修理与主体部件分开制造的局部零件煤油 kerosene 石油提炼出的油脂,一般在模具行业中清洗附着的分解物或异物定位 locate 固定在要求位置工作台machine table 操作或加工的区域,可能是安全区域也可能是非接触区域.车间machine shop 工作的场合,一般指一线工作人员的工作区域而非文件处理办公室故障 malfunction 影响机械设备正常工作的现象低碳钢low carbon steel含碳量在0.10%至0.30%之间,也称为软钢修正 modification 一般指在接近标准的基础上进行小尺寸的修改以达到更高的要求包装pack为了美观或防止潮湿,灰尘,碰伤等采取的保护措施面板panel 多指可视或裸露在外面的并起到遮盖作用的部件等离子plasma 物质原子内的电子在高温下脱离原子核的吸引,使物质呈为正负带电粒子状态存在绘图机 plotter 可联网专用于绘制图纸的机械装模工press setter 组装并研磨模具的工人花键splin齿轮状起到连接固定作用的部件条形码 barcode 用于储存部件相关信息的条状代码操作员 operator 使用或控制机械设备人员课长supervisor外来语,日本,韩国称为课长,中国一般称科长外观检查cosmetic inspect对制品外观质量目视或测量的过程内部检查inner parts inspect对制品内部质量目视或测量的过程前面板front plate组件前部或正对着使用者方向的部件后面板rear plate组件后部或背向使用者方向的部件电源按键power button控制电源开启或关闭的按键工作间work cell小型工作车间或有几个人协作完成的一道工序的线体品质管理部门QC Section品质控制和管理的部门,国际上多与生产分开管理机械手robot代替操作人员手动工作的半自动或自动机械设备车床lathe用车刀对对旋转的工件进行车削加工的机床工业酒精iudustrial alcohol可以导致人体中毒的甲醇生锈rust模具因潮湿和空气中的氧气发生的一种化学反应成红赫色物质换模die change 换模就是切换其它模具,将原来的模具卸下换上另一副装模to fix a die开机生产前将模具使用手动或机械自动夹持在成型机上修模to repair a die一种对模具非正常状态进行处理并修理到正常状态的过程到角reverse angle = chamfer为了防止金属锐利的角划伤或使外形美观将锐角去处的一种方法淬火quenching提高钢强度和硬度的一种工艺方法回火tempering 淬火后一般都经过回火,可提高组织稳定性退火annealing生产中常用的预备热处理工艺套筒sleave中空的小管,和套筒芯组成组件形成孔,顶出时只有套筒动作无流道Runner less 即热流道,熔体不形成冷却废弃的材料,在模具内保持熔体状态首件确认FAA first article assurance 对生产的第一个制品进行外观检查或组装等实验,确保可继续生产特采L/N Lot Number 特在不防止阻碍制品正常应用的条件下被允许生产的托词电极copper electrode铜制品,在电加工上对坯放电造型稳定性好good staility质量在允许范围内波动气阀valves控制气体的阀斜顶angle from pin与推板动作方向不一直的顶杆锁模块lock plate防止模具在运输过程中打开的锁紧件压条plate固定相关组件的条状零件二板模2-plate mold无中间板的模具,看模后只见两个板三板模3-plate mold有中间板的模具,可见三个板热嘴hot sprue可加热的端口区域探针thermocouples快接头jiffy quick connector plug实现快速连接的接头扭距torque扭转变形时,内力偶距称为扭距样品sample可代表综合质量的个别产品原因分析cause analysis通常采用人,机,料,法,环来剖析问题的过程良品good product符合质量规定的产品不良品defective product不符合质量规定的产品飞边flash在模具缝隙中形成的不良现象,片状的称为飞边喷射jetting树脂熔体形成泉流后在制品表面形成的不良现象变形distortion由于收缩和其它原因引起的形状变化疲劳fatigue 高聚物材料在长期应用情况下所表现出来的特性延展性ductile可锤炼可压延的程度,材料特性之一翘曲Warpage由于非均匀收缩或分子排列等引起的抽曲熔接线weld line 熔体相遇后在连接位置形成的不良现象脱模困难ejection difficulties制品脱落时发生的困难扭曲torsion一种载荷类型留痕flow marks注塑成型缺陷的一种包括料留痕,气留痕和型腔结构留痕鱼眼fish eyes注射成型缺陷的一种,表面有颗粒状物质疲劳fatigue 高聚物材料在长期应用情况下所表现出来的特性龟裂现象environmental stress crackresistance 由于内应力的存在发生的制品段列,裂纹现象缩痕 sink marks 熔体遇冷后产生的收缩现象冻结 freeze 大分子链停止运动,熔体开始凝固浇口固化gate