法兰螺母规格表 防松螺母
GB5789 六角法兰面加大系列镀锌带齿防松螺栓 相关简介.doc
产品介绍
由六角头部和法兰盘(六角下面的垫片跟六角固定在一起的)和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件。
需与螺母配合,用于紧固连接两个带有通孔的零件;六角头有两种,一种是平脑的,另一种是凹脑的;根据法兰螺栓的使用地点不同,盘的大小要求都各不相同,另有平底和带齿之分,带齿的起防滑作用。
深沪螺栓尺寸标记说明
标记:螺纹规格D=M12,公称长度L=80mm,性能等级为8.8级,表面氧化,产品等级为A 级的六角法兰面螺栓加大型的标记示例
螺栓书写标记GB5789-M12×80SJG
表色代码:兰锌LX六价黄CX环保彩SJG环保黑SJGHX环保镍SJGN
达克罗DKL耐落NL
例:深沪简码:GB578912*80SJG中文代表
“国标为GB5789的六角法兰面螺栓加大型等级8.8级螺纹直径为12,长度为80,牙纹螺距为1.75的镀环保彩螺丝”
深沪标准件。
GB6177.1 六角法兰面螺母法兰螺帽 花齿螺母防滑螺母 环保锌

产品介绍
1.不需要再用弹簧垫圈。
2.配合带有外螺纹的螺栓(螺柱或螺钉),利用内外螺
纹连接形式,做紧固两个被连接件(零件,构件等)之用。
3.特点是装拆时用扳手卡住螺母不易打滑,但只能使用活扳手,呆扳手,两用(开口部分),或特制方孔套筒扳手进行装拆。
尺寸标记说明
标记:螺纹规格D=M12、性能等级为10级、表面氧化、产品等级为A 级的
六角法兰面螺母的标记:螺母GB/T 6177.1M12
深
沪
标
准
件
沪
标
准
件
件
深
沪
标
准
件
深
沪标准件深
沪
标
深
深沪电镀产品的中性盐雾实验时间
沪
标
准
件
深
深
螺丝攻牙钻孔对照表
深
沪
标
沪
标
准
件
件
深
标
深。
法兰螺栓螺柱表

140
8*M16*110 8*M16*110 8*M16*120 8*M16*130 8*M20*130
12*M24*150
4*M14*120 4*M14*120 8*M14*140 8*M16*140 8*M16*140 8*M20*150 12*M20*170 12*M24*200 12*M20*200
螺栓长度:2倍的法兰厚度+垫片厚度+螺母厚度+垫圈厚度(如果有垫圈)+垫片厚度+2倍的螺母厚度+2倍的垫圈厚度(如果有垫圈)+2倍的5~8(螺栓外伸长度) 计算结果圆整到标准尺寸即可。 我们公司一般垫片取3mm,缠绕垫取4.5mm。 铝制气化器螺栓要加长!
2倍的法兰厚度垫片厚度2倍的螺母厚度2倍的垫圈厚度如果有垫圈2倍的58螺栓外伸长度计算结果圆整到标准尺寸即可
国标国标-美标用法兰螺栓螺柱
序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 规格 DN15 PN16 DN25 PN16 DN32 PN16 DN40 PN16 DN50 PN16 DN65 PN16 DN80 PN16 DN100 PN16 DN125 PN16 DN150 PN16 DN200 PN16 DN250 PN16 DN300 PN16 DN350 PN16 DN400 PN16 DN450 PN16 DN500 PN16 DN600 PN16 DN700 PN16 DN800 PN16 DN900 PN16 DN1000 PN16 DN1200 PN16 DN1400 PN16 DN1600 PN16 DN1800 PN16 DN2000 PN16 孔数 4 4 4 4 4 4 8 8 8 8 12 12 12 16 16 20 20 20 24 24 28 28 32 36 40 44 48 螺径 M12 M12 M14 M16 M16 M16 M16 M16 M16 M20 M20 M24 M24 M24 M27 M27 M30 M33 M33 M36 M36 M36 M45 M45 M52 M52 M56 法兰螺栓 法兰螺柱(工 气化器 螺柱( 螺栓 螺柱 艺管道) 法兰 (水管道) 水管道) 艺管道) 60 60 60 60 70 70 70 70 80 80 80 90 90 110 120 130 140 140 80 80 80 80 90 90 90 100 100 110 110 120 120 140 150 170 170 180 对夹式蝶 阀 双瓣对夹式 止回阀 规格 DN15 PN16 DN25 PN16 DN32 PN16 DN40 PN16 DN50 PN16 DN65 PN16 DN80 PN16 DN100 PN16 DN125 PN16 DN150 PN16 DN200 PN16 DN250 PN16 DN300 PN16 DN350 PN16 DN400 PN16 DN450 PN16 DN500 PN16 DN600 PN16 DN700 PN16 DN800 PN16 DN900 PN16 DN1000 PN16 DN1200 PN16 DN1400 PN16 DN1600 PN16 DN1800 PN16 DN2000 PN16
