马氏体不锈钢保持架镀银工艺
马氏体不锈钢薄板焊接工艺
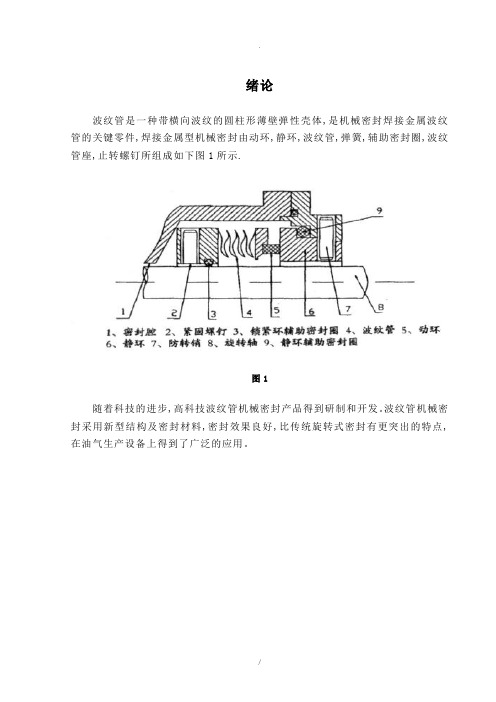
绪论波纹管是一种带横向波纹的圆柱形薄壁弹性壳体,是机械密封焊接金属波纹管的关键零件,焊接金属型机械密封由动环,静环,波纹管,弹簧,辅助密封圈,波纹管座,止转螺钉所组成如下图1所示.图1随着科技的进步,高科技波纹管机械密封产品得到研制和开发。
波纹管机械密封采用新型结构及密封材料,密封效果良好,比传统旋转式密封有更突出的特点,在油气生产设备上得到了广泛的应用。
第一章波纹管的作用和生产1.1波纹管机械密封的优点波纹管机械密封原理与旋转式机械密封原理基本相同,称为端面密封,所不同的是,波纹管机械密封比旋转式密封有更突出的优点,表现为:①结构简单,安装方便,适应性强,静止环具有浮动性;②浮环结构设计,消除镶装环的各种应力;③旋转环易于更换、修复;④结构紧凑,适用于螺杆泵轴向较小的场合;⑤旋转环、静止环法兰连接、动泄漏点少。
应用中有如下特点:①密封可靠,在较长时间使用中不会泄漏;②使用寿命长,静环和动环高耐磨材料和一定的比压,它比旋转式密封多用半年;③摩擦功率损失小;④适用范围广,能用于低温、高温、高压、各种转速及各种耐腐蚀、易燃、易爆、有毒介质的密封;⑤弹簧强度大,抗震能力强,稳定性好。
波纹管弹簧与旋转式弹簧优缺点比较见下表1。
表1波纹管弹簧与旋转式弹簧优缺点比较1.2机械密封的选择及常用材料波纹管机械密封种类型号较多,按有无轴套分为集装式机械密封和非集装式机械密封两种,按密封结构型式分为两种:一种是动环采用波纹管组件;一种是静环采用波纹管组件。
一般的选择方法为:①根据输送介质的性质和操作条件选择机械密封;②根据泵规格型号来选择机械密封;③根据端面的比压和端面的相对运动速度来选择机械密封。
就材料而言,波纹管用镍铬不锈钢、镍铬钼合金、高镍合金钢,具有硬度高、强度高、耐磨性能高、耐腐蚀、耐高温、热膨胀系数小等优点。
摩擦环用浸渍树脂石墨、浸渍金属石墨、钨化硅、碳化硅、硬质合金等,它们的导热性能好,自润滑性能好在硫酸、盐酸、碱中耐腐蚀。
不锈钢镀银工艺1998
不 锈 钢 镀 银 工 艺
侯清强
(贵州绥阳 301 信箱 33 分箱 563319)
1 前 言
我厂在进行某产品的生产中, 要求不锈钢与无 氧铜板相烛接。 由于不锈钢表面存在着一层薄的透 明的钝化膜, 因此铅锡焊料不易粘接, 给钎焊造成困 难。为了使焊接质量达到使用要求, 就要求改变焊接 处的材料结构。我们通过在不锈钢上电镀银的方法, 使不锈钢2紫铜间的焊接转化为电镀层与紫铜间的 焊接, 从而解决了不锈钢焊接的结合力问题。
25~ 50 g L 室温
2~ 5 s
为了保障银镀层的结合力。在常规除油、腐蚀等
工序后, 必须进行预镀。 其工艺规范为
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
140~ 180 g L 40~ 60 g L
0102~ 0108 g L 4~ 6 mL L 室温
t
JK 315 酸活化
5~ 10 m in 2~ 4 A dm 2
为了防止工件镀铜后在空气中钝化。 活化后立
即清洗干净并转入下道工序。 活化工艺规范为
H 2SO 4 (d = 1. 84) Η t 316 预镀银
参考文献
1 电镀手册编写组 1 电镀手册 1 北京: 国防工业出 版社, 19771540
2 天津市电镀工程学会 1 资料情报组翻译小组译 1 机械法表面预处理, 化学法表面预处理 1 天津, 1984
3 王东山, 李建华 1 水质与电镀质量 1 电镀与精饰, 1987, 9 (3) ∶40 (修回日期 1997—07—28)
常用金属材料表面电刷镀工艺
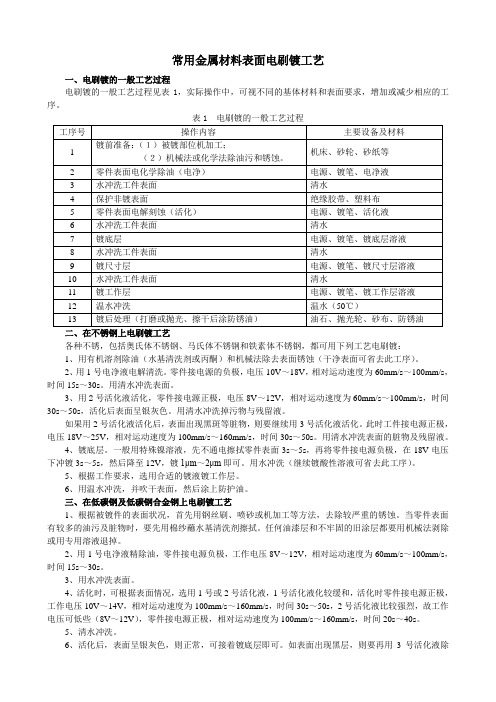
常用金属材料表面电刷镀工艺一、电刷镀的一般工艺过程 电刷镀的一般工艺过程见表 1,实际操作中,可视不同的基体材料和表面要求,增加或减少相应的工 序。
表 1 电刷镀的一般工艺过程 工序号 1 2 3 4 5 6 7 8 9 10 11 12 13 操作内容 镀前准备: (1)被镀部位机加工; (2)机械法或化学法除油污和锈蚀。
