服装厂牛仔裤流水线记工表格
制衣厂学习曲线表--例
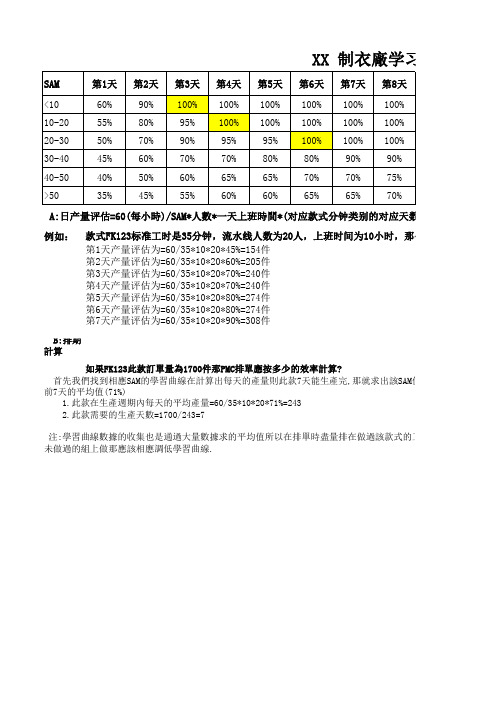
例如:
B:排期計算
如果FK123此款訂單量為1700件那PMC排單應按多少的效率計算?
首先我們找到相應SAM的學習曲線在計算出每天的產量則此款7天能生產完,那就求出該SAM值所前7天的平均值(71%)
1.此款在生產週期內每天的平均產量=60/35*10*20*71%=243
2.此款需要的生產天數=1700/243=7
注:學習曲線數據的收集也是通過大量數據求的平均值所以在排單時盡量排在做過該款式的工廠/組別,如安排在未做過的組上做那應該相應調低學習曲線.
第4天产量评估为=60/35*10*20*70%=240件第5天产量评估为=60/35*10*20*80%=274件第6天产量评估为=60/35*10*20*80%=274件第7天产量评估为=60/35*10*20*90%=308件
XX 制衣廠学习曲线表
第1天产量评估为=60/35*10*20*45%=154件第2天产量评估为=60/35*10*20*60%=205件第3天产量评估为=60/35*10*20*70%=240件款式FK123标准工时是35分钟,流水线人数为20人,上班时间为10小时,那么:A:日产量评估=60(每小時)/SAM*人數*一天上班時間*(对应款式分钟类别的对应天数效
AM值所對應的學習曲線過該款式的工廠/組別,如安排在
廠学习曲线表
那么:。
服装厂一线工人计件统计表(样表)-3
姓
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
出 名勤
天
数量
单价
数量
单价
数量
款号
单价
数量
单价
班费 合计
数量
单价 系数 金额
数量
单价
数量
单价
数量
款号 单价
款号
LC6
数量 单价 数量 单价 系数 金额
数量
单价
数量
单价
数量
LC601 单价 数量
单价
数量
金额
数量 单价 数量 单价
数量 单价 数量 单价 数量 单价 系数 金额
数量 单价
数量 单价 数量 单价 数量 单价 数量 单价 系数 金额
数量 单价 数量 单价 数量 单价 数量 单价 数量 单价
系数 金额
数量 单价 数量 单价 数量 单价 数量 单价
0.00
0.00
0.00
0.00
0.00
金额
金额
改活工资 金额
0.00
0.00
120
0.00
0.00
56.10 226.75
16.8
0.00
16.4
0.00
12.6
0.00
101.60 59.50
0.00
356.70
107.2 10.5
0.00
127.80
2.2
0.00
0.00
30.9
0.00
20.00
36.15
0.00
0.00
6.50
0.00
金额 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
服装厂月计件汇总表

三 线 合 侧 缝
平 车 订吊 洗标 水 唛
平 车 侧 缝 线
卷 袖 口
封 下品计 摆检时 线
0
0
0
00
00
0
00
0
0
0
43 44 45
0 00
30
800 800
0
0 0 800 800 30 0 0
0
0000000000
0
0
0
00
46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69
平 车 上 袖
线
主
60
726
945
266
60
75
1080 1080 70
702 435
900
