激光合金化
激光表面处理技术
激光表面处理工艺
(2)有色金属系 在铝合金中加入合金元素的激光表面合
金化有大量的研究。例如以Si合金化可达到 的硬度是200HV,以Cu合金化可达300HV,以 Fe合金化可达300~500HV,
激光表面处理技术
(3)金属硅化物 激光表面合金化另外一个应用领域是制
作硅上面的金属触点。1978年 Poate等 人用双频激光辐照,把Pt,Pd和Ni膜合 金化到Si中,试样表面被熔化并在横向产 生非常均匀的合金层,其平均成分可通过 改变膜厚和激光功率在一定的范围内变化 。用连续波激光加热固体有可能形成单相 硅化物。
激光表面淬火
激光淬火又称为激光相变硬化, 是指以高能密度的激 光束照射工件表面, 使其需要硬化部位瞬间吸收光能 并立即转化为热能, 从而使激光作用区的温度急剧上 升形成奥氏体, 经随后的快速冷却, 获得极细小马氏 体和其他组织的高硬化层的一种热处理技术。
激光表面淬火特点
(1)材料表面的高速加热和高速自冷。加热速 度可达10⁴~ 109 ℃/s, 冷却速度可10⁴℃/s, 这就有利于提高扫描速度及相应的生产率。
( 2) 激光淬火处理后的工件表面硬度高, 通常 比
常规淬火硬度高5%~20%, 可获得极细的硬 化层组织。
( 3) 由于激光加热速度快, 因而热影响区小, 淬火应力及变形小。一股认为激光淬火处理几 乎不产生变形, 而且相变硬化可以使表面产生 大于4 000 MPa 的压应力, 有助于提高零件的 疲劳强度; 但厚度小于5mm 的零件其变形仍不 可忽视。 ( 4) 可以对形状复杂的零件和不能用其它常 规方法处理的零件进行局部硬化处理, 如具有 沟槽的零件。
( 3) 粉末选择几乎没有任何限制,特别是 低 熔点金属表面熔敷高熔点合金;
45钢表面激光合金化组织分析及硬度测试
45钢表面激光合金化组织分析及硬度测试邱星武【摘要】In order to improve the surface properties of 45 steel, alloying treatment was carried out on its surface by CO2 laser. The microstructure and properties of the alloying layer were researched by means of scanning electron microscope with energy spectrum (SEM/EDS), metallographic microscope, X-ray diffractometer and microscopic/Vickers hardness tester. The coatings of laser alloying layer were constituted by alloying zone, bonding zone and heat affected zone, and the combination between the coating and the substrate was metallurgical. Cr3 C2 , FeNi3 , Cr23 C6 andFe3 C were the main phases in the alloying layer. The microhardness of the laser alloying layer reached 1032 HV, which was about 3. 5 times that ofthe substrate. After laser alloying treatment, the surface properties of 45 steel were improved and the hardness was significantly increased.%目的:为了提高45钢表面性能,采用CO2激光器对其表面进行合金化处理。
激光合金化的定义(精)
物等难熔颗粒。
合金元素与基体的合金化
当激光能量转化成热能的热量达到或超过熔化潜热时,金属表
面处于液态,处于液态的金属表面迅速与添加的合金元素熔合,产
生有别于原基体成分的新合金层。 如:不锈钢1Cr18Ni9Ti激光合金化后:
Ti + C
合金化
TiC
图2 不锈钢基体 X 射线衍射图谱
图3 合金化涂层 X 射线衍射图谱
图1 激光合金化简图
外来合金元素的选择
选择依据:
1、应考虑合金化涂层的性能要求,
2、要考虑合金化元素与母材金属熔体间相互作用的特性, 3、考虑表面合金涂层与母材冶金结合的牢固性,以及合金化涂层
的脆性、抗压、抗弯曲等性能。
在合金化组元的选择上,既有 Cr、Ni、W、Ti、Co、Mo 等金属 元素,也有C、N、B、Si 等非金属元素,以及碳化物、氧化物、氮化
激光合金化
教学目标 通过本次课程的学习,掌握激光合金化的定义及合金化的 特点。
激光合金化的定义
定义:在工件表面加入合金元素(送粉或预涂),通过激光束
加热使合金元素迅速溶入已熔化的基体表面,此时靠工件本身的导 热,快速凝固为合金层,达到工件所要求的耐磨、耐蚀、耐高温和 抗氧化等特殊性能。 基体为溶剂、合金元素为溶质。
小 结
1、激光合金化的定义是外来合金元素在激光作用下与
基体合金化,形成新的合金相,提高性能。 2、合金元素选择时,既要有金属元素,也要有非金属
或碳化物、氧化物等难容颗粒。
3、合金化后形成的新相以及激光的快速加热、快速冷 却特性是性能提高的主要原因。
作业思考题
1、激光合金化是怎么定义的? 2、在选择激光合金化材料时,应考虑哪几方面因素?
