POCO技术手册_第9章
poco铂科手册

poco铂科手册【实用版】目录1.Poco 铂科手册概述2.手册的主要内容3.手册的使用方法和技巧4.Poco 铂科手册的优点和特点5.总结正文Poco 铂科手册是一款集各种实用功能于一身的在线工具书,为用户提供了丰富的信息资源。
它包含了许多实用工具,如词典、计算器、转换器等,方便用户在日常生活中快速查询和使用。
下面,我们来详细了解一下 Poco 铂科手册的主要内容、使用方法和技巧、优点和特点。
一、Poco 铂科手册概述Poco 铂科手册是一款面向广大用户的在线工具书,包含了各种实用工具和信息资源。
用户无需下载和安装任何软件,只需访问官网即可使用。
它旨在为用户提供方便、快捷、全面的信息服务,满足用户在生活、学习、工作中的各种需求。
二、手册的主要内容Poco 铂科手册主要包括以下几类实用工具:1.词典:提供了多种语言的词典查询服务,方便用户进行语言学习、翻译等工作。
2.计算器:包括各种计算器,如科学计算器、财务计算器等,满足用户在数学计算、财务分析等方面的需求。
3.转换器:支持多种单位转换,如长度、面积、体积、温度、货币等,方便用户进行各种换算。
4.其他实用工具:还包括一些生活实用工具,如菜谱、星座运势、心理测试等,丰富用户的日常生活。
三、手册的使用方法和技巧要使用 Poco 铂科手册,用户只需访问官网,即可看到各种工具的入口。
点击相应的工具,即可快速进行查询和使用。
为了提高使用效率,用户可以收藏自己喜欢的工具,方便下次直接访问。
此外,用户还可以通过搜索功能,快速找到自己需要的工具和信息。
四、Poco 铂科手册的优点和特点1.功能丰富:包含了各种实用工具和信息资源,满足用户在生活、学习、工作中的各种需求。
2.使用方便:无需下载和安装任何软件,只需访问官网即可使用,操作简单易懂。
3.更新及时:网站会定期更新工具和信息资源,确保用户使用的是最新、最准确的内容。
4.绿色环保:在线使用,无需下载,节省资源,降低环境污染。
POCO技术手册_1前言
前言您可以选用多种电极材料进行电火花加工。
但是电极选材取决于技术数据,因为电极的性能和加工者的技能会极大程度的影响加工结果。
正因为您可以选择多种品牌和不同等级的电极材料,所以对材料进行评估并做出决定就相当困难。
不同等级的EDM石墨外观可能差别很大,但其属性和特性的差别很难分辨。
而决定电极性能的恰恰就是石墨的属性和特性。
对加工者而言,材料属性差异越小,选材就越困难。
为了帮助用户选择正确的电极材料,POCO对原先的技术手册进行修订,增加了《实用电极选材指导手册》的部分内容。
本修订版向用户提供以下重要信息:l电火花加工基本原理l电极材料、其属性和特性l正确选材实用指导方针l影响电极选材因素分析l电极加工指导原则l电火花加工术语汇编l POCO客观比较测试项目注释l POCO各级EDM石墨性能图表本手册有助于增强加工者的技能、提高加工效率和生产力、增加贵公司的利润。
石墨电极对大多数人而言,石墨——碳的一种形式——一直是用于铅笔和润滑剂的。
直到20世纪60年代末,人们才公认石墨用于电火花加工,是出色的电极材料。
早期,人们并不了解石墨属性和特性的差异,也不知道这种差异对电火花加工的影响。
1964年,POCO石墨有限公司推出了其各向同性的石墨电极材料。
它拥有独一无二的优异品质:微粒小、强度高、结构均匀。
POCO的专家们认为,该石墨质量卓越,必将在蓬勃发展的电火花加工业中大展身手。
引进POCO石墨后,电火花加工的性能及其生产率大幅度提高,这让POCO公司和行业同仁都叹为观止。
5年后,POCO建立了EDM测试实验室,开始对POCO石墨和其它电极材料进行全面测试。
POCO使用的方法是独特而客观的。
试验的客观性要求实验员严格控制实验参数,保证各类材料比较数据的有效性。
缺乏严格控制的实验往往无法保证其客观性,因此产生的数据是无效的。
20多年过去了。
其间,我们做了2万多次试验。
虽然没有解决所有的问题,但POCO 可能是当今世界拥有最多电极比较测试数据的公司,而且对电极如何作用于工件也有了更好的理解。
POCOMAKER教程

3.生成图片质量要求
<1> 低:以低质量来显示生成后的图片。 <2> 中:以中质量来显示生成后的图片。 <3> 高:以高质量来显示生成后的图片。
4.批量添加按钮功能设置
<1> 每页一幅图:在批量添加的时候显示的是每页只有一幅图片。 <2> 每页两幅图:在批量添加的时候显示的是每页两幅图。
5.其他设置
•
在菜单栏中选择“ 杂志制作”选项,将会出现以下下拉菜单:
•
编辑内容选项:在“杂志制作”选项的下拉菜单中选择“编辑内容”
选项,或者在“ 杂志制作”中按下“Shift+E ”快捷键,那么在编辑框中 将会转向第一步的内容编辑模块,进行杂志内容的编辑。
•
封面和音乐选项:在“ 杂志制作”选项的下拉菜单中选择“封面和
3.整批导入:将图片进行批量的插入,根据用户是否选择一页显示两幅 图片还是显示一页显示一幅图片来进行图片的添加。
4.图片设置:
(1) 原始大小:从当前页开始,系统不对图片进行任何的处理,直接 将原图显示在杂志中。 (2) 拉伸至整页:从当前页开始,将图片拉伸到一个杂志页面,不是 比例拉伸。 (3) 按比例缩放:从当前页开始,将图片拉伸到一个杂志 的页面,但是是按照一定的比例来拉伸。
�顶端 返回帮助首页
•
在刚启动的程序中您将看到以下的画面:
1.在左边插入图片按钮框中有2个按钮
(1) 单张图片:在左边当前位置插入一张图片,如果右边有图片,那 么将只是显示在左半页中;如果右边没有图片将会填充整个页面。 (2) 多张图片:在左边当前位置开始插入多张图片, 如果右边有图片, 那么将只是将图片显示在左半页中;如果右边没有图片将会填充整个页 面。
poco库使用手册

POCO库是一个强大的跨平台C++库,可用于编写多平台的网络应用程序。
该库支持多种平台,包括桌面端、服务端、移动端、物联网和嵌入式系统等。
使用POCO库可以带来许多优势。
首先,它支持跨平台,这意味着您编写的应用程序可以在多个平台上运行而无需修改代码。
其次,POCO库具有出色的性能表现,它经过优化以提供高效的内存管理和网络通信。
此外,POCO库还具有易于使用的API,使得开发人员可以轻松地集成到项目中。
POCO库的功能非常丰富,包括数据存储、网络编程、多线程处理、日志记录和XML 解析等。
这些功能可以帮助您快速构建功能强大的应用程序。
此外,POCO库还提供了灵活的模块化设计,使您可以根据需要仅包含所需的模块,从而减小应用程序的大小。
总之,POCO库是一个功能强大、易于使用且跨平台的C++库,非常适合开发人员构建多平台的网络应用程序。
使用POCO库可以加速开发过程,提高应用程序的性能和可靠性。