零件表面电化学除油(电净) 水冲洗工件表面 保护非镀表面 零件表面电解刻蚀(活化) 水冲洗工件表面 镀底层 水冲洗工件表面 镀尺寸层 水冲洗工件表面 镀工作层 温水冲洗 镀后处理(打磨或抛光、擦干后涂防锈油) 主要设备及材料 机床、砂轮、砂纸等 电源、镀笔、电净液 清水 绝缘胶带、塑料布 电源、镀笔、活化液 清水 电源、镀笔、镀底层溶液 清水 电源、镀笔、镀尺寸层溶液 清水 电源、镀笔、镀工作层溶液 温水(50℃) 油石、抛光轮、砂布、防锈油二、在不锈钢上电刷镀工艺 在不锈钢上电刷镀工艺 各种不锈,包括奥氏体不锈钢、马氏体不锈钢和铁素体不锈钢,都可用下列工艺电刷镀: 1、用有机溶剂除油(水基清洗剂或丙酮)和机械法除去表面锈蚀(干净表面可省去此工序) 。
2、 1 号电净液电解清洗。
用 零件接电源的负极, 电压 10V~18V, 相对运动速度为 60mm/s~100mm/s, 时间 15s~30s。
用清水冲洗表面。
3、用 2 号活化液活化,零件接电源正极,电压 8V~12V,相对运动速度为 60mm/s~100mm/s,时间 30s~50s,活化后表面呈银灰色。
用清水冲洗掉污物与残留液。
如果用 2 号活化液活化后, 表面出现黑斑等脏物, 则要继续用 3 号活化液活化。
此时工件接电源正极, 电压 18V~25V,相对运动速度为 100mm/s~160mm/s,时间 30s~50s。
用清水冲洗表面的脏物及残留液。
4、镀底层。
一般用特殊镍溶液,先不通电擦拭零件表面 3s~5s,再将零件接电源负极,在 18V 电压 下冲镀 3s~5s,然后降至 12V,镀 1µm~2µm 即可。
马氏体不锈钢生产工艺

马氏体不锈钢生产工艺
马氏体不锈钢是一种通过调节合金元素含量和冷处理工艺得到的具有高强度和良好的耐腐蚀性能的不锈钢。
其生产工艺主要包括材料选取、熔炼、锻造、热处理和冷加工等步骤。
首先是材料选取。
马氏体不锈钢的材料需要选择合适的原材料,通常包括铬、镍、钼等合金元素。
这些合金元素能够提高不锈钢的耐腐蚀性能和强度。
其次是熔炼。
将选取的原材料放入电炉或电弧炉中进行熔炼,以得到合金溶液。
在熔炼的过程中,需要控制合金元素的含量和炉温,以确保得到所需的合金成分。
然后是锻造。
将熔炼得到的合金溶液进行浇铸或锻造,以得到所需的形状和尺寸。
锻造过程需要控制温度和力度,以确保得到均匀的组织和良好的机械性能。
接下来是热处理。
将锻造得到的不锈钢进行加热处理,以形成马氏体组织。
热处理的温度和时间需要根据不锈钢的成分和所需的性能来确定。
最后是冷加工。
将经过热处理的不锈钢进行冷加工,以进一步提高其强度。
冷加工的方法可以包括冷轧、冷拔、冷镦等。
冷加工的过程中需要控制温度和变形量,以确保不锈钢的性能不受损。
通过以上的工艺步骤,马氏体不锈钢的生产就完成了。
最后需
要对成品进行质量检测,以确保产品符合标准和客户的需求。
马氏体不锈钢生产工艺的优化和改进可以进一步提高不锈钢的性能和生产效率。
不锈钢的七种表面处理工艺

不锈钢的七种表面处理工艺作为一位设计师,对材质的深入把握可以让自己的设计作品锦上添花,而不锈钢则是产品中经常应用到的一种材料。
不同的不锈钢表面处理工艺,能够让同样的材质凸显不同的视觉效果及手感特征。
从设计的角度出发,需要了解下面这7种不锈钢的表面处理工艺。
1 PVD工艺PVD(Physical Vapor Deposition)---物理气相沉积:指利用物理过程实现物质转移,将原子或分子由源转移到基材表面上的过程。
它的作用是可以使某些有特殊性能(强度高、耐磨性、散热性、耐腐性等)的微粒喷涂在性能较低的母体上,使得母体具有更好的性能。
PVD基本方法:真空蒸发、溅射、离子镀(空心阴极离子镀、热阴极离子镀、电弧离子镀、活性反应离子镀、射频离子镀、直流放电离子镀)。
iPhone X不锈钢加PVD工艺的顺利量产,标志着不锈钢加塑胶中框PVD技术方案已经成熟,为手机厂商表面处理方案多增加一项选择。