激光合金化技术

激光合金化技术
1.激光合金化技术是一种先进的表面处理技术,它能够通过激光束直接熔化表面材料并混合添加物来改善其机械和化学性质。
2.激光合金化技术可以应用于各种材料,包括金属、陶瓷、塑料和复合材料等,并能够实现从微米到毫米尺度的高精度控制。
3.激光合金化技术具有高效性、高精度和高灵活性等优点,且对被处理物料本身的影响较小。
4.激光合金化技术可以实现在表面形成复合材料、金属间化合物、均质合金和非晶态材料等多种新材料,并能够为材料的精细调控提供新的方法。
5.激光合金化技术在汽车、航空、航天、电子和能源等领域有广泛的应用,可以改善材料的表面硬度、磨损和腐蚀性能。
6.激光合金化技术的核心是激光合金化设备,其品质和性能直接影响到合金化效果和经济效益。
7.激光合金化技术的优化和改进需要不断探索新的合金化方法和添加物,并依据不同材料的物理、化学和机械性质进行选择和调制。
8.激光合金化技术的应用还需要关注长期的使用效果和环保问题,充分涉及到合金化成本和可持续性发展问题。
9.激光合金化技术的发展局限在于目前的生产成本和技术水平,但是随着技术的发展和工艺的改进,其应用将逐渐扩展和成熟。
10.激光合金化技术是一种高科技的表面处理技术,其应用前景广阔,但是需要不断探索和优化。
激光合金化和激光熔覆的异同

激光合金化和激光熔覆的异同好吧,今天咱们聊一聊“激光合金化”和“激光熔覆”这俩词,听上去都很高大上对吧?其实呢,它们在一些方面很像,简单来说就是都用激光这种高科技的东西,来处理金属表面。
不过呢,说到根本的区别,那可就不是那么一回事了。
今天我们就来仔细扒一扒这两者到底有啥不同,顺便也给大家普及普及激光这玩意儿到底有多牛逼。
嘿嘿,你也别被这些名词吓着,咱们慢慢聊。
激光合金化其实就像是给金属“镀”上一层合金,这层合金可以是不同的材料,比如说铬、钼、锰这些,用来增强金属表面的硬度、耐磨性或者抗腐蚀性。
简单点儿说,就像是你穿上了防护服,外面是硬硬的,里面却还是那种比较耐用的基础。
激光合金化的过程很简单,就是激光加热金属表面,表面温度升高后,金属表面的元素跟外加的合金元素开始发生反应,融合成一个新的表面层。
你可以想象成一个超级高温的“烤箱”,把金属表面烤得刚刚好,再撒上一点合金粉末,就变成了更硬、更耐磨的金属层。
而激光熔覆呢,说白了,它是一种给金属表面“增材”的方法,也就是把金属加热到熔化状态,加入填充材料,然后再重新固化,形成一个新的表面层。
你要是用一个小白话来说,激光熔覆就像是给金属加上一层“涂层”,可是这个涂层是完全“溶”进去的,和金属本体是融为一体的,不是外面套个壳。
简单说,激光熔覆可以用来修复已经磨损的金属零件,或者是增强金属的某些性能。
你可能会问,这两者有啥实际的区别呢?嘿,其实区别就在于它们的处理方式和目的不同。
激光合金化主要是改进金属表面的性能,像是提高硬度、耐磨性、抗腐蚀性这些。
你想,工厂里那些设备,常常会遭遇磨损,表面一旦有了这个“合金化”层,就能抵挡更多的侵蚀,延长使用寿命。
而激光熔覆则更多的是用来修复或者增强金属的某些特性。
比如,你的设备部件已经磨损了,激光熔覆就能让它恢复原来的模样,甚至还可以比原来更强。
可以说,激光熔覆就是金属的“重生术”,让破损的部件重新焕发活力,强壮如初。
再说到操作,激光合金化需要的材料比较简单,很多时候只是一个粉末,激光一照,表面就变硬变耐磨了。
阀芯端帽激光表面合金化工艺制定

阀芯 端 帽激 光表 面 合金 化工 艺 制定
李淑 玉 ,田新 国 ,贺敬地 ,刘超
(. 1 青 ̄ xz学汽车与交通学院,山东青岛 263 ; . . k 603 2 青岛理工大学工程训练中心,山东青岛 263 ) 603金化 ,以改善其表 面硬度 、耐摩擦和耐腐蚀 等性能 。从合金化成 分
Ab t a t L s rs ra ea lyn fa tma i b ln i g f w v le e d c p wa t d e n od rt mp o e t e s r c a d e s s r c : a e u f c l i go uo t aa cn o av n a ssu i d i r e o i rv h u f e h r n s , o c l a
s r c l yn r c s ft i・ l d c l d ia a t. u a e al ig p o e so n wal y i r l p r f o h e n c s
K e w o ds: La e u a e al yn y r s rs r c o ig; Th n wald c ln ia a s; 1 l f l i — l e y idrc p r l t 9 ti l s te ; Pr c s Cr 8NiTisan e sse l o es
从 TC的价 电子结 构可 以看 出 :其 共价 电子数 越多 , i
下 TC对 F 溶 液的润湿性 能较好 ,在 阀芯端 帽表 i e
面进行合金 化时能 获得 比较 满意 的合 金化 效 果。另 外 ,TC还 具 有 形 成 自由 能低 、易 于合 成 等 优 点 , i 因此 ,对 阀芯 端 帽表 面进 行 激 光合 金 化 时选 择 TC i 作 为合金 化 材料 的主 要成 分 ,添 加 少 量 的石 墨 粉 、 C F 和稀 土元 素 ,研 磨 混合 均 匀作 为 合 金化 材 料 , a 合金化 粉末成 分见 表 3 。其 中石 墨用 于 防止 阀芯端 帽被烧损 ,C F 用 于造 渣 ,而稀 土元 素则 有 防止氧 a 化的作 用 ,而且能 够细化 合金 层 的显 微组 织 ,提高 显微组织 均匀致 密性 ,净 化 晶界 ,使 组 织 和性 能得 到进一步 的改善 。
激光表面合金化技术及其应用

激光表面合金化技术及其应用原中国航空精密机械研究所(北京100076)荣烈润一.激光表面合金化的机理和优点制,在基体金属表面可形成深度为0.01~2mm的合金层。
由于冷却速度高,故偏析极小,并且细化晶1.激光表面合金化的机理粒效果显著。
激光表面合金化(以下简称激光合金化)是金激光合金化与普通电弧表面硬化和等离子喷涂属材料表面局部改性处理的一种新方法。
它是指在相比,具有下列优越性:①高度聚集的激光照射能高能量激光束的照射下,使基体材料表面的一薄层量,可以通过空气进行远距离传播。