freeze-off 浇口中的熔体由流动到冷却静止的过程喷泉流动 Fountain Flow 像泉水涌出,中间层熔体向两侧翻出的现象自由收缩 free shrinkage 在常温常压以及不受载荷时发生的自由收缩现象中心趋向 core orientation 注塑成型工艺中的有一个重要参数热熔接 hot welding 熔体分流后再次融合的一起的现象平均温度 Average Temperature 不同测控点的温度平均值平均速度 average velocity 熔体在流动时候速度的平均值回流 back flow 由于不同区域压力差引起的熔体倒流现象计量背压 back pressure 树脂在计量时候形成推动螺杆向后移动的压力料筒 barrel 树脂计量时的外部部件,与螺杆配合进行计量溢料 bleeding 融体在充填或保压时刻发生熔体溢出的现象共混 blend 聚合物该性方法的一种凸台Bosses 呈突起状区域,具体作用与设计相关分流道 Branched runners 流道系统的一部分,与主流道相连的小流道分支计算机辅助工程 CAE(computer aid engineering) 计算机模拟流动,保压,变形,气辅等模拟手段充填基本流动方式 Basic Flow Pattern in Filling 融体在充填时流动的基本模式悬臂式卡扣 Cantilever snap (hook) 类是于“ 7 ” 型的钩子妆连接方式毛细管流变仪 Capillary viscometer 测量流体黏度的测量仪器型腔压力 Cavity pressure 熔体填充到模具内部时,模具内的压力型腔压力曲线 cavity pressure profile 以曲线的形式描绘出腔内随时间,速度变化的压力曲线中心温度 Center Temperature 制品中心层处的温度热膨胀系数 coefficient of thermal expansion 单位长度的材料温度每升一度的伸长量位移分布 displacement distribution 制品各个部分尺寸的线形伸长或缩短的分布情况可压缩 compressible 塑料在不同的温度下体积发生变化的现象冷却效率 cooling efficiency 单位时间内带走热量多少的度量冷却过程 cooling process 塑料冷却的全过程冷却速率 cooling rate 熔体冷却的速度冷却速度 cooling rate 塑件冷却的速度冷却阶段 Cooling stage 成型周期的一部分,制品冷却直至可安全取出冷却系统 cooling system 用于冷却塑件的系列冷却装置以及布置方式冷却时间 cooling time 塑件从保压开始一直到顶出的一段时间冷却水管 cooling channel 用于冷却塑件分布在模具外部的水路锥板式流变仪 cone-and-plate viscometer 一种流体的黏度测试仪器冷却模拟 cool simulation CAE 辅助分析的一种,用于模拟冷却过程冷却通道 cooling channel / cooling line 设计在模具内部的冷却液通道,用以控制所要求的模温模面温度差分布 distribution of mold temperature difference 制品的两个和模具接触表面的温度差分布情况缓冲量 cushion 保压后螺杆所剩余的计量长度壁厚变化 wall thickness variation 塑料制品壁部的厚度变化截面 section 断开的端面孔 aperture 起到组装或固定作用的孔(不一定是圆形)作用力 applied loads 实际载荷或受力弧 arc 直线的过度联系常使用的弧,可以起到加强或美观的作用制品产品 article 物品,制造生产的部件轴 axis 应用在不同环境下的轴,可起到对称基准或连接等作用钳工工作 bench-work 研磨,组装,修理模具等工作坯料 blank 没有进行细致加工的原材料黄铜 brass 由铜和锌组成的合金毛刺 burr 尖锐的比较小的突出部分铸钢 cast steel 用于浇注铸件的钢压板 clamp 用于固定模具的夹具轮廓 contour 造型艺术术语,指界定表现对象形体范围的边缘线制图 drawing 给予说明加工尺寸或外观图纸制作过程点火花加工 electrochemical machining 一种采用高压放电对金属部件加工的工艺电极 electrode 铜材料,用于放电加工的阴模,放电加工完毕后被加工部件形成阳模套管 ferrule 筒装管子装配工 fitter 组装研磨工人磨光 grinding 研磨抛光硬度 hardness材料局部抵抗硬物压入其表面的能力应力集中 Stress concentration 在应力的情况下出现在应力聚集的现象应力断裂 stress cracking 在应力的情况下发生断裂应力松弛 stress relaxation 在恒温和应变情况下应力随时间延长而减小的情况应力集中源 stress risers 产生应力集中的区域应力应变特性 Stress-strain behavior 应力发生变化的特点浇注系统 feed system 