m测深钢卷尺示值误差测量结果不确定度评定
钢卷尺不确定度

钢卷尺示值误差不确定度评定1 概述1.1 测量依据:依据JJG4-2015《钢卷尺》。
1.2 环境条件:温度(20±5)℃,相对湿度≤65%。
1.3 测量标准:1.4 被测对象:普通钢卷尺。
1.5 测量过程:钢卷尺测量时,将放置在检定台上的钢卷尺与标准钢卷尺调至平行,并使两尺的首端(零位)对准,然后标准钢卷尺上直接读出被测尺的示值误差。
2 数学模型△0L L L -= 式中:△L ----- 钢卷尺示值误差(mm );L ----- 被检钢卷尺测量值(mm ); 0L ----- 标准值(mm )。
3 输入量的标准不确定度的评定3.1 标准钢卷尺示值误差引起的不确定度分量)(0L u 的评定采用B 类评定,根据JJG741-2005《标准钢卷尺检定规程》,标准钢卷尺最大允许误差为±(0.03+0.03L )mm ,半宽a 为(0.03+0.03L )mm ,认为其服从均匀分布,包含因子k 为√3,L 以1m 代入:u (L 0)=0.03+0.03L√3=0.035mm同理可得:L 以3m 代入:u (L 0)=0.03+0.03L√3=0.070mmL 以5m 代入:u (L 0)=0.03+0.03L√3=0.104mmL 以8m 代入:u (L 0)=0.03+0.03L√3=0.156mmL 以10m 代入:u (L 0)=0.03+0.03L√3=0.191mm3.2 校准钢卷尺时人眼分度值引起的标准不确定度分量)(1L u 的评定由于每次测量人眼分辨率大致为0.1mm ,包含因子k 为3,由于一次测量带有两次人眼分辨率误差,故mm 041.03/a 212u 1=⨯=)(L3.3 两者线膨胀系数不同,当温度偏离标准温度20℃时引起的标准不确定度分量)(2L u 的评定钢卷尺的线膨胀系数为℃)(/1015.116-⨯±,而标准钢卷尺的线膨胀系数为℃)(/1018.106-⨯±,两者线膨胀系数中心值之差℃/107.06-⨯=∆a ,t∆在半宽a 为2℃范围内服从均匀分布,包含因子k 为3,L 以1m 代入,得mm a a L L u 001.03/1032≈∆⨯⨯⨯=)(同理可得:L 以3m 代入:m m 002.03/a a 10u 32=∆⨯⨯⨯=L L )( L 以5m 代入:mm a a L L u 004.03/1032=∆⨯⨯⨯=)(L 以8m 代入:m m 006.03/a a 10u 32=∆⨯⨯⨯=L L )( L 以10m 代入:mm a a L L u 008.03/1032=∆⨯⨯⨯=)( 3.4测量重复性引起的标准不确定度分量)(3L u输入量3L 的标准不确定度来源于钢卷尺的测量重复性通过连续测量得到测量列,采用A 类方法进行评定。
钢卷尺示值误差测量结果的不确定度评定

将被检钢卷尺安放在检尺 台上 , 使 其与钢卷尺 ( 标 准) 平行 , 并使二者零位对齐 , 然后读 出 5 m处示值误差 , 重复 上述 过程 , 在 重 复性 条件 下 连续 测 量 l 0次 , 得 到i 见 0
量 列: 5 0 0 0 . 1 , 5 0 0 0 . 1 , 5 0 0 0 . 1 , 5 0 0 0 . 1 , 5 ( X ) 0 . 1 , 5 0 0 0 . 1 ,
( △ e 2 ) : × n : 0 . 0 4 1 a r m
式中: △ L 一 钢卷 尺 的示 值误 差 ;
一
( 0 ~ 5 ) m段钢卷尺在标准尺上对应的偏差读数值。
3 输 入量 △ e的标准 不确 定度评定
ቤተ መጻሕፍቲ ባይዱ
输人 量 △ e的不确 定 度来 源 主要 是 测量 重 复性 引起 的标 准 不确定 度分 项 u ( △e ) ; 校 准钢卷尺 时人 眼分辩率
《 计量与浏试技 术》 2 。 1 3年第 4 0卷 第 2期
钢 卷 尺 示 值 误 差 测 量 结 果 的不 确 定 度 评 定
E v a l u a t i o n o f U n c e r t a i n t y a b o u t I n d i c a i t o n E r r o r o f S t e e l T a p e i n Me a s u r e me n t
被校准钢卷尺和标准钢卷尺线膨胀系数有不确定度 , 当
温度偏离 2 0 ℃时引起的标准不确定度分项 u ( A e ) 及钢 卷尺和标 准钢卷尺温度差引起的标准不确定度分项
( A e 7 ) 。
估计其相对不确定度为 O . 0 1 , 自由度为 y ( △ e 3 ) 一∞ 3 . 4 拉力误差给出的标 准不确定度分项 ( △ e ) ( 采用
5m钢卷尺示值误差测量结果不确定度评定(精)
钢卷尺示值误差测量结果不确定度评定报告1.概述1.1测量方法:JJG4-1999《钢卷尺检定规程》。
1.2环境条件:温度(20±5)℃,相对湿度≤75%。
1.3测量标准:标准钢卷尺。
Ⅰ级标准钢卷尺最大允许示值误差为±(0.03+0.03L)mm1.4被测对象:钢卷尺。
Ⅰ级钢卷尺最大允许示值误差为±(0.1+0.1L)mm;Ⅱ级钢卷尺最大允许示值误差为±(0.3+0.2L)mm;本文以5m钢卷尺为例,即而得出不同规格钢卷尺的示值误差测量结果不确定度。
2.数学模型ΔL = Δe式中:ΔL—钢卷尺的示值误差;Δe— 0~5m段钢卷尺在标准钢卷尺所对应的偏差读数值。
3.输入量Δe的标准不确定度的评定输入量Δe的标准不确定来源主要是测量重复性引起的标准不确定度分项u(Δe1);校准钢卷尺时人眼分辨率引起的标准不确定度分项u (Δe2);标准钢卷尺示值误差引起的标准不确定度分项u(Δe3);拉力误差引起的标准不确定度分项u(Δe4);线膨胀系数不同,当温度偏离标准温度20℃时引起的标准不确定度分项u(Δe5);被校准钢卷尺和标准钢卷尺各自线膨胀系数有不确定度,当温度偏离标准温度20℃时引起的标准不确定度分项u(Δe6);钢卷尺和标准钢卷尺温度差引起的标准不确定度分项u(Δe7)。
