汽车涂装密封胶打胶系统.pdf
汽车挡风玻璃涂胶系统配置研究与优化

汽车挡风玻璃涂胶系统配置研究与优化摘要:在汽车挡风玻璃的涂胶过程中,涂胶系统需要完成玻璃运输、定位、玻璃辨识、涂胶及仿形作业。
因此,在涂胶系统中必须包涵玻璃运输设备、定位装置、玻璃辨识装置、机器人仿形设备、供胶系统设备、胶料保压系统等。
本文根据现场使用经验,对涂胶系统中的设备配置以及plc对设备间的连锁控制进行研究总结,并提出优化配置及控制方案,以满足汽车挡风玻璃涂胶装配的质量要求。
关键词:机器人仿形;涂胶系统;挡风玻璃;plc;连锁控制;配置优化;在上汽通用五菱总装车间中,累积使用五套涂胶系统设备,然而,涂胶系统的结构原理大致相同。
涂胶机主要包括玻璃上料与下料的运输系统、玻璃定位于玻璃类型辨识系统、机器人仿形与涂胶系统、胶泵供胶系统、胶料保压系统、电控连锁系统、安全保护系统等。
1 涂胶系统配置现状及研究1.1 涂胶系统组成概念1.2 玻璃运输系统在上汽通用五菱总装车间的5条生产线中,玻璃运输系统主要有以下几个方式:一是链条输送玻璃配合真空拾取的玻璃下料装置;二是双面转台配合机器人运输玻璃的形式组合。
在链条运输系统中,包括上料工位、移动工位、涂胶及仿形工位、下料工位,使玻璃在不断的改变工位状态,进而实现玻璃间续不断的进行涂胶仿形作业,实现连续生产的循环。
而在转台输送系统中,转台两面相互180度的角度切换,对转台两面命名为上料位与工作位,转台转动过程中,不断的切换上料位与工作位,实现连续作业的循环。
但是,当使用转台运输玻璃时,需要机器人配合搬运挡风玻璃,具体需要在涂胶仿形作业中阐述。
1.3 玻璃定位装置目前,玻璃定位、对中原理大致相同,均采用夹具定位。
驱动元件主要选择气缸,有的使用气缸驱动齿轮齿条夹具配合固定断档,有的使用气缸配合活动断档等玻璃定位对中方式。
由于选择玻璃运输方式的不同,导致玻璃定位方式也有差异,最终将决定玻璃涂胶仿形作业的形式。
1.4 玻璃类型辨识方式汽车制造混装线中,要求涂胶系统具有一定的兼容性,具有对多种玻璃进行涂胶作业的能力,因此,根据玻璃外形及尺寸识别玻璃是一项必不可少的作业过程。
汽车变速箱自动涂胶系统的设计原理、流程及故障处理介绍

汽车变速箱自动涂胶系统的设计原理、流程及故障处理介绍前言随着汽车制造业的飞速发展,汽车各部件的密封问题已成为汽车制造业不断改进的问题之一,亦是提高产品质量赢得消费者的关键。
以往采取各种密封垫来解决该问题,但随着涂胶技术在国内的广泛应用,在内燃机油底壳的结合面、汽车发动机缸体的油底壳和齿轮盖结合处,用密封胶代替了以往常用的密封件垫圈,实现了“以胶代垫”。
但现今存在的涂胶技术多数是采用手工涂胶,手工涂胶虽然操作简单,却存在涂胶不均匀及效率低的现象,影响了密封效果。
若采用自动涂胶,不但涂胶均匀,保证了质量,而且大大提高了生产效率。
汽车变速箱的结合面形状复杂,结合面宽度较小,生产节奏快,多涂密封胶会造成浪费,胶线过细涂胶不足会造成密封不好,发生泄漏。
且不同材质、不同气候环境也会影响施胶工艺。
因此,设计精确的工艺方案以及自动化的涂胶设备,可以有效杜绝泄漏,降低生产成本,提高产品质量。