1220 1220
310 310 50
840
80 80
60
443
342
0 1125 1137 1626 0 1220 1220 1080 1080 1035 608 833 390 0 0
22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42
款式:9400款
1 2 345 6
姓名
序 号
剪铺
丝衬
带领 工序
铺 衬 门 巾 * 4
烫 领 实 样
烫
* 4
门 巾 实
样
铺 衬 袖 盼 * 4
1 王素灵
2 李雪萍
3 史艳君
4 王美英
5 陈丽
6 吕梦茹
7 刘银莉
8 韩利梅
最新版计件工资表

小花 工序3 365
0.89
325
0.00
325
小罗 工序3 303
0.89
270
0.00
270
小芳 工序1 125
1.2
150
0.00
150
小熊 工序1 153
1.2
184 -23.00 5.00 -115.00 69
小明 工序2 312
1.44
4498
0.89
230
0.00
230
0.00
0
0.00
0
0.00
0
0.00
0
0.00
0
1748
8.91
1885
-38
15
-190 1695
金额汇总
工号
姓名
A001 小花
A002 小明
A003 小罗
A004 小芳
A005 小熊
合计
金额 614 593 270 150 69
1695
9月15日 生产三部 A002
9月15日 生产一部 A001
合计
计件明细
损耗明细
实得金额
姓名 工序名称 计件数量 计件单价 计件金额 损耗数量 损耗单价 损耗扣款
小花 工序1 100
1.2
120 -12.00 5.00 -60.00 60
小明 工序1 132
1.2
158 -3.00 5.00 -15.00 143
计件工资表
查询 汇总
部门 生产一部
计件数量 800
计件金额 833
损耗数量 -15.00
损耗金额 -75.00
实际金额 758
备注
服装车间标准工时 工价 各类型工序价库汇总xls
冚车裤脚1/8双线(比衣服袖口多翻一个骨位)*2 平车筒拉脚边捆条*1(100CM) 平车间前领1/4明线*1
28 冚车坎圆领双线*1
29 平车开前暗筒*1(完成) 30 平车开前明筒*1(完成)
31 平车驳罗纹袖口则骨*2(固定开骨) 32 平车驳罗纹下脚则骨*1(固定开骨)
平车驳定罗纹袖口驳定*1
平车环口折车袖口内包橡筋*2 三线及脚口,袖口散口*2 挑脚机挑脚*2(长裤) 挑脚机挑脚*2(短裤) 挑脚机挑衫脚*1
平车筒拉里腰头捆条*1
平车包脚边贴橡筋间单线*1固定橡筋腰位*2 画位*4(裤子)
平车间脚边贴装饰双线2*2(裤子) 平车上脚边贴*1(裤子) 三线级脚边贴散口*1(裤子) 坎车坎腰头1/4明线*1(裤子)
上下级领
平车间下级领0.6单线*1 折烫下级领止口*1 平车运反上领修子口*1/间1/4单线*1/走实样线*1 平车合上下领修子口*1/间0.1边线*1 车主唛*1 平车上领连间1/16"明暗线*1 平车上领捆条运返两头连间1/16明暗线*1/落扣袢*1 平车上领捆条运返两头连间1/16明暗线*1 平车上夹圈捆条连间1/16明暗线*2 平车上袖口捆条连间1/16明暗线*2 平车运返袖搭袢耳*2 修剪翻 裥1/16单线*2 平车落袖搭袢耳连间米字线*2(自点位)
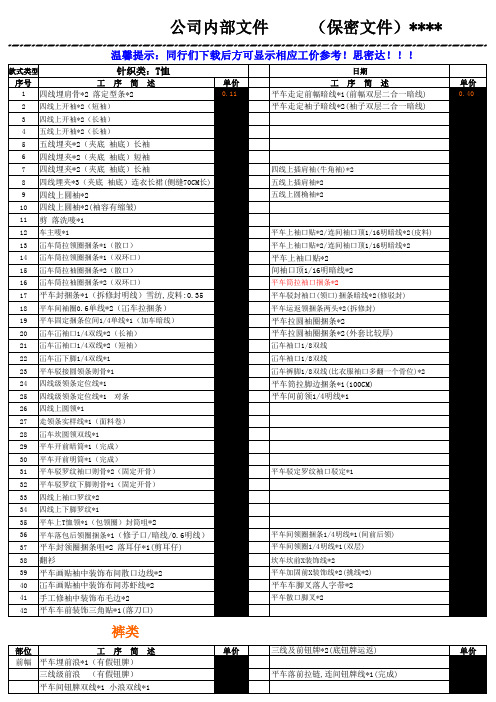
公司内部文件 (保密文件)****
温馨提示:同行们下载后方可显示相应工价参考!思密达!!!