由喷嘴到型腔之间的进料通道组成包括主,分,浇口合冷料穴纤维增强性材料 fiber-filled polymers 为了提高或降低某中特性在塑料材料中添加了其它成分纤维fibers 高分子材料的一种添加剂 filler 添加到高分子内部改善塑料有关性能的成分流动充填方式 filling pattern 填充过程熔体流动的各种形式充填过程 filling process 熔体填充到模具的整个过程充填速率 filling rate单位时间内添入模腔的熔体量充填阶段 filling stage 熔体填充到模具阶段充填时间 filling time 熔料充满型腔所用的时间严格上讲包括保压填充时间注射力 ejection force 熔体从料膛注入模具内所需要的力体积 free volume 一定量的熔体材料占据空间的部分弯曲 Flexural 一种可发生弯曲的载荷类型流动平衡 flow balance 熔体填充到模具内流动均匀性的一种表现形式流动控制flow control 螺杆速度及压力控制模具腔内熔体的体积流量形式流动长度 flow length 熔体流过的长度流长比 flow length to thickness 壁厚与熔体流动距离的比流动趋向 flow orientation 塑料在流动或冷却的过程呢中,发生在分子链定向的一种行为流动模拟flow simulation ;CAE辅助分析虚拟流动的一种方式圆形流道Full-round runner截面为圆形的流道三角筋 Gussets 三角形状起到加强或者支撑作用的筋等半圆形流道 Halforound runner 截面的形状为半圆形的流道热传导系数 heat transfer coefficient 将热量从热的地方向冷的地方传导速度的量度热传控制 heat transfer control 控制热量传导的仪器设备热传导速率heat transfer rate 单位时间内热能传递的量度冷却水管配置方式 layout of cooling channels 冷却水管在墨菊内部布置和排列的方式玻璃化转变温度 Glass Transition Temperature,Tg 粘流态树脂冷却成玻璃态时刻的温度静置段 holding stage ;Pack结束后,螺杆基本静止不动而维持压力不便的阶段保压时间 holding time 填补收缩时保持设置压力的时间料斗 hopper 盛放待加工树脂塑料的容器冲击强度 Impact strength 高聚物材料抵抗外来冲击的能力,一般通过摆锤实验来测定模内收缩 in mold shrinkage 制品在墨菊内部的收缩流动方向的收缩率 in-flow shrinkage 发生在熔体流动方向的收缩率注射压力 injection pressure 注塑机使熔融树脂注入模具型腔时所需要的压力注射速度 injection speed 熔体注入模具是螺杆的速度注射系统 injection system 注塑机上完成注射,保压的一部分系统模内压力 intemal mould pressure/cavity pressure 在注射的条件下熔融树脂对模具表面的压力定压冷却阶段 isobaric cooling 压力达到一定数值维持不便的冷却过程各向同性 isotropic 指大分子链冻结后在不同方向所具有的共同性质坚韧 tough 高分子的物理性能指标之一指坚固和柔韧性能体积收缩率 volume shrinkage 测量制品收缩的一个参数体积特性 wolumetric Properties 塑料比体积,密度以及PVT的性质体积收缩率 volumetric shrindage 塑件体积的变化率是制品收缩的综合参数体积收缩率分布 volumetric shrindage distribution, 表征体积收缩在制品中不均匀的分布量度长径比 length-to-diameter ratio 制品长度与直径的比长度—厚度比 length-to-thickness 平板件的长度与厚度的比。
环球插件机操作指导书
设备名称
环球插件机
编 号
FL-AI-024
第2页共2页
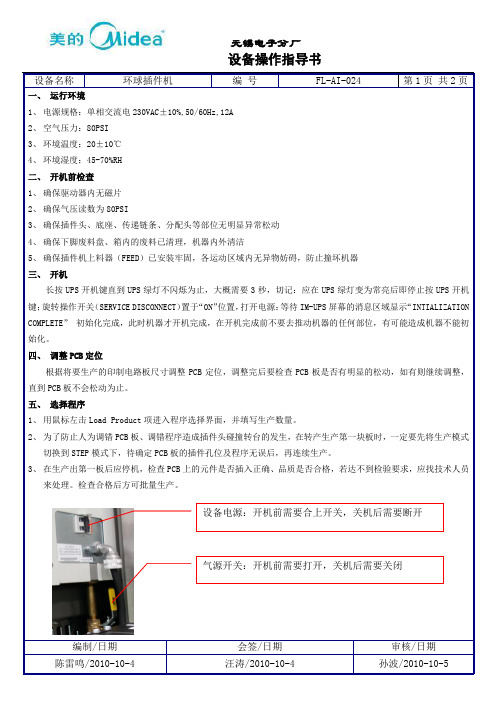
气源开关:开机前需要打开,关机后需要关闭
UPS:开机时按照操作要求打开
操作平台:根据PCB板的规格置调整操作平台上定位柱,并拧紧定位螺钉,使PCB板不会松动
程序选择菜单:点击此菜单进行程序选择与生产数量填写
启动按钮:开机准备工作完成后,按启动按钮进行插件生产
设备名称
环球插件机
编 号
FL-AI-024
第1页共2页
一、运行环境
1、电源规格:单相交流电230VAC±10%,50/60Hz,12A
2、空气压力:80PSI
3、环境温度:20±10℃
4、环境湿度:45-70%RH
二、开机前检查
1、确保驱动器内无磁片
2、确保气压读数为80PSI
3、确保插件头、底座、传递链条、分配头等部位无明显异常松动
四、调整PCB定位
根据将要生产的印制电路板尺寸调整PCB定位,调整完后要检查PCB板是否有明显的松动,如有则继续调整,直到PCB板不会松动为止。
五、选择程序
1、用鼠标左击Load Product项进入程序选择界面,并填写生产数量。