机器人系统在当今汽车制造和复杂的机械系统中有着广泛的应用。
本文实现了机器人在汽车变速箱密封盖自动涂胶应用系统的设计。
系统包括控制系统、涂胶系统、操作系统以及安全保护系统。
1 涂胶系统原理设计本系统主要实现汽车变速箱的自动涂胶工作流程,其原理如图1 所示,主要包括机械系统、电气系统、供胶系统及安全设置。
机械系统主要实现机器人底座和变速箱盖的定位设计,电气系统主要实现机器人控制系统及主控制系统的控制,供胶系统主要由气压系统控制供胶泵实现自动供胶,最后考虑到系统的安全性设置了安全光栅等保护环节。
2 机器人涂胶工作站依据该系统的设计原理实现了机器人涂胶系统工作站的设计。
本工作站包括机器人系统、工作流程线、供胶系统以及安全光栅。
此外,机器人控制柜用于实现对机器人的实时控制,。
SCA自动涂胶系统培训讲义课件
Novi (Michigan)
France
Slowaki
SC
South USA Versailles
a
A
Spartanburg
Bratislava
Kor
Mexico
Puebla
Italie
SCA Spain n
Barcelona
Vasto
Türkei
Kocaeli
SCeAa JapAnasnan
Yokohama
Page 35
苏科自动化设备(上海)有限公司
HPS6000加热通道分配
© SCA 0©8/2S0C1A2 02/2011
加热通道的分配: 第1和2个TCU
通道1/3/5 :跟压板1 通道2 :泵机1 通道4:胶料出口1 通道6:至泵机1的胶管
其他TCU LED 状态指示:
保险丝SCA.NO 0007.0962
苏科自动化设备(上海)有限公司
SCA主要客户
© SCA 0©8/2S0C1A2 02/2011
Page 12
苏科自动化设备(上海)有限公司
SCA主要客户
上海大众 一汽大众 华晨宝马 南京IVECO
上海通用 一汽解放
© SCA 0©8/2S0C1A2 02/2011
武汉神龙 北京现代 一汽大发 北京奔驰 上汽汽车 上汽赛科利模具
日常维护保养
© SCA 0©8/2S0C1A2 02/2011
Page 41
苏科自动化设备(上海)有限公司
手动加热涂胶枪HAK700
© SCA 0©8/2S0C1A2 02/2011
Page 42
苏科自动化设备(上海)有限公司
手动加热涂胶枪HAK700
车身开闭件密封胶打胶指导书(新)
标记 处数
更改文件号
更改 更改 人 日期
更改原因
编制
审核
批准
工 位 工序 执 行
重庆力帆乘用车公司
打胶 涂装车间 技术要求
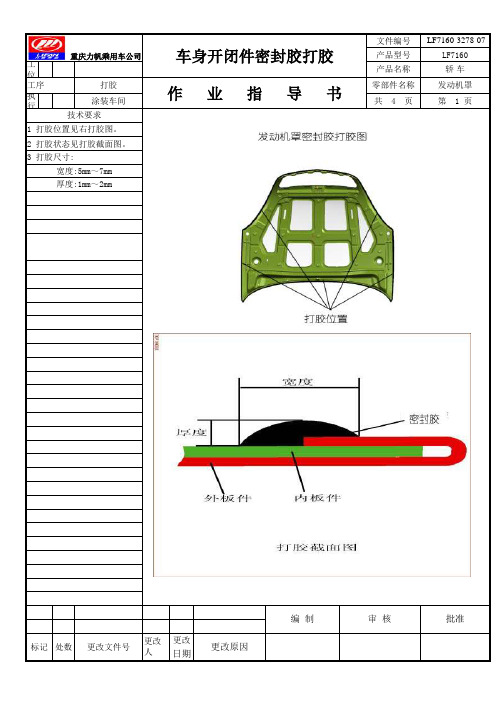
1 打胶位置见右打胶图。
2 打胶状态见打胶截面图。 3 打胶尺寸:
宽度:5mm~7mm
厚度:1mm~2mm
车身开闭件遮缝胶打胶 作业指导书
文件编号 产品型号 产品名称 零部件名称 共4页
2 打胶状态见打胶截面图。 3 打胶尺寸:
宽度:5mm~7mm 厚度:1mm~2mm
4 左右车门对称。
