模拟生产流水线电路原理图
基于PLC的装配流水线控制系统设计
基于PLC的装配流水线的控制系统设计摘要随着微电子技术和计算机技术的不断发展,PLC在处理速度、控制功能、通信能力及控制领域成为工业自动化领域中最重要、应用最广泛的控制设备之一,并已成为现代工业生产自动化的重要支柱。
对装配流水线的控制进行了分析设计,该系统主要引入了PLC编程控制器的控制方式,实现了对装配流水线的工作状态的在线监测和系统自动控制。
设计的控制系统具有较高的实用性,能够进行启动、移位、复位工作,较好地达到预期目标。
本次设计是装配流水线控制的模拟,主要是模拟流水线上产品所经加工过程的控制和生动的表示。
模拟主要流水线有四个操作过程(包括入库),传输带用四段指示灯表示,以指示灯的明暗来显示产品在运输这一状态。
分析控制对象我们选择用移位寄存器控制来实现控制目的,每隔5秒寄存器移位一次,从而控制相应操作的执行。
关键词:装配流水线,PLC,控制系统DESIGN OF CONTROL SYSTEM OF ASSEMBLY LINEBASED ON PLCABSTRACTWith the development of the microelectronics technology and computer technology, PLC in processing speed, control function, communication ability and control fields have new breakthrough. Become one of the most important control equipment in the field of industrial automation, the most widely used, and has become an important pillar of the modern industrial production automation.Control of the assembly line are analyzed and designed, the system is mainly introduced PLC control programming controller, realized the on-line monitoring system of assembly line and the working state of automatic control. Practical design of the control system has high, can start, shift work, reset, can reach the expected goal.The design is simulated assembly line controle, simulation is the main line of products through the control of process and the vivid representation. Simulation of main line is four operations (including storage), transmission belt with four indicates, to display the products in the transportation of this state to light shade. Analysis of the control object we choose to use the shift register control to achieve the control objective, every 5 seconds of shift register once, so as to control the corresponding operations.KEY WORDS: assembling line, plc, the control system目录前言 (1)第1章绪论 (2)1.1 课题研究的背景 (2)1.2 课题研究的现状 (2)1.2.1 可编程控制器简介 (2)1.2.2 装配流水线简介 (4)1.3 课题研究的目的和意义 (5)1.4 方案设计与介绍 (6)第2章可编程控制器 (8)2.1 PLC的基本结构和各部分的作用 (8)2.2 PLC的工作原理 (9)2.2.1 输入刷新阶段 (9)2.2.2 程序执行阶段 (9)2.2.3 输出刷新阶段 (9)第3章硬件设计 (11)3.1 整体要求 (11)3.2 PLC机型选择 (11)3.2.1 S7-200 PLC特性 (12)3.2.2 S7-200主要功能模块介绍 (12)3.3 I/O接线图及地址分配 (13)3.4 主电路的设计 (15)第4章软件设计 (16)4.1 软件的组成及作用 (16)4.1.1 软件的分类 (16)4.1.2 应用软件的编辑语言 (16)4.2 工作流程图 (16)4.3 梯形图 (19)结论 (26)谢辞 (27)参考文献 (28)附录 (29)前言本设计的目的是通过对装配流水线的PLC控制设计,进一步熟悉PLC 的概念、特点和控制原理。
生产流水线产品产量统计显示系统的设计解读
本科毕业设计题目生产流水线产品产量统计显示系统的设计姓名王鹏专业自动化学号 201142064 指导教师王忠利郑州科技学院电气工程学院二○一五年六月目录摘要 (I)ABSTRACT ......................................................................................................... I I 前言. (III)1系统的设计方案与选择 (1)2 硬件电路的设计 (3)2.1 系统硬件电路 (3)2.2 电源供电电路 (3)2.2.1 桥式整流电路 (4)2.2.2 滤波电路 (4)2.2.3 稳压电路 (5)2.3 掉电记忆模块 (6)2.4 红外检测模块 (7)2.5 单片机控制电路 (9)2.5.1 单片机最小系统 (11)2.5.2 LED数码管显示模块 (13)2.5.3 报警器模块 (15)3 系统程序设计 (17)3.1 程序流程图 (17)3.2 程序设计 (17)3.3 程序调试 (24)4 数据分析 (25)结论 (27)致谢 (28)参考文献 (29)附录一:元器件清单 (30)附录二:原理图 (31)附录三:仿真图 (32)附录四:实物图 (33)生产流水线产品产量统计显示系统的设计摘要随着当今社会的飞速发展,越来越多的流水线上的产品需要进行自动计数。