POCO技术手册_第1章
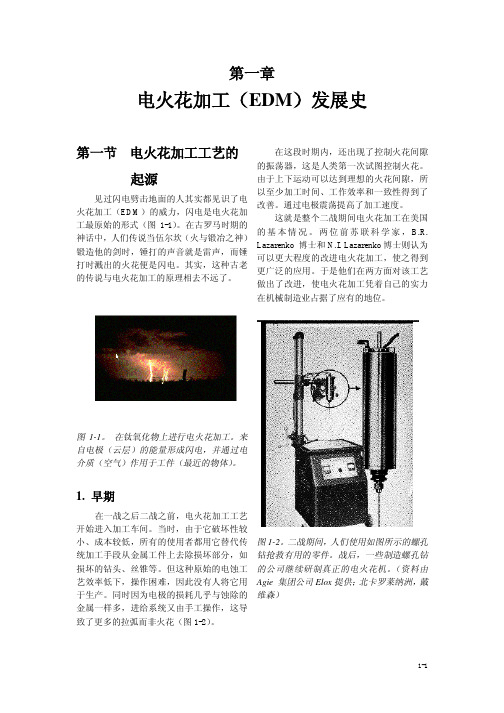
第一章电火花加工(EDM)发展史第一节电火花加工工艺的起源见过闪电劈击地面的人其实都见识了电火花加工(EDM)的威力,闪电是电火花加工最原始的形式(图1-1)。
在古罗马时期的神话中,人们传说当伍尔坎(火与锻冶之神)锻造他的剑时,锤打的声音就是雷声,而锤打时溅出的火花便是闪电。
其实,这种古老的传说与电火花加工的原理相去不远了。
图1-1。
在钛氧化物上进行电火花加工。
来自电极(云层)的能量形成闪电,并通过电介质(空气)作用于工件(最近的物体)。
1. 早期在一战之后二战之前,电火花加工工艺开始进入加工车间。
当时,由于它破坏性较小、成本较低,所有的使用者都用它替代传统加工手段从金属工件上去除损坏部分,如损坏的钻头、丝锥等。
但这种原始的电蚀工艺效率低下,操作困难,因此没有人将它用于生产。
同时因为电极的损耗几乎与蚀除的金属一样多,进给系统又由手工操作,这导致了更多的拉弧而非火花(图1-2)。
在这段时期内,还出现了控制火花间隙的振荡器,这是人类第一次试图控制火花。
由于上下运动可以达到理想的火花间隙,所以至少加工时间、工作效率和一致性得到了改善。
通过电极震荡提高了加工速度。
这就是整个二战期间电火花加工在美国的基本情况。
两位前苏联科学家,B.R. Lazarenko 博士和N.I. Lazarenko博士则认为可以更大程度的改进电火花加工,使之得到更广泛的应用。
于是他们在两方面对该工艺做出了改进,使电火花加工凭着自己的实力在机械制造业占据了应有的地位。
图1-2。
二战期间,人们使用如图所示的螺孔钻抢救有用的零件。
战后,一些制造螺孔钻的公司继续研制真正的电火花机。
(资料由Agie 集团公司Elox提供;北卡罗莱纳洲,戴维森)科学家们做出的第一项发明就是引进RC阻容张弛电路,从而对脉冲时间的控制提供了可靠的方式(图1-3)。
并由此发现了电极与工件之间的最佳距离,取得最大的切削速度。
而第二项改革是给电火花机增加一个简单的侍服控制电路,使它能够自动确定并保持设定的火花间隙。
poco铂科手册

Poco铂科手册一、Poco铂科简介在本节中,我们将介绍Poco铂科的背景和基本情况。
1.1 公司背景Poco铂科是一家创新科技公司,致力于提供高质量的移动设备和互联网服务。
公司成立于XXXX年,总部位于XXXXX,目前已经发展成为互联网行业的领军企业之一。
1.2 产品特点Poco铂科的产品以高性能和良好的用户体验而闻名,具有以下特点: - 强大的处理能力 - 先进的摄像技术 - 高清晰度的显示屏 - 长续航能力 - 精美的设计和制造工艺1.3 公司使命Poco铂科致力于为消费者提供创新、实用和高品质的移动设备和互联网服务,帮助用户畅享数字化生活。
二、Poco铂科手册概述本节中,我们将对Poco铂科手册的内容、目的和使用方法进行概述。
2.1 手册内容Poco铂科手册包含以下主要内容: 1. 产品介绍:详细介绍公司旗下的各类移动设备和相关配件。
2. 使用指南:提供详细的设备使用说明和技巧。
3. 常见问题:列出常见问题及解决方法,以帮助用户迅速解决设备使用中的疑难问题。
4. 售后服务:介绍售后服务政策和流程。
5. 客户支持:提供联系方式,方便用户与客户支持团队进行沟通和解决问题。
2.2 手册目的Poco铂科手册旨在为用户提供全面、详细、准确的产品信息和使用指导,帮助用户更好地了解和使用Poco铂科的产品。
2.3 手册使用方法用户在使用Poco铂科产品时,可以按照以下步骤使用手册: 1. 阅读产品介绍,了解Poco铂科产品的特点和功能。
2. 在使用设备过程中遇到问题时,查阅使用指南,按照说明操作或采取相应的解决方法。
3. 如遇到无法解决的问题,可查看常见问题,尝试寻找解决方案。
4. 如果问题依然无法解决,可联系客户支持团队,寻求专业的技术支持和解答。
5. 在购买Poco铂科产品后,如需售后服务,可参考手册中的售后服务政策和流程。
三、产品介绍本节中,我们将介绍Poco铂科的主要产品系列及其特点。
poco铂科手册
poco铂科手册【Poco铂科手册】——探索引领智慧科技新风尚一、概述Poco铂科作为一家知名的智能科技公司,以其高性能、高品质的手机产品闻名于世。
本手册旨在为用户提供关于Poco铂科手机的详细介绍和技术知识,帮助用户更好地了解和使用Poco铂科手机。
二、产品特点1. 高性能处理器:Poco铂科手机采用领先的处理器技术,提供出色的计算和图形性能,使用户能够畅享流畅的操作和游戏体验。
2. 智能摄影系统:Poco铂科手机配备卓越的摄影系统,拥有多重摄像头配置和一流的图像处理技术,让用户能够拍摄出清晰、细腻的照片和视频。
3. 高清显示屏:Poco铂科手机配备高分辨率的显示屏,呈现出色的视觉效果,让用户能够欣赏到更加生动逼真的画面。
4. 大容量电池:Poco铂科手机搭载大容量的电池,并支持快速充电技术,让用户能够更长时间地使用手机而无需频繁充电。
5. 安全与隐私保护:Poco铂科手机采用多层次的安全防护技术,保护用户的手机和个人数据安全,防范各类网络威胁和恶意攻击。
三、手机型号介绍1. Poco铂科 X系列:代表着Poco铂科的旗舰产品系列,拥有最高性能和最先进的技术配置,适合对手机性能要求较高的用户。
2. Poco铂科 M系列:注重出色的拍照能力和良好的续航表现,适合喜爱拍照和追求长续航时间的用户。
3. Poco铂科 C系列:以实惠的价格和全面的功能配置而闻名,适合初次接触Poco铂科手机的用户或预算较为有限的用户。
四、使用技巧与功能介绍1. 多任务处理:Poco铂科手机支持分屏多任务处理,使用户能够同时使用多个应用程序,提高工作效率。
2. 手势导航:Poco铂科手机支持全面屏手势导航,用户可以通过滑动屏幕完成返回、主页和最近任务等操作,简化操作流程。
3. 智能助手:Poco铂科手机搭载智能助手功能,能够提供个性化的服务和建议,帮助用户更好地管理生活和工作。
4. 游戏加速:Poco铂科手机通过软硬件优化,提供出色的游戏性能和流畅的游戏体验,支持游戏加速功能,减少卡顿和延迟。
poco断言用法 -回复
poco断言用法-回复Poco断言用法是一种经常被使用的软件测试技术,它可以在测试中对代码的预期结果进行验证,确保代码的正确性和稳定性。
在本文中,我将为您详细介绍Poco断言的用法,并逐步回答您关于这个主题的问题。
第一部分:什么是Poco断言?Poco断言是Poco C++库中的一个重要功能,它用于在测试时验证代码的预期结果是否正确。
断言提供了一种简洁而有效的方法,用于测试代码的行为和结果。
使用断言可确保代码中没有错误,同时也是一种节省时间和精力的方式。