车身开闭件遮缝胶打胶 作业指导书
文件编号 产品型号 产品名称 零部件名称 共4 页
LF7160-3278-07 LF7160 轿车
左(右)后门 第4 页
标记 处改原因
车身开闭件遮缝胶打胶 作业指导书
文件编号 产品型号 产品名称 零部件名称 共4 页
LF7160-3278-07 LF7160 轿车
左(右)前门 第3 页
标记 处数
更改文件号
更改 更改 人 日期
更改原因
编制
审核
批准
重庆力帆乘用车公司 工位号
工序 执 行
打胶 涂装车间 技术要求
1 打胶位置见右打胶图。
LF7160-3278-07 LF7160 轿车 行李箱盖
第2页
标记 处数
更改文件号
更改 更改 人 日期
更改原因
编制
审核
批准
工 位 工序 执 行
重庆力帆乘用车公司
打胶 涂装车间 技术要求
1 打胶位置见右打胶图。
2 打胶状态见打胶截面图。 3 打胶尺寸:
宽度:5mm~7mm
汽车总装车间涂胶机培训.pptx
空气阀门适配器 压簧 上缸换向阀
O型圈 固定螺丝
5 玻璃涂胶系统操作维护培训
1.系统主要部件的简介
• 1.3 喉部油杯
连接螺母 锁紧螺母 支撑螺杆
连接螺栓 油杯
连接螺母与连接螺栓配合将气动马达和下缸体连接起来传导 动力。锁紧螺母用来备紧连接螺栓。支撑螺杆连接马 达与下缸体,保证活塞运动时的稳定。油杯用来存储 喉部润滑油。
置,气压约2Mpa,注意观察让压盘缓 慢进入胶桶。
• 当压盘快接近胶的液面时,观察压
盘上的排气阀口,当有胶溢出时,
将升降控制阀置于NEUTRAL位置。
• 拧紧排气阀。将气压调至6Mpa。 • 用扳手打开泵上面的溢流阀,关闭供胶管路上的阀。 • 打开气马达进气阀,让泵开始工作,待溢流阀有连续的胶溢出并没
空打保护阀
横梁 拉杆
气动马达
支撑螺杆 喉部油杯 出料阀 下缸体 压盘
2 玻璃涂胶系统操作维护培训
1.系统主要部件的简介
• 1.2 气动马达
主方向 阀
马达
换向控制阀 消音器
红色箭头下缸进气 绿色箭头上缸进气
换向阀芯
顶部换向顶杆
通道2 活塞
通道1
下缸换向阀
导套
底部换向阀
在打胶时,换向阀的阀芯向右动、通道1进气,这时通道2是关闭的。使活塞按照绿色箭头方向向下运动。当 活塞下行碰到底部换向阀时,气缸内的压力经过底部换向阀管路使换向阀的阀芯向左运动,关闭通道1,打开 通道2,这时的活塞按照红颜色箭头方向运动。当活塞上升碰到顶部换向顶杆,靠缸内的压力顶开换向阀向右
描述工作原理
1.系统主要部件的简介
• 1.4-2 下泵体剖视图
下泵体工作原理: 涂胶机工作时,气动马达带动下泵体活塞杆往
汽车涂装密封胶打胶系统
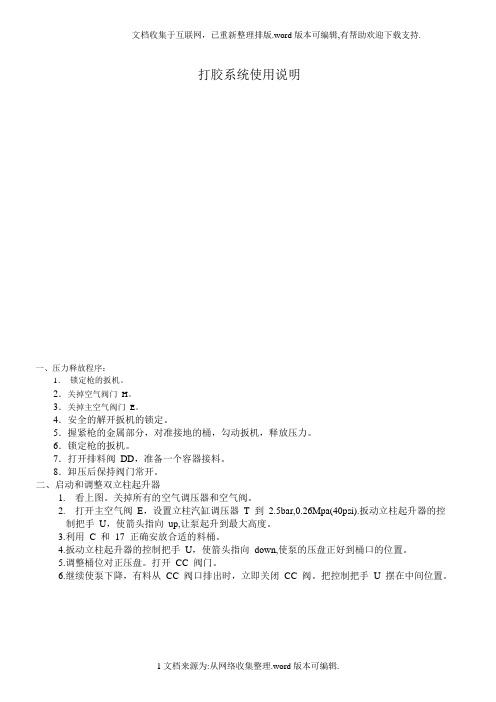
打胶系统使用说明一、压力释放程序:1.锁定枪的扳机。
2.关掉空气阀门H。
3.关掉主空气阀门E。
4.安全的解开扳机的锁定。
5.握紧枪的金属部分,对准接地的桶,勾动扳机,释放压力。
6.锁定枪的扳机。
7.打开排料阀DD,准备一个容器接料。
8.卸压后保持阀门常开。
二、启动和调整双立柱起升器1.看上图。