基于单片机构成的产品自动计数器有直观、计数精确的优点,目前已在各行各业中得到了广泛的应用。
数字计数器有多种形式,总体来说有接触式、非接触式两种,在科技发展的今天,非接触式红外计数器的应用更加广泛[1]。
本设计采用一对红外发射接收管作为计数器的信号检测头,具有价格低廉,抗干扰性好,结构简单,操作方便等特点。
本设计采用红外发光管发射红外线,红外接收管接收此红外线[2],并将其放大、整流形成低电平信号,当产品阻挡红外光时,接收管将接收不到红外信号,放大器会输出高电平,此时将这个电平信号送入AT89C5单片机控制单元[3],通过对单片机编程实现计数,然后由数码管LED显示数值[4]。
装配流水线PLC模拟控制

装配流水线的PLC模拟控制装配流水线的PLC模拟控制【摘要】本文主要是介绍PLC模拟控制在工业生产中的运用,要求学会使用组态王软件和PLC(SIMEINS S7-200)控制系统连接,采用下位机执行,上位机监控的方法,构建完成装配流水线的模拟控制系统。
通过PLC模拟控制和组态王的监控,本文实现了装配流水线的控制和监视。
This paper mainly introduces the use of PLC analog control in industrial production, requires to use kingview software and PLC connection (SIMEINS S7-200) control system, using a machine to perform, PC monitor, the method of building a complete assembly line simulation control system. Simulation control by PLC and kingview monitoring, this paper implements the assembly line of control and monitoring.【关键词】PLC控制;下位机执行;上位机监控;组态王监控PLC control; Under a machine; PC monitoring; Kingview monitoring1引言1.1引论PLC = Programmable logic Controller,可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入|输出控制各种类型的机械或生产过程,是工业控制的核心部分 PLC = Programmable Logic Controller,可编程控制器。
2021年国家开放大学《机电控制与可编程序控制器技术》形考任务(1-5)试题及答案解析

2021年国家开放大学《机电控制与可编程序控制器技术》形考任务(1-5)试题及答案解析形考任务一(红色标注为正确答案)一、填空题(每题0.2分,共1.2分)题目1正确获得0.20分中的0.20分标记题目题干可编程序控制器通过数字式、模拟式的输入和输出,控制各类型的机械或生产过程。
题目2正确获得0.20分中的0.20分标记题目题干熔断器主要防止电路的过载或短路保护元件。
题目3正确获得0.20分中的0.20分标记题目题干电磁式接触器主要由电磁机构、触头系统和灭弧装置和其它部分组成。
题目4正确获得0.20分中的0.20分标记题目题干触点系统分为主触点和辅助触点,分别用来直接接通和断开交流主电路和控制电路。
题目5正确获得0.20分中的0.20分标记题目题干热继电器是利用电流流过发热元件产生热量来使检测元件弯曲,进而推动机构动作的一种保护电器,主要被用作电动机的长期保护。
题目6部分正确获得0.20分中的0.10分标记题目题干分闸时应先断开负荷开关正确获得1.00分中的1.00分,再断开隔离开关;合闸时应先合隔离开关,后合负荷开关。
如果违反操作规程,会造成隔离开关刀口弧光短路甚至更严重的事故。
标记题目信息文本二、判断题(每题0.44分,共8.8分)题目7正确获得0.44分中的0.44分标记题目题干PLC从早期开关量的输入、输出,模拟量的输入、输出,已经发展到能够完成复杂控制功能、通信联网功能的各种控制单元。
选择一项:对错题目8正确获得0.44分中的0.44分标记题目题干PLC是专门用来完成逻辑运算的控制器。
选择一项:对错题目9正确获得0.44分中的0.44分标记题目题干PLC具有监控和自诊断能力,若发生故障或异常,可及时判断故障原因,并排除故障。
选择一项:对错题目10正确获得0.44分中的0.44分标记题目题干由于PLC的可靠性和抗干扰能力较差,所以不能在恶劣的工业环境中应用。
选择一项:对错题目11正确获得0.44分中的0.44分标记题目题干在工业自动化领域,PLC,DCS与IPC技术正在趋于融合。
流水线原理——ILP
llxx@ 18
直到C6,数据才可用
指令调度
• 指令调度,是RISC微处理器编译技术之一。 • 指令调度是解决数据相关的最经济的方法,它可以解决RAW、WAR 和WAW数据相关。 • 假设有这样一个指令序列: I0: R1+R2R3 I1: R3+R4R5 I2: R7 OR R8R9 • 假定我们按下列方法重新安排指令次序: R1+R2 R3 R7 OR R8 R9 R3+R4 R5
从此开始,每个 周期流出一条指 令,IPC≈1
Execute Store res.