款式类型
针织类:T恤
序号
工序简述
1 四线埋肩骨*2 落定型条*2
2 四线上开袖*2(短袖)
3 四线上开袖*2(长袖)
单价 0.11
日期 工序简述 平车走定前幅暗线*1(前幅双层二合一暗线) 平车走定袖子暗线*2(袖子双层二合一暗线)
流水线作业生产日报表
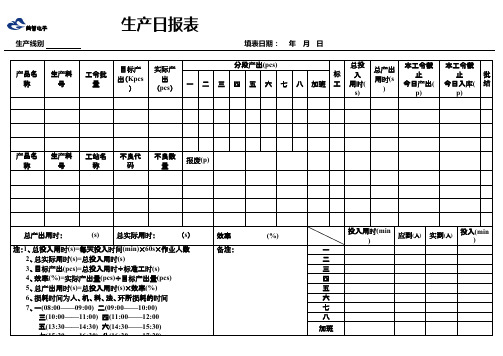
备注:
一 二 三 四 五 六 七 八
加班
投入用时(min 应到(人) 实到(人) 投入(min
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
)
)
美智电子
生产线别 加班(18:15—— )
生产日报表
填表日期: 年 月 日 损耗(min ) 总投入用 时(min)
添表人:
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
填表日期: 年 月 日
美智电子
生产线别
生产日报表
美智电子
生产线别
生产日报表
填表日期: 年 月 日
产品名 称
生产料 号
工令批 量
目标产 出(Kpcs
)
实际产 出
(pcs)
一
二
牛仔工价工序表
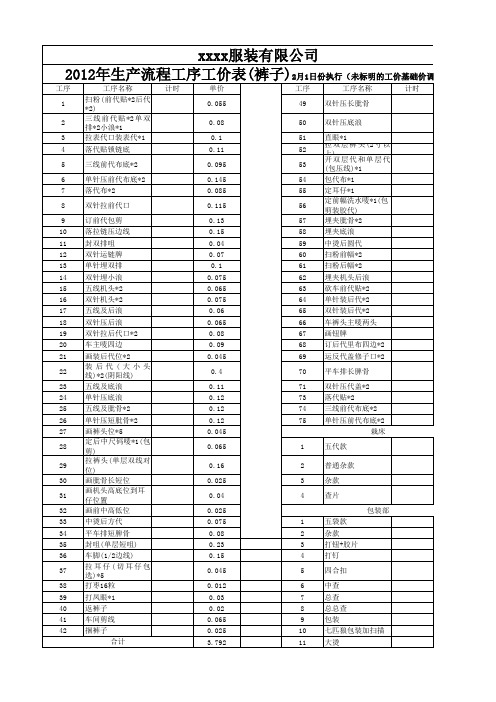
0.生产流程工序工价表(裤子) 2月1日份执行(未标明的工价基础价调整)
工序 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 工序名称 扫粉(前代贴*2后代 *2) 三线前代贴*2 单双 排*2小浪*1 拉表代口装表代*1 落代贴锁链底 三线前代布底*2 单针压前代布底*2 落代布*2 双针拉前代口 订前代包剪 落拉链压边线 封双排咀 双针运链牌 单针埋双排 双针埋小浪 五线机头*2 双针机头*2 五线及后浪 双针压后浪 双针拉后代口*2 车主唛四边 画装后代位*2 装后代(大小头 线)*2(阴阳线) 五线及底浪 单针压底浪 五线及肶骨*2 单针压短肶骨*2 画裤头位*5 定后中尺码唛*1(包 剪) 拉裤头(单层双线对 位) 画肶骨长短位 画机头高底位到耳仔位置 画前中高低位 中烫后方代 平车排短脾骨 封咀(单层短咀) 车脚(1/2边线) 拉耳仔(切耳仔包 选)*5 打枣16粒 打凤眼*1 返裤子 车间剪线 捆裤子 合计 打 枣 (5 个 以 下)*0.016粒 计时 单价 0.055 0.08 0.1 0.11 0.095 0.145 0.085 0.115 0.13 0.15 0.04 0.07 0.1 0.075 0.065 0.075 0.06 0.065 0.08 0.09 