2、为了防止人为调错PCB板、调错程序造成插件头碰撞转台的发生,在转产生产第一块板时,一定要先将生产模式切换到STEP模式下,待确定PCB板的插件孔位及程序无误后,再连续生产。
七、注意事项
1.必须使安全门有效,确保连锁安全开关工作时能够处于正常工作
2.检修应由专业维修人员进行,非专业维修人员未经允许,不得随便拆卸设备零部件。
3.关机后重新开机时间不得少于15秒。
4.开动机器前务必清除机器工作台上所有工具杂物。在工作中禁止把任何物品放在工作台上,人为沿X、Y轴移动旋转桌时,应确保插件头和剪脚器在安全位置,以免损坏机器。
环球AI插件机PPU工艺文件

罗镇文
日期
06.05.10 第 共 6 6 页 页
环球AI插件机 操作规程
PULL TO START
PUSH TO STOP:
各开关、按键、
工艺文件
指示灯的作用
掌状开关。拍下为关,拉起为开,一般用于开关机、重新启动、紧急情况下停机时使用。 拍下该开关时,机器不论在运行或其他任何状态下都会停止工作。 停止按键。用于机器停止;按住该键,控制面板显示屏会显示当前机器运行到达的步数 (程式顺序号) 开始键。按一下该键(机器正常情况下)机器则自动进行插件,直到插完一块PCB板为 止。在此过程中,可以按“Stop”键,使机器停止;如果元件插入不良,机器也会停下 来,此时补好元件之后重新按“Start”键机器继续生产。 单步动作键。运行一步(插一个元件)后停下来。 分解动节键。推插一个元件的动作分解成几个动作完成。一般用于维修时分析原因, 必须与“Start”或“Cycle” 连用。
关机顺序:
恰好与开机时的顺序完全相反5 → 4 → 3 → 2 → 1。
注 意 事 项:
1、开机后,机器必须完成一次自检过程,方能开始进行生产,该过程称为回原点。 2、生产过程中,如果某一站位的物料经常插入不良,则须检查该站位的物料是否变形或其它损伤并 检查分配头是否损坏。 3、接驳物料时应注意元件脚的间距距离是否平行一致,不要接斜、接歪,保持物料整齐。 4、如果突然停电,应第一时间关机,并切断电源,避免再来电时强电流电压击坏机器电路或敏感部 件,关机后,把各刀具置于安全位置,待电压、电流正常后再开机生产。 5、气压少于5㎏压力时不要开机。避免因压力不足而损伤其它部件或感应不灵敏。 6、机器动转时,切勿接触其活动部件,以免造成意外伤害。 7、机器出现异常响声或发现螺丝松动、 脱落,应及时通知技术人员维修。
环球AI自动插件机编程资料
一、Produ ct Edito r (产品编辑介绍)一〉Produc t (产品编辑方式)1〉New(新建)2〉Open(打开)3〉Save(保存)4〉Save As (另存为)5〉Copy(复制)5〉Rename (重命名)6〉Delete(删除)7〉Inform ation (信息窗口)二〉Board (基板尺寸)1〉Create /Edit (创建基板尺寸)2>Edit Produc t Board (编辑产品尺寸)三〉Compor nents (编辑组成介绍)1〉Insert ion List (产品插入名单)a>A>Componet(产品组成部分) B>Sort(产品分类排序)C>Seartion(手动修改方法)a>RefID(序号或脚位)b>Comp ID (料值、编号)c>X Positi on (X坐标)d>Y Positi on (Y坐标)e>Thet a (插件角度)f>Hole Span (两插件孔跨度)g>Depth Stop (插件深度)h>Anvi l Span Offset (底座跨度差值)i>Clear(清除)j>Cancel(取消)k>Search(搜索)l>Replace(替换)m>Repl aceAll (替换全部)n>Repl ace Select ed (替换选定)o>Sele ct All (选定全部)D>Opti ons (选项设定方法)a>Teac h Insert ions (BEC修正)b>Inse rt Array (插入阵列)c>Data base Inform ation (数据库信息)2>Grap hic (插件图形)A>Edit (图形编辑)B>Opti ons (图形选项)3>Data base (料值数据库)A>Cate gories (料值类别)a>Box Caps-Rad b>Cer Disk Cap-Radc>Cera m Reson-Rad d>Crys tals-Rade>Diod es-Rad (二极管)f>Elec tro Cap-Rad g>Film Caps-Radh>LEDS -Rad (LED 灯)i>MlayCerCap-Rad(麦拉)j>OTHER-Radk>Potentiom-Radl>Res.Net/SIP-Radm>Resistor-Radn>TACTS-Rado>TantalumCap-Radp>Tran sistor s-Rad (三极管)四>Dispen se Heads(分配头)A>DispenseHeadList(分配头列表)B>DispenseHeadTemplate(分配头模板)五>Order(插件排序)1>Step s (插件步骤)A>Steps(步骤)a>Alter(更改) b>Move(移动)c>Bypa ss (不插件)d>No Contin uity (没有连续性)e>Igno re Contin uity (忽视的连续性)f>Enab le (使能够插件)g>Sele ct All (选择所有)h>Dese lect ALL (取消所有)i>Sele ct Invali d (选择无效)B>Spec ial Steps (特别步骤)a>Delete(删除) b>Add(添加)1.Index(转台)2.Inde x to Transf er (连续转台)3.Park (停机出台)4.Board/Circ uit Error ……(增加BEC)C>Search(搜索) D>Options(选项)2>Opti mizati on (优化方法)A>Inse rtions (插入优化)B>Adva nced (高级优化)C>Eliminate Confli cts (冲突优化)D>AddDispen se Heads (增加分配头)E>Balance Dispen se Heads (平均分配头)六>Options(选项)A>Graphic Overvi ew (图形概述)B>Prod uct Refere nce (产品参考范围)C>Mach ine Refere nce (机器参考范围)D>Work board Holder (工作模板设定)E>Change Produc t Databa se (改变产品数据)F>Conf igurat ion (设备配置)a>Unit s (量度单位)b>Auto -Load Last Produc t (自动负载已用产品)c>Run Mode (运行模式)d>Allo w Window Resizi ng (选择窗口范围)e>Coun t Circui ts/Boa rds (计数模板设定)f>Show Titleb ar (显示标题)g>List Box Select ion (列表机型设定)h>Disp lay Infome ssages (显示信息资料)i>Inse rt Delay Interv al (插入顺序时间设定)j>Teac hk>Defa ult Databa se (默认数据库)l>Defa ult Machin eConfig uratio n Templa te (默认机器配置模板)m>Defa uit Dispen seHead Templa te (默认分配头配置模板)n>Snap shot(A UTO-Save)Inster val (自动保荐设定))o>Default Positi on Templa te (默认位置模板。
环球插件机(Universal)6380B调试

环球插件机6380B调整剪纸片器(Cutter Station)与链夹(CarrierClip)对中调节前提调整:链条时序(Chain Tension)已调整调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisSetup;2、在Sequencer Chain窗口中,单击Zero按钮;3、待回零后,HP(HomePulse)字样应显示出来,检查剪纸片器与链夹的对中;4、如果剪纸片器中心与链夹“V”字形槽对中良好,单击Quit,Don’t Save Positions按钮,退出IM Diagnostics窗口;5、如果对中有偏差,松开链条编码器两个固定螺丝,转动编码器以调整剪纸器与链夹的对中,正确后拧紧两螺丝,单击Quit,Don’tSave Positions按钮, 退出IM Diagnostic窗口。
插件头角度(Head ThetaAxis)设置调整前提准备:1、插件头角度(HeadTheta),垂直(V ertical),推杆(Insert)伺服电机均不带电2、X与Y轴伺服电机不带电特殊工具:1、插件头/底座(Head/Clinch)对中工具2、BEC调整模板注释:插件头角度“0”度调整好后,+90,-90度位置将自动调整正确调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisPositions;2、手动升高垂直感应螺丝以使其距垂直上极限感应开关约1英寸(25.4mm);3、在Head Theta窗口中,单击Zero按钮;4、在Head Theta窗口中,单击Disable按钮;5、拆卸插件头并装上插件头/底座对中工具;6、装上BEC调整模板;7、向前推动工作台或降低插件头对中工具(此时应为“0”度)使BEC调整模板与对中工具齐平;8、在Head Theta窗口中At 0(R)行,单击Set按钮;9、向后拉动工作台并拆卸插件头对中工具;10、在主窗口中,单击Exit,Save these Positions按钮。
插件机培训资料1
插件机培训资料一.插件机工作原理:自动插件就是将自动插件机可以安插的元器件采用电机一体化方式安装到PCBA上,这基本上包括了其他所有的插件原件,电容,电感,连接器等这一类元器件,设计工序的工程人员会根据工作量和合理性对每个工位的插件部位做分工,每个机械只负责安装几个原件,而且重复同样的操作,尽可能的减少出错机会二.机器特点自动插件机分:跨线插件机、轴向件插件机、径向件插件机。