3.1 测量重复性引起的标准不确定度分项u(Δe1)的评定(采用A 类方法进行评定)将被校准钢卷尺安放在检定台上,使其与标准钢卷尺平行,并使被校准钢卷尺和标准钢卷尺零位对齐,然后读出5m处示值误差,作为一次测量过程。
重复上述过程,在重复性条件下连续测量10次,得一测量列为:5000.3;5000.3;5000.2;5000.2;5000.3;5000.3;5000.3;5000.2;5000.3;5000.3平均值= 5000.27mm单次实验标准差所以u(Δe1)=s=0.049mm3.2 校准钢卷尺时人眼分辨率引起的标准不确定度分项u(Δe2)的评定(采用B类方法进行评定)由于每次测量人眼分辨率大致为0.1mm,包含因子k为,由于一次测量带有两次人眼分辨率误差,故u(Δe2)= = 0.041mm3.3 标准钢卷尺示值误差引起的不确定度分项u(Δe3)的评定(采用B类方法进行评定)。
钢卷尺示值误差不确定度评定

钢卷尺示值误差测量结果的不确定度评定1.概述1.1评定依据:JJF1059-1999《测量不确定度评定与表示》计量技术规范。
1.2引用标准:JJG4-1999《钢直尺检定规程》。
1.3环境条件:温度20±5℃;湿度≤85%RH 。
1.4测量标准:标准线纹测长仪,其各点最大允许示值误差为:0.05mm ±。
1.5被测对象:钢卷尺(Ⅰ级之1000mm 钢卷尺,最大允许示值误差为0.2mm ±)。
1.6测量方法:钢卷尺测量时,将钢卷尺放置在标准线纹测长仪的检定台上(钢卷尺应与检定台的两长边平行),并使标准线纹测长仪的测试刻线对准钢卷尺的零位,然后直接从标准线纹测长仪上读出被测钢卷尺的示值误差。
1.7评定结果的使用:在符合上述条件下的测量结果,一般可直接使用本不确定度的评定结果。
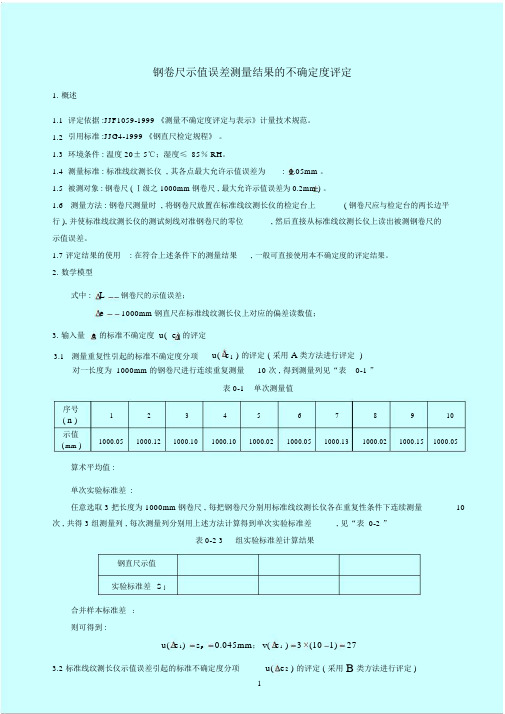
2.数学模型L e ∆=∆式中:L ∆--钢卷尺的示值误差;e ∆--1000mm 钢直尺在标准线纹测长仪上对应的偏差读数值;3.输入量e ∆的标准不确定度()u e ∆的评定3.1测量重复性引起的标准不确定度分项1()u e ∆的评定(采用A 类方法进行评定)对一长度为1000mm 的钢卷尺进行连续重复测量10次,得到测量列见“表0-1”表0-1 单次测量值序号 (n )12345678910示值(mm ) 1000.05 1000.12 1000.10 1000.10 1000.02 1000.05 1000.13 1000.02 1000.15 1000.05 算术平均值:11000.079e L mm =单次实验标准差:211()0.0471e i e L L s mm n ∑-==-任意选取3把长度为1000mm 钢卷尺,每把钢卷尺分别用标准线纹测长仪各在重复性条件下连续测量10次,共得3组测量列,每次测量列分别用上述方法计算得到单次实验标准差,见“表0-2”表0-2 3组实验标准差计算结果钢直尺示值 1000(1)mm1000(2)mm1000(3)mm实验标准差 j S0.050mm 0.044mm 0.041mm合并样本标准差:2110.045m P j j s s mm m ===∑则可得到:1()0.045p u e s mm ∆==;1()3(101)27v e ∆=⨯-=3.2标准线纹测长仪示值误差引起的标准不确定度分项2()u e ∆的评定(采用B 类方法进行评定)为了保证本次不确定度评定的可靠性,参考JJG4-1999《钢卷尺检定规程》与JJG 71-2005《三等标准金属线纹尺检定规程》,决定标准线纹测长仪的示值误差等值采用长度为1000mm 三等金属线纹尺各点的最大允许误差,即:标准线纹测长仪的示值误差为0.05mm ±。
钢卷尺示值误差测量结果不确定度评定[推荐5篇]
![钢卷尺示值误差测量结果不确定度评定[推荐5篇]](https://img.taocdn.com/s3/m/ed35512215791711cc7931b765ce05087632750d.png)
钢卷尺示值误差测量结果不确定度评定[推荐5篇]第一篇:钢卷尺示值误差测量结果不确定度评定钢卷尺示值误差测量结果不确定度评定1、测量方法:将被检钢卷尺和标准钢卷尺平铺在检定台上,并分别加以相应的拉力后,被检钢卷尺与标准钢卷尺进行比较测量。
两者之差即为比较钢卷尺的示值误差。
当比较钢卷尺的标称长度大于5m 时,采用分段方法进行检测(以30米比较钢卷尺,5m标准钢卷尺及检定台分6段为例)。
2、数学模型∆L=L-[Ls20+(t-20)(α1-α2)L+δL]其中:(t-20)(α1-α2)L为被检尺与标准尺偏离20℃的温度修正,当普通钢卷尺不进行温度修正时,则公式为:∆L=L-[Ls20+δL]即:∆L=L-δL-Ls20设:ai=L-δL;a0=Ls20;∆L=a-a0 式中:∆L——被检钢卷尺示值误差(mm);;a——被检钢卷尺测量值(mm)。
a0——标准值(mm)3、方差和灵敏系数⎡∂f⎤2依据uc=∑⎢⎥u2(xi)⎣∂x⎦2uc=u2(∆L)=c2(a)u2(a)+c2(a0)u2(a0)2式中:c(a)=∂(∆L)∂(∆L)=1,c(a0)==-1 ∂a∂a0222 uc=u2(∆L)=ua+ua0当被检钢卷尺的标称长度大于5m时,采用分段方法检测:被检钢卷尺全长示值误差:∆L全=∑δi=[(a1-a0)+(a2-a0)+(a3-a0)+⋅⋅⋅⋅⋅⋅+(ai-a0)]=∑ai-na0i=1i=1nn式中:∆L全——被检钢卷尺全长示值误差(mm);;ai——第i段被检钢卷尺测量值(mm);a0——标准值(mm)n——分段数。
灵敏系数:∂∆L∂∆L∂∆L∂∆L∂∆L=-n。