关掉所有的空气调压器和空气阀。
2.打开主空气阀E,设置立柱汽缸调压器T到2.5bar,0.26Mpa(40psi).扳动立柱起升器的控制把手U,使箭头指向up,让泵起升到最大高度。
3.利用C和17正确安放合适的料桶。
4.扳动立柱起升器的控制把手U,使箭头指向down,使泵的压盘正好到桶口的位置。
5.调整桶位对正压盘。
打开CC阀门。
6.继续使泵下降,有料从CC阀口排出时,立即关闭CC阀。
把控制把手U摆在中间位置。
三、启动和调整泵。
1.确定G调压器关闭,调整立柱调压器T使气压大约在3.5bar,扳动U阀至DOWN。
2.启动泵。
3.当泵动作时,使U阀保持DOWN状态。
注意:根据液料黏度适当调整立柱内气压。
四、关闭泵1.扳动U阀至neutral位置.2.释放压力.五、换桶1.胶桶内无胶时,当系统配有低位报警装置时将产生低位报警信号,(当系统配有双泵切换装置时,同时切断无胶胶泵空气马达气源并接通备用胶泵空气马达气源。
)提示换胶。
2.停泵.关掉H.3.在起升压盘之前,锁定空气释放阀V.4.扳动立柱起升器的控制把手U,使箭头指向up,同时,利用空气释放阀平衡桶内压力.5.待压盘完全提出后,移走桶.6.重置新桶.7.参考(二.)降下压盘.六.其他配件使用说明1.手动挤胶枪放压程序:解锁锁定枪1)全部放开扳机,锁定保险(红色键)。
2)关掉泵。
3)手持枪的金属把,对准接地的金属桶,解锁(银色键),扣动扳机放压。
4)打开泵的放压阀释放泵内压力。
用容器接流出物。
5)当系统不用时,保持放压阀常开。
6)全部放开扳机,锁定保险(红色键)。
白车身涂胶工艺 ppt课件

ppt课件
17
ppt课件 地板密封胶
18
白车身涂胶质量检验标准 序号 涂胶质量要求 检验方法 胶型 涂胶直径要求(mm) 折边胶 1 点焊密封胶 3 膨胀防震胶 6或10 涂胶直径 涂胶量 说明:上表数值仅供参考,实际操作中如与工艺产生冲 目测或者钢直尺测量 突,请以工艺要求为准。涂胶直径小,会导致胶所起的 作用降低,涂胶直径过大,胶容易溢出,影响外观、污 染环环境,增加质量成本。 涂胶长度 涂胶长度应符合工艺要求 胶线(胶条)数量 胶线数量应符合工艺要求,不得多涂,漏涂或脱落 目视 检验项目
ppt课件
23
B柱空腔结构加强材料
ppt课件
24
白车身阻隔胶块(片)质量检验标准 序号 检验项目 阻隔胶块(片)质量要求 胶块数量和卡合位置应正确,符合工 艺要求,无脱落或漏装现象 检验方法
1
位置和数量
目测
2
其它要求
阻隔胶块应与钣金孔卡合(或粘贴) 良好,到位,无松动,和错位现象, 目测或手感 不得错卡补强胶块型号
说明:阻隔胶块(片)在车身上主要起止震隔音的作用,它能避免车 身不同部位的噪声在空腔内的扩散,共振和混响,减少车内噪声,提高乘 坐舒适性。
ppt课件
25
总结