不同的插件机机构不同的。
电路系统:自动插件机属于机电一体化的高精尖设备,其各种功能均由内部CPU统一协调控制,动作报告结果由光电开关或霍尔元件或编码等传感元件进行反馈。
气路系统:供各部分气动机构。
X-Y定位系统(带工作夹具)。
插件头组件。
打弯剪切砧座。
自动校正系统。
环球插件机靠光感应,松下、TDK为摄像头捕捉。
自动收放板系统。
编序机和元件栈。
元器件检测器。
对中校正系统。
三插件机趋势在当今市场上有四大品牌可生产立式插件机,日本的松下插件机、美国的环球插件机、国内的新泽谷插件机和华威插件机,在机械方面日本是最强大的,精密度超高,设计完美。
当然,目前来看松下插件机是全自动、最快速(速度可以达到22000左右)、最稳定(一般一个月都不出什么小问题)、功能最强大,所以我推荐的就是松下插件机。
但是在国内市场上,全新松下插件机实在太少见,因为价格太贵,所以二手松下插件机就显示出明显的优势,但是说老实话,买二手机器就像买二手汽车一样,交钱过后没有一点保险,都是当时表现的非常不错,事后不是这里坏就是那里坏,而且技术人才又难找,所以并不推荐购买二手机器。
如果你们是大工厂,购买松下机器是很好的选择。
(好像那些二手机器都是用了十年左右的,一般都是用得没有效率淘汰下来的产品)接下来就是速度比较快,稳定性很好,但是半自动的环球插件机。
在国内市场上占有比较大的市场,因为它比松下机便宜一些,全新机器在150万左右吧!(现在核泄漏估计会影响日本和国内进出口的价格,不知松下机会需要多少钱)环球插件机确实也挺不错的,不过和松下对比,就显得不堪重负了,很多技术都没有松下强大,价格也相差不了多少,所以在性价比方面就没有那么明显突出了。
环球插件机中文编程资料1
申明:本资料共10篇。
来自环球培训。
兹将其共享给各位同行。
版权和商标无论是我们的150多项专利, 我们的敬称, 还是我们公司的标志, 环球公司决定保护自己的知识产权。
这包括列在下面供参考的商标,还有法律规定的知识产权也保护我们的® o或™ 标志。
AdVantis™Applied Conveyor Engineering®Applied Conveyor Engineering logo is registeredChipJet®CIMLink®Circle U logo is registeredDimensions™ Manufacturing Monitoring SoftwareDimensions logo is registeredFlexJet®GSM®GSM Genesis Platform®GSMx™GSMxs™Lightning™Magellan®MegaView®Omniplace®Polaris logo is registeredPrecisionPro®Quadris™UICS®Universal®Universal logo is registeredUniversaLight®UPTIME 100®U-Teach®Vantis™Vari-Cell®Virtual Process Engineer™VPE™VPE with Intelligent Agent™VRM® (in select countries, not US)下面是可能在此文件其他地方找到的其他注册商标®, 注册待定商标™, 以及服务商标SM AIS-3500 Trademark of Applied Intelligent Systems, Inc.CIMBridge Trademark of Mitron CorporationDEK Trademark of DEK Printing Machines LimitedDEC Trademark of Digital Equipment CorporationFORCE Computers Trademark of FORCE COMPUTERS Inc./GmbHG AMMA T ECH Trademark of GAMMATECH, Inc.Loctite Trademark of Loctite CorporationMcAfee Trademark of McAfee, Inc.Microsoft Trademark of Microsoft, Inc.MS-DOS Trademark of Microsoft, Inc.OS/2 Trademark of International Business MachinesOperating System/2 Trademark of International Business MachinesPDOS Trademark of Eyring, Inc.Pentium Trademark pending of Intel CorporationPLC Trademarks of Allen BradleyProgrammable Logic Controller Trademarks of Allen BradleyRadiSys Trademark of RadiSys CorporationVectra Trademark of Hewlett PackardVERSAmodule Trademark of Motorola, Inc.V IRUS S CAN Trademark of McAfee, Inc.Windows Trademark of Microsoft Corporation© 2005年环球仪器公司版权所有。