===⋅⋅⋅⋅⋅⋅==1,∂a0∂ai∂a1∂a2∂ai4、标准不确定度分量来源及评定4.1、由标准钢卷尺标准值引入的不确定度分量ua0 4.1.1、标准钢卷尺的测量不确定度引入的不确定度分量ua01根据JJG741-2005《标准钢卷尺》计量检定规程的规定,标准钢卷尺的测量不确定度为:U=(5+5L)μm,k=2因此:当L=5m时:u01=(5+5⨯5)/2=0.015mm=15μm 4.1.2、标准钢卷尺示值稳定性引入的不确定度分量ua02根据JJG741-2005《标准钢卷尺》计量检定规程的规定,标准钢卷尺示值误差的年变化量不超过0.01Lmm,因此,当L=5m时年变化量不超过0.05mm,其属于半宽为0.025mm的均匀分布,覆盖因子k=3当L=5m时:u02=0.025/3=14μm 4.1.3、由拉力偏差给出的不确定度分量u03L⨯103⨯∆p∆=9.8EF由拉力引起的偏差为:式中:L——标准钢卷尺的长度;∆p——拉力偏差,由JJG741-2005《标准钢卷尺》计量检定规程中给出∆p≤0.5N;E——弹性系数E=20000kg/mm2;F——标准钢卷尺尺带横截面积;取尺带横截面的宽度12mm;厚度为0.22mm;则F=2.64mm2 L⨯103⨯0.5=9.66⨯10-4⨯L 即:∆=9.8⨯20000⨯2.64拉力偏差以相等的概率出现在半宽为0.5N的区间,故:k=3 当L=5m时,u03=9.66⨯10-4⨯5/3=0.0048/3=2.8μm 标准钢卷尺标准值引入的不确定度分量ua0:当L=5m时,ua0=222ua+ua+ua=152+142+2.82=21μm 0102034.2、被检钢卷尺测量值引入的标准不确定度分量ua 4.2.1、测量重复性引入的不确定度分量ua1采用0.01mm的读数显微镜对被检钢卷尺等精度独立测量10次,实验标准偏差ua1=40μm 4.2.2、被检钢卷尺拉力偏差引入的标准不确定度分量ua2 根据JG4-1999《钢卷尺》计量检定规程规定,拉力偏差∆p≤1N 取尺带横截面宽度为10mm,厚度为0.14mm,则F=1.40mm2 同上文由拉力引起的偏差为∆=3.64⨯10⨯Lk=当L=5m时,ua2=3.64⨯10-4⨯5/3=11μm 4.2.3、线膨胀系数差引入的标准不确定度分量ua3标准钢卷尺与被检钢卷尺线膨胀系数均为α=11.5⨯10℃,两种材料线膨胀系数界限在-6-1-43(11.5±2)⨯10-6℃-1的范围内,以相同的概率出现在4×10-6℃-1区间内,属于半宽为2×10-6℃-1的均匀分布,包含因子-6k=则:根据JG4-1999《钢卷尺》计量检定规程规定,检定温度为(20±5)℃,温度偏离20℃的极限值为∆t=5℃,故:ua2=L⨯103⨯∆t⨯uδα因此,当L=5m时,ua3=5⨯10⨯5⨯1.15⨯103-6=29μm4.2.4、标准钢卷尺与被检钢卷尺之间的温度差引入的标准不确定度分量ua4 在测量时,标准钢卷尺与被检钢卷尺都需要在符合要求的温度环境条件下,充分地等温后才能读数。
浅谈钢卷尺示值误差测量结果的不确定度评定

浅谈钢卷尺示值误差测量结果的不确定度评定钢卷尺是日常生活中便携轻巧的常用工量具,家庭必备工具之一。
在长度检测工作中占量也很大。
测量示值误差的不确定度是指对测量结果可信性、有效性的怀疑程度或不肯定程度,是定量说明测量结果的质量的一个参数。
为了对钢卷尺的检测结果可信程度更高,本文按照《测量不确定度评定与表示》规程JJF1059.1-2012和《钢卷尺》检定规程JJG 4-2015对5米和100米钢卷尺的不确定度进行了评定。
标签:钢卷尺;示值误差;不确定度1 概述(1)测量方法:依据JJG 4-2015《钢卷尺》。
(2)环境条件:温度(20±5)℃。
(3)测量标准:标准钢卷尺。
(4)被测对象:钢卷尺。
Ι 级钢卷尺最大允许示值误差为:±(0.1+10-4L)mm;ΙΙ 级钢卷尺最大允许示值误差为:±(0.3+2×10-4L)mm;本文以5m 钢卷尺和100m 钢卷尺为例。
(5)测量方法:在钢卷尺检定台上用标准钢卷尺和被校准钢卷尺进行比较测量。
根据JJG 4-2015《钢卷尺》检定规程,通过检定台调节被检钢卷尺的零值线与经检定合格的Ι 级标准钢卷尺的零值线对齐,再读被检钢卷尺检定点的刻度线与标准钢卷尺相应刻度线示值差。
(6)评定结果的使用:符合上述条件的测量结果,一般可参照试用本不确定度评定方法。
2 测量模型e =Ld-L0式中: e ——示值误差;Ld——被检钢卷尺读数;L0——标准钢卷尺的读数。
3 测量不确定度输入量分析根据检定方法,估计不确定度来源主要有:(1)标准钢卷尺的标准值引入的不确定度u1。
(2)读数显微镜分辨力引入的不确定度u2。
(3)测量重复性影响u3。
(4)标准钢卷尺与被检钢卷尺的温度差给出的不确定度u4。
(5)标准钢卷尺与被检钢卷尺线胀系数差引入不确定度u5。
其中第(2)项包含被检尺与标准尺对零不确定度及任意线纹读数不确定度;第(4)项、第(5)项不确定量值为微米级,小于分辨力引入不确定度的十分之一,对合成标准不确定度影响很少,不再详细计算。
钢直尺示值误差测量结果的不确定度评定
钢直尺示值误差测量结果的不确定度评定一、概述1、测量方法:依据JJG1-1999《钢直尺》。
2、环境条件:温度(20±5)℃,相对湿度≤65%。
3、测量标准:选用三等标准金属线纹尺,其MPE=±0.05mm 。
4、被测对象:钢直尺。
1000mm 钢直尺,MPE=±0.20mm 。
5、测量过程:钢直尺测量时,将放置在检定台上的钢直尺与三等标准金属线纹尺调至平行,并使两尺的首端(零位)对准,然后在三等标准金属线纹尺上直接读出被测尺的示值误差。
6、评定结果的使用在符合上述条件下的测量结果,一般可直接使用本不确定度的评定结果。
二、数学模型[]L L t L L L s δαα+--+-=∆))(20(2120其中:L t ))(20(21αα--为被检尺与三等标准金属线纹尺偏离20℃的温度修正,在等温足够长时间,检定温度接近20℃时可不进行温度修正,则公式为:[]L L L L s δ+-=∆20即:20s L L L L --=∆δ设:L L a i δ-=;200s L a =;0a a L -=∆式中:L ∆——被检钢直尺示值误差(mm );a ——被检钢直尺测量值(mm ); 0a ——标准值(mm )。