pipelined instruction execution
Time
llxx@
9
流水线分类
• 单功能流水线:只能完成一种功能的流水线,如浮点加法 流水线。 • 多功能流水线:流水线的各段可以进行不同的连接,从而 使流水线在不同的时间完成不同的功能。 • 静态流水线:在某一时间段内,流水线的各段只能按同一 种功能的连接方式工作,即只有当输入是一串相同性质的 操作时其性能才能得到发挥。 • 动态流水线:在某一段时间内,某些段正在实现某类操作 (定点乘),其他段却在实现另一类操作(浮点加)。 • 线性流水线:流水线的各段串行连接,没有反馈回路。 • 非线性流水线:流水线中除了串行的通路,还有反馈回来。 • 顺序流水线:流水线的流出顺序与其流入顺序相同。 • 乱序流水线:流水线的流出顺序与其流入顺序不同。
Pipelined
non-pipelined dish cleaning
Time
pipelined dish cleaning
Time
• 流水过程由多个相互联系的子过程组成,每个子过程称为 流水线的“级”或“段”。
ADC参考电压和电流

用于Pipeline ADC的参考电压和参考电流的电路系统美国模拟器件(上海代表处)宋浩然摘要 – 稳定、精密的参考电压和参考电流是pipeline ADC电路中必不可少的。
尤其是系统工作在高速转换的情况下,设计如此的参考系统更成为电子工程师的挑战。
本文通过系统的设计方法,详细地介绍了参考电压电流系统的设计流程。
最后,测试的结果验证了本文描述的系统的精度以及设计方法的高效性。
关键字:电源,模数转换器、参考电压、参考电流、系统设计方法I. 简介目前许多通讯系统中需要高速、高分辨率的模数转换器。
相比较其他结构的ADC,流水线结构(pipeline)的ADC具有速度和功耗的优势。
在每一级量化器和余量增益放大器都需要精密的参考电压。
尤其是在多级并带有很大电容负载的高分辨率ADC上,增加了参考电压的负载。
因此在高速、高分辨率的流水线ADC,精密的参考电压必须要有缓冲器来保证一定的精度和建立时间,对于高速系统,需要参考电压保持精度和速度的情况下对电容进行充放电,这对电路设计工程师来说是一个很大的挑战。
这也是很多高速ADC一般都采用外部的参考电压或参考电流的原因。
因此本文着重于在此工作条件下参考电压和参考电流的设计,同时也贯穿了系统设计的方法。
文章从设计目标到芯片测试,描述了整个设计流程。
这种设计方法对模拟电路设计自动化也很有借鉴意义,尤其是对模拟电路的拓扑选择和产生。
本文所描述的参考系统在实际的ADC电路中实现,测试结果显示电源抑制比和温度特性比较好,非常成功的集成在10bit采样率40MSPS的pipeline ADC中。
本文第二节描述系统的架构,第三节详细介绍系统的电路实现,第四节给出了测试结果,最后总结了本文的工作。
II电路架构设计整个电路系统是为pipeline ADC产生对工作电源电压、生产工艺和工作温度都不敏感的参考电压和电流。
带隙基准源(Bandgap)是在CMOS工艺中常用的对温度不敏感的结构,系统中还需有电压电流转换电路(V/I converter)。
工厂流水线产品计数器

数显流水线产品计数器目录摘要关键字 (2)第一章引言 (3)第二章电路设计方案 (4)2.1电路系统方框图 (6)2.2 电路原理图 (7)2.3各子模块电路工作原理 (7)第三章单元电路及仿真 (12)3.1直流稳压电路 (12)3.2红外发射电路 (14)3.3红外接收及放大电路 (14)3.4脉冲整形电路 (17)3.5计数/译码/显示电路 (17)3.6报警电路. (18)第四章PROTEL 设计 (19)第五章设计过程中的心得体会 (20)第六章参考文献及材料清单 (21)摘要计数器对某物件进行自动计数,在实际生产生活中具有广泛的应用,对通过的物体进行计数,实现统计数据的搜集,如在生产流水线包装数量控制等领域的应用,可以节省劳动力,能高效地完成任务。
红外计数器采用红外传感器实现对通过计数器的物体进行计数,是一种非接触式计数,在部分场合有着其无比的优越性,从而使其广泛应用于工业生产、实时监测、自动化控制等领域。
第一章引言电子计数器在科学技术领域、工农业生产以及日常生活中发挥着越来越重要的作用。
人类社会对电子计数器提出的越来越高的要求,电子计数器技术的发展和电子技术的高速发展密不可分,从而为现代科学技术突飞猛进则提供了坚强的后盾。
本电路的制作是根据生产生活中的需要而设计出来的一种计数器。
它适用于工厂生产流水线的计数等方面,具有成本低、灵敏度高和制作简单等优点。
该计数器用于实现工厂流水线产品在0-9999范围内计数。
电路采用220V市电经变压器降压,再经过稳压电路整流,滤波,7812三端集成稳压器的稳压,输出+12V的直流电源对各个模块供电。
当传送带上一件产品通过计数器时,红外发射管发出的信号被阻挡,红外线接收管检测产生模拟信号,经放大后通过NE555构成的施密特触发器对传感器模拟信号进行波形整形,信号进入CD40110和数码管组成的计数、译码、显示电路,进行计数、译码、驱动数码管,最终通过数码管显示出来。
装配流水线
摘要:在PLC问世之前,业控制领域中是继电器控制占主导地位,继电器控制系统有着十分明显的缺点。
体积大、功耗多、可靠性差、寿命短、运行速度慢、适应性差,尤其当生产工艺发生变化时,就鼻息重新设计、重新安装,造成时间和资金的严重浪费。
为了改变这种现状,1969年美国数字设备公司(DEC)研制出了世界上第一台PLC。
随着PLC的不断发展增加了网络通信功能,发展了各种智能模块,增加了外部诊断功能。
使PLC成为了现在工业控制领域的三大支柱之一。
本次设计时基于PLC设计的装配流水线。
目前,PLC在装配流水线上应用广泛。
而本设计是在电脑上模拟控制整个装配流水线的流程,以现在较为流行的PLC为基础来实现装配流水线的控制功能。
经过多次的程序设计和模拟仿真,程序已能实现移位、三工位装配和单工位入库等操作。