第二部分:Poco断言的优势和特点1. Poco断言提供了一种轻量级的方式,在编写测试用例时进行预期结果的验证。
2. 断言可以快速发现和纠正错误,提升代码的质量和稳定性。
3. Poco断言提供了一系列的断言宏,方便开发人员编写和维护测试代码。
4. 使用断言可以节省时间和精力,因为它可以自动验证代码的正确性,减少手动的测试工作。
第三部分:Poco断言的用法1. 引入头文件:在测试代码中引入Poco断言的头文件,例如:cpp#include <Poco/Assert.h>2. 使用断言宏:Poco断言提供了多种断言宏,用于不同的测试场景。
以下是几个常用的断言宏的例子:- Poco_ASSERT(expr):断言一个表达式的值为真。
- Poco_ASSERT_EQUAL(x, y):断言两个值相等。
- Poco_ASSERT_NOT_EQUAL(x, y):断言两个值不相等。
- Poco_ASSERT_APPROXIMATELY_EQUAL(x, y, tolerance):断言两个浮点数的差值在给定的容差范围内。
3. 举例使用断言宏:以下是一个使用Poco断言进行测试的示例:cppvoid testCalculateArea(){Rectangle rect(5, 10);Poco_ASSERT_EQUAL(rect.calculateArea(), 50);}在上面的示例中,我们定义了一个测试用例testCalculateArea,使用Poco_ASSERT_EQUAL断言宏验证矩形的面积是否等于50。
Poco入门介绍
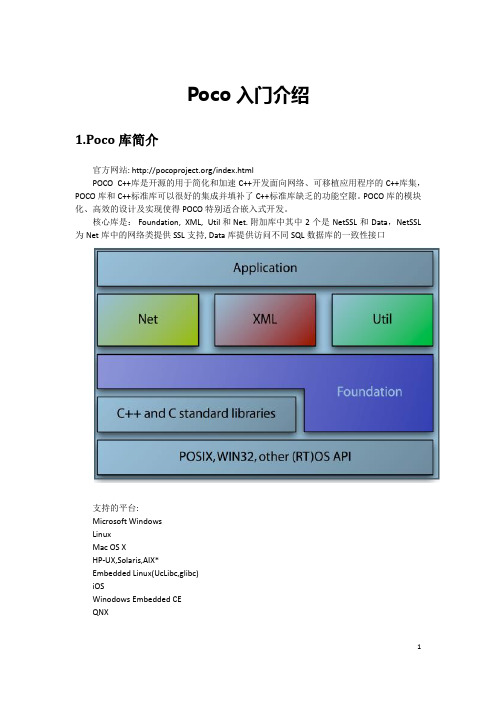
Poco入门介绍1.Poco库简介官方网站: /index.htmlPOCO C++库是开源的用于简化和加速C++开发面向网络、可移植应用程序的C++库集,POCO库和C++标准库可以很好的集成并填补了C++标准库缺乏的功能空隙。
POCO库的模块化、高效的设计及实现使得POCO特别适合嵌入式开发。
核心库是: Foundation, XML, Util 和 Net. 附加库中其中2个是NetSSL和Data,NetSSL 为Net库中的网络类提供SSL支持, Data库提供访问不同SQL数据库的一致性接口支持的平台:Microsoft WindowsLinuxMac OS XHP-UX,Solaris,AIX*Embedded Linux(UcLibc,glibc)iOSWinodows Embedded CEQNX2.常用功能点> Any and DynamicAny classes> Cache framework> Cryptography (cryptographic hashes, encryption based on OpenSSL)> Date and Time classes> Events (signal/slot mechanism) and notifications framework> FTP client for transferring files> Filesystem classes for platform-independent path manipulation,directory listing and globing > HTML form handling> HTTP server and client (also secure), C++ Server Page Compiler> Logging framework> Multithreading: basic threads and synchronization and advanced facilities (thread pool, active objects, work queues, etc.)> POP3 client for receiving mail> Platform Abstraction: write once, compile and run on multiple platforms> Processes and IPC> Reactor framework> Regular expressions (based on PCRE)> SMTP client for sending mail> SQL database access (SQLite, MySQL, ODBC)> SSL/TLS support based on OpenSSL> Shared library and class loading>Smart pointers and memory management (buffer, pool)> Sockets and raw sockets> Stream classes for Base64 and HexBinary encoding/decoding, compression (zlib), line ending conversion, reading/writing tomemory, etc> String formatting and string utilities> TCP server framework (multithreaded)> Text encodings and conversions> Tuples> URI handling> UTF-8 and Unicode support> UUID handling and generation> XML parsing (SAX2 and DOM) and XML generation> Zip file manipulation2.编译安装2.1 windows下的编译安装2.1.1 Visual Studio 2008 下的编译安装---省略演示2.1.2 Eclipse 下的编译安装---演示为主1.安装MinGW+msys cygwin2.安装eclipse3.设置eclipse编译工具链2.2 unix/linux平台下的编译安装主要步骤如下:1.2.3.HelloWorld 开发自己的第一个应用3.1构建自己的工程a.创建工程目录hellWorldb.创建目录include src 目录helloWorld/include/srcMakefilec. 创建hellWorld.cpp文件3.2编写Makefile警告:Objects,target,target_version,target_libs变量最末尾一定不能有空格,否则编译会出现异常3.3 编译Gmake shared_release3.4 运行3.5 调试4.核心模块介绍4.1.