汽车制造向节能、环保、安全舒适、低成本和长寿命的 趋势发展,对汽车胶粘剂的使用性能和工艺性能提出了越来 越高的要求。同时,随着新产品新工艺的研发,新型汽车结 构中引入大量的轻质金属、复合材料和塑料,造成汽车用胶 粘剂和密封胶持续增长。由于胶的性能提升,车身在焊装工 序生产中,越来越多的采用点焊和涂胶粘接密封工艺结合的 生产方式,更好地解决NVH问题。 目前现在已有近25种胶粘剂和密封胶在汽车制造中使用 ,平均单车使用量轿车为20kg,中型车16kg,重型车 22kg。随着新材料和新技术不断出现,应用的范围也一定 会不断扩大,用量也会不断增加,涂胶粘接密封技术也必然 处于越来越重要的位置。
《白车身涂胶工艺》课件

这是一份关于白车身涂胶工艺的PPT课件。本课件介绍了白车身涂胶工艺的 概述、系统组成、涂装参数、优势以及案例分析,并展望了其未来发展趋势。
简介
介绍PPT的主题和目的,同时阐述白车身涂胶工艺的意义和优势。
白车身涂胶工艺概述
涂胶工艺的理解以及白车身涂胶工艺的定义和基本流。
白车身涂胶的优势
1 减少工人劳动强度
自动化涂胶过程减轻工 人的工作负担。
2 提高工作效率
涂胶系统能够快速且准 确地完成涂布任务。
3 减少环境污染
采用涂胶工艺可以减少 溶剂挥发和废料产生。
案例分析
以汽车白车身涂胶工艺为例
分析其应用效果、节约情况以及对产品质量的提升。
结语
总结白车身涂胶工艺的重要性,并展望其未来发展趋势,包括更高的自动化水平和更环保的技术创新。
白车身涂胶系统组成
涂料箱
存放涂覆车身所需的涂料 和化学品。
涂布头
用于将涂料均匀涂布在车 身表面。
控制系统
监控涂胶过程并调节涂布 参数的系统。
涂装参数
1 涂胶速度
控制涂料喷涂的速度和涂布厚度。
3 涂布宽度
涂料覆盖的宽度范围。
2 涂胶厚度
决定涂层的厚度和均匀性。
4 涂胶均匀性
确保涂布的均匀性和一致性。
免烘干密封胶在汽车涂装线的应用
免烘干密封胶在汽车涂装线的应用发布时间:2022-12-01T06:33:01.467Z 来源:《新型城镇化》2022年22期作者:何小波翁明锋占涛潘忠崔明宇张波[导读] 通过最小的成本投入针对原本的涂装生产线体加以改造和升级,被普遍认为是当前涂装生产工艺中极具潜力的一种工艺技术。
吉利汽车研究院(宁波)有限公司浙江宁波 315336摘要:在环保、节能及低成本的汽车制造大环境下,采用常温的硅烷改性聚合物密封胶取代高温的焊缝密封胶是一种新的技术革新。
经过实例应用,该种硅烷改性聚合物密封胶的应用节省了烘干设备的投入、动能的消耗,无VOC排放,真正做到了零污染的效果。
本文对免烘干密封胶在汽车涂装线的应用进行探讨,以供参考关键词:免烘干密封胶;汽车涂装线引言现如今,“优质、环保、低成本”绿色发展观念备受人们的关注。
汽车涂装生产过程中,利用水性涂料减少了VOC排放中的能源耗损,减少了污染。
空调和中涂漆喷漆房等有关控制设施从长度上来讲缩短了汽车生产线的长度,节约了大量成本投入,使车间的实际占地面积更小,不但有效节约了资源,同时更加具有环保性,可以降低成本运作,高产出,维持经济的持续稳定发展。
通过最小的成本投入针对原本的涂装生产线体加以改造和升级,被普遍认为是当前涂装生产工艺中极具潜力的一种工艺技术。
一、汽车涂装专业发展随着汽车行业的发展,轻量化对于新能源汽车有着更为重要的意义,能在保持电池容量不变的情况下明显提升行驶里程。