而小米6 不锈钢中框也是采用了PVD镀膜工艺2 喷砂(喷丸)处理喷砂是采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海砂)高速喷射到需处理工件表面,使工件表面的外表或形状发生变化。
喷砂在工程与表面工艺方面都有很强的应用,如:提高粘接件粘度、去污、优化机加工后的表面毛刺、表面哑光处理。
喷砂工艺比手工打磨要均匀而高效,这种方法的不锈钢处理,打造出产品的低调、耐用的特征。
下面举几个例子直观看看喷砂工艺的效果:3 化学处理化学处理是采用化学或电化学处理使不锈钢表面生成一层稳定化合物方法的统称。
像我们常说的电镀便是用电化学处理的。
单独或混合使用酸溶液、阳极溶解(电解)等进行除锈,使用磷酸盐处理、铬酸盐处理、发黑、阳极氧化等使金属表面生成一层保护膜,均属于此种方法。
这种方法能够达到复杂的花纹效果,打造复古或是现代的设计需求。
4 镜面处理不锈钢的镜面处理,简单来讲就是对不锈钢表面进行抛光,抛光手法分为物理抛光和化学抛光。
【CN109695019A】3Cr13马氏体不锈钢厨刀离子镀TiN层的制备工艺【专利】
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910140919.3(22)申请日 2019.02.26(71)申请人 武汉理工大学地址 430070 湖北省武汉市洪山区珞狮路122号申请人 阳江拓必拓工业技术研究院有限公司(72)发明人 张覃轶 夏凯林 (74)专利代理机构 湖北武汉永嘉专利代理有限公司 42102代理人 崔友明(51)Int.Cl.C23C 14/32(2006.01)C23C 14/06(2006.01)(54)发明名称3Cr13马氏体不锈钢厨刀离子镀TiN层的制备工艺(57)摘要本发明涉及3Cr13马氏体不锈钢厨刀表面制备氮化钛硬质涂层的离子镀工艺,包括如下步骤:i)将经过预处理的3Cr13马氏体不锈钢厨刀样品入炉后抽真空,偏压调至400V,开惰性气体,先后起靶,完成轰击清洗过程;ii)调偏压,后五个弧源一起开启,设定基体温度,加入氮气,关挡板,关惰性气体;调氮气气压,关闭电弧离子镀设备多弧总开关,关氮气,开挡板;第一阶段镀膜过程完成;iii )调氮气,开电弧离子镀设备多弧总开关,调氮气,关挡板,关电弧离子镀设备多弧总开关,关氮气整个镀膜阶段去完成。
本发明通过工艺参数的合理调配达到一种较好的在3Cr13马氏体不锈钢基体上沉积硬质氮化钛薄膜的作用。
权利要求书1页 说明书3页 附图2页CN 109695019 A 2019.04.30C N 109695019A权 利 要 求 书1/1页CN 109695019 A1.3Cr13马氏体不锈钢厨刀离子镀TiN层的制备工艺,包括如下步骤:i)将经过预处理的3Cr13马氏体不锈钢厨刀样品入炉后抽真空达到2.0E-2Pa,偏压调至400V,开惰性气体,开电弧离子镀设备多弧总开关按序号由小到大顺序先后起靶,完成轰击清洗过程;ii)调偏压40±10V,后五个弧源一起开启,设定基体温度280℃,40秒后加入氮气160格,关挡板,60秒后关惰性气体;调氮气气压至4.0E-1Pa,4分钟后关闭电弧离子镀设备多弧总开关,关氮气,3分钟后开挡板;第一阶段镀膜过程完成;iii)调氮气至真空度4.0E-1Pa,开电弧离子镀设备多弧总开关,30秒后调氮气至5.0E-1Pa,关挡板,工作4分钟后关电弧离子镀设备多弧总开关,关氮气整个镀膜阶段去完成。
不锈钢棒镀洛以及镀其他合金的工艺

不锈钢棒镀洛以及镀其他合金的工艺
镀铬是金属表面处理的一种电镀工艺。
表面处理的目的是为了在金属材料基体上形成一层与基体的机械、物理和化学性能不同的表层,以满足不锈钢棒的耐蚀性、耐磨性、装饰或其他特种功能要求。
工业中人们常说的镀铬棒,一般是用电镀,不锈钢棒处理的方法很多,其中有一种工艺叫电镀。
电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金。
例如镀金、银、镉、锌,以及镀铬。
镀铬的电镀液有多种配方,最普通最广泛使用的是铬酐和的水溶液,然后分别添加不同的添加剂,如氟硅酸、或锶和氟硅酸钾等等,又分成了复合镀铬液、快速镀铬液等等。