跨平台编译包编译脚本目录$POCO_BASE/build常见的修改:POCO_BASE 定义poco代码目录OSARCH_64BITS =1 定义64位编译模式SRCDIR = src makefile与.cpp的位置INCDIR = include .h文件夹LIBDIR = lib lib文件夹BINDIR = bin bin文件夹OBJDIR = obj/$(OSNAME)/$(OSARCH)DEPDIR = .dep/$(OSNAME)/$(OSARCH)LIBPATH = $(POCO_BUILD)/$(LIBDIR)BINPATH = $(POCO_BUILD)/$(COMPONENT)/$(BINDIR) -->建议改为$(BINDIR)OBJPATH = $(POCO_BUILD)/$(COMPONENT)/$(OBJDIR)-->可以不用管)$(OBJDIR)DEPPATH = $(POCO_BUILD)/$(COMPONENT)/$(DEPDIR)-->依赖文件目录)$(DEPDIR)系统自带的编译指令:all: $(DEFAULT_TARGET)all_static: static_debug static_releaseall_shared: shared_debug shared_releaseall_debug: static_debug shared_debugall_release: static_release shared_release自定义编译指令:CFLAGS += -gCXXFLAGS += -gPOCO_FLAGS +=COMMONFLAGS = -DPOCO_BUILD_HOST=$(HOSTNAME) $(POCO_FLAGS)添加额外的头文件路径:POCO_ADD_INCLUDE += $(ORACLE_HOME)/precomp/public $(ORACLE_HOME)/rdbms/public $(ORACLE_HOME)/rdbms/demoPOCO_ADD_LIBRARY +=$(ORACLE_HOME)/$(OraLib)添加额外的链接库非POCO编译出来的库SYSLIBS +=-locci -lclntsh编译方式:gmake shared_releasegmake shared_debuggmake static_releasegmake static_debuggmake all_releasegmake all_debuggmake all4.2.Foundation库4.2.1 core 模块a.Platform abstraction1.统一了各个平台的数据类型比如long ,int ,long long 等,参考types.h2.平台的big-endian和little-endian 参考ByteOrder.h3.平台类型相关信息platform.hb. Memory Management1.智能指针(smart pointer)和共享指针(shared pointer) 参考AutoPtr.h,SharedPtr.h2.据以引用计数器的垃圾回收机制AtomicCounter.h,refCountedObject.h3.单件类(singleton objects) SingletonHolder.hc.String Utilities字符串的比较(大小写转换,大小写无关转换,去除空白符号,字符转换和连接,分拆),参考String.h,StringTokenizer.hd.Error Handling1. 断言类,类似assert,主要使用宏断言,比如poco_asert(myPtr);参考Bugcheck.h2.异常类, 了解Poco::exception结构,使用POCO_DECLARE_EXCEPTION宏,参考Exception.h4.2.2.streamspass4.2.3.Threadingpass4.2.4.DateTimea.Timestamp 微秒级精度,对gettimeofday()封装,参考Timestamp.hb.Stopwatch 计时器,参考Stopwatch.hc.DateTime 日历时间,参考DateTime.hd.日历时间的格式转换DateTimeFormat,DateTimeFormatter,DateTimeParser 等e.日历时区Timezonef.本地时间LocalDateTime4.2.5 FileSystem与平台无关的文件,目录的操作类。
POCO技术手册_第10章
第十章电极的加工第一节传统加工法人们可用通用设备加工石墨,但必须提供相应的除尘设备,控制石墨加工造成的污染。
您可以根据加工规模和类型使用多种有效的除尘系统和方法。
如果没有除尘设备,就无法进行石墨加工。
不同等级石墨的密度、强度、挠曲强度和抗压强度均不同,这些属性会影响其本身的可加工性和刀具所受的压力及其磨损。
通常在特定的加工情况下,电极的尺寸和形状将决定使用石墨的品牌和等级。
只有使用数控电火花机床对优质石墨进行加工才能得到高精度的电极。
1.通用加工准则加工石墨应使用标准的加工方法, 包括保持刀具的刚度,尽量使用刀具的副后角和正前角进行切削,确保刀具的锋利,降低刀具所受的压力等。
不同的加工情况要求的操作参数可能与下列通用准则稍有出入。
2.锯削用此方法进行加工时应使用转速为2100- 3100平方英尺/分钟的标准碳钢锯条。
锯齿分布为每英寸10个。
首先调整进给量,以免锯齿超负荷或锯条被卡住。
调整动力最恰当的方法就是不断增加进给量,直到每次完成切削时,锯条在锯穿石墨的刹那产生轻微的加速为止。
不同的锯条使用的进给量和调整量都不同,所以即使在相似的设备上进行加工,也必须经过试验才能确定进给量。
您还得降低锯臂,使之同工件之间保持6mm的最大间隙,从而确保锯条的刚度。
材料导板的各个部位应保持一定的刚度,以防石墨移动、锯条弯曲、降低加工精度、损坏锯条。
3.车削相对于一般的石墨,用高强度石墨加工长棒和圆柱可用转速较高的车削进行加工。
由于大型圆柱加工时不会发生偏移,所以可以用于深度切削。
切削深度为25mm的特殊刀具可以加工直径为100mm、长1000mm的圆柱。
加工时应降低进给速度,粗加工为0.13mm/转,精加工为0.025-0.076mm/转。
加工深度与表面光洁度有非同寻常的关系。
车削石墨时,切削深度为0.38-0.50mm 的加工比深度仅为0.13mm的最终的表面光洁度好,这是因为石墨被切削时,不像金属以塑性流变的方式切开,而是碎裂,也因此,加工石墨时无需另开断屑槽。
JUNO-G 用户指南说明书
• PC—right-click the Juno-G drive and select “Eject.” • Mac—drag the Juno-G drive to the trash.