HB-表3《HG20592-2009(PL-RF)法兰所配螺栓规格表》

.....................................公司HG(PL-RF)法兰所配螺栓规格表 HB-表3序号法兰规格螺栓规格配对法兰配对法兰盖理论长度设计长度重量(含螺母、垫片)理论长度设计长度重量(含螺母、垫片) n-M()L L(mm)L(mm)碳钢Kg不锈钢Kg L L(mm)L(mm)碳钢Kg不锈钢Kg1DN25-PN104﹣M1249550.0950.09651550.0950.0962DN32-PN104﹣M1658650.2080.2158650.2080.213DN40-PN104﹣M16580.2080.21580.2080.214DN50-PN104﹣M16600.2080.21590.2080.215DN65-PN108﹣M1662700.2160.218600.2080.21 6DN80-PN108﹣M16620.2160.21862700.2160.2187DN100-PN108﹣M1666700.2160.21864700.2160.2188DN125-PN108﹣M16660.2160.218660.2160.2189DN150-PN108﹣M2072800.3990.40370800.3990.40310DN200-PN108﹣M20720.3990.403720.3990.403 11DN250-PN1012﹣M20760.3990.403760.3990.403 12DN300-PN1012﹣M20760.3990.403760.3990.403 13DN350-PN1016﹣M2080900.4240.42878900.4240.428 14DN400-PN1016﹣M24931000.6970.704871000.6970.704 15DN25-PN164﹣M1249550.0950.09651550.0950.09616DN32-PN164﹣M1658650.2080.2158650.2080.2117DN40-PN164﹣M16580.2080.21580.2080.2118DN50-PN164﹣M16600.2080.21590.2080.2119DN65-PN168﹣M1662700.2160.218600.2080.21 20DN80-PN168﹣M16620.2160.21862700.2160.21821DN100-PN168﹣M1666700.2160.21864700.2160.21822DN125-PN168﹣M16660.2160.218660.2160.218 23DN150-PN168﹣M2072800.3990.40370800.3990.40324DN200-PN1612﹣M2076900.4240.42874800.3990.403 25DN250-PN1612﹣M2486900.6620.66884900.6620.668 26DN300-PN1612﹣M24931000.6970.704891000.6620.668 27DN350-PN1616﹣M24991100.7330.74941000.6970.704 28DN400-PN1616﹣M271071100.9780.9881011100.9780.988 29DN25-PN254﹣M1249.4550.0950.09651.4550.0950.09630DN32-PN254﹣M1657.6650.2080.2157.6650.2080.2131DN40-PN254﹣M1657.60.2080.2157.60.2080.2132DN50-PN254﹣M1661.6700.2160.21861.6700.2160.21833DN65-PN258﹣M1665.60.2160.21865.60.2160.21834DN80-PN258﹣M1669.6800.2310.23469.6800.2310.23435DN100-PN258﹣M2076.40.3990.40374.40.2310.234 36DN125-PN258﹣M2484.7900.6620.66882.7900.6620.668 