镀铬的电解液放在专门的镀槽中,镀槽连接低压直流电源,以铅作阳极。
需要镀铬的不锈钢棒、机械部件(如钢铁件、铜件、)经过打磨或抛光、去油、酸洗、清水清洗等工序,然后挂在专门的挂具上,镀件浸入电镀液,挂具与阴极连接。
接通直流电,镀液中的铬离子就在镀件(阴极)上还原,形成铬镀层。
由于用途不同,镀铬工艺有分为:镀硬铬、镀乳白铬、镀松孔铬、镀黑铬,以及防护一装饰性镀铬。
镀硬铬、镀乳白铬、镀松孔铬、镀黑铬主要在工业方面使用,用于机械制作的不锈钢棒一般常见为镀硬铬棒,目的是为了提高机械部件的硬度、耐磨性能、耐腐蚀性能等等。
不锈钢电镀工艺简介
2.不銹鋼電鍍的基本原理
電鍍就是當具有導電表面的製件與電解質溶液接觸, 並作為陰極,在外電流作用下在其表面形成與基體牢固結 合的鍍覆層的過程,實際上是一種電沉積的過程.
1
2 3
4
1-------電源 2-------電壓表 3-------陰極 4-------陽極
3.ep 6 中和
Temp.:45-50。C Chemicals:還原劑 10-20ml/L C/T:0.5-2 min. Rinsing: 超聲波清洗1-3min
Step 7 電鍍Cr+3
Temp.:室溫 Chemicals:
硼酸:65-90g/L
Tri MAC Carrier:8-12ml/L
(2)按照性能及用途,不銹鋼可分為:耐硝酸(硝酸级)不锈钢、耐 硫酸不锈钢、耐点蚀不锈钢、耐应力腐蚀不锈钢、高强度不锈钢
(3)按組織結構分:马氏体不锈钢 ,铁素体不锈钢 ,奥氏体不锈钢 , α+γ双相不锈钢 ,沉淀硬化不锈钢. 現用於手機件的多為Cr-Ni系不銹鋼,其中以SUS304最為常用,此材 料也較適合電鍍.
5. 後處理問題:
目前不銹鋼件和塑膠件的電鍍都必須進行後處理過 程-----鈍化過程.
三.相关案例介绍
1. LG產品
KE970 Battery-cover VX8700 Battery-cover
VX8700 Upper-cover
2. NOKIA產品
Queen Battery-cover
Felix Battery-cover
Temp.: 48-58。C Chemicals:NaOH 30-60g/L
MAX-60 50-60g/L C/T:2-8 min. Rinsing: 2-3 times 溢流循環
一种紧固件镀银层厚度金相测试方法
一种紧固件镀银层厚度金相测试方法
一种紧固件镀银层厚度金相测试方法
紧固件作为机械装配工程中必不可少的产品之一,也是制造业中的重
要组成部分。
其中,镀银工艺在紧固件加工中应用广泛。
然而,对于
保证紧固件镀银层厚度的质量控制,需要使用金相测试方法进行评估。
本文将介绍一种可行的紧固件镀银层厚度金相测试方法。
步骤一:制作样品
首先,需要从紧固件产品生产线上取出少量产品作为测试样品。
然后,需要使用机器设备将样品的表面涂上一层银液。
涂层厚度需要根据紧
固件商品的规格要求进行调整,以保证测试结果的准确性。
步骤二:试验前的处理
在进行金相测试前,需要对样品进行一系列的处理。
首先,需要将样
品使用砂纸打磨至表面光滑。
然后,将样品放入金相试样制作机器中
进行硬化,这样可以增加样品的硬度和厚度,提高金相试验的准确性。
步骤三:金相测试
在样品处理完成后,可以开始进行金相测试。
首先,需要使用数据处
理仪器对样品进行分析,以确定样品的硬度和厚度,从而计算出其镀
银层的厚度。
然后,将样品放入显微镜下进行观察,以评估其结构和
组织情况。
步骤四:结果分析
在金相测试完成后,可以对测试结果进行分析。
首先,需要检查镀银层的厚度是否达到了产品规格的要求。
其次,需要对样品的结构和组织情况进行评估,以确定紧固件的质量是否符合规定标准。
结论
通过使用本文介绍的紧固件镀银层厚度金相测试方法,可以有效地评估紧固件的质量。
这不仅可以提高紧固件的产品品质,还可以增强生产单位有效的质量控制和管理。
00Cr13Ni5Mo马氏体不锈钢焊接材料及焊接工艺方法的研究
improved when vacuum HSl3/5L WaS used in laser—MAG.