14 Burn the audio file onto a CD, or prepare it for a music player or uploading using your computer’s software.
1 On the JUNO-G, load your song. 2 Press the AUDIO TRACK button.
How Do I Get My Song Into My Computer?
3
“How Do I Get My Song Into My Computer?” continued
Bouncing the Song in the JUNO-G and Transferring the Mix Using USB
Important! The Juno-G ships with 4MB of RAM and storage. This allows you to record 20 seconds of stereo audio. To capture full songs—as you’ll do in the following steps—you’ll have to expand the Juno-G’s RAM as described in the JUNO-G Owner’s Manual.
poco铂科手册
poco铂科手册摘要:一、引言二、Poco铂科产品介绍1.产品特点2.产品分类三、Poco铂科使用指南1.操作步骤2.功能详解3.常见问题解答四、Poco铂科维护与保养1.清洁与维护2.故障排查与维修五、Poco铂科售后服务与支持六、结语正文:一、引言在这个科技飞速发展的时代,Poco铂科作为一种高性能的产品,已经广泛应用于各个领域。
为了让用户更好地了解和使用Poco铂科产品,我们特此编写此手册,旨在为大家提供详细的使用说明和售后服务。
以下内容将为您解答关于Poco铂科的一切疑问,让我们一起探索这款卓越产品的魅力吧!二、Poco铂科产品介绍1.产品特点Poco铂科产品以其出色的性能、精湛的工艺和人性化的设计脱颖而出。
它具有以下特点:(1)高效能:Poco铂科采用高性能材料,确保产品在各种环境下都能稳定运行,大大提高了工作效率。
(2)高精度:Poco铂科产品具有高精度,可在细小范围内精确控制,满足各类需求。
(3)耐用性:Poco铂科产品在设计时充分考虑了耐用性,采用优质材料,确保长时间使用不磨损。
(4)易于操作:Poco铂科产品操作简便,即使是初学者也能快速上手。
2.产品分类Poco铂科产品线丰富,主要包括以下几类:(1)Poco铂科主机系列:适用于各种场景的主机产品。
(2)Poco铂科配件系列:为用户提供丰富的配件选择,提高使用体验。
(3)Poco铂科周边系列:包括各种实用工具和辅助设备,方便用户日常使用。
三、Poco铂科使用指南1.操作步骤Poco铂科产品操作简单,只需遵循以下步骤即可:(1)准备工作:确保设备连接稳定,电源充足。
(2)开机启动:按下开机键,等待设备启动。
(3)设置与应用:根据需求进行相关设置,如参数调整、模式选择等。
(4)操作执行:按照实际需求执行相应操作,如加工、测量等。
2.功能详解Poco铂科产品功能丰富,以下为您介绍几个主要功能:(1)智能控制:Poco铂科具备智能控制功能,可自动调整参数,确保设备稳定运行。
POCO F2 Pro 用户指南说明书

CAUTION
RISK OF EXPLOSION IF BATTERY IS REPLACED BY AN INCORRECT TYPE. DS ACCORDING TO INSTRUCTIONS.
SIM Card Tray:
About Dual SIM:
• Supports Dual SIM cards with no carrier restrictions, single 5G or dual 4G connectivity ①
• Supports Dual Nano-SIM card slots, either card can be set as the primary card
Special precautions must be taken to safely dispose of this product. This marking indicates that this product may not be discarded with other household waste in the EU. To prevent harm to the environment or human health from inappropriate waste disposal, and to promote sustainable reuse of material resources, please recycle responsibly. To safely recycle your device, please use return and collection systems or contact the retailer where the device was originally purchased.
POCO技术手册_第3章
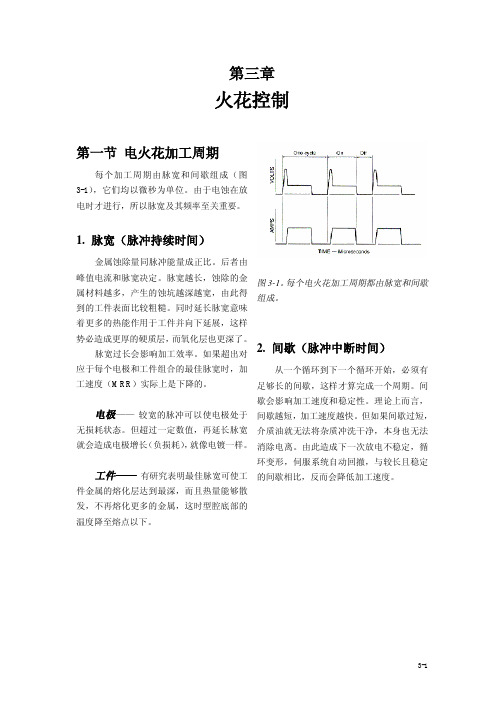
第三章火花控制第一节电火花加工周期每个加工周期由脉宽和间歇组成(图3-1),它们均以微秒为单位。
由于电蚀在放电时才进行,所以脉宽及其频率至关重要。
1. 脉宽(脉冲持续时间)金属蚀除量同脉冲能量成正比。
后者由峰值电流和脉宽决定。
脉宽越长,蚀除的金属材料越多,产生的蚀坑越深越宽,由此得到的工件表面比较粗糙。
同时延长脉宽意味着更多的热能作用于工件并向下延展,这样势必造成更厚的硬质层,而氧化层也更深了。
脉宽过长会影响加工效率。
如果超出对应于每个电极和工件组合的最佳脉宽时,加工速度(MRR)实际上是下降的。
电极——较宽的脉冲可以使电极处于无损耗状态。
但超过一定数值,再延长脉宽就会造成电极增长(负损耗),就像电镀一样。
工件——有研究表明最佳脉宽可使工件金属的熔化层达到最深,而且热量能够散发,不再熔化更多的金属,这时型腔底部的温度降至熔点以下。
图3-1。
每个电火花加工周期都由脉宽和间歇组成。
2. 间歇(脉冲中断时间)从一个循环到下一个循环开始,必须有足够长的间歇,这样才算完成一个周期。