关键词:装配流水线;设计;PLC;可靠性第一章绪论 (2)1.1 课题研究的背景 (2)1.2 课题研究的目的和意义 (3)1.3 方案设计与介绍 (3)第二章PLC基础知识及选型 (6)2.1 可编程控制器概述 (6)2.2 PLC的特点 (6)2.3 PLC的组成 (8)2.4 PLC选型 (8)第三章硬件设计 (10)3.1 程序流程图 (10)3.2 I/O端口分配表 (11)3.3 外部接线图 (11)3.4 面板图 (12)第四章软件设计 (13)4.1 梯形图分析 (13)总结 (19)参考文献 (20)附件 (22)第一章绪论1.1 课题研究的背景在社会快速发展、竞争激烈的今天,提高生产效率,降低生产工艺成本,最大限度的满足生产要求将直接决定各企业工厂能否紧跟社会脚步,赢得时间,占领市场甚至将决定企业的生死存亡。
为此,企业生产自动化无疑扮演着重要的角色,装配流水线自动化作为工业自动化的一部分,能提高生产效率,降低工艺流程成本,最大限度的适应产品变化,提高产品质量,它是现代化生产控制系统中的重要组成部分。
基于PLC的生产流水线电气控制系统设计

江苏科技大学本科毕业设计(论文)学院电子信息学院专业电气工程及其自动化学生姓名班级学号指导教师二零年六月江苏科技大学本科毕业论文基于PLC的生产流水线电气控制系统设计The Design of The Electrical Control System of Production LinesBased on PLC江苏科技大学毕业设计(论文)任务书学院名称:电子信息学院专业:电气工程及其自动化学生姓名:学号:0指导教师:职称:摘要生产流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送机。
可编程逻辑控制器(PLC),一种数字运算操作的电子系统,专为在工业环境应用而设计的,被誉为当代工业自动化的主要支柱之一。
随着科学技术的发展,以PLC作为基本控制单元的电气控制系统在现代化自动生产流水线及管理中优越性越来越明显。
本课题主要是研究利用西门子S7-200 PLC配合西门子MICROMASTER VECTOR变频器、电机等设备实现生产流水线某一部分控制电机的正向、反向以及多段调速运行,使其具备启停、调试、单选等功能。
PLC使用方便、编程简单、现场调试容易、环境要求低、抗干扰能力和可靠性能力强,结合以上特点,本课题采用软件与硬件相结合的方法,采用相对优越的设计思路,探求PLC、变频器、电机之间的控制关系,通过仿真实现以及硬件调试验证了可靠性。
关键词:PLC;变频器;多段调速;自动化;流水线AbstractThe production line is, in a certain line continuously transporting goods and handling machinery, also known as the conveying line or conveyor. Programmable logic controller (PLC), a digital electronic computers operating system, designed for applications in industrial environments , known as one of the main pillars of contemporary industrial automation. With the development of science and technology, as the basic control unit to the PLC electrical control system in modern production lines and management superiority is increasingly evident. The main subject of study with Siemens S7-200 PLC, the Siemens MICROMASTER VECTOR drive, motor and other equipment to achieve a certain part of the production line control motor forward, reverse, and multi-speed run, it has to start and stop,debugging, radio and other functions. PLC easy to use, simple to program, easy on-site commissioning, low environmental requirements, and strong anti-interference ability and reliability capabilities, combined with the above characteristics, the subject using a combination of software and hardware, the use of relatively superior design ideas, and explore the control relationship between PLC, frequency conversion and motor. It has been verified the reliability through simulation and hardware debug.Keywords: PLC; converter; multi-stage speed; automation; pipeline目录第一章绪论 (9)1.1 研究背景 (9)1.2 研究目的及意义 (9)1.3 本文的主要内容 (10)第二章生产流水线电气控制系统设计 (11)2.1 生产流水线简介 (11)2.2 设计目标 (12)2.3 设计思路及实现 (12)第三章控制系统的硬件设计 (14)3.1 西门子S7-200 PLC (14)3.1.1 PLC的组成及工作原理 (14)3.1.2 S7-200 PLC简介 (17)3.1.3 I/O地址分配 (18)3.1.4 S7-200 PLC接线图 (19)3.2 西门子MICROMASTER VECTOR变频器 (20)3.2.1 变频器的工作原理 (20)3.2.2 变频调速 (20)3.2.3 MMV变频器简介 (21)3.2.4 参数设置 (22)3.2.5 多段速控制 (22)3.2.6 变频器接线图 (23)第四章控制系统的软件设计 (25)4.1 PLC编程 (25)4.2 编程软件简介 (26)4.3 顺序控制继电器(SCR)指令 (27)4.4 程序设计 (28)4.5 仿真结果 (34)4.6 结论 (40)结语 (41)致谢 (42)参考文献 (43)第一章绪论1.1 研究背景在可编程逻辑控制器(PLC)问世之前,继电器在工业控制领域中占主导地位,继电器控制系统有体积大、功耗多、可靠性差等十分明显的缺点,尤其当生产工艺发生变化时,就必须重新设计与安装,会造成时间和资金的严重浪费。