环球机6380B操作员培训教材
(二)生产开始步骤:
1、上料,根据签发的AI站位表安装物料(注意LED极性及档位)。
2、确认物料已装好后,将安全门、盖关好。
3、将PCB在工作台夹具上定好位。
4、旋开拉
紧急停止开关,此时
恢复联锁开关亮灯,按下此
开关灯灭,接着按 开始开关,机器开始归零动作。
5、待机器归零结束后,用鼠标点击单步Single Cycle选项。
6、然后按 START,使机器取下第一颗元件并插入PCB指定孔位,如果顺
畅插入,确认LED灯的彩色及极性方向要与基板上标志一致。
7、确认OK后,则点击Full Cycle选项并将安全连锁开关(INTER LOCK BYPASS)
旋至“OFF”档位,按START键,机器开始常生产。
8、首板的生产完成后,进行首板确认。
START (开始)
OVERRIDE/TRANS FER ERROR (连
续运行)
11
各功能键介绍:
1、 PALM SWITCH (安全停止):
机器出现异常或故障时,按下此开关做紧急停止,机器各伺服马达均 断电
2、 REPAIR(补插键) :
按此开关为机器补插入动作
3、 STOP (停止):
按此开关机器暂时停止工作
15
八、操作顺序
(一)产品程序调用:
1、点击电脑屏上
LOAD PRODUCT 图标
出现左图所示。
2、在 Products Defined 中选择产品程序。
3、在 Requested Count 生产计划中设定生
产数量。
4、点击Full Cycle,全自动生产模式。
5、接着点OK产品程序导入。
※Cycle Mode: 1、Dry Cycle空打时,必须把Sequencer On选项前的“√” 去 掉,为分配头不送料。 2、Full Cycle 全自动化 3、Segment Repair 中途插件,可指定从哪一步开始生产。
环球6241B自动插件机电源电路原理及维修

环球6241B自动插件机电源电路原理及维修
童伟
【期刊名称】《设备管理与维修》
【年(卷),期】2001(000)005
【摘要】@@美国环球公司在中国已有190多个用户。
在其用户手册中提供了绝大多数电路原理图和元器件备件号,独缺故障率较高的电源部分,该件售价昂贵。
对电源部分长虹公司插装厂积累了一点维修经验。
这里以环球6241B自动插件机为例,作一简单介绍。
【总页数】3页(P17-19)
【作者】童伟
【作者单位】四川绵阳长虹主厂区插装厂
【正文语种】中文
【中图分类】TH17
【相关文献】
1.自动插件机的预维修
2.浅谈自动插件机的电路维修
3.自动插件机的维修体会
4.自动插件机的维修保养措施和备件解决情况
5.ZQZ-CⅡ型自动站电源充电电路原理与维修
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
黑色
长有气管
此气管不受E-PLAM控制,机器后部气阀开启,此气管即有气。
蓝色
信号气管
此气管受各电磁阀控制
黄色
排气管
6241F剪角器切刀速度同步检查
一.按下急停开关。
二.进入诊断系统内。
三.点击进入Critical Axis Setup。
四.Zero Anvil Driver > Go To Up
输出信号:串行通讯接口、实时控制、打印机、网路通讯等。
Motion Controller CPU Real Time Controller Power PC Board(2槽)
机器实时控制CPU板:输入信号:程序信息,机器操作,机器信号反馈等。
输出信号:机器控制信息、轴位置指令等。
此板机器自动运行时候工作、诊断系统内此板不工作
Motion Controller (UIMC)(3槽)
动作控制器。
输入信号:轴位置指令、编码器与极限开关的反馈信号。
输出信号:伺服放大器速度信号、BEC启动信号等
一块UIMC板的控制4个轴。
轴向机:X Axis、Y Axis、Head Axis、Anvil Axis
径向机:X Axis、Y Axis、Clinch Vertical Axis、Clinch Theta Axis
编序链
Head Chain
头链
三.电器部分
Work Lamp
工作灯
PB Panel Assembly
按键面板
Power Chassis Assembly
电源箱
VME Chassis Assembly
VME机箱装置
VMEBUS(Versa Module European Bห้องสมุดไป่ตู้s)
欧洲工业保准
AC Chassis Assembly
5W OIL
5号油
10W OIL
10号油
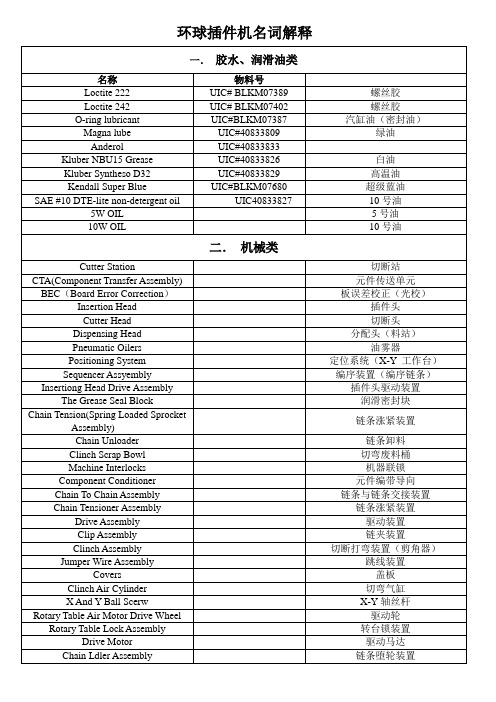
二.机械类
Cutter Station