②是一种能有与根据需要加入的合金元素同时快速熔化、混合,效利用能量的快速表面处理方法。
③可准确地控制形成厚度为10~1000肚m的表面熔化层l熔化层在激光功率密度与加热速度,从而变形小,可省去校凝固时获得的冷却速度可达105~108℃,s,相当于直和打磨加工等后续工序。
④能使难以接近的或局急冷淬火技术所能达到的冷却速度,又由于熔化层部的区域合金化,而且利用激光的深聚焦,在不规液体内存在着扩散作用及表面张力效应等物理现则的零件上可获得均匀的合金化深度。
象,使材料表面在很短时间内(50~2000p.s)形成基于上述特点,激光合金化在金属加工业中逐具有要求深度及化学成分的表面合金化层,同时快渐获得应用。
它可使廉价的普通材料表面获得有益速熔化非平衡过程可使合金元素在凝固后的组织达的耐磨、耐腐蚀、耐热等性能,从而可以取代昂贵到很高的过饱和度,从而形成普通合金化方法不容的整体合金,并可改善不锈钢,铝合金和钛合金的易得到的化合物、介稳相及新相,还能在合金化元耐磨性能,也可制备传统冶金工艺无法得到的某些素消耗量很低的情况下获得具有特殊性能的表面合特殊材料,如超导合金、表面金属玻璃等。
适合于金。
由于这种合金化层具有高于基材的某些性能,激光合金化的基材包括:普通碳钢,合金钢、不所以就达到了表面改性处理的目的。
锈钢、铸铁、钛合金及铝合金。
合金化元素包括:2.激光合金化的优点Cr、Ni,W、Ti、Mn,B、V、Co和Mo等。
激光熔覆与激光合金化
(2) 复合粉末 在滑动、冲击磨损和磨粒磨损严重的条件下,单纯的Ni基、Co基、 Fe基自熔性合金己不能胜任使用要求,此时可在上述的自熔性合金粉 末中加入各种高熔点的碳化物、氮化物、硼化物和氧化物陶瓷颗粒, 制成了金属复合涂层。 复合粉末包括自粘性复合粉末和碳化物复合粉末。它们按照结构 可以分为包覆型和非完全包覆型,其区别在于芯核粉末是否被包覆粉 末包住。包覆型由于芯核粉末受到包覆粉末的保护,可以避免在高温 时发生部分元素的氧化烧损、挥发等现象。按照功能分又可以分为硬 质耐磨复合粉末(如Co/WC,Ni/WC)、耐高温复合粉末、耐腐蚀抗氧化 复合粉末、减磨润滑复合粉末等。
激光熔覆与激光合金化
一、激光熔覆
1、激光熔覆技术
激光熔覆亦称激光包覆或激光熔敷,是材料表面改性技术的一种 重要方法,它是利用高能激光束(104-106W/cm2)在金属表面辐照,通过 迅速熔化、扩展和迅速凝固,冷却速度通常达到102-104℃/s,在基材 表面熔覆一层具有特殊物理、化学或力学性能的材料,从而构成一种 新的复合材料,以弥补机体所缺少的高性能,这种复合材料能充分发 挥两者的优势,弥补相互间的不足。对于某些共晶合金,甚至能得到 非晶态表层,具有极好的抗腐蚀性能。
(二) 熔覆材料的分类及特点 激光熔覆采用的材料主要是热喷涂类材料和热喷焊类材料,这些
材料包括自熔性合金材料、碳化物弥散或者复合材料、陶瓷材料等, 这些材料具有优异的耐磨、耐腐蚀性能,并通常以粉末的形式使用, 熔覆时采用火焰喷焊。
(1) 自熔性合金材料 自熔性合金材料按基体不同可分为镍基合金、钴基合金和铁基 合金。其主要特点是都含有硅和硼,所以具有自我脱氧和自我造渣 的性能,这就是所谓的自熔剂。 自熔性合金材料原理是合金被重熔时,硅和硼分别形成Si02和 B202,并在熔覆层表面形成薄膜。这种薄膜一方面能防止合金中的 元素被氧化,另一方面又能与这些元素的氧化物形成硼化酸熔渣,
激光合金化的工艺流程
激光合金化的工艺流程英文回答:Laser alloying is a process that involves the use of a laser beam to melt and combine different metals or alloyson the surface of a base material. This process is commonly used in industries such as automotive, aerospace, and electronics to improve the surface properties of materials, such as hardness, wear resistance, and corrosion resistance.The process of laser alloying typically involves the following steps:1. Surface preparation: The base material is preparedby cleaning and degreasing the surface to remove any contaminants that may interfere with the alloying process.2. Alloy powder application: A layer of alloy powder is applied to the surface of the base material. The alloy powder can be a combination of different metals or alloys,depending on the desired properties.3. Laser beam scanning: A high-power laser beam is directed onto the surface of the base material, causing the alloy powder to melt and form a molten pool. The laser beam is scanned across the surface to ensure uniform melting and mixing of the alloy powder with the base material.4. Solidification and cooling: As the laser beam moves away, the molten pool solidifies and cools down, resulting