0.045 0.4 0.11 0.12 0.12 0.12 0.045 0.065 0.16 0.025 0.04 0.025 0.075 0.08 0.23 0.15 0.045 0.012 0.03 0.02 0.065 0.025 3.792 0.016 工序 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 73 74 75 1 2 3 4 1 2 3 4 5 6 7 8 9 10 11 16 工序名称 双针压长肶骨 双针压底浪 直眼*1 拉 双 层裤 头(2 寸以 上) 层代 和单 层代 开双 (包压线)*1 包代布*1 定耳仔*1 定前幅洗水唛*1(包剪装胶代) 埋夹肶骨*2 埋夹底浪 中烫后圆代 扫粉前幅*2 扫粉后幅*2 埋夹机头后浪 砍车前代贴*2 单针装后代*2 双针装后代*2 车裤头主唛两头 画钮牌 订后代里布四边*2 运反代盖修子口*2 平车排长脾骨 双针压代盖*2 落代贴*2 三线前代布底*2 单针压前代布底*2 栽床 五代款 普通杂款 杂款 查片 包装部 五袋款 杂款 打钮+胶片 打钉 四合扣 中查 总查 总总查 包装 七匹狼包装加扫描 大烫 车主唛四边 0.155-0.18 计时
服装厂后道工作表
服装厂后道工作表服装厂后道工作表项目款式后道来货明细总合返化补颜数格工妆纱色时间生产方备注;扩展阅读:服装厂工作制度、职责及要求面辅料、半成品到成品自查、倒查制度1、面辅料进仓要有检验人员验取,并有文字和检验记录,如发现不符合质量要求的应及时报告,然后由公司技术质量部门商定处理,解决方法。
2、裁剪和检验人员发现布匹有严重色差、织疵,应马上报告检验人员并到面辅料仓库要求给予调换,裁片检验员如发现不符合质量要求的应及时到仓库调换,从划样,拖布裁剪,编号、包扎等,每道工序都要自查和倒查,发现问题及时反映纠正。
3、缝纫车间半成品检验员必须监督车间每个操作工做到上道工序为下道工序服务。
下道工序监督上道工序,真正做到半成品检验自查互查倒查和车间检验专检制。
4、后道锁钉,套结整烫检验员必须督促后道车间抓好产品质量,同时监督缝纫车间验交的半成品,发现有漏检产品立即由后道检验员交给成品检验员,然后退回各个工序人员回修。
5、成品包装装箱前,由成品检验员(总检),进行重点检验,不能让不合格产品装箱出运。
检验人员要求1、协助和监督车间抓好产品质量,及时向车间领导反馈质量情况2、必须坚持首件检验,重视中间进程检验,对关键工序要重点检验,坚持其他工序抽检,作好记录。
3、要按产品质量要求逐件检验,主要部位的尺寸必须测量,注意产品的外观买相。