37DN150-PN258﹣M2488.71000.6970.70486.71000.6970.704 38DN200-PN2512﹣M2492.71000.6970.70490.71000.6970.70439DN250-PN2512﹣M271011100.9780.988981100.9780.98840DN300-PN2516﹣M271070.9780.9881030.9780.98841DN350-PN2516﹣M30116.8120 1.147 1.159112.8120 1.147 1.15942DN400-PN2516﹣M33128.9140 1.574 1.59122.9130 1.507 1.5221、法兰选用不锈钢时,螺栓(性能等级A2-70,GB/T5782-2016、螺母(性能等级A2-70,GB/T6170-2015)、垫圈(材料:A200,GB/T97.1-2002),螺母硬度(布氏硬度,HB)应比相配的螺栓硬度低20~30;法兰选用碳钢时,螺栓(性能等级8.8级,GB/T5782-2016、螺母(性能等级8级,GB/T6170-2015)和垫圈(材料:200HV,GB/T97.1-2002);2、管路法兰垫片按照JB/T90-2015(T=4.5mm)设计;3、垫片厚度:M12、M16、M20、M24为3mm,M27、M30为4mm,M33为5mm;螺母厚度:M12为10mm,M16为14mm,M20为17mm,M24为20mm,M27为23mm,M30为24mm,M33为27mm。
标准法兰及螺栓规格参照表

法兰规格 法兰厚 DN700 40 DN800 44 DN900 48
蝶阀厚 165 190 203
螺母厚 21.5 23.8 23.8
总厚度 288 325.6 346.6
余量 7 9.4 8.4
0.6MPa普通法兰 GB/T9119-200 含蝶阀总长 双头螺栓 295 M24X295 335 M27X335 355 M27X355
法兰规格 法兰厚 DN40 18 DN50 20 DN65 20 DN80 20 DN100 22 DN125 22 DN150 24 DN200 26 DN250 28 DN300 32 DN350 35 DN400 38 DN450 42 DN500 46 DN600 52
蝶阀厚 33 43 46 46 52 56 56 60 68 78 78 102 114 127 154
a普通法兰 GB/T9119-2000 扣除蝶阀长 垫片厚 101.5 3 111.8 3 119.8 3
合计长 104.5 114.8 122.8
余量 5.5 5.2 7.2
总长 110 120 130
单头螺栓螺栓数量 垫片 Ø772/Ø720 M24X110 24 Ø878/Ø820 M27X120 24 Ø978/Ø920 M27X130 24
螺母厚 14.8 14.8 14.8 14.8 14.8 14.8 18 18 21.5 21.5 21.5 23.8 23.8 25.6 28.7
总厚度 98.6 112.6 115.6 115.6 125.6 129.6 140 148 167 185 191 225.6 245.6 270.2 315.4
余量 6.2 7.2 7.2 7.2 8.2 8.2 6 6 7 8 4 6.5 5.5 4.5 4.2
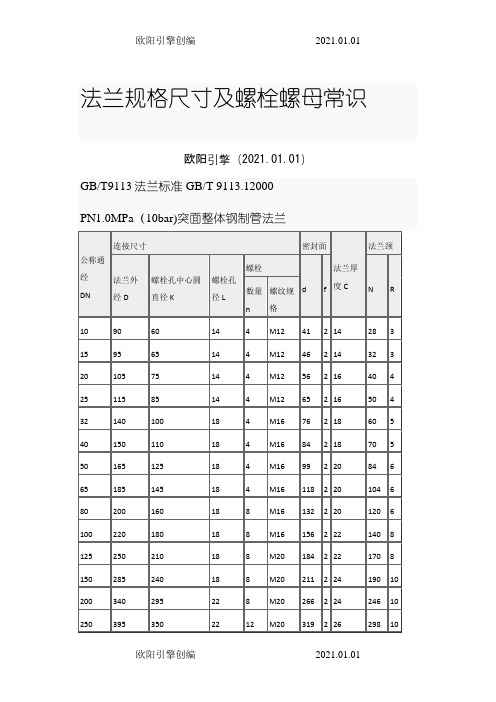
法兰规格尺寸及螺栓螺母常识-法兰盘螺丝规格

创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*螺栓表示规格是通常连直径和长度一起说,而螺母只说直径,例如内六角螺栓M8X30,螺母M8;六角螺栓M8X30,螺母M8。
若是细牙螺母则要表明螺距,例如六角螺母M12X1,不表明螺距的为标准螺距,左旋和右旋就更不能匹配了简介:本表格收集了国标、美标、日标常用法兰规格尺寸本表格收集了国标、美标、日标常用法兰规格尺寸GB9119,2—88GB9119,2—88in公称通径10kg=1.0MPa公称通径16kg=1.6MPa法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚度法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚3/8 DN10 506014414DN10 9060144141/2 DN15 596514414DN15 956514414 3/4 DN20 1057514416DN20 1057514416 1 DN25 1158514416DN25 1158514416 11/4DN32 