5.Impact energy of deposited material is proportional to the content of the retained austenite transformed by temper.the higher the content of austenite inverter,the higher the impact energy.
resistance properties that play an important role in servicing safety and
reliability are little investigated.So more welding materialand impact
不锈钢电镀工艺

不锈钢电镀工艺1 概述(1)由于不锈钢具有强度高、耐蚀性强,有些不锈钢还有抗高温等许多优点,所以不锈钢在工业上的应用比较广泛,为了赋予不锈钢零件表面某些特殊的理化性能,常常通过电镀某种金属镀层来满足要求。
在不锈钢上电镀适当的金属之后可改善其钎焊性能,减轻高温氧化,提高导热性、导电性,在制作弹簧或拉丝时改善润滑性等。
(2)不锈钢所以具有非常好的抗蚀性能,主要是因为其表面能生成一层薄而透明且附着牢固的自然钝化膜,能有效地隔绝腐蚀介质的侵蚀。
并且,在一般情况下,这层自然钝化膜即使遭到破坏,但仍可以在新鲜的表面上迅速地重新生成并完整地得到恢复。
然而,当不锈钢需要进行电镀时,这层自然钝化膜却成了电镀的最大障碍。
若不把其彻底除去,就得不到与基体结合牢固的良好镀层,明显地出现起泡、脱落;不明显的,表面镀层看似平整,但经不起弯曲划痕等结合力试验。
由此可见,不锈钢上电镀,关键在于选择合适的镀前表面处理工艺,有效地除去自然钝化膜并防止其再生成。
只有这样,才能保证镀层与基体之间具有良好的结合力。
(3)用一般酸性浸蚀法,例如,使用混合酸(硝酸300ml/L,氢氟酸100ml/L,盐酸30ml/L,温度50~60℃,时间1~10min)进行酸蚀,企图使不锈钢表面钝化膜彻底除去,并立即电镀,镀层表面虽然很好,但经弯曲试验,镀层有起皮现象,表面镀层结合力不好,可以认为是镀层与基体不锈钢之间存在着新的钝化膜所致。
也就是说,在原先不锈钢表面上有一层薄而透明的氧化膜,此膜用酸蚀除去后又能迅速生成一层新的钝化膜。
因此,按一般钢铁零件的电镀工艺不能获得附着力良好的镀层。
根据“软硬酸碱理论”分析:不锈钢表面钝化膜中铬离子和镍离子分别是“硬酸”和“交易酸”,酸蚀液中氟离子为硬碱,它们之间有很强的亲和力,易生成配阴离子,牢固吸附着表面,进而使金属表面与溶液之间又形成的阻隔层。
虽然这些配阴离子在酸性介质中会被溶解掉,但水洗后不可避免地保留部分配阴离子于不锈钢表面,生成新的钝化膜。
马氏体不锈钢保持架镀银工艺
本文试验的保持架材质为 X105CrMo17(德国牌号) 马氏体不锈钢,表面要求镀银 15 ~ 20 μm。 2. 2 工艺流程
考虑到该零件材料为不锈钢,镀层厚度又较厚,
为了获得合格的镀层,故将零件的前处理工艺由钢铁
零件的预镀铜更换为预镀镍。该零件形状较为复杂,
棱角较多,因此增加超声波除油以保证除油效果。在
The optimal formula and conditions are as follows: NiCl2 240 g/L, concentrated hydrochloric acid 126 mL/L, room temperature, current density 5-8 A/dm2, and time 10-15 min.