切断站
CTA(Component Transfer Assembly)
元件传送单元
BEC(Board Error Correction)
板误差校正(光校)
Insertion Head
插件头
Cutter Head
切断头
Dispensing Head
交流机箱装置
Servo Chassis Assembly
伺服放大器机箱装置
MachineLightTower
机器灯塔
I/O Box Assembly
输入/输出机箱装置
Fuse
保险丝
Palm Switch
急停开关
Fan Panel
风扇
Refire Assembly
缺料检测装置
四.I/O BOX
MIT Board
链条涨紧装置
Chain Unloader
链条卸料
Clinch Scrap Bowl
切弯废料桶
Machine Interlocks
机器联锁
Component Conditioner
元件编带导向
Chain To Chain Assembly
链条与链条交接装置
Chain Tensioner Assembly
机器接口翻译板
Multi-Input Board
多路输入信号板
32 DC Output Board
32路直流输出板
BEC(Board Error Correction)Board
BEC光校板
五.VME机箱
Radisys Embedded PC Board(1槽)
CPU主板:输入信号:串行通讯接口、鼠标、键盘,机器管理信息,网路通讯灯。
九.在Change Of State 1(Input)部分选择Section :Inserter > DSF :1 > Clinch In R
一十.在Execution Control部分点击Follows Control > Continuous Run
一十一.观察Control Bit On To State Change 1与Control Bit On To State Change 2如>33则需要做ANVIL部位检查与保养工作(a:切刀连接片b:气缸c:气管d:电磁阀e:各三角块磨损情况等)
链条涨紧装置
Drive Assembly
驱动装置
Clip Assembly
链夹装置
Clinch Assembly
切断打弯装置(剪角器)
Jumper Wire Assembly
跳线装置
Covers
盖板
Clinch Air Cylinder
切弯气缸
X And Y Ball Scerw
X-Y轴丝杆
RotaryTable Air Motor DriveWheel
环球插件机名词解释
一.胶水、润滑油类
名称
物料号
Loctite 222
UIC# BLKM07389
螺丝胶
Loctite 242
UIC# BLKM07402
螺丝胶
O-ring lubricant
UIC#BLKM07387
汽缸油(密封油)
Magna lube
UIC#40833809
绿油
Anderol
UIC#40833833
Kluber NBU15 Grease
UIC#40833826
白油
Kluber Syntheso D32
UIC#40833829
高温油
KendallSuper Blue
UIC#BLKM07680
超级蓝油
SAE #10 DTE-lite non-detergent oil
UIC40833827
10号油
分配头(料站)
Pneumatic Oilers
油雾器
Positioning System
定位系统(X-Y工作台)
Sequencer Assyembly
编序装置(编序链条)
Insertiong Head DriveAssembly
插件头驱动装置
The Grease Seal Block
润滑密封块
Chain Tension(Spring Loaded Sprocket Assembly)
五.Zero Anvil Span
六.点击Diagnostics > Rapid Motiong Timing
七.在Control Bit部分选择Section :Inserter > DSF :1 > Clinch In
八.在Change Of State 1(Input)部分选择Section :Inserter > DSF :1 > Clinch In L
Motion Controller (UIMC)(4槽)
动作控制器。
输入信号:轴位置指令、编码器与极限开关的反馈信号。
输出信号:伺服放大器速度信号
一块UIMC板的控制4个轴。
轴向机:Insert Span、Clinch Span、Head Chain、Sequencer Chain
径向机:Head Vertical、Sequencer Chain、Insert Head Theta
驱动轮
Rotary Table Lock Assembly
转台锁装置
Drive Motor
驱动马达
Chain Ldler Assembly
链条堕轮装置
CenteringCam
对中凸轮
Carrier Clip
料夹
Head Span
头跨距
Anvil Span
切弯跨距
X Axis
X轴
Y Axis
Y轴
Sequencer Head