3、方差和灵敏系数依据 )(222i c x u x f u ∑⎥⎦⎤⎢⎣⎡∂∂= )()()()()(02022222a u a c a u a c L u u c +=∆= 式中:1)()(=∂∆∂=a L a c ,1)()(00-=∂∆∂=a L a c)()()(02222a u a u L u u i c +=∆=当被检钢直尺的标称长度大于1m 时,采用分段方法检测:被检钢直尺全长示值误差: ∑∑==-==∆ni i n i i na a L 101δ全式中:全L ∆——被检钢直尺全长示值误差(mm );i a ——第i 段被检钢直尺测量值(mm ); 0a ——标准值(mm ); n ——分段数。
钢卷尺测量结果不确定度评定
钢卷尺测量结果不确定度评定【摘要】本文主要通过实验论证钢卷尺测量结果的不确定度。
【关键词】钢卷尺;不确定度;示值误差钢卷尺是我们厂矿企业和日常生活中经常用到的计量器具,可以说是家喻户晓,现在本文就通过一系列实验来论证钢卷尺示值误差的测量结果不确定度。
1 概述1.1 测量方法依据JJG4-1999《钢卷尺》检定规程。
1.2 环境条件温度(20±5)℃(1级),(20±8)℃(2级)1.3 测量标准标准钢卷尺。
1级标准钢卷尺最大允许示值误差为±(0.02+0.02L)mm。
1.4 被测对象钢卷尺。
2 数学模型△L=△e式中:△L—被检钢卷尺的示值误差;△e—0~5m段钢卷尺在标准钢卷尺所对应的偏差读数值。
3 标准不确定度一览表当L=5m时,表1 标准不确定度一览表当L=100m时,4 输入量的标准不确定度的评定4.1 测量重复性引起的标准不确定度分量u(△e1)的评定现对一支5m的钢卷尺进行检测,在重复性条件下连续测量10次,得到一组测量列为(单位:mm):5000.3、5000.35、5000.3、5000.3、5000.35、5000.35、5000.3、5000.3、5000.35、5000.35则:■e1=5000.325mms=■=0.026mmu(△e1)=s=0.026mm4.2 校准钢卷尺时人眼分辨率引起的不确定度分量u(△e2)的评定(采用B类方法进行评定)由于每次测量人眼分辨率a大致为0.1mm,包含因子k为■,由于一次测量带有两次人眼分辨误差,故:u(△e2)=■×■a/■=0.041mm4.3 标准钢卷尺示值误差引起的不确定度分量的评定(采用B类方法进行评定)根据JJG741-1991《标准钢卷尺检定规程》,1级标准钢卷尺最大允许误差为±(0.02+0.02L)mm,半宽a为±(0.02+0.02L)mm,认为其服从正态分布,包含因子k为3,则L以5m代入:u(△e3)=(0.02+0.02L)/3=0.041mm4.4 两者线膨胀系数不同,当温度偏离标准温度20℃时引起的标准不确定度分量u(△e4)的评定(采用B类方法进行评定)钢卷尺的线膨胀系数为(11.5±1)×10-6/℃,而标准钢卷尺的线膨胀系数为(10.8±1)×10-6/℃,两者线膨胀系数中心值之差△a=0.7×10-6/℃,△t在a半宽为2℃范围内服从均匀分布,包含因子k为■,L以5m代入,得:u(△e4)=L×103×a×△a/■=0.004mm4.5 被校准钢卷尺和钢卷尺线膨胀系数都存在不确定度,当温度偏离标准温度20℃时引起的标准不确定度分量u(△e5)的评定(采用B类方法进行评定)由于钢卷尺的线膨胀系数和标准钢卷尺的线膨胀系数在(11.5±1)×10-6/℃和(10.8±1)×10-6/℃的范围内等概率分布,两者膨胀系数之差△a应在(0.7±2)×10-6/℃范围内服从三角分布,该三角分布半宽为2×10-6/℃,包含因子k取■,L以5m代入,△t以2℃代入,得:u(△e4)=L×103×△t×a/■=0.0082mm4.6 标准钢卷尺和被校准钢卷尺温度差引起的标准不确定度分量的评定(采用B类方法进行评定)原则上要求标准钢卷尺和被校准钢卷尺温度达到平衡后进行测量,但实际测量时,两者有一定温度差△t存在,假定a在±0.1℃范围内等概率分布,则该分布半宽为0.1℃,包含因子k为■,L以5m代入,以11.5×10-6/℃代入得标准不确定度分量u(△e6)为:u(△e6)=L×103×a×a/■=0.0033mm4.7 输入量的标准不确定度的计算u(△e)=■=0.064mm5 合成标准不确定度的评定5.1 灵敏系数数学模型△L=△e灵敏系数c=?鄣△L=?鄣△e=15.2合成标准不确定度的计算合成标准不确定度可按下式得:uc2(△L)=[cu(△e)]2uc2(△L)=0.064mm由于被校准钢卷尺规格不同,当长度大于5m时,应分段测量,如100mm 钢卷尺,则应分20段进行检定,此时,u(△e1)=20×0.026=0.52u(△e2)=■×0.041=0.18u(△e3)=20×0.04=0.8u(△e4)=20×0.004=0.08u(△e5)=20×0.082=0.16u(△e6)=20×0.033=0.0666 扩展不确定度的评定当L=5m时,U=2×uc(△e)=2×0.064≈0.1mm当L=100m时,U=2×u(△e)=2×0.99≈2.0mm7 对使用钢卷尺检定装置校准钢卷尺的测量不确定度评估选择一台重复性很好的钢卷尺,在重复条件下连续测量10次,可得到单次实验标准差s=0.026μm。
钢卷尺示值误差测量结果的不确定度评定

根据 J 7l 2o《 J 4 一 05 标准钢卷尺检定规程》 G 的规定 ,
标 准钢卷 尺 的最 大允 许误差 为 ±(.3 .3 ) m 00 +00L m
按 均 匀分 布 , L=5 当 m时 , 则
用 压 紧装 置将标 准 钢卷 尺 和被 检 钢卷尺 固定 在检 定 台上 , 别在 标 准尺 和 被 检 尺 的另 一 端 按 规程 要 求 加 上 分
( ) .1 5 4 =0 09r =2 p 厶2 =00 × / 3 .2r  ̄ 9a n
2 数 学 模型
43 由拉 力偏差 引入 的不 确定度 分量 ( 3 . ) 由拉 力引起 的偏 差为
A = ×l × / S 3 o E
式 中: 一被检 钢卷尺 的长度 ; 厶一 标 准 钢 卷 尺 的 长 度 ;a 被检 钢 卷尺 的线 膨胀 系数 ;s 准 钢卷 尺 的 a一 a—标 线膨 胀 系数 ; £ 被检 钢 卷 尺 与标 准 钢 卷 尺对 标 准 温 度 △一
S=26 l n。 .41 2 1 I
△ = l 3 ×0 O
.