14010018418DN32 1401001841811/2DN40 150********DN40 150******** 2 DN50 16512518420DN50 1651251842021/2DN65 185********DN65 185******** 3 DN80 20016018820DN80 2001601882031/2DN100 22018018822DN100 220180188224 DN125 25021018822DN125 250210188225 DN150 28524022824DN150 285240228246 DN200 34029522824DN200 34029522826 8 DN250 395350221226DN250 405355261229 10 DN300 445400221228DN300 460410261232 12 DN350 505460221630DN350 520470261635 14 DN400 565515261632DN400 580525301638 16 DN450 615565262035DN450 640585302042 18 DN500 670620262038DN500 715650332046 20 DN600 780725262042DN600 840770362052JIS标准JIS标准in公称通径10kg=1.0MPa公称通径16kg=1.6MPa法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚度法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚3/8 DN10 DN101/2 DN15 DN153/4 DN20 DN201 DN25 DN2511/4DN32 DN3211/2DN40 14010519416D N40 140105194 2 DN50 155********D N50 15512019821/2DN65 175********D N65 175140198 3 DN80 185********D N80 20016022831/2DN90 19516019818D N90 2101702284 DN100 21017519818D N100 2251852285 DN125 25021023820D N125 2702252586 DN150 28024023822D N150 3052602512 8 DN200 330290231222D N200 3503052512 10 DN250 400355251224D N250 4303802912 12 DN300 445400251624D N300 4804302916 14 DN350 490445251626D N350 5404803216 16 DN400 560510271628D N400 60554035 16 18 DN450 DN45020 DN500 DN50024 DN600 DN600JIS标准公称通径20kg=2.0MPa法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚度DN10DN15DN20DN25DN32DN40 14010519418DN50 155********DN65 175********DN80 20016023822DN90 21017023824DN100 22518523824DN125 27022525826DN150 305260251228DN200 350305251230DN250 430380291234DN300 480430291636DN350 540480331640DN400 60554033 1646DN450DN500DN600ANSI标准125型ANSI标准150型in公称通径10kg=1.0MPa公称通径16kg=1.6MPa法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚度法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚3/8 DN10 DN10 1/2 DN15 DN15 3/4 DN20 DN201 DN25 DN2511/DN32 DN324DN40 12798.516414.3D N40 12798.516417 11/22 DN50 152120.519415.9D N50 152121.519419DN65 178139.519417.5D N65 178139.519422 