in the formation of a new alloy layer on the surface of the base material. The cooling rate can be controlled to influence the microstructure and properties of the alloyed layer.5. Post-processing: After the alloying process, the surface may undergo additional treatments such as grinding, polishing, or heat treatment to further enhance the properties of the alloyed layer.Laser alloying offers several advantages over conventional alloying methods. Firstly, it allows forprecise control over the composition and thickness of the alloyed layer. Secondly, it can be applied to a wide range of materials, including metals, ceramics, and composites. Thirdly, it is a rapid and localized process, minimizing heat-affected zones and reducing the risk of distortion or damage to the base material.中文回答:激光合金化是一种利用激光束将不同金属或合金熔化并与基材表面相结合的工艺。
激光表面合金化的研究进展及其应用

激光表面合金化的研究进展及应用(袁中涛20100110)摘要:激光表面合金化是一种材料表面改性处理的新方法,具有广阔的应用前景。
本文综述了激光表面合金化的研究现状,其中包括激光表面合金化工艺制定的基本原理及工艺分类,合金化涂层的组织特性与性能。
介绍了研究的材料类型及方法,国内外研究重点以及最新研究成果和理论分析,并且简要讲述了激光表面合金化在实际工程中的具体应用及研究展望。
同时本文指出了激光合金化当前研究存在的有待解决的问题和今后需要改进的方向。
关键词:激光表面合金化合金化涂层基体材料冶金结合正文:激光表面合金化是一种既改变表层的物理状态,有改变其化学成分的激光表面处理新技术。
它是利用高能激光束将基体金属表面熔化,同时加入合金化元素,在以基体为溶剂,合金化元素为溶质基础上形成一层浓度相当高、且相当均匀的合金层,从而使基体金属表面具有所要求的耐磨损、耐腐蚀、耐高温抗氧化等特殊性能。
激光表面合金化能够在一些价格便宜、表面性能不够优越的基体材料表面上制出耐磨损、耐腐蚀、耐高温抗氧化的表面合金层,用于取代昂贵的整体合金,节约贵重金属材料和战略材料,使廉价基体材料得到广泛应用,从而使生产成本大幅下降。
与常规热处理相比,激光表面合金化能够使难以接近的和局部的区域合金化,在快速处理的过程中能够有效的利用能源,利用激光的深聚焦在不规则的零件上可得到均匀的合金化深度。
而且具有工件变形小、冷却速度快、工作效率高、合金元素消耗少、不需要淬火介质、清洁无污染、易于实现自动化等优点,具有很好的发展前景。
目前。
激光表面合金化研究领域不仅限于低碳钢、不锈钢、铸铁,而且还涉及到钛合金、铝合金等有色金属[1,2]。
1.激光表面合金化的基本原理和工艺分类1.1激光表面合金化的基本原理激光是一种强度高、方向性好、单色性好的相干光。
由于激光的发散角小和单色性好,理论上可以聚焦到尺寸与光的波长相近的(微米级别)小斑点上,加上它本身强度高.故可以使焦点处的功率密度达到105~1013 W/cm2.温度可达1万°C以上。
激光加工技术题目及答案
1、从激光束的特性分析,为什么激光束可以用来进行激光与物质的相互作用?答:(1)方向性好:发散角小、聚焦光斑小,聚焦能量密度高。
(2)单色性好: 为精密度仪器测量和激励某些化学反应等科学实验提供了极为有利的手段。
(3)亮度极高:能量密度高。
(4)相关性好:获得高的相关光强,从激光器发出的光就可以步调一致地向同一方向传播,可以用透镜把它们会聚到一点上,把能量高度集中起来。
总之,激光能量不仅在空间上高度集中,同时在时间上也可高度集中,因而可以在一瞬间产生出巨大的光热,可广泛应用于材料加工、医疗、激光武器等领域。
2、什么是焦深,焦深的计算及影响因素?答:光轴上其点的光强降低至激光焦点处的光强一半时,该点至焦点的距离称为光束的聚焦深度。
光束的聚焦深度与入射激光波长和透镜焦距的平方成正比,与w12成反比,因此要获得较大的聚焦深度,就要选长聚焦透镜,例如在深孔激光加工以及厚板的激光切割和焊接中,要减少锥度,均需要较大的聚焦深度。
3、对于金属材料影响材料吸收率的因素有哪些?在目前激光表面淬火中常对工件进行黑化处理,为什么?答:波长、温度、材料表面状态波长越短,金属对激光的吸收率就越高温度越高,金属对激光的吸收率就越高材料表面越粗糙,反射率越低,吸收率越大。
提高材料对激光的吸收率4、简述激光模式对激光加工的影响,并举出2个它们的应用领域?答:基模光束的优点是发散角小,能量集中,缺点是功率不大,且能量分布不均。
应用:激光切割、打孔、焊接等。
高阶模的优点是输出功率大,能量分布较为均匀,缺点是发散厉害。
应用:激光淬火(相变硬化)、金属表面处理等。
5、试叙述激光相变硬化的主要机制。
答:当采用激光扫描零件表面,其激光能量被零件表面吸收后迅速达到极高的温度,此时工件内部仍处于冷态,随着激光束离开零件表面,由于热传导作用,表面能量迅速向内部传递,使表层以极高的冷却速度冷却,故可进行自身淬火,实现工件表面相变硬化。
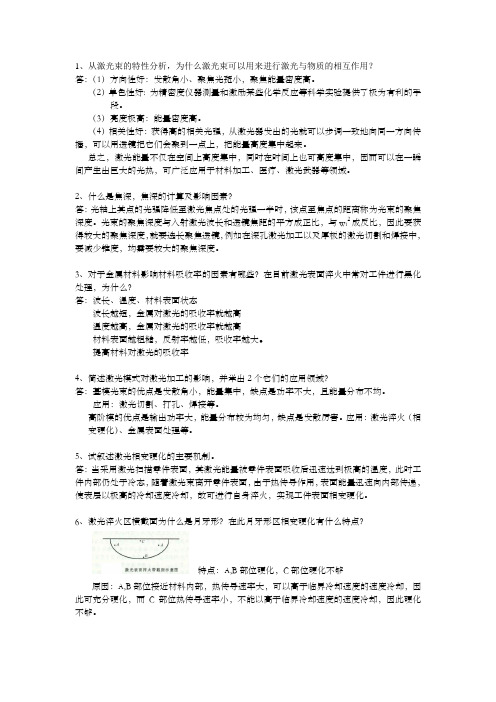
6、激光淬火区横截面为什么是月牙形?在此月牙形区相变硬化有什么特点?特点:A,B部位硬化,C部位硬化不够原因:A,B部位接近材料内部,热传导速率大,可以高于临界冷却速度的速度冷却,因此可充分硬化,而C部位热传导速率小,不能以高于临界冷却速度的速度冷却,因此硬化不够。