△ =厶 一厶 +厶( 。 " +( 一厶) £ a 一a) t 厶 4 口 由于 一厶 较 小 , 一厶) , t 更 小 , 忽 略 不 ( a ̄ 则 t 可 计 , 样 上式 变 为 这
△ =L 一厶 + ( 。 ,a =L 一厶 +La a a a 一a ) t a ,a t
拉力 , 调整检定台的调零机构 , 使被检尺的零值线纹与标 准尺 的零值线纹对齐, 用直接 比较测量法 , 并按每米逐段 读取各段和全长误差。 1 评定结果 的使用 : . 6 在符合上述条件下的测量结果 ,
一
( s) 00 +00L /3 L1 =(.3 .3 )√
钢直尺测量结果示值误差的不确定度评定
钢直尺测量结果示值误差的不确定度评定摘要:钢直尺是现代人们生活和工作中应用非常便捷的一种常见测量工具。
通常来讲,钢直尺自身的刻画线间距通常为0.5mm或者1mm,刻线的宽度通常都处于(0.1-0.25mm)范围内,所以工作人员在对钢直尺测量结果进行读数的过程中会存在误差。
钢直尺的检定工作需要依靠专业的检定工具,通常选择使用读数显微镜来对钢直尺进行检定,测量不确定度的评定对钢直尺示值误差具有直接性的影响。
基于此,本文对钢直尺测量结果示值误差的不确定度评定工作展开了分析与探讨,并对钢直尺使用中的维护与保养工作进行了简要阐释,以期给行业工作人员提供有效参考。
关键词:钢直尺;结果误差;不确定度钢直尺在实际的使用过程中,其测量结果的准确度与使用人员的操作方法、行为习惯以及钢直尺本身质量都有较大的联系,其中最为关键的就是钢直尺本身的质量。
因此,为了更好的保障钢直尺测量的准确性,就需要对钢直尺进行定期的检定与维护保养,同时还应该养成良好的使用习惯,只有这样,才能够避免其它因素对钢直尺测量数值的影响。
1 概述(1)本文对钢直尺测量结果示值误差的不确定评定依据为JJG1 -1999《钢直尺》检定规程。
(2)为了保障检定结果的精准度,选择环境温度为15℃-25℃。
(3)测量过程中,以三等标准金属线纹尺来作为基础标准,最大允许误差为±0.5mm。
(4)以最小分度值是1mm的钢直尺来作为测量目标。
(5)测量方法的选择。
在对钢直尺进行检定时,通过对升降台的螺母进行调节,来确保所测量的钢直尺与三等标准金属线纹尺处在同一个水平位置,之后通过对螺帽进行调节,对钢直尺与三等标准金属线纹尺进行固定。
之后对钢直尺进行调整,确保其尺边与线纹轴线相互平行;调节对零螺杆,使钢直尺与三等标准金属线纹尺的首段或者末端处于对准状态。
最后通过三等标准金属线纹尺来读取钢直尺的示值误差。
2 钢直尺测量结果示值误差检定方法分析。
2.1 检定项目及工具对钢直尺检定的项目主要涉及到外观、尺面、弹性、端边与侧边的直线度、线纹的宽度等方面。
m钢卷尺示值误差测量结果不确定度评定

拉力误差Δp以相等的概率出现在半宽为0.5N的区间,认为其服从均匀分布,包含因子k取 。由于被校准钢卷尺和标准钢卷尺都需加一定的拉力,故拉力误差在5m测量过程中影响两次。
3.5两者线膨胀系数不同,当温度偏离标准温度20℃时引起的标准不确定度分项u(Δe5)的评定(采用B类方法进行评定)
平均值 =10000.3mm
单次实验标准差
所以u(Δe1)=s=0.0483mm
3.2校准钢卷尺时人眼分辨率引起的标准不确定度分项u(Δe2)的评定(采用B类方法进行评定)
由于每次测量人眼分辨率大致为0.1mm,包含因子k为 ,由于一次测量
带有两次人眼分辨率误差,故
u(Δe2)= =0.041mm
3.3标准钢卷尺示值误差引起的不确定度分项u(Δe3)的评定(采用B类方法进行评定)。
钢卷尺示值误差测量结果不确定度评定报告
1.概述
1.1测量方法:JJG4-1999《钢卷尺检定规程》。
1.2环境条件:温度(20±5)℃,相对湿度≤75%。
1.3测量标准:标准钢卷尺。
Ⅰ级标准钢卷尺最大允许示值误差为±(0.03+0.03L)mm
1.4被测对象:钢卷尺。Ⅰ级钢卷尺最大允许示值误差为±(0.1+0.1L)mm;Ⅱ级钢卷尺最大允许示值误差为±(0.3+0.2L)mm;本文以10m钢卷尺为例,即而得出不同规格钢卷尺的示值误差测量结果不确定度。
由拉力引起的误差为:
δ=L×103×Δp/(9.8×E×F)(mm)
式中:L—钢卷尺的长度,以m为单位取值;
Δp—拉力偏差,由JJG741-1991《标准钢卷尺检定规程》知Δp≤0.5N;
E—弹性系数,E=20000kg/mm2
论测深钢卷尺零值误差不确定度评定分析
论测深钢卷尺零值误差不确定度评定分析本文论述测深钢卷尺的零值误差的相应测量方法,并对其测量结果的不确定度进行评定分析。
标签:零值误差;不确定度;评定分析一、序言测深钢卷尺是一种比较常见的计量器具,主要应用于测量液体深度,它的尺端带有铜制的尺砣,尺砣与尺带的联接可以是固定的,也可以是悬挂式的。
尺的长度由尺砣的底端面起计算,因此测深钢卷尺的零值误差直接关系到钢卷尺总的示值误差。
二、测量方法测深钢卷尺的零值误差是指从尺砣的端部到500mm线纹处的误差。
零值误差的测量目前采用比较测量法。
在零位检定器上将测深钢卷尺的尺砣置于V型支架上,使其前端面与零位检定器的零位挡板靠紧,将尺带沿尺砣轴线方向平铺于零位检定器台面上,此时在检定器台面上与标准钢直尺500mm处线纹进行比较,读出零值误差。
三、测量不确定度评定1、建立数学模型△L = △m - [αs△ts -αm △tm] L式中:△L:表示测深钢卷尺零值误差;△m:表示测深钢卷尺在标准钢直尺500mm处对应的偏差读数值;Αs、△ts:表示标准钢直尺线膨胀系数和相对20 ℃的尺温;Αm、△tm:表示被检测深钢卷尺线膨胀系数和相对20 ℃的尺温;L:表示测深钢卷尺的线纹处至端部的长度(理想值为500mm);2、方差及灵敏系数当各影响量彼此独立,并忽略标准钢直尺与被检测深钢卷尺的温度差,其方差:uc2(△L)= C12 u2 (△m)+ C22 u2 (αs)+ C32 u2 (△ts)+ C42 u2 (αm)+ C52 u2 (△tm)+ C62 u2 (L)△ts = ±1℃αs = (11.5±1.0)×10-6 /℃;△tm =±1℃αm = (17.5±1.0)×10-6 /℃;C1 = ?△L / ?△m =1C2 = ?△L / ?αs = -△ts L = ± 500×103C3 = ?△L / ?△ts = -αs L = -11.5×10-6 ×500×103=-5.75C4 = ?△L / ?αm = △tm L = ±500×103C5 = ?△L / ?△tm =αm L = 17.5 ×10-6×500×103=8.75C6=?