21/23 DN80 190152.519419.1D N80 190152.5194234 DN100 229190.519823.9D N100 229190.5198235 DN125 254216.522823.9D N125 254216.5228236 DN150 279241.522825.4D N150 279241.522825 8 DN200 343298.522828.6D N200 343298.522828 10 DN250 406362.5251230.2D N250 406362.5251230 12 DN300 483432251231.8D N300 483432251231 14 DN350 533476.5291235D N350 533476.5291216 DN400 597539.5291636.6D N400 597539.529 1636 18 DN450 DN45020 DN500 DN50024 DN600 DN600螺栓配套孔距对比表螺栓孔距直径111418(19)22(23)26(28)30(31)33(34)36(37)39(40)螺栓公称直径M10M12M16M20M24M27M30M33M361. 外螺纹:在圆柱外表面上的螺纹。
法兰规格尺寸及螺栓螺母常识-法兰盘螺丝规格之欧阳引擎创编
法兰规格尺寸及螺栓螺母常识欧阳引擎(2021.01.01)螺栓表示规格是通常连直径和长度一起说,而螺母只说直径,例如内六角螺栓M8X30,螺母M8;六角螺栓M8X30,螺母M8。
若是细牙螺母则要表明螺距,例如六角螺母M12X1,不表明螺距的为标准螺距,左旋和右旋就更不能匹配了简介:本表格收集了国标、美标、日标常用法兰规格尺寸本表格收集了国标、美标、日标常用法兰规格尺寸GB9119,2—88GB9119,2—88in公称通径10kg=1.0MPa公称通径16kg=1.6MPa法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚度法兰外径螺栓孔距螺栓直径螺栓孔数法兰3/8DN10506014414DN10906014414 1/2DN155********DN159********3/4DN201057514416DN201057514416 1DN251158514416DN251158514416 11/4DN3214010018418DN3214010018418 11/2DN4015011018418DN4015011018418 2DN5016512518420DN5016512518420 21/2DN6518514518420DN6518514518420 3DN8020016018820DN8020016018820 31/2DN10022018018822DN10022018018822 4DN12525021018822DN12525021018822 5DN15028524022824DN15028524022824 6DN20034029522824DN20034029522826 8DN250395350221226DN250405355261229 10DN300445400221228DN300460410261232 12DN350505*********DN350520470261635 14DN400565515261632DN400580525301638 16DN450615565262035DN450640585302042 18DN500670620262038DN500715650332046 20DN600780725262042DN600840770362052 JIS标准JIS标准in公称通径10kg=1.0MPa公称通径16kg=1.6MPa法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚度法兰外径螺栓孔距螺栓直径螺栓孔数法兰3/8DN10DN101/2DN15DN153/4DN20DN201DN25DN2511/4DN32DN3211/2DN4014010519416D N40140105194 2DN5015512019416D N50155120198 21/2DN6517514019418D N65175140198 3DN8018515019818D N80200160228 31/2DN9019516019818D N90210170228 4DN10021017519818D N1002251852285DN12525021023820D N125270225258 6DN15028024023822D