饮料灌装生产流水线的PLC控制

饮料灌装生产流水线的PLC控制课程设计题目:饮料灌装消费流水线的PLC控制班级:姓名:指点教员:完成日期:一、设计标题饮料灌装消费流水线的PLC控制二、设计要求〔1〕系统经过开关设定为自动操作形式,一旦启动,那么传送带的驱动电机启动并不时坚持到中止开关举措或罐装设备下的传感器检测到一个瓶子时中止;瓶子装满饮料后,传送带驱动电机必需自动启动,并坚持到又检测到一个瓶子或中止开关举措.〔2〕当瓶子定位在罐装设备下时,停顿1秒,罐装设备末尾任务,罐装进程为5秒钟,罐装进程应有报警显示,5秒后中止并不再显示报警.〔3〕用两个传感器和假定干个加法器检测并记载空瓶数和满瓶数,一旦系统启动,必需记载空瓶数和满瓶数,设最多不超越99999999瓶.〔4〕可以手动对计数值清零〔复位〕.三、上交资料〔1〕开题报告〔2〕说明书四、进度布置第1周:〔1〕熟习标题,查找资料,整理资料,完成开题报告。
〔2〕停止PLC控制系统的硬件局部设计〔PLC选型及外部接线图〕。
第2周:停止PLC控制系统的软件局部设计〔控制顺序功用和梯形图设计〕。
第3周:查找缺乏,整理说明书。
总体剖析,预备争辩。
五、指点教员评语成绩:指点教员日期摘要随着工业自动化水平日益提高,众多工业企业均面临着传统消费线的改造和重新设计效果。
PLC〔可编顺序控制器〕是以微处置器为中心的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一同,近年来在工业自动控制、机电一体化、改造传统产业等方面失掉普遍运用。
作为通用工业控制计算机,其完成了工业控制范围接线逻辑到存储逻辑的飞跃,在世界工业控制中发扬着越来越重要的作用。
鉴于此,设计者应用PLC的功用和特点设计出了一款饮料灌装消费流水线控制系统。
文章刚末尾引见了PLC的相关知识,接着以饮料灌装流水线为例,采用三菱公司的FX系列可编顺序控制器,引见了PLC 在饮料灌装流水线中的运用,给出了详细的顺序设计进程。
应用PLC控制饮料灌装消费进程,可有效提高灌装消费效率,并清楚添加控制系统的牢靠性和柔性。
基于plc的生产流水线电气控制系统设计--毕业设计论文

基于plc的生产流水线电气控制系统设计--毕业设计论文基于plc的生产流水线电气控制系统设计--毕业设计论文毕业设计(论文) 常州机电职业技术学院毕业设计(论文)作者:于松学号:41340526 系部:电气工程系专业:自动化1335班题目:基于plc流水线的电气控制系统无线设计校内指导教师:企业指导教师评阅者:2016 年 5 月毕业设计(论文)中文摘要随着科学技术的不断发展,生产工艺不断提出新的要求,控制技术从手动控制到自动控制,从简单的控制设备到复杂的控制系统,从有触点的硬接线控制系统到以计算机为中心的存储控制系统。
可编程序控制器(PLC)的出现给工业控制系统带来重大变革。
本文利用学习中讲述的PLC的设计知识和方法、配合变频器、步进电机等设备实现了生产线上工作台的正向运行、反向运行以及多段速运行。
这一控制系统的实现和应用,充分体现了PLC系统在工业现场的应用,亦使其应用的范围更加广泛。
本文首先阐述PLC及其工作原理,进而基于三菱FX2N系列PLC软件而设计的生产流水线控制系统的方案。
关键词:三菱PLC,台达变频器,变革,生产流水线控制系统(小4号黑体)前言在生厂过程、科学研究和其它产业领域中,电气控制技术的应用都是十分广泛的。
在机械设备三的控制中,电气控制亦比其它的控制方法使用的更为普遍。
随着科学技术日新月异的发展,特别是大规模集成电路的问世和微处理机技术的应用,出现了可编程序控制器(PLC),使电气控制技术进入了一个崭新的阶段。
可编程控制器简称PC(Programmable Controller),它经历了可编程序矩阵控制器PMC、可编程序顺序控制器PSC、可编程序逻辑控制器PLC(Programmable Logic Controller)和可编程序控制器PC几个不同时期,为与个人计算机PC 相区别,现在仍然沿用可编程序逻辑控制器这个老名字。
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置,它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
毕业设计--生产线产品产量自动计数器电路设计[管理资料]
![毕业设计--生产线产品产量自动计数器电路设计[管理资料]](https://img.taocdn.com/s3/m/90f2c4f9581b6bd97e19ea0c.png)
江西航空职业技术学院毕业设计说明书(论文)课题名称:生产线产品产量自动计数器电路设计航空电子设备维修专业081331班学生姓名:赵繁学号29指导老师:姚卫华技术职称______________2011年 4 月 2 日江西航空职业技术学院毕业设计(论文)任务书学生姓名:赵繁班级:081331(论文)题目:生产线产品产量自动计数器电路设计(论文)使用的原始资料数据及设计技术要求:1、电子技术基础实验;2、数字电子技术基础本设计要求发光器件和光接收器件之间的距离大于1m,最大计数值为99,每计数100,用灯闪烁2s指示一下,LED数码管显示计数值,可上电自动复位和外部手动人工复位。
(论文)工作内容及完成时间:此设计采用组合与时序逻辑电路,采用模块化方法设计电路图。
每计数一百LED灯闪烁2s,同时蜂鸣器发出响声作为提示音。