△L / ? L =- [αs△ts -αm △tm]= αm-αs=17.5×10-6-11.5×10-6=6×10-6(認为标准钢直尺与测深钢卷尺等温,△ts =△tm =1℃)3、测量零值误差的标准不确定度分量的评定(1)标准钢直尺读数的标准不确定度u (△m),包括标准钢直尺示值误差带来的标准不确定度u1 (△m)和重复性定位读数u2 (△m);标准钢直尺是采用经三等金属线纹尺检定的钢直尺,其扩展不确定度为0.087mm,按正态分布处理,包含因子k = 2.58,u1 (△m)= 0.087/2.58 = 0.034mm;在重复性条件下,连续测量3次,所得最大值与最小值的差值为0.04mm,采用极差法计算u2 (△m),u2 (△m)= (0.04 / 1.64)/ = 0.014mm;u (△m)= =0.037 mm=37μm(2)标准钢直尺线膨胀系数的标准不确定度u (αs)标准钢直尺线膨胀系数为(11.5±1.0)×10-6 ,按均匀分布,u (αs)= 1.0×10-6/ =0.577×10-6(3)标准钢直尺相对20 ℃温度差的标准不确定度u (△ts)主要来源于测温仪表的不准,设温度仪表的最大允差为±0.2 ℃,服从均匀分布,u (△ts)= 0.2/ =0.115(4)被检测深钢卷尺线膨胀系数的标准不确定度u (αm),同标准钢直尺线膨胀系数的标准不确定度u (αs)。
钢卷尺示值误差的测量不确定度评定

钢卷尺示值误差的测量不确定度评定普通钢卷尺是用来测量物体长度,空间距离的计量器具,测量结果对于测量人员至关重要,精确的测量对于工程计算,设计施工都会产生很大影响,差之毫厘,失之千里,而测量结果的真值是不可获得的,我们需要对于测量结果的分散性进行量化的描述,也就是测量结果的不确定度。
测量不确定度是关于测量结果概率分布在某一区域内的数值。
这篇文章就是来描述为了得到这一量化数值而进行的评定过程。
标签:钢卷尺;示值误差;测量不确定度1 概述(1)评定依据:JJG4-2015钢卷尺检定规程。
(2)测量环境:温度20.5℃,相对湿度68%RH。
(3)测量标准:标准钢卷尺5m。
(4)被测对象:被测钢卷尺5m。
(5)测量过程:在钢卷尺检定台上用经检合格的标准钢卷尺与被检钢卷尺进行比较,得出测量结果。
2 测量模型?驻L=?驻e式中:?驻L-被测钢卷尺测量结果的示值误差;?驻e-被测钢卷尺在标准钢卷尺0-5m区段内所对应的刻度值偏差;3 输入量?驻e的标准不确定度的评定不确定度来源主要包括:(1)由于多次重复测量引起的标准不确定度分量u(?驻e1);(2)人眼在读取钢卷尺数值时引起的标准不确定度分量u(?驻e2);(3)标准钢卷尺本身存在的误差所引起的标准不确定度分量u(?驻e3);(4)被测钢卷尺和标准钢卷尺之间的温度偏差引起的标准不确定度分量u (?驻e4)。
3.1 测量重复性引起的标准不确定度分量u(?驻e1)的评定将被测钢卷尺放在钢卷尺检定台上,挂上规定的砝码,即加上了规定的拉力。
使其与标准钢卷尺平行,并使它们的零位对齐,然后记下5000mm处刻度值偏差,也就是示值误差,在相同条件下,即同一环境温度,同一人员,在较短时间内重复测量10次,可得到一测量列:+4 合成标准不确定度的评定4.1 数学模型?驻L=?驻e灵敏系数c=?坠?驻L/?坠?驻e=14.2 合成不确定度的计算合成标准不确定度可按式得:u2c(?驻L)=[cu(?驻e)]25 扩展不确定度的评定U=k×uc=2×0.054mm≈0.1mm(k=2)参考文献[1]一级注册计量师基础知识与装也实务(上、下册)[M].北京:中国计量出版社.[2]测量不确定度导论[M].西安:西安交通大学出版社.[3]国家质量技术监督局.JJG4-2015.钢卷尺检定规程[M].[4]测量不确定度评定与表示指南[M].北京:中国质检出版社.。
钢卷尺示值误差测量结果不确定度评定过程
钢卷尺示值误差测量结果不确定度评定过程钢卷尺示值误差测量结果不确定度评定过程1、测量方法:首先用压紧装置将标准钢卷尺和被检钢卷尺紧固在检定台上,分别在标准尺及被检尺的另一端按规定加上拉力。
调整检定台上的调零机构,使被检尺的零值线纹与标准尺的零值线纹对齐,按每米逐段连续读取各段和全长误差。
全长不足3m的钢卷尺,受检段应不少于3段。
任意两线纹间的示值误差是逐米进行检定的,同时在全长范围内任选2~3段进行评定,其示值误差不得超过相应段允许误差的要求。
当被检尺全长大于检定台面长度时,可用分段法进行检定,其全长误差为各段误差的代数和。
2、数学模型:△L=△e式中:△L――钢卷尺的示值误差△e -――(0~5)m段钢卷尺在标准钢卷尺所对应的偏差读数值。
3、输入量△e的标准不确定度(1)测量重复性引起的标准不确定度分项u(△e1)的评定(采用A类方法进行评定),评定过程(略)评定结果u(△e1)=0.10mm(2)校准钢卷尺对人眼分辩率引起的标准不确定度分项u(△e2)的评定(采用B类方法进行评定)由于每次测量人眼分辩率a大致为0.1mm包含因子K为,由于一次测量带有两次人眼分辩率误差,故(3)标准钢卷尺示值误差引起的不确定度分项u(△e3)的评定(4)由拉力误差给出的标准不确定度分项u(△e4)的评定(5)两者线膨胀系数不同,当温度偏离20°C时引起的标准不确定度分项u(△e5)的评定(6)被校准钢卷尽和标准钢卷尺线膨胀系数都存在不确定度,当温度偏离标准温度20°C引起的标准不确定度分项u(△e6)的评定(7)标准钢卷尺和被校准卷尺温度差引的标准不确定度分项u (△e7)的评定(8)(9)输入量△e的标准不确定度的计算(10)(11)标准不确定度分量汇总表:1、合成标准不确定度:uc=0.06mm2、扩展不确定度的评定:取k=2,L=5m时,U=2×0.06≈0.2mm由于被校准钢卷尺规格不同,当长度大于5m时则应分段进行测量(评定过程略,评定结果如下:)3、测量结果不确定度报告与表示:------------最新【精品】范文。
钢卷尺示值误差测量值的不确定度评定

1 测量 方法
O AL
— — = 一 n
将被检钢卷尺和标准钢卷尺平铺在检定 台上 , 并分 别 加 以相应 的拉 力后 , 被 检 钢 卷 尺 与 标 准 钢卷 尺 进 行 比 较测 量 。两 者之 差 即为被 检尺 的示 值误 差 。 当被 检卷 尺 的标称 长度 大 于 5 m时 , 采用 分 段方 法 进行 检 测 ( 以2 0 m 被 检钢 卷尺 , 5 m标 准 钢卷 尺及 检定 台分 4段 ) 。
A L=∑6 =[ ( o 1 一口 0 )+( 0 2 —0 0 )+( a 3 —0 0 )+
…… + ( 口 i 一 口 0 ) ] =三口 f — n a 0
.