N1503052602512 8DN200330290231222D N2003503052512 10DN250400355251224D N2504303802912 12DN300445400251624D N3004804302916 14DN350490445251626D N3505404803216 16DN400560510271628D N4006055403516 18DN450DN45020DN500DN50024DN600DN600JIS标准公称通径20kg=2.0MPa法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚度DN10DN15DN20DN25DN32DN4014010519418 DN5015512019818 DN6517514019820 DN8020016023822 DN9021017023824 DN10022518523824 DN12527022525826 DN150305260251228 DN200350305251230 DN250430380291234 DN300480430291636 DN350540********* DN400605540331646DN500DN600ANSI标准125型ANSI标准150型in公称通径10kg=1.0MPa公称通径16kg=1.6MPa法兰外径螺栓孔距螺栓直径螺栓孔数法兰厚度法兰外径螺栓孔距螺栓直径螺栓孔数法兰3/8DN10DN101/2DN15DN153/4DN20DN201DN25DN2511/4DN32DN3211/2DN4012798.516414.3D N4012798.5164 2DN50152120.519415.9D N50152121.5194 21/2DN65178139.519417.5D N65178139.5194 3DN80190152.519419.1D N80190152.5194 4DN100229190.519823.9D N100229190.5198 5DN125254216.522823.9D N125254216.5228 6DN150279241.522825.4D N150279241.5228 8DN200343298.522828.6D N200343298.5228 10DN250406362.5251230.2D N250406362.52512 12DN300483432251231.8D N3004834322512 14DN350533476.5291235D N350533476.52912 16DN400597539.5291636.6D N400597539.52916 18DN450DN45020DN500DN500DN600螺栓配套孔距对比表螺栓孔距直径111418(19)22(23)26(28)30(31)33(34)36(37)39(40)螺栓公称直径M10M12M16M20M24M27M30M33M361. 外螺纹:在圆柱外表面上的螺纹。
螺母尺寸规格表
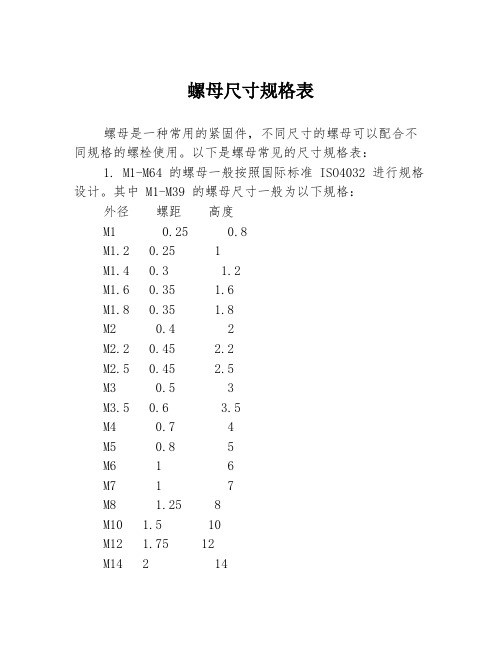
螺母尺寸规格表
螺母是一种常用的紧固件,不同尺寸的螺母可以配合不同规格的螺栓使用。
以下是螺母常见的尺寸规格表:
1. M1-M64 的螺母一般按照国际标准 ISO4032 进行规格设计。
其中 M1-M39 的螺母尺寸一般为以下规格:
外径螺距高度
M1 0.25 0.8
M1.2 0.25 1
M1.4 0.3 1.2
M1.6 0.35 1.6
M1.8 0.35 1.8
M2 0.4 2
M2.2 0.45 2.2
M2.5 0.45 2.5
M3 0.5 3
M3.5 0.6 3.5
M4 0.7 4
M5 0.8 5
M6 1 6
M7 1 7
M8 1.25 8
M10 1.5 10
M12 1.75 12
M14 2 14
M16 2 16
M18 2.5 18
M20 2.5 20
M22 2.5 22
M24 3 24
M27 3 27
M30 3.5 30
M33 3.5 33
M36 4 36
M39 4 39
2. M64 及以上的螺母尺寸则一般按照国际标准 ISO4775 进行规格设计。
3. 除此之外,还有螺母的其他规格标准,如美国标准、德国标准等。
在使用螺母时,需根据所需螺栓的规格、长度、强度等要求选择相应的螺母规格。
同时,还需注意螺母的牙型、是否适用于螺纹插销等特殊情况。
一般来说,螺母的尺寸规格表可以供参考,但在具体应用时,还需根据实际情况进行选择。
六角法兰防松螺母标准
六角法兰防松螺母标准六角法兰防松螺母是一种常用的连接元件,广泛应用于机械设备、汽车、航空航天等领域。