间歇会影响加工速度和稳定性。
理论上而言,间歇越短,加工速度越快。
但如果间歇过短,介质油就无法将杂质冲洗干净,本身也无法消除电离。
由此造成下一次放电不稳定,循环变形,伺服系统自动回撤,与较长且稳定的间歇相比,反而会降低加工速度。
3. 能量电火花的能量由电流强度、电压和脉宽三者共同决定。
电流——在脉冲持续时间内,电流从零一直上升到设定值,即电流峰值(图3-2)。
电压——电流产生之前,放电间隙内的电压不断增加直到介质油中形成电离通道(图3-2)。
一旦电流产生,电压便很快下降,并稳定在预设的工作间隙电压。
该值决定了电极端面同工件之间放电间隙的宽度。
电压值越高,放电间隙越宽,冲油条件就越好,加工也比较稳定。
但是,使用石墨作为电极时,高电压会增加电极的损耗。
4. 极性极性是指电极的极性,它决定了电流的方向。
电极极性正负皆可。
根据不同的加工情况,有时改变极性可以改善加工效果。
POCO技术手册_第2章
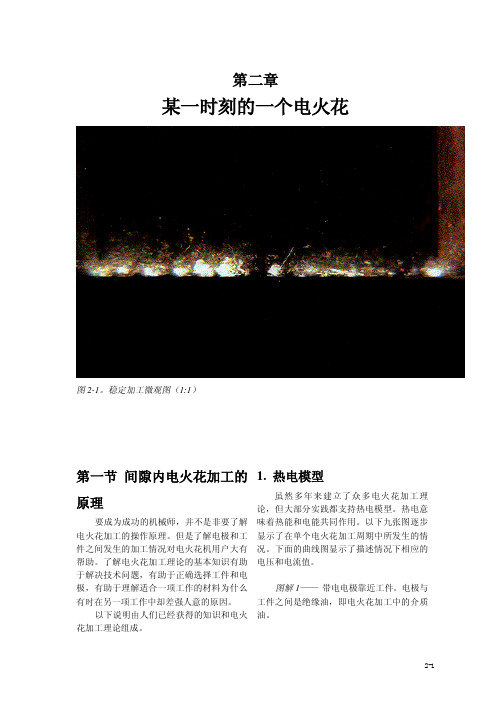
第二章某一时刻的一个电火花图2-1。
稳定加工微观图(1:1)第一节间隙内电火花加工的原理要成为成功的机械师,并不是非要了解电火花加工的操作原理。
但是了解电极和工件之间发生的加工情况对电火花机用户大有帮助。
了解电火花加工理论的基本知识有助于解决技术问题,有助于正确选择工件和电极,有助于理解适合一项工作的材料为什么有时在另一项工作中却差强人意的原因。
以下说明由人们已经获得的知识和电火花加工理论组成。
1. 热电模型虽然多年来建立了众多电火花加工理论,但大部分实践都支持热电模型。
热电意味着热能和电能共同作用。
以下九张图逐步显示了在单个电火花加工周期中所发生的情况。
下面的曲线图显示了描述情况下相应的电压和电流值。
图解1——带电电极靠近工件。
电极与工件之间是绝缘油,即电火花加工中的介质油。
尽管介质油是良好的绝缘物,但电压足够大时可以使它分解成带电离子,因此电流可以从电极间接传输到工件。
悬浮在介质油中的石墨微粒和金属微粒有助于电流的传导:这些微粒(带电导体)能够参与介质油的电离,直接携带电流;还可以促进介质油被电击穿。
如图最高点所示,当电极和工件表面的距离最小时,电场最强。
曲线图表明尽管电压不断增加,电流仍旧为零。
图解3——当介质油绝缘能力下降时,电流趋于稳定。
电压开始下降。
图解3图解4——随着电流的增加,热量快速积聚,电压继续下降。
热量使部分介质油、工件和电极气化,形成放电通道。
图解1图解2——随着电离(带电)粒子的增多,介质油的绝缘能力开始下降。
同时在电场最强的部分开始形成一条狭窄的通道。
电压达到峰点,但电流保持为零。
图解4图解2图解5——一个气泡试图向外膨胀,但由于离子受到强烈的电磁场作用,不断冲向放电通道。
这股冲力抑制了气泡的膨胀。
此时,电流不断增加,电压继续下降。
图解5图解6——当脉冲将近结束时,电流和电压都呈稳定状态,气泡中的热量和压力达到最大值,一些金属被熔蚀。
此刻,直接位于柱形放电通道下的金属层处于熔融状态,受到气泡的压力而原地不动。
POCOPHONE F1 手提電話產品資訊表说明书
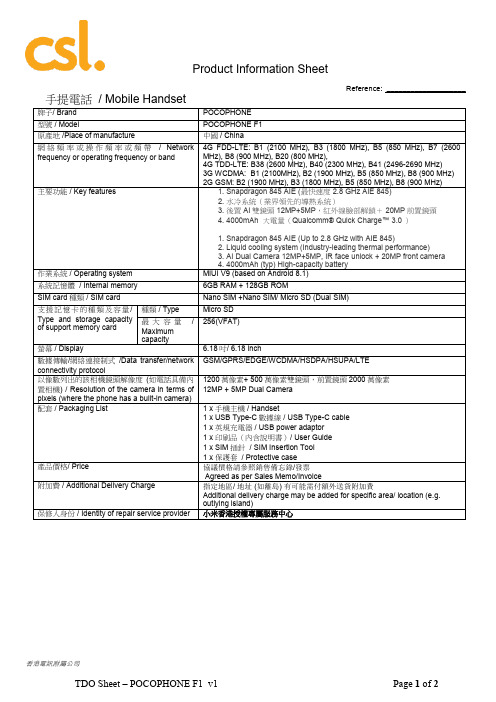
Product Information SheetReference:____________________手提電話 / Mobile Handset牌子/ Brand POCOPHONE型號 / Model POCOPHONE F1原產地 /Place of manufacture中國 / China網絡頻率或操作頻率或頻帶/ Networkfrequency or operating frequency or band4G FDD-LTE: B1 (2100 MHz), B3 (1800 MHz), B5 (850 MHz), B7 (2600MHz), B8 (900 MHz), B20 (800 MHz),4G TDD-LTE: B38 (2600 MHz), B40 (2300 MHz), B41 (2496-2690 MHz)3G WCDMA: B1 (2100MHz), B2 (1900 MHz), B5 (850 MHz), B8 (900 MHz)2G GSM: B2 (1900 MHz), B3 (1800 MHz), B5 (850 MHz), B8 (900 MHz)主要功能 / Key features 1. Snapdragon 845 AIE (最快速度 2.8 GHz AIE 845)2. 水冷系統(業界領先的導熱系統)3. 後置AI雙鏡頭 12MP+5MP,紅外線臉部解鎖+ 20MP前置鏡頭4. 4000mAh 大電量(Qualcomm® Quick Charge™ 3.0 )1. Snapdragon 845 AIE (Up to2.8 GHz with AIE 845)2. Liquid cooling system (Industry-leading thermal performance)3. AI Dual Camera 12MP+5MP, IR face unlock + 20MP front camera4. 4000mAh (typ) High-capacity battery作業系統 / Operating system MIUI V9 (based on Android 8.1)系統記憶體 / Internal memory6GB RAM + 128GB ROMSIM card種類 / SIM card Nano SIM +Nano SIM/ Micro SD (Dual SIM)支援記憶卡的種類及容量/Type and storage capacityof support memory card種類 / Type Micro SD最大容量/Maximumcapacity256(VFAT)螢幕 / Display 6.18吋/ 6.18 inch數據傳輸/網絡連接制式/Data transfer/networkconnectivity protocolGSM/GPRS/EDGE/WCDMA/HSDPA/HSUPA/LTE以像數列出的該相機鏡頭解像度(如電話具備內置相機) / Resolution of the camera in terms ofpixels (where the phone has a built-in camera)1200萬像素+ 