pretreatment; activation; pre-nickel plating
First-author’s address: AVIC China Ai 471003, China
1 前言
不锈钢表面存在一层自然形成的富铬氧化薄膜即 钝化膜。研究表明,这层钝化膜非常稳定,无孔,不 易溶解,难以剥落且可自行修复[1]。电镀过程中需去除 此钝化膜,以获得与基体结合良好的镀层。生产过程 中一般通过前处理的酸洗、预镀等工序来去除表面钝 化膜。
收稿日期:2010–08–11 修回日期:2010–09–02 作者简介:刘群(1983–),女,陕西汉中人,本科,工程师,主要从事 表面处理工艺研究。 作者联系方式:(E-mail) monaselly@。
• 14 •
万方数据
本文结合不锈钢保持架零件出现的镀银层结合力 差的现象,通过实验,就去除钝化膜、活化零件表面 等方面进行了初步探讨,找到了适合该零件的最佳前 处理工艺配方,解决了镀层结合力不好的难题,最终 满足了使用要求。
不锈钢镀银工艺
不锈钢镀银工艺不锈钢镀银,这可真是个挺有趣的事儿呢。
你看啊,不锈钢本身就像一个质朴的硬汉,结实耐用,在生活里到处都能见到它的身影,锅碗瓢盆啊,各种器械啊。
而银呢,就像是个优雅的贵族,亮晶晶的,从古至今都被人们视作珍贵的东西。
把银镀到不锈钢上,就像是给硬汉穿上了一身华丽的贵族服饰,一下子就变得又高档又亮眼。
那这不锈钢镀银到底咋整呢?这可不是随随便便就能干好的活。
这镀银之前啊,得把不锈钢的表面处理得干干净净的,就像你要给一块地种上漂亮的花,得先把地里的杂草石头都清干净一样。
不锈钢表面要是有油污啊,锈迹啊,那银层可就没法好好附着上去了。
得用专门的清洗剂,仔仔细细地把不锈钢洗个澡,把那些脏东西都弄掉。
这时候你要是粗心大意,那后面镀出来的效果肯定不好。
这就好比你做饭的时候,要是食材没洗干净,做出来的菜味道能好吗?等不锈钢表面处理好了,就该上镀银的工序了。
这镀银就像是给不锈钢化妆,不过这个化妆可讲究了。
镀银的方法有好几种呢,常见的有化学镀银和电镀银。
化学镀银啊,就像是慢慢地让银一层一层地在不锈钢表面生长出来,这个过程得控制好各种化学药剂的比例,多一点少一点都不行。
这就跟你调调料一样,盐放多了菜就咸,放少了就没味。
电镀银呢,则是通过电流的力量,把银离子拉到不锈钢表面。
这电流的大小就像拉车的马的力气,力气太大了,银层可能就不均匀,力气太小了,银层又太薄。
在镀银的过程中啊,还得注意温度呢。
温度不合适,就像你冬天穿衣服,穿得太多了热得难受,穿得太少了又冷得发抖。
镀银的时候温度过高或者过低,都会影响银层的质量。
而且啊,镀银的时间也得把握好,时间短了,银层没镀够厚度,就像给蛋糕抹奶油,只抹了薄薄的一层,根本就不够看。
时间长了呢,又可能会出现别的问题,就像你跑步,跑太久了身体会吃不消。
镀好银之后啊,也不能就这么不管了。
还得进行一些后处理,比如说清洗啊,烘干啊。
这就像你化完妆之后,得把多余的粉擦干净,头发整理好一样。
如果不把镀银后的不锈钢清洗干净,残留的镀液可能会腐蚀银层,那就前功尽弃了。
化学镀银工艺流程及详解
化学镀银工艺流程及详解
1. 首先得准备好材料呀,这就好比做饭得先有食材一样!比如要准备好需要镀银的工件,还有银盐、还原剂这些化学药品。
2. 然后要对工件进行预处理呢,就像我们出门前要洗脸刷牙一样,把工件清洗干净,去掉油污啥的,这样银才能更好地附着上去呀。
3. 接下来就是配制镀液啦,这可不能马虎,得按照一定的比例把银盐、还原剂等混合在一起,哎呀,这就好像调鸡尾酒似的,比例不对可不行哦!
4. 把工件放入镀液中,这时候就等着神奇的事情发生啦!就像种子种到地里等待发芽一样,满心期待呀!你看,工件慢慢就会被镀上银啦。
5. 在镀银的过程中,要控制好温度、pH 值这些条件哦,这可关系到镀银的效果呢!就像炒菜要控制火候一样重要。
6. 镀完后,还得把工件取出来冲洗干净呀,把多余的镀液冲掉,让工件变得亮晶晶的,哇,是不是很有成就感!
7. 最后还得检查一下镀银的质量呢,看看有没有瑕疵,有没有漏镀的地方,这就跟我们做完作业要检查一遍一样重要呀!要是有问题,还得重新来一遍呢,可不能马虎!
8. 哎呀,你说这化学镀银是不是很神奇?就像变魔术一样,能让普通的工件变得银光闪闪的!怎么样,是不是很想自己试试呀?。
不锈钢保持架的电解抛光工艺_段欣生
不锈钢保持架的电解抛光工艺段欣生,陈 蓉,王灿辉(洛阳轴研科技股份有限公司,河南 洛阳 471039)摘要:介绍了一种不锈钢保持架的电抛光原理,分析了抛光工艺条件和抛光质量影响因素,实际使用表明,该工艺能满足生产需要,经抛光处理的不锈钢保持架得到均匀的光亮层。
关键词:滚动轴承;保持架;不锈钢;电抛光中图分类号:T H 133.33;T G 175 文献标志码:B 文章编号:1000-3762(2009)06-0017-031 电抛光原理将工件放入特定的溶液中进行阳极电解,使金属表面平滑并产生金属光泽的过程,称为电解抛光或电抛光。
其去除了机械抛光过程中产生的表面层,在表面上生成了具有高耐蚀性和反光率的金属氧化物层,同时也降低了表面应力和摩擦系数。
电解抛光是不锈钢表面的阳极电化学腐蚀过程,当以不锈钢工件为阳极进行电解时,首先是表面氧化层和金属的电化学和化学溶解,以及工件上析出的氧气泡的物理冲刷,使表面层脱离工件表面而除去。
电化学抛光可能进行如下反应:(1)金属原子失去电子,转变为金属离子进入溶液中MM2++2e(2)氧化膜的形成M+H 2O M O+2H ++2e (3)氧气析出2H 2O O 2+4H ++4e (4)溶液中其他物质的阳极氧化。
电解抛光过程可用黏膜理论解释如下:当以不锈钢工件为阳极进行电解抛光时,若阳极的溶解速度大于阳极溶解产物离开阳极表面向电解液深处扩散速度,溶解产物就会在阳极表面附近积累。
形成一层电阻比较大的黏性液膜,其在阳极表面的分布是不均匀的。
凸起处黏膜薄,电阻小,电流密度大,氧气析出多,溶液易更新,溶解速度快;凹处黏膜厚,电阻大,电流密度小,溶解缓慢。
随着抛光时间的延续,阳极表面的凸起处逐渐被削平,使表面变得平滑光洁[1]。