4、投产前必须先了解产品的结构,特点重点工序,了解质量标准,确保产品质量。
5、检验中发现因设计或工艺制订不合理而出现质量问题,应立即反映给技术质量部门,不反映或反映不及时,由检验人员负责后果。
6、必须和车间工艺组长、小组长共同研究解决质量普遍存在的问题和出现最多部位,要反复抽检这些问题和部位,并责令该工序操作人员切实改进,直至解决问题为止。
7、要协助车间核对产品入库数,不得有串批、串规格现象,回修产品也要办好交接手续。
8、检验既要认真,又不能拖延时间,以不耽误后工序的加工为原则。
裁剪车间质量要求1、为确保裁剪的产品质量,下工序必须在检查完上工序产品质量后方可进行。
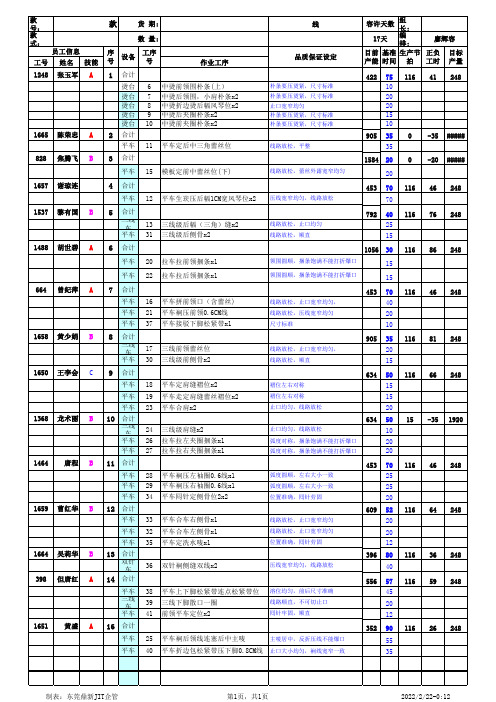
服装生产对数表模板,JIT排位图,工序表,员工上数表,员工产量明细表

0.30
0
0
0
0
0
0
0
0
0
0
0
0.42
0
0
0
0
0
0
0
0
0
0
0
0.10
0
0
0
0
0
0
0
0
0
0
0
数量
款号
20201017-9999件
款式
组别
数量
日期
组长签字
员工序号 1
2
3
4
5
6
7
8
9
10
11
工序号 工序名称
单价
67 车里袋唇
68 车里袋垫口
69 里袋开剪口
70 里袋成功
71 合里肩侧缝放洗水标
72 合里大小袖*4【留口】
0.22
0
0
0
0
0
0
0
0
0
0
0
0.20
0
0
0
0
0
0
0
0
0
0
0
0.26
0
0
0
0
0
0
0
0
0
0
0
0.46
0
0
0
0
0
0
0
0
0
0
0
0.36
0
0
0
0
0
0
0
0
0
0
0
0.34
0
0
0
0
0
0
0
0
0
0
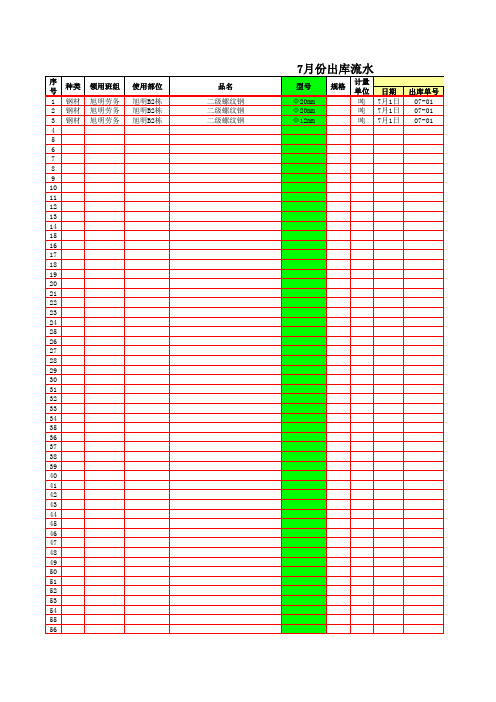
出入库流水统计表
297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 320 321 322 323 324 325 326 327 328 329 330 3318 339 340 341 342 343 344 345 346 347 348 349 350 351 352 353 354 355 356
出库
57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116
7月份出库流水
序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 种类 钢材 钢材 钢材 领用班组 旭明劳务 旭明劳务 旭明劳务 使用部位 旭明B2栋 旭明B2栋 旭明B2栋 品名 二级螺纹钢 二级螺纹钢 二级螺纹钢 型号 Φ 20mm Φ 20mm Φ 12mm 规格 计量 单位 吨 吨 吨 日期 7月1日 7月1日 7月1日 出库单号 07-01 07-01 07-01