激光束表面改性技术

激光束表面改性技术摘要:激光束表面改性技术在改善材料表面性能,提高材料使用寿命方面具有突出的优越性。
它作用于材料表面使得材料的表面性能得到了明显的提高,随着研究的深入和技术的逐渐成熟,表面改性技术在工业领域中的应用越来广泛,目前进行材料表面改性的工艺有激光相变硬化、激光熔覆、激光合金化、激光非晶化、激光冲击硬化,本文就其工艺方法进行了综述。
一、引言激光表面处理技术的研究始于20世纪60年代,但是直到20世纪70年代初研制出大功率激光器之后,激光表面处理技术才获得实际的应用。
它是将现代物理学、化学、计算机、材料科学、先进制造技术等多方面的成果和知识结合起来的高新技术,用激光的高辐射亮度,高方向性,高单色性特点,以非接触性的方式加热材料表面,借助于材料表面本身传导冷却, 使金属材料表面在瞬间被加热或熔化后高速冷却,来实现其表面改性的工艺方法。
二、激光相变硬化激光表面相变硬化又称激光淬火,它是以104~105W/cm2高能功率密度的激光束作用在工件表面,以105~106℃/s的加热速度,使受激光束作用的工件表面部位温度迅速上升到相变点以上,形成奥氏体,并通过仍处于冷却态的基体与加热区之间形成的极高的温度梯度的热传导,一旦激光停止照射,则以105℃/s的速度冷却,实现自冷淬火,形成表面相变硬化层。
三、激光熔覆激光熔覆是采用激光束加热熔覆材料和基材表面,使所需的特殊材料熔焊于工件表面的一种新型表面改性技术。
这项技术始于1974年, Gnanamuthu申请了激光熔覆一层金属于金属基体的熔覆方法专利[3]。
经过二十几年的发展, 激光熔覆已成为材料表面工程领域的前沿和热门课题。
影响激光熔覆的因素主要有熔覆材料的原始成分、基体材料成分、熔覆的工艺参数。
激光熔覆技术示意图见图11.短型光束或高斯型光束2.气动送粉3.测量孔4.振动器5.粉末漏斗箱6.二氧化碳气体激光束高频振动7样品运动8.样品9.熔覆厚度10.熔覆层图1激光熔覆技术示意图⑴激光熔覆材料激光熔覆材料主要有镍基、钴基、铁基自熔性合金和金属陶瓷等类型;激光熔覆材料的选择,主要考虑使用性能及工艺性能等因素。
激光表面合金化

2 实验结果与分析
2.1 微观组织分析
在激光作用下, 由于热扩散和合 金化的共同作用,熔化部分和未熔化 部分在温度梯度和Ni 浓度方面存在差 别,因而表、里层处理后得到的组织 不同,如图1 所示。可见,垂直于激 光扫描方向的截面形貌明显分层:有 合金化层、过渡区、热影响区和基体。 合金化层的组织形态为细小的枝晶; 过渡区组织具有枝晶网状结构; 而且 越靠近热影响区,越具有明显的网状 特性。
的弯曲路线分布;热影响
区晶粒分布出现不均匀, 偶尔有粗大晶粒出现,对 硬度有一定程度的影响。
图2(c)为合金化层微 观形貌。可见,合金化层 的微观组织结构与镍含量
有关, 在镍含量较低的地
方为极细小的马氏体,另 外还有铁素体+碳化物相;
而在镍含量较高的地方为
以奥氏体为基的胞状树枝 晶,其中碳化物在奥氏体 晶间形成连续网。
乎无裂纹。腐蚀实验显示,合金化涂层耐蚀性相对基体增加1.
2~1. 8 倍,耐蚀性的增加主要是由于合金化涂层中金属间化合 物所贡献的。
3)耐磨耐蚀性
在某些恶劣的工况条件下,要求工件能够具有一 定的耐腐蚀磨损性能,以满足实际工况需要。不同
的研究人员实验表明,采用合适的工艺对基体材料
进行激光合金化表面处理,合金化涂层的耐磨耐蚀
速度高,所以偏析极小,并且细化晶粒效果显著。
利用激光合金化技术可使廉价的普通材料 表面获得有益的耐磨、耐腐蚀、耐热等性能, 从面可以取代昂贵的整体合金;并可改善不锈 钢、铝合金和钛合金的耐磨性能;亦可制备传 统治金方法无法得到的某些特殊材料,如超导 合金,表面金属玻璃等。所以对节能、节材, 提高产品零件的使用寿命具有重大的意义。
2)耐蚀性
通过激光表面合金化提高基体材料的耐蚀性,是
激光表面合金化表面熔凝熔覆的区别
激光表面合金化表面熔凝熔覆的区别摘要:激光表面合金化、激光熔凝和激光熔覆都是激光熔融处理技术,这三者之间既有区别,又有一定的相同点。
在使用过程中,我们要区分好它们之间的区别,以便我们正确地使用不同的技术来实现工艺要求。
关键词:表面激光合金化熔凝熔覆激光是由辐射受激发射产生的光,激光表面处理技术是采用激光对材料表面进行改性的一种表面处理技术,是高能密度表面处理技术中的一种最主要的手段,它具有传统表面处理技术或其他高能密度表面处理技术不能或不易达到的特点。
激光表面处理技术工艺注意有激光相变硬化、激光熔融及激光表面冲击三类。
激光熔融又有激光表面合金化、激光表面熔凝和激光表面熔覆等用表面合金化的方法代替整体合金以节约金属资源一直是世界范围内材料工作者的重要研究内容之一。
激光表面合金化是一种既改变表层的物理状态,又改变其化学成分的激光表面处理技术。
它是用激光束将金属表面和外加合金元素一起熔化、混合后,迅速凝固在金属表面获得物理状态、组织结构和化学成分不同的新的合金层,从而提高表面层的耐磨性、耐蚀性和高温抗氧化性等。
激光表面合金化的主要优点是:激光能使难以接近的和局部的区域合金化;在快速处理中能有效地利用能量;利用激光的深聚焦,在不规则的零件上可得到均匀的合金化深度;能准确地控制功率密度和控制加热深度,从而减小形变。
就经济而言,可节约大量昂贵的合金元素,减少对稀有元素的使用。
激光合金化组织结构的主要特征与激光熔凝处理有相似之处,合金化区域具有细密的组织,成分近于均匀。
激光表面合金化所采用的工艺形式有预置法、硬质粒子喷射法和气相合金化法。
预置法是用沉积、电镀、离子注入、刷涂、渗层重熔、氧-乙炔和等离子喷涂、黏结剂涂覆等涂敷方法,将所要求的合金粉末事先涂敷在要合金化的材料表面,然后用激光加热熔化,在表面形成新的合金层。
该法在一些铁基表面进行合金化时普遍采用。
硬质粒子喷射法是在工件表面形成激光熔池的同时,从一喷嘴中吹入碳化物或氮化物等细粒,使粒子进入熔池得到合金化层。
激光陶瓷合金化
从表 2 可看出, 经过 陶瓷合金化涂料处理 的试
面微熔 ; 当只有氮化硅和稀土渗进 , 则出现“ 雾状淬 火层” .陶瓷合金化层的硬度高且耐磨 ,雾状淬火 “ 层” 的硬度只相当于淬火层也 已被实验所证明.