收稿日期:2008-07-23;修回日期:2008-12-252 电解抛光工艺2.1 抛光前处理不锈钢保持架材料应用较多的是奥氏体不锈钢和马氏体不锈钢。
外壳镀银工艺流程
外壳镀银工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!外壳镀银是一种常见的表面处理工艺,可以使产品外观更加美观,提高产品的质感和耐腐蚀性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
pretreatment; activation; pre-nickel plating
First-author’s address: AVIC China Airborne Missile
Academy, Luoyang 471003, China
1 前言
不锈钢表面存在一层自然形成的富铬氧化薄膜即 钝化膜。研究表明,这层钝化膜非常稳定,无孔,不 易溶解,难以剥落且可自行修复[1]。电镀过程中需去除 此钝化膜,以获得与基体结合良好的镀层。生产过程 中一般通过前处理的酸洗、预镀等工序来去除表面钝 化膜。
silver plating and drying. The adhesion can be improved
greatly with the activation pretreatment and pre-nickel plating.
The optimal formula and conditions are as follows: NiCl2 240 g/L, concentrated hydrochloric acid 126 mL/L, room temperature, current density 5-8 A/dm2, and time 10-15 min.
The process has the features of good adhesion with an
average Ag coating thickness of 18.9 μm and batch processing.
Keywords: stainless steel; bearing cage; silver plating;
马氏体不锈钢保持架镀银工艺
刘群*,付明
(中国一航空空导弹研究院,河南 洛阳 471003)
摘 要:介绍了用于 X105CrMo17 马氏体不锈钢保持架的电镀
银工艺,其工艺流程主要包括:电化学除油,超声波清洗,酸
蚀,活化-预镀镍,电镀银,干燥。采用“活化-预镀镍”前处
理方法,能有效提高镀层的结合力。最佳的工艺配方及操作条
氰化银 氰化钾
25 ~ 50 g/L 90 ~ 150 g/L
氢氧化钾 光亮剂 A
5 ~ 10 g/L 30 mL/L
光亮剂 B
15 mL/L
θ
20 ~ 40 °C
J
0.5 ~ 1.0 A/dm2
其中的光亮剂 A、B 均为深圳华美电镀技术有限 公司的产品。
3 镀层质量检验
3. 1 外观 采用目视法,镀层结晶细致、均匀,无起皮、鼓
3 ~ 5 g/L 20 ~ 25 g/L
θ
60 ~ 80 °C
J
3 ~ 10 A/dm2
马氏体不锈钢保持架镀银工艺
2. 3. 2 超声波清洗 超声波清洗是利用超声波的空化作用对物体表面
ቤተ መጻሕፍቲ ባይዱ
上的污物进行撞击、剥离,以达到清洗目的。因该零
件表面光洁度很高,在清洗时需注意控制好超声波的
频率和清洗时间,防止零件表面产生蚀点。一般清洗
收稿日期:2010–08–11 修回日期:2010–09–02 作者简介:刘群(1983–),女,陕西汉中人,本科,工程师,主要从事 表面处理工艺研究。 作者联系方式:(E-mail) monaselly@。
• 14 •
万方数据
本文结合不锈钢保持架零件出现的镀银层结合力 差的现象,通过实验,就去除钝化膜、活化零件表面 等方面进行了初步探讨,找到了适合该零件的最佳前 处理工艺配方,解决了镀层结合力不好的难题,最终 满足了使用要求。
参考文献(4条) 1.陈天玉 不锈钢表面处理技术 2004 2.陆世英.张廷凯.康喜范 不锈钢概论 2007 3.陆世英;张廷凯;康喜范 不锈钢概论 2007 4.陈天玉 不锈钢表面处理技术 2004
本文链接:/Periodical_ddyts201012004.aspx
艺预镀镍:
氯化镍 盐酸(ρ = 1.18 g/mL)
240 g/L 126 mL/L
θ
室温
J
5 ~ 8 A/dm2
t
10 ~ 15 min
该工艺使用了酸性较强的盐酸,这样即使酸蚀活
化后的零件表面生成了新的钝化膜,在进入镀镍槽后,
槽液中大量的盐酸也会和钝化膜发生反应,从而使其
二次活化。
按此工艺方法进行预镀镍时,酸蚀后的零件需先
在槽液中浸泡 3 ~ 5 min,然后再通电进行预镀镍。 根据软硬酸碱理论,由于不锈钢钝化膜中的铬离
子是硬酸,而酸蚀溶液中的氯离子是硬碱,因此它们
之间有很强的亲和力,易生成配阴离子,牢固地吸附
在零件表面,从而使零件表面与溶液之间又形成新的
阻隔层。这些配阴离子在酸性介质中会被溶解掉,但
水洗后不可避免地会有部分残留在零件表面,从而形
2 工艺介绍
2. 1 工艺要求 轴承保持架能引导并带动轴承滚动体在正确的滚
道上滚动,并且可以防止轴承滚动体的脱落,它是轴
承能正常工作的前提保证。在其表面镀银能够提高轴
承的润滑性能,从而延长轴承的使用寿命,因此保持
架的镀银质量直接影响到轴承的使用状况。一般考察
的指标包括镀层外观、镀层厚度以及镀层结合力等。
martensitic stainless steel bearing cage was introduced. The
process flow includes electrochemical degreasing, ultrasonic
cleaning, acid etching, activation and pre-nickel plating,
参考文献:
[1] 陆世英, 张廷凯, 康喜范, 等. 不锈钢概论[M]. 北京: 中国科学技术 出版社, 2007.