177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236
服装流水线编排表格
28 平车裥压左袖圈0.6线x1 29 平车裥压右袖圈0.6线x1 34 平车囘针定侧骨位2x2
33 平车合车右侧骨x1 32 平车合车左侧骨x1 35 平车定洗水唛x1
36 双针裥侧缝双线x2
褶位左右对称 褶位左右对称 止口均匀,线路放松
1651 黄盛 A
款
货 期:
线
数 量:
序 号
设备
工序 号
作业工序
1 合计
烫台 烫台 烫台 烫台 烫台
2 合计
平车
3 合计
6 中烫前领围朴条(上) 7 中烫后领围,小肩朴条x2 8 中烫折边烫后幅风琴位x2 9 中烫后夹圈朴条x2 10 中烫前夹圈朴条x2
11 平车定后中三角蕾丝位
平车 15 模板定前中蕾丝位(下)
双针 车
14 合计
平车 三线
车 平车
16 合计
平车
平车
16 平车拼前领口(含蕾丝) 21 平车裥压前领0.6CM线 37 平车接驳下脚松紧带x1
线路放松,止口宽窄均匀, 线路放松,压线宽窄均匀 尺寸标准
17 三线前领蕾丝位 30 三线级前侧骨x2
线路放松,止口宽窄均匀, 线路放松,顺直
18 平车定肩缝褶位x2 19 平车走定肩缝蕾丝褶位x2 23 平车合肩x2
止口均匀,线路放松 弧度对称,捆条饱满不能打折爆口 弧度对称,捆条饱满不能打折爆口
弧度圆顺,左右大小一致 弧度圆顺,左右大小一致 位置准确,囘针劳固
线路放松,止口宽窄均匀 线路放松,止口宽窄均匀 位置准确,囘针劳固
压线宽窄均匀,线路放松
38 平车上下脚松紧带连点松紧带位 39 三线下脚散口一圈 41 前领平车定位x2
裤子工艺单
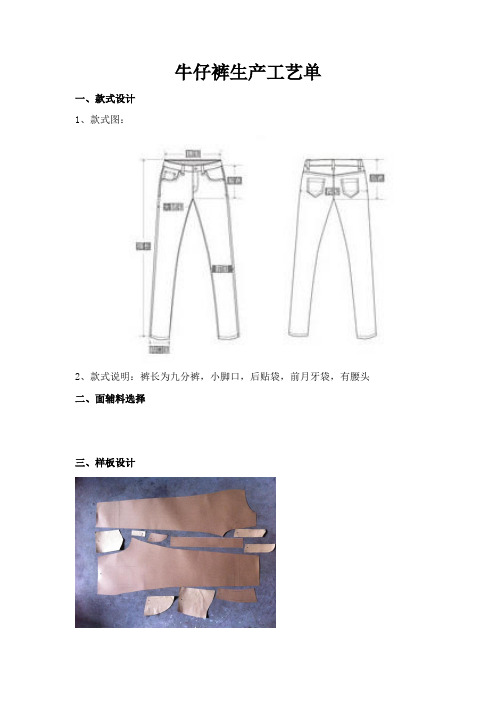
牛仔裤生产工艺单一、款式设计1、款式图:2、款式说明:裤长为九分裤,小脚口,后贴袋,前月牙袋,有腰头二、面辅料选择三、样板设计四、工艺技术文件牛仔裤生产通知单客户:款号:发单日期:完成日期:件数:1件面料款名:牛仔裤部位名称(cm)规格裤长86腰围78臀围96脚口16立档24膝围40面料说明辅料说明牛仔布拉链、纽扣、口袋布、牛仔线、无纺衬工艺说明工序流程图前片——前月牙袋——车缝硬币袋袋口明线——缉在右侧片相应位置——做口袋——左右门襟和前片裆部包缝——前片缝合——左裤片上车缝门襟造型线——车缝右半边拉链与底襟——缝合右裤片——缝合前裆、缉明线——后片——缝制后袋造型线——扣烫后袋——绱后袋——缝合前后片——车缝侧明线——绱腰头(腰面、里服帖)——缝合下裆——折缝裤口——做串带袢——上锁头扣眼——套结加固——后整五、裁剪工艺六、缝制工艺1)前片前裤片的工序涉及缝制前侧插袋。