样失重是灰涂料处理试样 的 5 %, 4 陶瓷合金化试样
耐磨性能明显优于只经过激光表面淬火的试样.
t n a e u n h n i . T e l e u fc e a c c ai g a o i g t c nq e fr s e s a n e r td t c n lg f i a l rq e c i g d d ol s h a r s r e c rmi o t — l y n e h i u t l i n i tg ae e h o o y o s a n l o e
Ab t a t ea c c ai g mae a o a e u a e c a ig o t e s e eo e sr c :A c r mi o t tr lfrls rs r c o t fse lWa d v l p d,w t h c e a i ・ ly d c ai g n i f n i w ih c r c a o e o t h m l n o t e u a e wa ba n d e ly n o v n in l ls r q e c i g meh d S e lwi a e- e a c a ly d c ai g n se l r c s o ti e mp o ig a c n e t a a e u n hn to . te t ls rc r mi l e o t sf o h o n
激光热处理技术在金属材料中的应用研究
激光热处理技术在金属材料中的应用研究引言:金属材料作为一种常见的材料,广泛应用于工业生产和科学研究领域,其性能对各个行业的发展起着重要作用。
然而,传统热处理技术在一些特殊情况下无法满足要求,这就需要采用一些新的技术来改善材料性能。
激光热处理技术作为一种新兴的表面改性技术,在金属材料的处理中显示出了巨大的潜力。
本文将探讨激光热处理技术在金属材料中的应用,并讨论其对材料性能的影响。
1. 激光热处理技术简介激光热处理技术是一种利用高能激光对金属材料进行非接触式的加热处理的技术。
通过调整激光的能量密度和照射时间,可以实现对金属材料表面的快速升温和冷却。
激光热处理技术具有局部性好、加热速度快、变形小等优点,因此被广泛应用于金属材料的表面改性和性能提升。
2. 激光热处理技术在金属材料强化中的应用激光热处理技术可以通过改变金属材料的微观结构,在不改变整体成分的情况下提高材料的硬度和强度。
例如,通过激光表面熔化和淬火处理,可以在金属材料表面形成一层致密的晶须组织,从而改善材料的耐磨性和抗腐蚀性能。
此外,利用激光热处理技术还可以实现金属材料的局部强化,例如通过激光熔化和再结晶处理,在焊接接头附近提高材料的强度和耐疲劳性能。
3. 激光表面合金化技术的研究进展激光表面合金化技术是激光热处理技术的一种重要应用,它通过激光照射时的快速加热和冷却过程,将预先喷涂的合金粉末与金属基体表面进行熔化和混合,形成一层合金化的表面层。
这种技术可以改善金属材料的耐磨性、耐腐蚀性和高温氧化抗性等性能。
研究人员通过探究不同的合金粉末成分、加热和冷却速度等参数对合金化层性能的影响,逐步优化激光表面合金化技术,使之成为金属材料表面处理的有效手段。
4. 激光热处理技术在3D打印金属材料中的应用随着3D打印技术的快速发展,激光热处理技术在3D打印金属材料中的应用也得到了广泛关注。
通过激光热处理技术,可以消除3D打印金属材料中的缺陷和残余应力,提高材料的密实性和力学性能。
浅析激光表面合金化技术的应用及发展方向
Ap l a in a d d v lp e t i c in o s rs r c l yn pi t n e eo m n r t fl e u f e al ig c o d e o a a o
激 光表 面合金 化是 2 0世纪 8 0年代 发展 起来 的一
种通 过 改变材 料表 面成分 来实 现材 料表 面改性 的新 技 术 , 有 十分广‘ 的应 用 前 景 。它 是将 合 金 元 素 或 化 具 泛
任 意成分 的合金 和相 应 的微 观组 织 , 而获 得 良好 的 从 物理 、 化学 及综 合力 学性 能 , 金层组 织 均匀 、 合 致密 , 与 基体 间结 合 强 度 高 。激 光 表 面合 金 化 具 有 冷 却 速 度 快、 工作效 率高 、 清洁 无污 染 以及易 于实 现 自动化 等优 点, 与感应 加热 淬火 、 电弧 表面 硬化 和等 离子 喷涂 等表
( ) 金化 过程 中合 金 元 素 的使 用 量 少 , 用 率 3合 利
高 , 廉价 合金 获得 了更广 泛 的应用 , 且合金 层 成分 使 而 均匀 , 组织 结构 细密 , 与基 体 问的结合 强 度很 高 。
Absr c t a t:Th rn i l e p cp e,c a a trsis a d a p i ain o a e u a e aly n r nr d e i h r ce tc n p lc to fls rs r c lo i g a e i to uc d. T e r s a c r — i f h e e r h p o ge s a o n b o d o a e ura e al yn e hn l g s r ve d. Th r b e x si g i h s r s th me a d a r a fls rs fc l i g t c oo y i e iwe o e p o l ms e itn n t i tc oo y a e p o s d a d t e d v lp e td r cin o h s tc n lg sp e i td. e hn lg r r po e n h e e o m n ie to ft i e h oo y i r d c e Ke wo d y r s:La e u f c ly n s r S ra e Alo i g;S ra e M o i c to u fc df ain; De e o m e tF r c s i v lp n o e a t