日期:自2010年12月15日至2011年4月2日指导老师评语:_____________________________________________________________________________ _____________________________________________________________________________ _____________________________________________________________________________ _____________________________________________________________________________ _________________________________________________________指导老师:_______________ 系主任:____________摘要电子计数器在科学技术领域、工农业生产以及日常生活中发挥着越来越重要的作用。
饮料罐装生产流水线电气控制

(3) 用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
(4) 可以手动对计数值清零(复位)。
四、PLC设计···········································9
1、选择PLC············································9
2、I/O点的编号分配和PLC外部接线图·······················10
3、控制面板图·········································11
一、设计任务
1、课题内容
饮料罐装生产流水线梯形图控制程序设计并画出电气线图。
2、控制要求
(1) 系统通过开关设定为自动操作模式、手动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
目录
一、设计任务··········································2
1、课题内容···········································2
2、控制要求···········································2
本系统电镀生产线采用了传送带,传送带用一台电动机控制,同时用变频器对电机平滑调速。
1、生产工艺及流程
基于PLC的饮料灌装生产流水线控制系统的设计论文

基于PLC的饮料灌装生产流水线控制系统的设计摘要PLC 随着计算机和网络通讯技术的发展,企业对生产过程的自动控制和信息通讯提出了更高的要求。
饮料生产线比较复杂,生产环节也很多。
其中饮料的灌装就是饮料生产线上重要的生产环节。
控制系统主要由一台PLC、交流异步电机、液罐、多个灌装状态检测传感器、故障报警蜂鸣器、产量统计显示器等组成。
其中电机用来控制运送饮料瓶的传送带部分。
本控制系统有两个特点:一是输入、输出设备比较多;二是所需实现的控制是顺序逻辑控制、模块控制以及计算统计功能。
西门子S7-300系列PLC在模块控制、高速计数和计算方面的功能较强,实现比较方便。
因此本系统选用了S7-300型号的PLC进行控制,既满足了控制系统所需的I/O点数,又满足了被控对象的控制要求。
采用PLC控制饮料灌装生产线,实现了饮料生产线的自动化、智能化。
对劳动生产率的提高,饮料质量和产量的提高具有深远的意义。
关键词S7-300可编程序控制器(PLC)/自动化/智能化基于PLC的饮料灌装生产流水线控制系统的设计第1章课题背景研究1.1饮料灌装生产流水线的概述近年来,饮料工业发展迅猛,碳酸饮料、果汁饮料、蔬菜汁饮料、含乳饮料、瓶装饮用水、茶饮料等品种不断丰富,产量上的飘红,使得对设备市场的需求也呈牛市。
国外灌装与封口设备向高速发展世界灌装机向高速、多用、高精度方向发展,目前部分灌装生产线已可以在玻璃瓶与塑料容器(聚酯瓶)、碳酸饮料与非碳酸饮料、热灌装与冷灌装等不同要求和环境下作用。
目前碳酸饮料灌装机灌装速度最高已达2000罐/分,德国H&K公司灌装机的灌装阀多达165头,SEN公司144头,Krones公司178头,灌装机直径大至5米,灌装精度0.5ml以下。
非碳酸饮料灌装机灌装阀50~100头,灌装速度最高达1500罐/分,灌装机料槽转速20~25转/分,速度提高1倍。
可以进行茶饮料、咖啡饮料、豆乳和果汁饮料等多种饮料的热灌装,国外热灌装饮料封口后不再进行二次杀菌。
Allegro Design Entry HDL
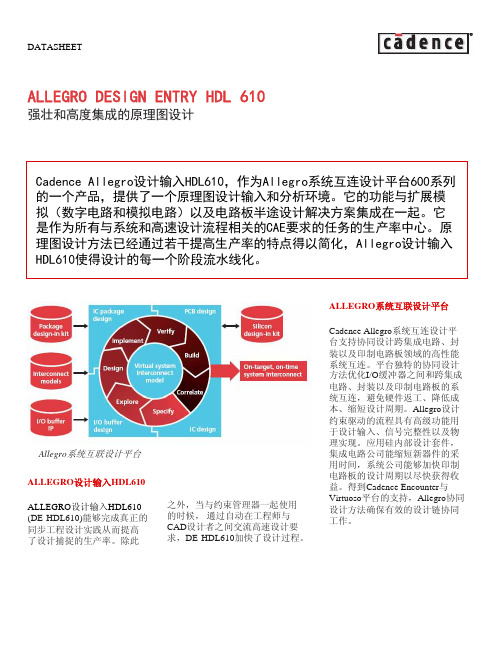
DATASHEETALLEGRO DESIGN ENTRY HDL 610强壮和高度集成的原理图设计Cadence Allegro设计输入HDL610,作为Allegro系统互连设计平台600系列的一个产品,提供了一个原理图设计输入和分析环境。
它的功能与扩展模拟(数字电路和模拟电路)以及电路板半途设计解决方案集成在一起。
它是作为所有与系统和高速设计流程相关的CAE要求的任务的生产率中心。
原理图设计方法已经通过若干提高生产率的特点得以简化,Allegro设计输入HDL610使得设计的每一个阶段流水线化。
Allegro系统互联设计平台ALLEGRO系统互联设计平台Cadence Allegro系统互连设计平台支持协同设计跨集成电路、封装以及印制电路板领域的高性能系统互连。
平台独特的协同设计方法优化I/O缓冲器之间和跨集成电路、封装以及印制电路板的系统互连,避免硬件返工、降低成本、缩短设计周期。
Allegro设计约束驱动的流程具有高级功能用于设计输入、信号完整性以及物理实现。
应用硅内部设计套件,集成电路公司能缩短新器件的采用时间,系统公司能够加快印制电路板的设计周期以尽快获得收益。
得到Cadence Encounter与Virtuoso平台的支持,Allegro协同设计方法确保有效的设计链协同工作。
ALLEGRO设计输入HDL610ALLEGRO设计输入HDL610(DE-HDL610)能够完成真正的同步工程设计实践从而提高了设计捕捉的生产率。
除此之外,当与约束管理器一起使用的时候,通过自动在工程师与CAD设计者之间交流高速设计要求,DE-HDL610加快了设计过程。
