焊材烘干记录
焊条烘干记录表合集

焊条烘干记录表合集一、引言焊条烘干记录表是焊接作业中的重要文件,用于记录焊条的烘干情况,以确保焊接质量和安全生产。
本文将介绍焊条烘干记录表的内容和使用方法。
二、焊条烘干记录表的内容焊条烘干记录表通常包括以下几个方面的内容:1. 焊条信息:记录焊条的品种、型号、批号、规格等信息,以便追溯焊条的来源和质量。
2. 烘干设备信息:记录烘干设备的设备名称、型号、编号等信息,以确保烘干设备的正常运行和维护。
3. 烘干参数:记录焊条烘干的时间、温度、湿度等参数,以确保焊条在适宜的环境下进行烘干。
4. 检测结果:记录焊条烘干前后的重量、外观、表面质量等检测结果,以评估焊条是否符合使用标准。
5. 操作人员信息:记录进行焊条烘干的操作人员的姓名、职务、执业证书号等信息,以确保烘干操作的可追溯性和责任归属。
三、焊条烘干记录表的使用方法使用焊条烘干记录表时,应按照以下步骤进行操作:1. 填写基本信息:填写焊条信息、烘干设备信息和操作人员信息等基本信息,确保记录的准确性和完整性。
2. 记录烘干参数:根据焊条的要求和烘干设备的规格,设置合适的烘干时间、温度和湿度等参数,并记录在表格中。
3. 进行烘干操作:按照烘干设备的操作规程,将焊条放入烘干设备中进行烘干,并记录烘干的开始时间。
4. 检测焊条质量:在焊条烘干完成后,进行焊条的质量检测,包括称量焊条的重量、观察焊条的外观和表面质量等,将结果记录在表格中。
5. 完成记录:填写烘干结束时间、检测结果和操作人员的签名等信息,确保记录的真实性和可追溯性。
四、焊条烘干记录表的重要性焊条烘干记录表的正确使用和记录对于焊接质量和安全生产具有重要意义:1. 确保焊条质量:通过记录焊条烘干的参数和检测结果,可以评估焊条是否符合使用标准,避免使用质量不合格的焊条进行焊接,保证焊接质量。
2. 提高安全性:焊条的烘干过程中可能产生有害气体和粉尘,通过记录烘干设备的运行情况和操作人员的信息,可以追溯烘干操作过程中的安全问题,确保焊接作业的安全性。
焊条烘烤、发放记录
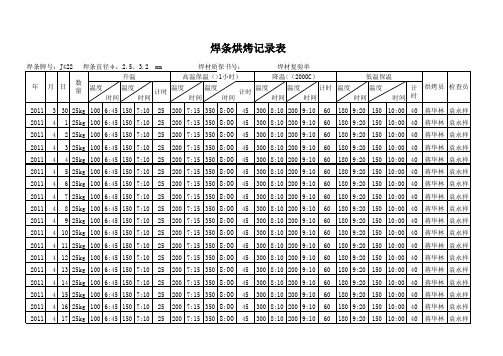
300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10
180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40
焊条烘烤记录表
焊条牌号:J422 年 月 日 数 量 焊条直径φ :2.5、3.2 升温 温度 时间 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 5 5 5 5 温度 时间 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 计时 mm 温度 时间 焊材质保书号: 高温保温(>1小时) 温度 时间 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 计时 温度 时间 焊材复验单 降温<(200OC) 温度 时间 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 计时 温度 时间 低温保温 温度 时间 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 计时 烘烤员 检查员
焊接材料烘培记录