将相关裁片如左右袋布、小侧片和前裤片等分配给机工缝制前侧插袋。
车缝硬币袋袋口明线,并将其缉在右侧片相应位置。
将袋布分别缝合在左、右侧片上,与前片缝合前把兜布做好,固定袋布并将前片半成品过渡到下一组工序。
2)做前门襟及绱拉链绱拉链前,机工要准备好左右门襟裁片和前裤片半成品。
缝合好双折的底襟,将其正面转递下道工序。
左右门襟和前片裆部包缝,把左半边拉链布带缉在左门襟贴边上,并与前片缝合,在左裤片上车缝门襟造型线。
然后,车缝右半边拉链与底襟,并与右裤片缝合。
本组工序最后一步:缝合前裆,缉明线。
前片半成品在继续缝合前要通过质检。
3)后片事先准备好左右后袋、后育克、后裤片。
第一道工序:用特制的模板确定后袋造型线并修正尺寸,其目的是为下一道工序描绘出袋上的纹样和做份的宽窄。
用熨斗后袋造型。
与此同时,缝合后裤片和育克,最后把后袋绱在后片上。
与前片一样,后片半成品在继续缝合前要通过质检。
4)缝合缝制完成后袋和门襟拉链后,开始缝合前后片。
车缝牛仔裤侧缝明线,以加固前后裤片的牢度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
服装厂牛仔裤流水线记工表格
牛仔裤流水线记工表格是一种用于记录服装厂牛仔裤生产过程中每个工序的工
作时间和工作量的表格。
它是服装厂牛仔裤生产的重要工具,可以帮助服装厂更好地控制生产过程,提高生产效率。
牛仔裤流水线记工表格一般包括牛仔裤的型号、尺码、颜色、数量、工序、工
作时间、工作量等内容。
每个工序的工作时间和工作量都有具体的记录,以便服装厂能够更好地控制生产过程,提高生产效率。
牛仔裤流水线记工表格的使用可以帮助服装厂更好地控制生产过程,提高生产
效率。
它可以帮助服装厂更好地控制牛仔裤的生产过程,更好地控制牛仔裤的质量,更好地控制牛仔裤的交货时间,从而提高服装厂的整体竞争力。
牛仔裤流水线记工表格的使用可以帮助服装厂更好地控制牛仔裤的生产过程,
更好地控制牛仔裤的质量,更好地控制牛仔裤的交货时间,从而提高服装厂的整体竞争力。
此外,它还可以帮助服装厂更好地管理牛仔裤的生产成本,更好地控制牛仔裤的生产成本,从而降低服装厂的生产成本。
总之,牛仔裤流水线记工表格是服装厂牛仔裤生产的重要工具,它可以帮助服
装厂更好地控制生产过程,提高生产效率,更好地管理牛仔裤的生产成本,从而提高服装厂的整体竞争力。