缺陷, 故误 差 较大 ) 。 标准 钢卷 尺标 准值 引入 的不确定 度 分量 u : 当 L=5 m时 :
被 检 钢卷 尺示值 误差 : = a—a 。 式 中: 6 一 被检 钢卷 尺示 值误 差 ( m m) ; 口 一被 检 钢卷 尺测 量值 ( a r m) ; ‰一标 准值 ( am) r 。
3 方差和 灵敏 度 系数 依 。 2 :∑ 2 “2 ( X , i )
标准不确定度 、 合成不确定度和扩展不确定度进行了阐述。 关键词 : 钢卷尺 ; 示值误差 ; 不确定度 中图分类号 : T B 9 文献标识码 : A 国家标 准学科分类代码 : 4 1 0 . 5 5
DO I : 1 0 . 1 5 9 8 8 / j . c n k i . 1 0 0 4— 6 9 4 1 . 2 0 1 7 . 0 8 . 0 1 5
式中: 。 z ( 口 ) : :1 。 z ( 0 0 ):
ou
: 一1
尺》 的规 定 , 标 准钢 卷尺 示值 误 差 的年变 化量 不 超过 0 . 0 1 L m m, 因此 , 当 L=5 m 时年 变 化 量 不 超 过 0 . 0 5 m m,
钢卷尺测量不确定度评定报告
钢卷尺测量不确定度评定报告1测量方法及数学模型1.1测量依据:依据JJG4-1999《钢卷尺检定规程》钢卷尺的示值误差:△L=L a-L s+L a*αa*Δt-L s*αs*Δt式中:L a——被检钢卷尺的长度;L s——标准钢卷尺的长度;αa——被检钢卷尺的膨胀系数;αs——标准钢卷尺的膨胀系数;Δt——被检钢卷尺和标准钢卷尺对参考温度20℃的偏离值。
由于L a-L s很小,则数学模型:△L= L a-L s +L s*△α*Δt式中:△α——被检钢卷尺和标准钢卷尺的膨胀系数差1.2方差及传播系数的确定对以上数学模型各分量求偏导:得出:c(L a)=1;c(L s)= -1+△α*Δt≈-1;c(△α)= L s*Δt;c(Δt)= L s*△α≈0 则:u c2 =u2(△L)=u2(L s)+ u2(L a) + (L s*Δt )2u2(△α)2计算分量标准不确定度2.1标准钢卷尺给出的不确定度u (L s)(1)由标准钢卷尺的测量不确定度给出的分量u (L s1)根据规程JJG741—2005《标准钢卷尺》,标准钢卷尺的测量不确定度为:U=0.02mm其为正态分布,覆盖因子k=3,自由度v=∞,故其标准不确定度:u (L s1)= 0.02∕3 =0.007(2)由年稳定度给出的不确定度分量u (L s2)根据几年的观测,本钢卷尺年变动量不超过0.05mm,认为是均匀分布,则:L a≤5m:u (L s2)=0.05∕31/2 =0.029mm估计u (L s2)的不可靠性为10%,则自由度v=1/2×(0.1)-2=50(3)由拉力偏差给出的不确定度分量u (L s3)由拉力引起的偏差为:△=L×103×△p/(9.8×E×F)其中:L :钢卷尺的长度; △p :拉力偏差,由规程知△p ≤0.5N E :弹性系数; F :钢卷尺的横截面积。
测深钢卷尺示值误差不确定度分析
就测深钢卷尺示值误差 的不确定度进行研究 , 从 而更好 地了解 此计 量器具 的性能 , 更 准确的分析此计 量器具得出的数据 , 更好地为工程保 驾护航 。 关键词 : 测深钢卷 尺 ; 示值误 差 ; 不确定度
中图分类 号: T B 9 2 1 文献标识码 : A 国家标准学科分类代码 : 4 1 0 . 5 5
厂而—————=———————一
砣端部与零位检定 台的端部对齐固定 , 在5 0 0 m m处读 出 零 值误 差 。然 后 用 测深 钢 卷 尺 的 5 0 0 m m 刻 线 与 标 准 钢
卷尺零刻线对 齐 ( 以测 深 钢 卷 尺 的 5 0 0 a r m 处 为零 位 ) ,
位对 准 时 , 由于 人 眼 分 辨 力 引 入 的标 准 不 确 定 度 分 量
,
采用 B类方 法进 行评 定 。
1 . 8 本文将以 5 m测深钢卷尺为例 , 进行阐述。
2 测 量模 型
AL = L 一
由于每次测量人 眼分辨力 约为 0 . 1 m m, 包含因子取
k= 4 g, 一 次测 量会 带 人两 次 的估 读 误差 , 所 以
提 窟等 : 别深钢卷 尺 示值误差不确定度 分析
测 深 钢 卷 尺 示 值 误 差 不 确 定 度 分 析
提 京 孟 军 晓 田 海 东 王 晓 嗵 王 晓 迪
( 中海石油 ( 中国) 有限公司天津分公 司 , 天津 3 0 0 4 5 2 )
摘 要: 测深钢卷尺应用于海洋石油工程 的各个 领域 , 例 如油深 的测量 , 海水深度 的测量 等。测 深钢卷尺的准确性在测量 过程中起着很 重要的作用 。本 文
D O I : 1 0 . 1 5 9 8 8 / j . e n k i . 1 0 0 4—6 9 4 1 . 2 0 1 5 . 0 3 . 0 3 4
钢卷尺示值误差不确定度评定
钢卷尺示值误差测量结果的不确定度评定1.概述1.1评定依据 :JJF1059-1999 《测量不确定度评定与表示》计量技术规范。
1.2引用标准 :JJG4-1999 《钢直尺检定规程》。
1.3环境条件 : 温度 20± 5℃;湿度≤ 85% RH。
1.4测量标准 : 标准线纹测长仪 , 其各点最大允许示值误差为: 0.05mm 。
1.5被测对象 : 钢卷尺 ( Ⅰ级之 1000mm 钢卷尺 , 最大允许示值误差为0.2mm ) 。
1.6测量方法 : 钢卷尺测量时 , 将钢卷尺放置在标准线纹测长仪的检定台上( 钢卷尺应与检定台的两长边平行 ), 并使标准线纹测长仪的测试刻线对准钢卷尺的零位, 然后直接从标准线纹测长仪上读出被测钢卷尺的示值误差。
1.7 评定结果的使用: 在符合上述条件下的测量结果, 一般可直接使用本不确定度的评定结果。
2.数学模型式中 :L钢卷尺的示值误差;e1000mm 钢直尺在标准线纹测长仪上对应的偏差读数值;3.输入量 e 的标准不确定度u( e)的评定3.1测量重复性引起的标准不确定度分项u( e1 ) 的评定(采用 A 类方法进行评定)对一长度为 1000mm 的钢卷尺进行连续重复测量10 次 , 得到测量列见“表0-1 ”表 0-1单次测量值序号12345678910 ( n )示值1000.051000.121000.101000.101000.021000.051000.131000.021000.151000.05 (mm )算术平均值 :单次实验标准差 :任意选取 3 把长度为 1000mm 钢卷尺 , 每把钢卷尺分别用标准线纹测长仪各在重复性条件下连续测量10次 , 共得 3 组测量列 , 每次测量列分别用上述方法计算得到单次实验标准差, 见“表 0-2 ”表0-2 3组实验标准差计算结果钢直尺示值实验标准差 S j合并样本标准差:则可得到 :u( e1) s p0.045mm; v( e1 ) 3 (10 1) 27为了保证本次不确定度评定的可靠性, 参考 JJG4-1999 《钢卷尺检定规程》与JJG 71-2005 《三等标准金属线纹尺检定规程》 , 决定标准线纹测长仪的示值误差等值采用长度为1000mm 三等金属线纹尺各点的最大允许误差 , 即 : 标准线纹测长仪的示值误差为0.05mm 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