焊接材料烘培记录日期:2024年5月1日焊接材料:焊丝ER70S-6目的:去除焊丝表面氧化物和水分烤箱型号:HBA-500烤箱温度范围:50℃-200℃烤箱容量:500L1.烤箱准备-确保烤箱内无杂物和污染物。
-清洁烤箱内部,去除灰尘。
-检查烤箱温度控制器和计时器的正常运行。
2.焊丝准备-验收焊丝外观,检查是否有明显的氧化、水分等。
3.焊丝烘培- 将焊丝平均分布在焊丝网篮中,每篮重量不超过5kg。
-将焊丝网篮放入烤箱中。
-设置烤箱温度为150℃,烘培时间为2小时。
-烤箱门密封,启动烤箱,开始烘培。
-定期监测烤箱温度,确保其在设定温度范围内波动不超过±5℃。
-烤箱温度达到150℃后计时器开始计时。
-在烘培过程中,每30分钟检查一次焊丝的外观和颜色变化情况。
-完成烘培后,关闭烤箱,取出焊丝网篮。
-冷却焊丝至室温。
4.焊丝检验-使用焊丝检验仪检测焊丝的含水率和表面氧化物含量。
-根据焊丝检验仪的说明书进行操作。
-记录检测结果。
5.结果记录-烘培日期:2024年5月1日-烘培温度:150℃-烘培时间:2小时-检测结果:焊丝含水率降低至0.1%,表面氧化物含量降低至0.05%。
6.结论-焊丝经过烘培处理后,焊丝的含水率和表面氧化物含量得到有效去除,焊接质量和可靠性得到提高。
7.备注-本次烘培过程中,烤箱温度控制和计时器运行正常,没有发生异常情况。
-焊丝检验仪正常使用,检测结果准确可靠。
以上是一份焊接材料烘培记录,记录了烘培过程的各项参数和结果,以及烤箱准备和焊丝准备的步骤。
通过这份记录,可以对焊接材料的烘培过程进行有效控制和管理,确保焊接质量的稳定和可靠性的提高。
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
焊条烘干记录

4
2011年8月21日
J422
Ф4.0
20
400
2
200303017
张伟星
5
2011年8月22日
J422
Ф3.2
20
400
2
200303017
张伟星
6
2011年8月22日
J422
Ф4.0
20
400
2
200303017
张伟星
7
2011年8月23日
J422
Ф3.2
20
400
2
200303017
张伟星
J422
Ф4.0
20
400
2
200303017
张伟星
5
2011年9月22日
J422
Ф3.2
20
400
2
200303017
张伟星
6
2011年9月22日
J422
Ф4.0
10
400
2
200303017
张伟星
7
2011年9月23日
J422
Ф3.2
20
400
2
200303017
张伟星
8
2011年9月23日
J422
20
400
2
200303017
张伟星
7
2011年9月7日
J422
Ф3.2
20
400
2
200303017
张伟星
8
2011年9月7日
J422
Ф4.0
10
400
2
200303017
张伟星
9
焊接材料烘焙记录(2)
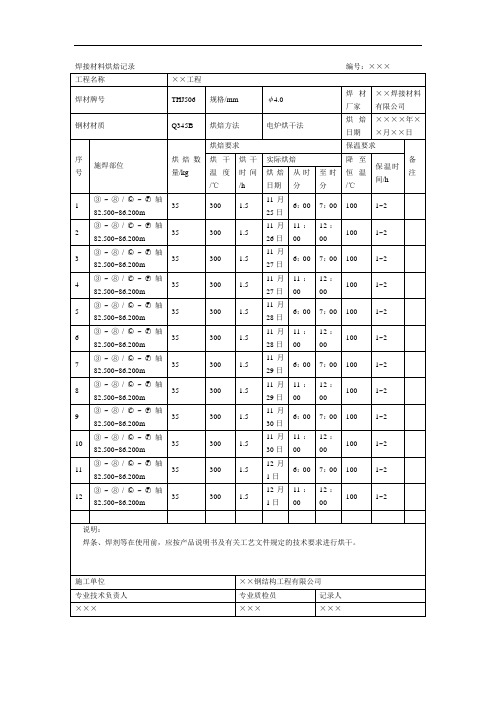
编号:×××
工程名称
××工程
焊材牌号
THJ506
规格/mm
φ4.0
焊材厂家
××焊接材料有限公司
钢材材质
Q345B
烘焙方法
电炉烘干法
烘焙日期
××××年××月××日
序号
施焊部位
烘焙数量/kg
烘焙要求
保温要求
备注
烘干温度/℃
烘干时间/h
实际烘焙
降至恒温/℃
保温时间/h
烘焙日期
从时分
至时分
1
11:00
12:00
100
1~2
说明:
焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
施工单位
××钢结构工程有限公司
专业技术负责人
专业质检员
记录人
×××
×××
×××
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月25日
6:00
7:00
100
1~2
2
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月26日
11:00
12:00
100
1~2
3
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月27日
6:00
7:00
100
7:00
100
1~2
10
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月30日
11:00
12:00
焊条、焊剂、焊丝烘焙记录

E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊剂
F6A0-EM12 10-60目
天津市金桥焊材集团有限公司
1.5
180
焊剂
焊条、焊剂、焊丝烘焙记录
工程名称:***有限公司镁材加工车间使用部位:钢架、吊车梁
材料名称
规格型号
生产厂家
烘干时间(h)
温度(℃)
日期
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
焊条
E4303ф3.2
天津市金桥焊材集团有限公司
1
160
天津市金桥焊材集团有限公司
1
160
焊丝
ER50-6ф1.2
天津市金桥焊材集团有限公司
1
160
焊丝
ER50-6ф1.2
天津市金桥焊材集团有限公司
1
160
焊丝
ER50-6ф1.2
天津市金桥焊材集团有限公司
1
160
注:工程所用焊条及焊剂焊丝均严格按照工艺流程操作随烘随用。
烘干操作人:
年月日
检查验收货人:
年月日
天津市金桥焊材集团有限公司
1.5
180
焊剂
F6A0-EM12 10-60目
焊条烘烤记录
6
20
180
1
武建勋
5
26
CHE 427
095686
HT-01
3.2×350
10
21
0
16
290
23
10
5
0
6
20
180
1
武建勋
5
27
CHE 427
095686
HT-01
3.2×350
10
21
0
14
300
23
12
5
0
6
20
180
1
武建勋
5
28
CHE 427
095686
HT-01
3.2×350
10
21
3.2×350
10
21
0
13
280
23
12
5
0
6
20
180
1
王一斌
4
17
CHE 427
095686
HT-01
3.2×350
21
4
18
CHE 427
095686
HT-01
3.2×350
21
0
责任工程师
李剑
日期:2010年4月18日
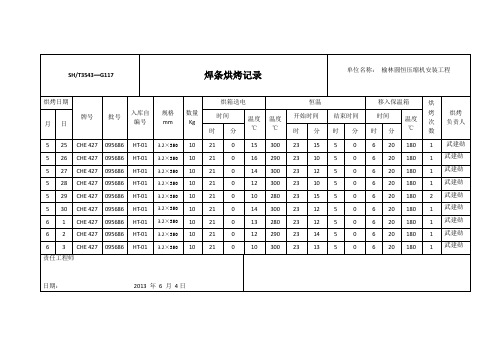
SH/T3543—G117
焊条烘烤记录
单位名称:榆林圆恒压缩机安装工程
烘烤日期
牌号
批号
入库自编号
规格mm
数量
Kg
烘箱送电
恒温
移入保温箱
烘
烤
次
数
烘烤
负责人
月
日
时间
温度
焊条烘烤、发放记录
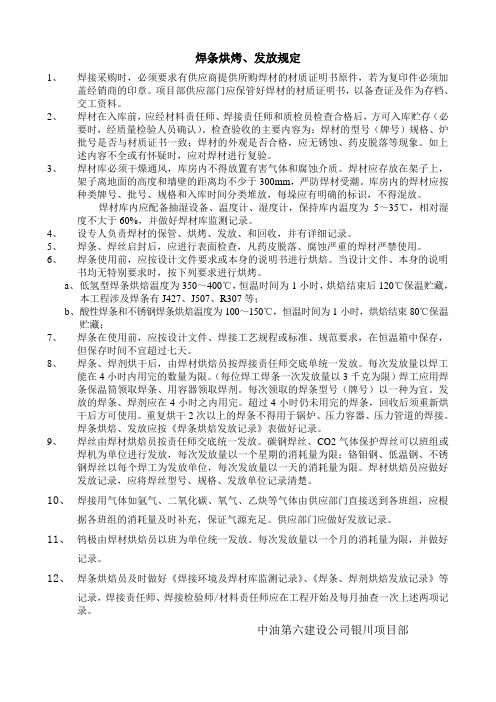
焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。