500萬像素雙鏡頭,前置鏡頭2000萬像素12MP + 5MP Dual Camera配套 / Packaging List 1 x 手機主機 / Handset1 x USB Type-C數據線 / USB Type-C cable1 x 英規充電器 / USB power adaptor1 x 印刷品(內含說明書)/ User Guide1 x SIM 插針 / SIM Insertion Tool1 x 保護套 / Protective case產品價格/ Price協議價格請參照銷售備忘錄/發票Agreed as per Sales Memo/Invoice附加費 / Additional Delivery Charge指定地區/ 地址 (如離島) 有可能需付額外送貨附加費Additional delivery charge may be added for specific area/ location (e.g.outlying island)保修人身份 / Identity of repair service provider小米香港授權專屬服務中心保修地址 / Repair service address小米香港授權專屬服務中心旺角荷李活商業中心20樓03,05-06室辦公時間如下:星期一至六 11:00 - 20:00星期日及公眾假期休息小米香港電話客服:查詢號碼: 3001-1888服務時間 09:00-18:00 週一至週日含節假日Xiaomi Hong Kong Exclusive Service CenterAddress: Room 03, 05-06, 20/F, Hollywood Plaza, 610 Nathan Road,MongkokBusiness hours:Mon to Sat: 1100 – 2000 (Except Sunday and Public Holidays)Xiaomi Hong Kong Customer Service Hotline:Hotline: 3001-1888Business Hours: 10:00 to 18:00, Mon to Sun include public holidays換貨政策 / Exchange policy你可於銷售單日期起計7天之內攜同流動通訊設備到小米售後服務中心更換一次,受其條款及細則約束,詳情請參閱小米香港官方網頁(/hk/service)。
Poco的介绍和入门教学
Poco的介绍和⼊门教学版权声明:该⽂章为AirtestProject原创⽂章;允许转载,但转载必须注明“转载”并保留原链接前⾔前⾯我们已经介绍了基于图像识别的测试框架Airtest,通过图像识别,已经可以编写⼤部分的测试脚本。
但是在某些特殊情况下,例如对于游戏或App⾥的动态元素,通过图像识别定位较为困难。
所以,我们的Airtest Project解决⽅案也提供了另外⼀种基于UI控件搜索的⾃动化框架 Poco,下⾯我们来通过⼀个⽰例来看看Poco如何使⽤。
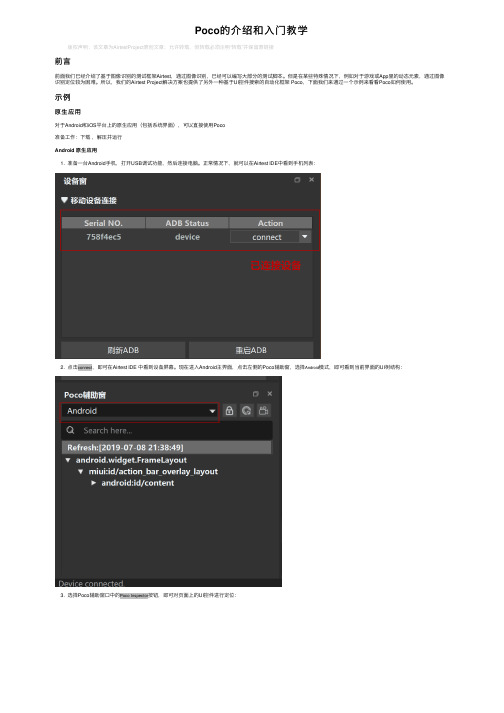
⽰例原⽣应⽤对于Android和iOS平台上的原⽣应⽤(包括系统界⾯),可以直接使⽤Poco准备⼯作:下载,解压并运⾏Android 原⽣应⽤1. 准备⼀台Android⼿机,打开USB调试功能,然后连接电脑。
正常情况下,就可以在Airtest IDE中看到⼿机列表:2. 点击connect,即可在Airtest IDE 中看到设备屏幕。
现在进⼊Android主界⾯,点击左侧的Poco辅助窗,选择Android模式,即可看到当前界⾯的UI树结构:3. 选择Poco辅助窗⼝中的Poco Inspector按钮,即可对页⾯上的UI控件进⾏定位:4. 与Airtest的使⽤⽅式类似,我们可以使⽤Poco提供的⽅法对界⾯上的元素进⾏操作:# Airtest IDE⾃动插⼊的初始化语句from poco.drivers.android.uiautomation import AndroidUiautomationPocopoco = AndroidUiautomationPoco(use_airtest_input=True, screenshot_each_action=False)# 点击设置图标poco(desc="设置").click()如上所⽰代码,即可通过UI属性进⾏元素定位,并进⾏操作。
关于使⽤Poco测试Android原⽣应⽤的更多细节,可以参考教程()。
poco用法

poco用法一、概述Poco是一个功能强大的开源C++库,用于开发各种类型的应用程序,包括网络应用、图形用户界面(GUI)、数据库访问等。
本篇文章将介绍Poco的基本用法,包括安装、配置、基本使用等。
二、安装PocoPoco的安装过程因操作系统而异,具体步骤如下:1. 下载Poco库的最新版本,可以从Poco官方网站下载。
2. 将下载的Poco库文件解压到指定目录,如:/usr/local/poco。
3. 在终端中输入命令:source /usr/local/poco/bin/setenv.sh (或source /usr/local/poco/bin/setenv.bat),根据操作系统选择对应的命令。
该命令会设置环境变量,使得Poco库中的函数可以在当前终端中调用。
三、配置Poco在完成Poco库的安装后,需要进行一些配置,以确保应用程序能够正确使用Poco库。
1. 创建应用程序项目:使用合适的开发环境(如Visual Studio、CLion等)创建一个新的C++项目,并将Poco库作为依赖项添加到项目中。
2. 配置Poco库路径:在项目属性中,将Poco库的路径添加到“Include Path”和“Library Path”中。
3. 链接Poco库:在项目属性中,将Poco库对应的.lib文件添加到项目中。
四、基本使用Poco完成以上步骤后,就可以开始使用Poco库了。
以下是一些基本用法示例:1. 创建对象:使用Poco库提供的类创建对象,如:Poco::Net::ServerSocket serverSocket(1234);。
2. 连接和通信:使用Poco库提供的类进行网络通信,如:Poco::Net::SocketStream stream(serverSocket);。
3. 文件操作:使用Poco库提供的类进行文件操作,如:Poco::File file("/path/to/file");。
PetaPoco参考手册