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
综述报告题目激光合金化Laser Alloying任课老师任振安学生姓名苏雷学号********** 学院材料科学与工程学院专业材料加工工程前言自70年代以来,我国开展了激光处理的研究,开发和应用。
四十多年以来,我国的激光处理已取得了可喜的成绩,有些研究成果已达到了国际领先水平。
激光处理技术已在工业上取得了广泛的应用。
例如,西安内燃机配件厂1990年10月建成全国第一条缸套激光热处理生产线,至1998年底已建成24条激光热处理生产线,生产能力达到年产120万只激光缸套;青岛中发激光技术有限公司已开发生产了5种型号的激光强化机,据统计,该公司产品已在国内80家汽车大修厂、镗缸磨轴厂、缸套厂、大专院校和科研院所使用,取得了明显的经济效益。
激光热处理主要包括激光硬化、激光合金化和激光熔覆。
其中激光合金化和激光熔覆是在激光硬化的基础上发展起来的新工艺,这二种方法均具有改变基材表面的组织能力,同时还具有改变基材表面成分的能力。
这二种方法为在各类材料生成与母材结合良好的高性能(或特殊性能)的表层提供了有效途径。
目前,对激光合金化和激光熔覆两种处理还没有严格的定义和区别,一般认为母材表面成分改变相对较少的方法称激光合金化,而对母材表面成分改变较大或熔覆一层与母材成分完全不同的表面层的方法称激光熔覆。
目前激光熔覆的主要应用是提高材料的耐磨性,在零部件的局部表面制备高耐磨的熔覆层;提高材料的耐腐蚀性,即在材料表面熔覆一层具有高耐腐蚀性的合金层;改变母材表面性能,形成一层具有特殊性能的表面层。
如重庆大学在完成了奥氏体不锈钢表面同步实现合成与涂覆工艺制备生物陶瓷基础上,在比强度高,耐蚀性好、医疗用途更广泛的钛合金表面成功地实现激光束一步合成和涂覆Ca5(PO4)3#(OH)羟基磷灰石(HA)的生物陶瓷涂层。
该熔覆层具有优良的力学性能,也改善了植入材料弹性模量与生物模量及生物硬组织的匹配性[1]。
本文主要介绍激光合金化。
激光表面合金化是金属材料表面改性的一种新方法,它是利用高能激光束将基体金属表面熔化,同时加入合金化元素,在以基体为溶剂,合金化元素为溶质基础上形成一层浓度相当高、且相当均匀的合金层,从而使基体金属表面具有所要求的耐磨损、耐腐蚀、耐高温抗氧化等特殊性能。
激光表面合金化能够在一些价格便宜、表面性能不够优越的基体材料表面上制出耐磨损、耐腐蚀、耐高温抗氧化的表面合金层,用于取代昂贵的整体合金,节约贵重金属材料和战略材料,使廉价基体材料得到广泛应用,从而使生产成本大幅下降。
与常规热处理相比,激光表面合金化能够进行局部处理,而且具有工件变形小、冷却速度快、工作效率高、合金元素消耗少、不需要淬火介质、清洁无污染、易于实现自动化等优点,具有很好的发展前景。
目前,激光表面合金化研究领域不仅限于低碳钢、不锈钢、铸铁,而且还涉及到了钛合金、铝合金等有色金属[2]。
1.激光合金化工艺的制定原理及方法1.1 激光表面合金化选材原则在选择合金化材料时,首先应考虑合金化涂层的性能要求,其次要考虑合金化元素与母材金属熔体间相互作用的特性,还要考虑表面合金层与母材冶金结合的牢固性,以及合金层的脆性、抗压、抗弯曲等性能。
在合金化组元的选择上,既有Cr、Ni、W、Ti、Co、Mo等金属元素,也有C、N、B、Si等非金属元素,以及碳化物、氧化物、氮化物等难熔颗粒。
1.2 激光合金化送粉方式激光表面合金化过程中,合金化粉末的加入方式有:预置材料法、送粉法和激光气体合金化。
其中预置材料法当前应用较为广泛;送粉法则易于实现自动化,能够充分利用能量、气孔率低、生产效率高,可以得到良好的表面合金层质量,具有广阔的发展前景。
激光合金化典型送粉方式如图1所示。
1.3 激光合金化涂层质量控制激光表面合金化后,合金化涂层在微观上是不均匀的,熔池的冷却条件、液体对流方式、对流强度及合金元素间的相互作用等对其都有影响。
合金化涂层质量的控制主要包括合金化程度的控制、合金化涂层成分的控制、合金化涂层的裂纹与孔洞的防止,以及合金化表面不平整度的控制等。
研究认为,调整工艺参数、预热合金化后处理可以得到理想的合金化涂层。
图1 激光合金化典型送粉方式2 激光表面合金化涂层组织特性与性能2.1 激光表面合金化涂层组织特征激光表面合金化涂层组织特征与其具体工艺条件及温度梯度与凝固速度之比有关。
激光表面合金化过程中,温度梯度、溶质浓度、晶体长大速度均随时间变化,所以激光表面合金化涂层组织具有复合性特征,主要组织特征类型有三种:①平面晶→胞状晶→胞状树枝晶→树枝晶;②胞状晶→胞状树枝晶→树枝晶;③胞状树枝晶→树枝晶。
合金化涂层典型组织,如图2所示。
2.2 激光表面合金化涂层性能当前研究认为,激光表面合金化涂层与基体材料呈良好的冶金结合,结合强度高,能够显著提高廉价基体材料的耐磨性、耐蚀性和耐腐蚀磨损性等性能,获得了广泛应用。
图2 激光合金化涂层的典型组织2.2.1 耐磨性目前,激光表面合金化提高基体材料的耐磨性多是添加硬质合金化粉末(如SiC,WC,TiC等),或者激光表面合金化过程中原位生成如碳化物、氮化物、硼化物或金属间化合物来增强合金化涂层的耐磨性。
激光合金化过程中通过相变形成高硬度相也可以提高合金化涂层的硬度和耐磨性,A.Hussain首次采用850W CW CO2激光器对AISI 1010低碳钢电镀10Lm 镍进行激光表面合金化,合金化涂层微观组织均匀且无裂纹,合金化涂层含镍5%(位于Fe-Ni相图AyA+B线上)时,硬度为基体的3倍,原因是由于快速冷却,合金化涂层中出现马氏体组织。
2.2.2 耐蚀性通过激光表面合金化提高基体材料的耐蚀性,是激光合金化在实际中的一个重要的应用分支,对不锈钢和钛合金进行激光合金化实验均取得不错的成果,但其耐蚀性机理较为复杂,目前处于探索阶段。
K.H.Lo等预涂WC粉末对AISI316L 不锈钢进行激光合金化,采取合理的工艺参数可得到硬度高且脆性小的合金化涂层,在3.5%的NaCl溶液中的抗空蚀性能可提高30倍。
研究认为,抗空蚀性能的提高可能是由于激光合金化过程中WC的分解,从而使钨在熔体中的固溶度提高及枝晶碳化物的析出所引起的。