δ=19.32×10-4L(mm)
拉力误差Δp以相等的概率出现在半宽为0.5N的区间,认为其服从均匀分布,包含因子k取 。由于被校准测深钢卷尺和标准钢卷尺都需加一定的拉力,故拉力误差在5m测量过程中影响两次。
2.数学模型ΔL=Δe
式中:ΔL—测深钢卷尺的示值误差;
Δe—5~10m段测深钢卷尺在标准钢卷尺0-5m所对应的偏差读数值。
3.输入量Δe的标准不确定度的评定
输入量Δe的标准不确定来源主要是测量重复性引起的标准不确定度分项u(Δe1);校准测深钢卷尺时人眼分辨率引起的标准不确定度分项u(Δe2);标准钢卷尺示值误差引起的标准不确定度分项u(Δe3);拉力误差引起的标准不确定度分项u(Δe4);线膨胀系数不同,当温度偏离标准温度20℃时引起的标准不确定度分项u(Δe5);被校准测深钢卷尺和标准钢卷尺各自线膨胀系数有不确定度,当温度偏离标准温度20℃时引起的标准不确定度分项u(Δe6);测深钢卷尺和标准钢卷尺温度差引起的标准不确定度分项u(Δe7)。
3.5 两者线膨胀系数不同,当温度偏离标准温度20℃时引起的标准不确定度分项u(Δe5)的评定(采用B类方法进行评定)
测深钢卷尺的线膨胀系数为(11.5±1)×10-6/℃,而标准钢卷尺的线膨胀系数为(10.8±1)×10-6/℃,两者线膨胀系数中心值之差Δα=0.7×10-6/℃,Δt在半宽α为2℃范围内服从均匀分布,包含因子k为 ,L以10m代入,得
u(Δe6)=L×103×Δt×α/ =0.0164mm
3.7 标准钢卷尺和被校测深钢卷尺温度差引起的标准不确定度分项u(Δe7)的评定(采用B类方法进行评定)
原则上要求标准钢卷尺和被校测深钢卷尺温度达到平衡后进行测量,但实际测量时,两者有一定温度差Δt存在,假定Δt在±0.1℃范围内等概率分布,则该分布半宽α为0.1℃,包含因子k取 ,L以10m代入,α以11.5×10-6/℃代入得标准不确定度分项u(Δe7)为
=L×103×α×Δα/ =0.008mm
3.6 被校准测深钢卷尺和标准钢卷尺线膨胀系数都存在不确定度,当温度偏离标准温度20℃时引起的标准不确定度分项u(Δe6)的评定(采用B类方法进行评定)
由于测深钢卷尺线膨胀系数和标准钢卷尺的线膨胀系数在(11.5±1)×10-6/℃
和(10.8±1)×10-6/℃的范围内等概率分布,两者线膨胀系数之差Δα应在(0.7±2)×10-6/℃范围内服从三角分布,该三角分布半宽α为2×10-6/℃,包含因子k取 ,L以10m代入,Δt以2℃代入,得
3.4 由拉力误差给出的标准不确定度分项u(Δe4)的评定(采用B类方法进行评定)
由拉力引起的误差为:
δ=L×103×Δp/(9.8×E×F)(mm)
式中:L—测深钢卷尺的长度,以m为单位取值;
Δp— 拉力偏差,由JJG741-1991《标准钢卷尺检定规程》知Δp≤0.5N;
E—弹性系数,E=20000kg/mm2
取包含因子k=2,扩展不确定度为
U=k×uc(ΔL)=2×0.11=0.22mm
6.测量不确定度的报告与表示
10m测深钢卷尺示值误差测量结果扩展不确定度为
U=0.22mm,k=2
采用上述的评定方法可得:
15m测深钢卷尺示值误差测量结果扩展不确定度为
U=0.33mm,k=2
20m测深钢卷尺示值误差测量结果扩展不确定度为
u(Δe7)=L×103×α×α/ =0.0066mm
3.8 输入量Δe得标准不确定度的计算
=0.11mm
4.合成标准不确定度的评定
4.1 灵敏系数
数学模型ΔL=Δe
灵敏系数
4.2 合成标准不确定度的计算
合成标准பைடு நூலகம்确定度可按下式得
uc2(ΔL)=[cu(Δe)]2
uc(ΔL)=0.11mm
5.扩展不确定度的评定
U=0.44mm,k=2
30m测深钢卷尺示值误差测量结果扩展不确定度为
U=0.66mm,k=2
50m测深钢卷尺示值误差测量结果扩展不确定度为
U=1.1mm,k=2
100m测深钢卷尺示值误差测量结果扩展不确定度为
U=2.2mm,k=2
平均值 =10000.3mm
单次实验标准差
所以u(Δe1)=s=0.0483mm
3.2 校准测深钢卷尺时人眼分辨率引起的标准不确定度分项u(Δe2)的评定(采用B类方法进行评定)
由于每次测量人眼分辨率大致为0.1mm,包含因子k为 ,由于一次测量
带有两次人眼分辨率误差,故
u(Δe2)= =0.041mm
3.1 测量重复性引起的标准不确定度分项u(Δe1)的评定(采用A类方法进行评定)将被校准测深钢卷尺安放在检定台上,使其与标准钢卷尺平行,并使被校准测深钢卷尺5米处和标准钢卷尺零位对齐,然后读出10m处示值误差,作为一次测量过程。重复上述过程,在重复性条件下连续测量10次,得一测量列为:10000.3;10000.3;10000.2;10000.2;10000.3;10000.3;10000.3;10000.2;10000.3;10000.3
10m测深钢卷尺示值误差测量结果不确定度评定报告
1.概述
1.1测量方法:JJG4-1999《钢卷尺检定规程》。
1.2环境条件:温度(20±5)℃,相对湿度≤75%。
1.3测量标准:标准钢卷尺。
Ⅰ级标准钢卷尺最大允许示值误差为±(0.03+0.03L)mm
1.4被测对象:测深钢卷尺。Ⅰ级测深钢卷尺最大允许示值误差为±(0.1+0.1L)mm;Ⅱ级测深钢卷尺最大允许示值误差为±(0.3+0.2L)mm;以10m测深钢卷尺为例,即而得出不同规格测深钢卷尺的示值误差测量结果不确定度。
3.3 标准钢卷尺示值误差引起的不确定度分项u(Δe3)的评定(采用B类方法进行评定)。
根据JJG741-2005《标准钢卷尺检定规程》,Ι级标准钢卷尺最大允许示值误差为±(0.03+0.03L)mm,半宽a为(0.03+0.03L)mm;认为其服从正态分布,包含因子k为3,则L以10m代入:
u(Δe3)=(0.03+0.03L)/3 =0.11mm