Petapoco参考手册拓宇技术部最后更新:2015-05-27目录1.Petapoco介绍 (3)1.1 Petapoco是干什么的? (3)1.2 Petapoco的特色 (3)1.3 Petapoco官网及下载地址 (3)2.Petapoco引用 (3)2.1 使用NuGet方法 (3)2.2 使用手动添加方法 (5)3.Petapoco使用 (6)3.1 添加数据库连接 (6)3.2 创建实体 (6)3.3 DataBase的调用 (6)4.Petapoco基本操作 (7)4.1 添加 (7)4.2 删除 (7)4.3 修改 (7)4.4 查询单条 (8)4.5 查询全部 (8)5.Petapoco扩展操作 (8)5.1 分页 (8)5.2 增删改简化 (9)5.3 查询扩展属性 (10)5.4 不带查询的指令Execute (11)5.5 Fetch和Query的区别 (11)5.6 FirstOrDefault (12)5.7 ExecuteScalar 查询数量 (13)1.P etapoco介绍1.1 Petapoco是干什么的?PetaPoco是一款适用于.Net 和Mono的微小、快速、单文件的微型ORM。
1.2 Petapoco的特色●微小,没有依赖项,单个的C#文件可以方便的添加到任何项目中●支持动态的扩展●支持对象和数据库表之间的关系●支持T4模版生成poco类(T4模版定义的是生成类的模版,用于自动生成代码)●使用sql语句进行查询1.3 Petapoco官网及下载地址官网:/petapoco/下载地址:https:///toptensoftware/petapoco2.P etapoco引用2.1使用NuGet方法右键引用点击管理NuGet程序包在联机下搜索Petapoco并安装安装完成后在Model中会生成Petapoco类(Petapoco的核心)2.2 使用手动添加方法在官网下载最新的Petapoco在项目中添加现有项,位置如下图3.P etapoco使用3.1 添加数据库连接在web.config中添加数据库连接3.2 创建实体在Model中创建实体3.3 DataBase的调用4.P etapoco基本操作4.1添加4.2删除4.3修改4.4查询单条4.5 查询全部5.Petapoco扩展操作5.1 分页分页方法使用的是Petapoco里的Page类型在视图中也有一点不同Page类型不能直接使用foreach,需要把page类型转为list,如下图Model.Items翻页只需要把页数的参数(Model.CurrentPage)返回到控制器中分页显示的数目是参数(Model.ItemsPerPage)5.2 增删改简化之前说的增删改的参数需要表名主键实体我们在model中加上一些信息TableName和PromaryKey 表名和主键这里需要引用Petapoco这时只需要一个实体的参数,删除和修改也是如此5.3 查询扩展属性查询时可以使用Sql.Append(“”)直接写查询语句,与Sql中相同使用Sql.Select时,例如Where Inner Join Order By使用方法如下图5.4 不带查询的指令Execute使用Execute方法,直接使用Sql语句,但是不能使用查询5.5 Fetch和Query的区别Fetch返回的是List类型Fetch也可以用作分页(不过是List类型)参数和Page相同,页码和每页显示数量Query返回的是IEnumerable类型5.6 FirstOrDefault获取条件下的第一条数据5.7 ExecuteScalar 查询数量查询时需要注意Select count(*),ExecuteScalar可直接查询数量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第九章
电极的设计
图9-1。
计算机辅助设计软件可直接与电火花机床相连,从而提高产量。
(资料由Delta 模具技术有限公司提供,伊利诺斯洲阿林顿山庄)
第一节电极的类型
选择何种电极很大程度上由加工时间、电极数目、金属蚀除率、表面光洁度和加工稳定性决定。
当一根导线接有多个电极时须记住:任一时刻只能产生一个火花,所以复合电极中若有一个出故障,那么整个加工就会中止。
这时要确定出故障的电极可谓困难重重。
1.分步电极
有些加工中必须非常精确地将基本电极的形状复制到工件上,才能取得最佳的效果。
这时,我们可以使用分步电极,粗加工时使用一般石墨,精加工时使用优质石墨,减少氧化层的厚度,提高光洁度。
2.组合电极
多数情况下,选用组合电极比整块大型电极成本低。
具体的加工条件决定了电极的加工方法。
我们可以使用铝板作底板,将加工后的电极用螺母固定在上面,组合成完整的大型电极。
劣等石墨同样可以用作优质石墨的底板。
我们可以使用粘合剂拼合两块石墨。
因此大型电极可以通过几块电极组合而成。
修补电极时也可将损坏部分切去,换上一块新材料。
修补电极或组合大型电极时必须使用同一级别的石墨。
如果石墨级别不同,那么随着加工的进行,各部分的损耗情况也不同。
当电极组合接缝部位正好位于主加工面时,利用电极平动有助于消除型腔内相应部位留下的凸棱。
图9-2。
上图复合组合电极用于右上角塑料模具的加工。
(资料由Jerald Umbaugh有限公司提供)
3.局部电极
现在数控电火花机床和自动换刀装置越来越多的使用局部电极,这使电极设计者能够为整个加工的不同部件选择最适合的材料和电极形状。
而选择的灵活性为电火花加工者开辟了崭新的世界,为用户带来了巨大的利润。
图9-3。
带自动换刀装置的电火花加工机床可以自动生产复合模具和模槽。
图9-4。
电脑辅助设计可从三位角度预览电极,使电火花加工者得以事先察觉可能的冲油问题。
(资料由CENTECH有限公司提供,伊利诺斯洲格伦维尤)
第二节冲油设计
首次看到加工成品的设计图时,您就得考虑冲油问题。
无论您注重的是加工速度还是表面光洁度,冲油极大程度上决定了加工的难易程度。
特微与极细石墨微粒尺寸小,易于冲走,它们是对冲油条件最“宽容”的材料。
因此,在很多情况下的应用比一般石墨更经济,因为较差的石墨往往要求很高的冲油条件。
在数控电火花机床上进行加工时,首先应考虑冲油。
此时,加工关键在于利用最少的人力实现生产最大化。
精心设计的优质组合电极可进行重复的自动加工,实现无人管理化。
如果数控电火花机床由于电极材料差无法达到稳定加工或产生直流拉弧而时常需要人为管理,那么其自动化程度就不足为道了。