Muthukanann Duraiselvam等则对T-i 6A-l 4V 添加Ni/T-i TiC开展激光表面合金化研究,所得到的合金化涂层致密,几乎无裂纹。
腐蚀实验显示,合金化涂层耐蚀性相对基体增加1.2~1.8倍,耐蚀性的增加主要是由于合金化涂层中金属间化合物所贡献的。
3.激光合金化存在的问题3.1大功率激光加工设备的稳定性和配套性尚未达到工业生产应用水平激光合金化需要大功率或大面积光斑技术(聚焦法、宽带法及转镜法),但当激光输出功率一定时,光斑面积越大,功率密度越低。
光束直径的增大,将使功率密度以平方关系下降。
为了保持激光的高能密度和超快速加热特征,当激光输出功率为Zkw时,光斑的最大理论面积只能为ZommZ,当输出功率为skw时,光斑最大面积只能为50mm2。
若采用宽带扫描装置,光束由圆形变成矩形时,虽一次扫描的面积增大了,但它是以显著降低扫描速度为前提的,且光束的光学特性欠佳。
因此大面积光斑技术是有局限性的。
若采用大功率技术就有一个激光器的功率稳定性问题。
3.2合金化工艺和理论研究尚不成熟与相变强化相比,激光合金化的研究尚不深入,工艺的重现性和可信度不大,实验结果往往难以相互引用,这些问题除继续深入探讨外,尚可寻求其它的工艺方法,如在适当气氛中通过激光束熔化基体表面实现合金化处理。
合金元素可以渗入较深的表面。
表面粗糙度主要取决于样品原始粗糙度、成分、气流速度及喷咀角度,既能控制表面平整度又能强化表层性能。
3.3基体材料对合金粉末的选择性选择合金化粉末时,除了考虑所需要的性能(如合金层硬度、耐磨性、耐蚀性、抗氧化性能等)外,还必须考虑在激光作用下合金化材料进入金属表面时的行为及其与基体金属熔体的相互作用特征,即它们溶解形成化合物的可能性、浸润性、线膨胀系数和比容等,以保证满意的合金化效果。
一般要求合金化层与基体达到冶金结合,以提高其结合强度,以及合金层的韧性、抗压、抗弯曲等性能。
激光合金化的合金材料的选择,不仅要考虑表面性能,还须考虑合金化区的表面及内在质量以及合金材料的利用率、来源及价格等。
3.4组织不均匀性合金化组织不均匀性有三个方面:一是合金化熔池内的组织不均匀性,在其横截面内出现组织梯度;二是熔池内的宏观组织不均匀性;三是大面积合金化的搭接区。
激光合金化区组织梯度是指在激光合金化的同一熔池内,由于合金熔池整个截面内存在温度梯度和晶体长大速度的差异,则使最终的激光合金化组织不是单一的凝固组织,而是一种复合性的凝固组织,即沿合金熔池的深度方向出现不同的凝固组织区域。
3.5合金化层的成分控制目前国内外已在从事这方面研究,但还不能做到对合金成分的精确控制,激光熔化过程中各元素烧损系数的系统测定及元素溶入量的精确控制问题仍未解决。
另外,用于激光合金化的自动送料装置尚不完善亦给合金成分的精确控制带来一定困难。
4.激光合金化技术的发展前景及研究方向近年来在工业实践中,尽管传统的表面强化技术有了重大发展和新的突破,但可精确控制的高能激光表面强化技术显示出较大的生命力,在金属表面进行各种物理、冶金强化方面,在石油、化工、电力、运输、纺织机械等方面,在开发超高性能激光应用复合生产中有效利用激光的控制性、灵活性的生产系统有着广阔前景。
随着数千瓦乃至万瓦级大功率激光器的成熟稳定,组合镜或转镜的不断完善,随着大面积合金化工艺的规范化,随着冶金学、金属材料研究方法与激光强化技术的结合,有可能对材质和性能的最优化组合以及金属材料的研究与生产产生重要影响。
为发挥其优势,今后应着重研究解决以下几方面问题。
1.研究和完善大功率激光器及与之配套的适合于合金化的扫描装置。
2.研究开发激光合金化的专用合金化材料,做到对合金层成分进行精确控制。
3.为获得预期的合金化层及优良的性能,需进行激光工艺规范的优化设计。
4.从理论上研究合金层表面不平整的机理,提出克服措施。
5.在裂纹敏感材料中,基体预热和后续处理对开裂倾向的影响规律。
6.在固体状态下,实现气体合金化、硬质粒子喷射合金化、复合硬质合金化,为激光表面合金化提供一种全新的手段。
7.激光合金化后的热处理、机械变形(如喷丸)对表面性能的影响等。
[9]参考文献1.金属表面激光合金化及熔敷处理的研究进展居毅,郭绍义 [J] 20022.材料表面激光合金化研究进展李贵江,许长庆 [J] 20083.Cavitation erosion behavior of WC coatings on CrNiMo stainless steel by laser alloying [J] Xiao-bin Zhang,Chang-sheng Liu 2008.04.28ser Alloyed Coatings of TiB/Graphite on 9Cr18 Stainless Steel Surface2[J] 2007ser Alloying on Chromium-Coated Surface of Nodular Cast Iron [J] 1998.09.30ser alloying of aluminium alloys with chromium A.Almeida,M.Anjos 19957.K H Lo, F T Cheng, C T Kwok, et al. Improvement of cavitation erosion resistance of AISI 316 stainless steel by laser surface alloying using fine WC powder[J]. Surface and Coatings Technology, 2003,165:258-267.8.K Y Chiu, F T Cheng, H C Man. Corrosion behavior of AISI 316L stainless steel surface-modified with NiTi [J]. Surface & Coatings Technology,2006,200:6 054-6 061.9.激光合金化存在的问题和前景陈传忠,孔翠荣 [J] 1996。