优点•高度集成、规则驱动的设计流程与Allegro 集成在一起DE-HDL610与Allegro 印制电路板编辑器之间的集成使得DE-HDL610成为设计者使用印制电路板编辑器进行物理设计的原理图编辑器的正确选择。
特性流程编辑器允许你配置哪个特性流程从原理图到电路板,哪个特性应当从电路板反标注回原理图。
饮料灌装生产流水线

现代控制技术及PLC控制课程设计姓名学号201班级机电1专业机械电子院别机械工程学院指导教师2013年7月5日录目引言 (3)第一章总体设计方案 (4)1.1 系统设计程序的基本结构 (4)1.1.1系统控制结构图 (4)1.1.2 饮料灌装流水线的基板结构图 (5)1.2 灌装流水线的工作原理 (5)1.3 方案的比较选择 (5)第二章硬件控制设计 (6)2.1 PLC的选择 (6)2.1.1 PLC的结构与特点 (6)2.1.2 选择PLC (6)2.2 传感器的选择 (7)第三章软件控制设计 (7)3.1系统流程图 (7)3.2 主电路接线图 (8)3.3 I/O接线图 (9)3.4 梯形图 (9)3.5 语句表 (11)第四章调试说明 (13)结论 (15)参考文献 (15)引言目前,饮料的灌装生产已经实现自动化,为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正向缩短生产周期、降低成本、提高生产质量等方面发展。
因此,饮料厂的自动化灌装生产线中有越来越多的机器在使用先进的灌装技术来提高机器的自动化控制水平和生产效率。
而应用PLC完成电气部分的控制是工业自动化电气控制的主要发展方向。
本次课设主要介绍全自动灌装生产线的基本概念。
全自动灌装生产线是由数台自动灌装机械经控制系统进行集中控制,并按照各自功能完成一定任务进行顺序、连续生产的一系列机器组合。
通过对饮料罐装自动控制的介绍,使我们对灌装这个行业有了更深的了解,也对自动化这个名词有了进一步的了解。
我国的饮料罐装自动化相对于西方发达国家来讲还有很大的差距。
设备陈旧,技术落后,成为阻碍我们灌装行业发展的一个严重问题。
鉴于这些问题,我国企业不断发展自身的实力,逐步朝着生产高速化、设备结构合理化、设备的多功能化、设备的绿色化、控制的智能化等方向发展出适合自己需求的产品来。
本次课设就是朝着这个方向进行研究和设计。
传统的饮料罐装生产线的电气设备控制系统是传统的继电器——接触器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查找故障点。
ADC参考电压和电流
用于Pipeline ADC的参考电压和参考电流的电路系统美国模拟器件(上海代表处)宋浩然摘要 – 稳定、精密的参考电压和参考电流是pipeline ADC电路中必不可少的。
尤其是系统工作在高速转换的情况下,设计如此的参考系统更成为电子工程师的挑战。
本文通过系统的设计方法,详细地介绍了参考电压电流系统的设计流程。
最后,测试的结果验证了本文描述的系统的精度以及设计方法的高效性。
关键字:电源,模数转换器、参考电压、参考电流、系统设计方法I. 简介目前许多通讯系统中需要高速、高分辨率的模数转换器。
相比较其他结构的ADC,流水线结构(pipeline)的ADC具有速度和功耗的优势。
在每一级量化器和余量增益放大器都需要精密的参考电压。
尤其是在多级并带有很大电容负载的高分辨率ADC上,增加了参考电压的负载。
因此在高速、高分辨率的流水线ADC,精密的参考电压必须要有缓冲器来保证一定的精度和建立时间,对于高速系统,需要参考电压保持精度和速度的情况下对电容进行充放电,这对电路设计工程师来说是一个很大的挑战。
这也是很多高速ADC一般都采用外部的参考电压或参考电流的原因。
因此本文着重于在此工作条件下参考电压和参考电流的设计,同时也贯穿了系统设计的方法。
文章从设计目标到芯片测试,描述了整个设计流程。
这种设计方法对模拟电路设计自动化也很有借鉴意义,尤其是对模拟电路的拓扑选择和产生。
本文所描述的参考系统在实际的ADC电路中实现,测试结果显示电源抑制比和温度特性比较好,非常成功的集成在10bit采样率40MSPS的pipeline ADC中。
本文第二节描述系统的架构,第三节详细介绍系统的电路实现,第四节给出了测试结果,最后总结了本文的工作。
II电路架构设计整个电路系统是为pipeline ADC产生对工作电源电压、生产工艺和工作温度都不敏感的参考电压和电流。
带隙基准源(Bandgap)是在CMOS工艺中常用的对温度不敏感的结构,系统中还需有电压电流转换电路(V/I converter)。
啤酒自动灌装生产流水线
·本科毕业设计(论文)题目啤酒自动灌装生产流水线控制系统的设计学生姓名崔译丹学号201433070001教学院系电气信息学院专业年级电气工程及其自动化2014级(双)指导教师方玮职称讲师单位西南石油大学辅导教师职称单位完成日期2016年05月19日Southwest Petroleum University Graduation ThesisThe Design of Automatic Beer Filling Production LineControl SystemGrade:2014Name:Cui yidanSpeciality:Electrical Engineering and AutomationInstructor:Fang weiSchool of Electrical Engineering and Information2016-5摘要本文主要介绍的是基于三菱FX2N-64MR PLC的啤酒自动灌装生产流水线的设计。
该系统的设计包括硬件设计和软件设计,其中硬件设计包括三菱FX2N-64MR PLC 外部电路的设计;软件部分包括程序的设计与调试。
在本设计中,包括自动控制和手动控制,选择适当的清洗机,灌装机,封盖机,包装机以及光电传感器实现了清洗、灌装、封盖、包装、检测等功能。
形成快速一体的自动灌装系统。
本设计中使用了计数器分别对合格品与不合格品进行检测,并设置了红灯绿灯便于操作者观察,另外,为了保证系统在出现意外故障时,能够得到很好的解决,系统还配置了急停开关等。
对于检查出的不合格产品采用推出装置将其移走。