[2] 陈天玉. 不锈钢表面处理技术[M]. 北京: 化学工业出版社, 2004.
[ 编辑:吴定彦 ]
《电镀与涂饰》杂志电子阅览室重新开通
《电镀与涂饰》杂志电子阅览室()已重新开通,原电子阅读卡读者用户也可使用。
泡现象。 3. 2 厚度
采用德国 Fischerscope X 射线测厚仪测得其平均 厚度为 18.9 μm,符合工艺要求。 3. 3 结合力
将零件放入 300 °C 的烘箱内,2 h 后取出观察,零 件表面无起泡现象,说明结合力良好。
对整批零件都进行检测,结果全部合格,满足使 用要求。
4 结论
不锈钢电镀的关键就是前处理的活化、预镀等工 序,不同的镀种有不同的处理方法。采用“活化–预镀 镍”的前处理工艺方法可以在马氏体不锈钢上获得结 合力良好的银镀层,工艺简单又能满足使用要求,是 不锈钢镀银较为理想的前处理工艺方法。
件为:氯化镍 240 g/L,浓盐酸 126 mL/L,室温,电流密度 5 ~
8 A/dm2,时间 10 ~ 15 min。采用该工艺可在不锈钢表面获得结
合力良好的镀银层(平均厚度为 18.9 μm),适用于批量加工。
关键词:不锈钢;轴承保持架;镀银;前处理;活化;预镀镍
中图分类号:TQ153.16
成新的钝化膜[2]。因此,此工序如果用普通的预镀镍工
艺,活化后零件表面生成的新钝化膜就会影响镀层与
基体之间的结合力,导致镀层出现起皮、起泡现象,
严重时还会造成镀层整体剥落。
2. 3. 5 电镀银 为了获得结晶细致、光亮度高的镀层,采用氰化
物光亮镀银工艺,并辅以阴极移动来保证镀层的均匀
性。镀银时需带电下槽,并以大电流冲击镀约 1 min, 然后降至正常电流进行电镀。
5 ~ 10 min 即可。 2. 3. 3 酸蚀
为了使镀层与基体结合牢固,需在 100 ~ 150 g/L 浓盐酸(ρ = 1.18 g/mL)的水溶液中室温酸蚀 1 ~ 5 min, 也就是活化处理。经过此工序后,零件表面处于活化
状态。
2. 3. 4 活化–预镀镍
为了改善镀层和不锈钢基体的结合力,用以下工
进行了结合力工艺试验之后,最终确定的工艺流程为:
电化学除油─热水洗─冷水洗─超声波清洗─
热水洗─冷水洗─酸蚀─冷水洗─活化–预镀镍─冷 水洗─电镀银─冷水洗─干燥。
2. 3 工艺参数 2. 3. 1 电化学除油
电化学除油是为了去除零件表面的油污,配方如下:
氢氧化钠 磷酸钠 硅酸钠 碳酸钠
30 ~ 50 g/L 20 ~ 30 g/L
联系人:吴杰
电话:020–61302803
E-mail:advertise@
万方数据
• 15 •
马氏体不锈钢保持架镀银工艺
作者: 作者单位: 刊名:
英文刊名: 年,卷(期):
刘群, 付明, LIU Qun, FU Ming 中国一航空空导弹研究院,河南,洛阳,471003
电镀与涂饰 ELECTROPLATING & FINISHING 2010,29(12)
文献标志码:A
文章编号:1004 – 227X (2010) 12 – 0014 – 02
Process of silver plating on martensitic stainless steel
bearing cage // LIU Qun*, FU Ming
Abstract: The process of silver plating on X105CrMo17
本文试验的保持架材质为 X105CrMo17(德国牌号) 马氏体不锈钢,表面要求镀银 15 ~ 20 μm。 2. 2 工艺流程
考虑到该零件材料为不锈钢,镀层厚度又较厚,
为了获得合格的镀层,故将零件的前处理工艺由钢铁
零件的预镀铜更换为预镀镍。该零件形状较为复杂,
棱角较多,因此增加超声波除油以保证除油效果。在