它具有防松、耐腐蚀、耐高温等优点,因此备受青睐。
在使用过程中,正确的安装和维护对于保证其正常工作至关重要。
本文将介绍六角法兰防松螺母的标准,帮助读者更好地了解和使用这一重要的连接元件。
首先,六角法兰防松螺母的标准是指其规格、尺寸、材质、性能等方面的统一要求。
根据不同的使用环境和要求,六角法兰防松螺母的标准也有所不同。
一般来说,国际上主要有ISO、DIN等标准,国内也有相应的标准规定。
在选择和使用六角法兰防松螺母时,需要根据实际情况选择符合相应标准的产品,以确保其安全可靠地工作。
其次,六角法兰防松螺母的标准还包括其使用方法和注意事项。
在安装时,应根据相关标准和要求进行正确的安装,确保螺母与螺纹的匹配度良好,并采取适当的紧固力,以防止螺母松动。
在使用过程中,还应定期检查螺母的紧固情况,及时发现并处理松动现象,以免造成不必要的事故和损失。
此外,六角法兰防松螺母的标准还涉及其质量控制和检测方法。
在生产过程中,应严格按照相关标准进行生产,确保产品质量符合要求。
同时,还应建立完善的质量检测体系,采用适当的检测方法对产品进行全面、严格的检测,以确保产品质量稳定可靠。
最后,六角法兰防松螺母的标准也包括其相关的标志和标识。
在产品上应标明产品的型号、规格、材质、生产厂家等信息,并按照相关标准规定进行标识,以便用户正确选择和使用产品。
总之,六角法兰防松螺母的标准涉及多个方面,对于保证产品质量和安全使用至关重要。
在选择和使用六角法兰防松螺母时,用户应注意相关标准的要求,正确选择和使用产品,以确保其安全可靠地工作。
同时,生产厂家也应严格按照相关标准进行生产,确保产品质量符合要求。
希望本文能够帮助读者更好地了解和使用六角法兰防松螺母,确保其安全可靠地工作。
din6923法兰螺母标准尺寸

din6923法兰螺母标准尺寸DIN 6923是一种常用的法兰螺母标准,它具有特殊的外形设计,能够提供更大的附加力和抗震能力,广泛应用于机械制造、电子设备、建筑工程等领域。
本文将介绍DIN 6923法兰螺母的标准尺寸和相关参考内容。
1. 标准尺寸DIN 6923法兰螺母的标准尺寸包括螺纹直径、螺纹间距、法兰直径、法兰厚度等。
以下是一些常见的规格:- M6螺纹的DIN 6923法兰螺母的基本尺寸为M6×1、外径16mm、法兰直径21mm、法兰厚度4mm。
- M8螺纹的DIN 6923法兰螺母的基本尺寸为M8×1.25、外径20mm、法兰直径26mm、法兰厚度5mm。
- M10螺纹的DIN 6923法兰螺母的基本尺寸为M10×1.5、外径22mm、法兰直径30mm、法兰厚度5.5mm。
此外,DIN 6923法兰螺母还有更大的规格,如M12、M16、M20等,其标准尺寸也有相应的变化。
2. 相关参考内容除了标准尺寸,使用DIN 6923法兰螺母时还需要考虑一些相关参考内容,以确保其正确的使用和安装。
- 安装扭矩:DIN 6923法兰螺母的安装扭矩是指在紧固螺纹时所需的扭转力矩。
这个数值可以根据具体的应用和工程要求进行选择。
有时会在法兰螺母上标注建议的安装扭矩值,以便用户参考。
- 材料选用:DIN 6923法兰螺母通常由不锈钢、碳素钢或合金钢等材料制成。
材料的选择要根据实际应用环境、紧固件的材料及工程需求来确定,以保证法兰螺母的可靠性和耐久性。
- 表面处理:DIN 6923法兰螺母的表面处理通常采用镀锌、镀镍、电镀等方式,以提供防腐蚀和抗磨损的性能。
- 相关标准:与DIN 6923法兰螺母相关的一些标准有DIN 6922(内六角法兰螺母)和DIN 6921(外六角法兰螺栓)。
这些标准可以提供更全面的技术规范和使用要求,使得法兰螺母的设计和选择更加准确。
- 应用范围:DIN 6923法兰螺母适用于各种机械制造和建筑工程领域,在连接紧固件时能够提供更大的力和稳定性,以满足不同工程的要求。
法兰螺母规格表 防松螺母

法兰螺母规格表防松螺母防松螺母防松方式很有四种,摩擦防松、机械螺母防松、铆冲防松、结构防松。
1、摩擦防松。
这种方式是应用最广的一种防松方式,这种方式在螺纹副之间产生一不随外力变化的正压力,以产生一可以阻止螺纹副相对转动的摩擦力。
这种正压力可通过轴向或同时两向压紧螺纹副来实现。
如采用弹性垫圈、双螺母、自锁螺母和尼龙嵌件锁紧螺母等。
这种螺母防松方式对于螺母的拆卸比较方便,但在冲击、振动和变载荷的情况,一开始螺栓会因松弛导致预紧力下降,随着振动次数的增加,损失的预紧力缓慢地增多,最终将会导致螺母松脱、螺纹联接失效。
2、机械螺母防松。
这种方式是用止动件直接限制螺纹副的相对转动。
如采用开口销、串连钢丝和止动垫圈等。
这种方式造成拆卸不方便。
3、铆冲防松。