并运用组态王软件实现了对整个自动灌装系统的实时监控,可以更好的了解和调整生产工艺及控制程序。
关键词:啤酒灌装;三菱FX2N-64MR PLC;组态王;AbstractThis article introduce The design of automatic beer filling production line control system that based on Mitsubishi FX2N-64MR PLC(Programmable Logic Controller Programmable Logic Controller). In my design, it include two parts about hardware and software. The hardware parts include the design of the external circuit of Mitsubishi FX2N-64MR PLC. The software part includes the design and debugging of the program.In this design, including automatic control and the manual control, I select the appropriate cleaning machine, filling machine, capping machine, packaging machine and photoelectric sensor realized washing, filling, sealing, packaging, testing and other functions. They form an automatic filling system with rapid integration. This design using the counter respectively for qualified products and unqualified products were detected, and set up a red light green light is convenient for the operator to observe. In addition, in order to ensure the system in the unexpected failure, can get very good solution, the system is also equipped with emergency stop switch. To check out the unqualified products using the launch device to move away. And the use of configuration software to realize the real-time monitoring of the automatic filling system, can better understand and modify the production process and control program.Keywords:Beer Filling;Mitsubishi FX2N-64MR PLC;Kingview目录1 绪论 (1)1.1 设计目的与意义 (1)1. 2 国内发展趋势 (1)1. 3本设计的主要任务 (1)2 总体设计方案 (3)2.1 啤酒灌装生产流水线的基本结构 (3)2.2 啤酒灌装生产流水线的工作原理 (4)3 系统硬件设计 (5)3.1 选择电气元件 (5)3.1.1 电动机的选择 (5)3.1.2清洗灌装封盖打包设备的选择 (5)3.1.3传感器的选择 (7)3.1.4 热继电器的选择 (8)3.1.5 接触器的选择 (9)3.1.6 低压断路器和熔断器的选择 (9)3.1.7 信号电器的选择 ........................................................................................... (9)3.2 选择PLC ................................................................................................................ ..103.2.1 PLC的I/O分配表 ....................................................................................... ..113.2.2 PLC端口接线图........................................................................................... ..123.3主电路的设计 ........................................................................................................ ..124 系统程序的设计 (14)4.1系统流程图 (14)4.2 梯形图 (14)4.2.1 手动灌装流水线程序 (16)4.2.2 自动灌装流水线程序 (20)西南石油大学本科毕业设计(论文)5 系统组态设计 (25)5.1制作过程 (25)5.1.1 创建新工程 (25)5.1.2 构建数据词典 (26)5.1.3 组态画面和动画连接 (27)5.2组态设计运行和调试 (29)6 总结 (33)谢辞 (34)参考文献 (35)附录A 主电路接线图 (36)附录B PLC外部电路接线图 (37)附录C 梯形图 (38)啤酒自动灌装生产流水线控制系统的设计1 绪论1.1设计目的与意义传统的啤酒灌装生产线的电气设备控制系统是传统的继电器——接触器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查找故障点。