在拧紧后采用冲点、焊接、粘接等方法,使螺纹副失去运动副特性而连接成为不可拆连接。
这种方式的缺点是栓杆只能使用一次,且拆卸十分困难,必须破坏螺栓副方可拆卸。
4、结构防松。
这种方式是利用螺纹副自身结构,即唐氏螺纹防松方式。
法兰螺母作用方式法兰螺母和一般的六角螺母尺寸与螺纹规格基本相同,只不过比六角螺母相比,它是垫片和螺母是一体式的,而且在下面有防滑的齿纹,这样增大了螺母与工件的表面积接触,相比普通螺母加垫圈的组合,更加牢固和拉力更大。
一般常见的法兰螺母规格大致都在M20以下,因为大部分法兰螺母都是用在管道及法兰盘上,所以受工件约束,法兰螺母规格同螺母相比比较少一些。
M20以上的一些法兰螺母大多为平面法兰,就是法兰面上没有齿纹,这些螺母大部分用在一些特殊设备和特殊地方,一般销售厂家没有现货。
参考资料:热浸镀锌缺陷由于法兰螺母尺寸较小,形状不规则、有的还需要螺纹配合,所以热浸镀锌存在一些明显的缺陷。
1、镀后螺纹拧合困难。
热浸镀锌后余锌粘留在螺纹中不容易去除干净,而且锌层厚薄不均匀,影响了螺纹件的配合。
在GB/T13912—1992《金属覆盖层钢铁制品热浸镀锌层技术要求》、GB/T2314—1997《电力金具通用技术要求》中规定;紧固件的外螺纹应在热浸镀前按GB196标准规定加工或辗制,而内螺纹可在热浸镀前或后进行加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
法兰螺母规格表防松螺母
防松螺母防松方式很有四种,摩擦防松、机械螺母防松、铆冲防松、结构防松。
1、摩擦防松。
这种方式是应用最广的一种防松方式,这种方式在螺纹副之间产生一不随外力变化的正压力,以产生一可以阻止螺纹副相对转动的摩擦力。
这种正压力可通过轴向或同时两向压紧螺纹副来实现。
如采用弹性垫圈、双螺母、自锁螺母和尼龙嵌件锁紧螺母等。
这种螺母防松方式对于螺母的拆卸比较方便,但在冲击、振动和变载荷的情况,一开始螺栓会因松弛导致预紧力下降,随着振动次数的增加,损失的预紧力缓慢地增多,最终将会导致螺母松脱、螺纹联接失效。
2、机械螺母防松。
这种方式是用止动件直接限制螺纹副的相对转动。
如采用开口销、串连钢丝和止动垫圈等。
这种方式造成拆卸不方便。
3、铆冲防松。
在拧紧后采用冲点、焊接、粘接等方法,使螺纹副失去运动副特性而连接成为不可拆连接。
这种方式的缺点是栓杆只能使用一次,且拆卸十分困难,必须破坏螺栓副方可拆卸。
4、结构防松。
这种方式是利用螺纹副自身结构,即唐氏螺纹防松方式。
法兰螺母作用方式
法兰螺母和一般的六角螺母尺寸与螺纹规格基本相同,只不过比六角螺母相比,它是垫片和螺母是一体式的,而且在下面有防滑的齿纹,
这样增大了螺母与工件的表面积接触,相比普通螺母加垫圈的组合,更加牢固和拉力更大。
一般常见的法兰螺母规格大致都在M20以下,因为大部分法兰螺母都是用在管道及法兰盘上,所以受工件约束,法兰螺母规格同螺母相比比较少一些。
M20以上的一些法兰螺母大多为平面法兰,就是法兰面上没有齿纹,这些螺母大部分用在一些特殊设备和特殊地方,一般销售厂家没有现货。
参考资料:
热浸镀锌缺陷
由于法兰螺母尺寸较小,形状不规则、有的还需要螺纹配合,所以热浸镀锌存在一些明显的缺陷。
1、镀后螺纹拧合困难。
热浸镀锌后余锌粘留在螺纹中不容易去除干净,而且锌层厚薄不均匀,影响了螺纹件的配合。
在GB/T13912—1992
《金属覆盖层钢铁制品热浸镀锌层技术要求》、GB/T2314—1997《电力金具通用技术要求》中规定;紧固件的外螺纹应在热浸镀前按GB196标准规定加工或辗制,而内螺纹可在热浸镀前或后进行加工。
但在实际应用中客户往往要求内外螺纹均有镀锌层,故人们采用多种措施来解决螺纹配合件的热浸镀锌问题。
如螺纹件镀后的回攻;预留较大配合间隙;离心甩等方法。
回攻容易破坏螺纹部分镀层,甚至裸露钢铁基体,造成紧固件锈蚀。
故意超范围加大螺母孔径或预留配合间隙,很容易降低配合强度,对于高强度配合这是不允许的。
2、热浸镀锌操作温度高,会降低高强度法兰螺母的机械强度。
8.8级螺栓经热浸镀锌后部分螺纹的强度低于标准要求;9.8级以上的螺栓经热浸镀锌后的强度基本上无法达到要求。
3、工作环境差,污染严重。
紧固件热浸镀锌过程是在高温下进行,溶剂烘干和待镀工件浸锌入池时会析出强烈刺激性的录化氢气体;锌池长时间处于高温下,锌池表面产生锌蒸气,整个工作环境的气氛恶劣。
紧固件热浸镀锌虽然存在多种缺陷,但因为热浸镀锌的镀层厚、结合强度好、长期腐效果佳。
在电力、通讯、交通部门一直受到推崇。
随着我国电力、交通的大发展,必将促进法兰螺母热浸锌的发展;所以研制自动化离心甩设备,改进紧固件热浸镀锌工艺,提高紧固件热浸镀锌镀层质量是十分重要的。