通过铝车身轻量化设计,能有效降低重量,其他同等条件下有利于提高整车驾驶性能。
针对涂装专业来说,铝车身材料因本身的防腐性能,与传统的涂装工艺对比,可以实现简易工艺,免前处理、电泳、免喷涂,即PVC密封工艺(外覆盖件一般实现外委工艺)。
车企一般采用铝与钢连接方式、铝铸件与铝型材连接方式,针对车身的连接方式,PVC密封在铝车身工艺实施过程中,显得尤为重要,本文针对高温密封胶重点介绍。
二、免烘干密封胶的介绍1.1 胶品介绍西卡公司研发的Sikaflex-221型密封胶是一种单组分的硅烷改性聚氨酯粘结密封胶,是由聚合物、填料、除湿剂、增塑剂、催化剂等组成。
密封胶涂胶系统技术协议书- 8.24
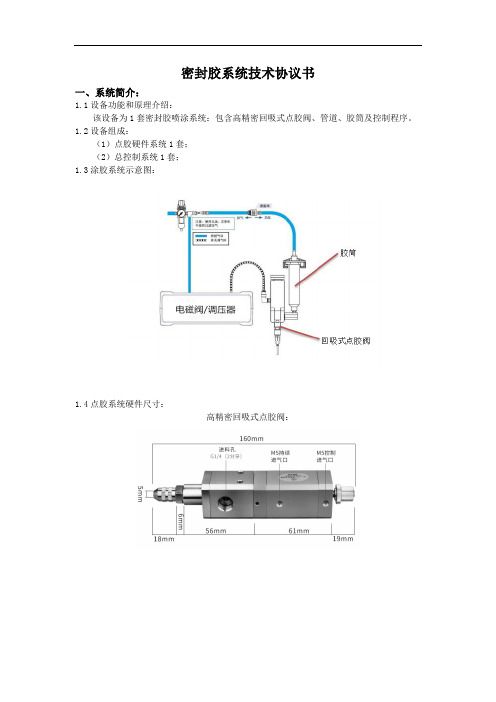
密封胶系统技术协议书一、系统简介:1.1设备功能和原理介绍:该设备为1套密封胶喷涂系统:包含高精密回吸式点胶阀、管道、胶筒及控制程序。
1.2设备组成:(1)点胶硬件系统1套;(2)总控制系统1套;1.3涂胶系统示意图:1.4点胶系统硬件尺寸:高精密回吸式点胶阀:500CC胶筒:内径50mm;外径55;长度296;出胶口11.8mm1.5系统安装:胶阀和胶筒安装于3轴移栽机构(甲方提供)的Z轴上。
二、设备功能2.1适用产品:涂覆范围:长:宽: ;涂覆厚度:产品图片(喷涂区域:工件外圈)密封胶参数:胶水名称:单组份室温硫化硅橡胶品牌:正基实业型号:GO-1131R-1 平流直径:37mm/3g 表干时间:10min; 固化方式:常温空气固化2.2工艺要求:(1)产品经流水线转移至密封胶涂胶机,涂胶机自动将密封胶均匀喷涂在工件外圈区域。
涂胶结束后产品自动流转至下一工位。
(2)涂胶过程中及产品输送过程中不出现滴胶、拉胶、气泡等不良现象。
(3)按路径涂覆过程中不出现溢胶、断线等情况,保证头尾点胶不缺胶、堆胶。
(4)胶阀具有回吸功能防止滴胶。
2.3涂胶节拍 pcs/min;2.4设备具有缺胶报警功能,通知人工补充胶水。
2.5工作流程:(1)皮带自动来料--涂胶机涂密封胶--皮带自动出料。
2.6点胶系统清洁(1)胶阀/胶筒清洗剂:一般用酒精清洗,根据相似相溶原理选用清洗剂。
(2)胶阀清洗方式:清洗胶阀时,先把密封胶排完,把有酒精通入到胶阀里,用气枪吹开就可以。
也可以将胶阀完全拆开用酒精清洗胶阀内部。
(3)胶筒清洗方式:打开胶筒用无纺布或棉布于浸润酒精中,后擦拭筒壁。
(4)清洗频次:胶阀一天清洗一次,胶桶一周一次。
2.7设备注意事项:(1)密封胶超过保质期,禁止使用。
(2)存储容器开封后应密闭保留,防止胶水固化。
(3)严禁把运用剩下的三防漆倒回原存储容器内,要分隔密闭保留。
三、系统状态3.1系统电气:电压AC220±10%,3.2系统故障率:%(由点胶系统自身造成的故障,不含设备机械故障,以8小时为基准)。
涂装车身密封胶开裂问题的探索与应用
涂装车身密封胶开裂问题的探索与应用摘要:在汽车涂装生产作业过程中,车身焊缝密封主要分为车身粗密封和细密封,焊缝密封可应用于白车身各部位搭接、包边而产生的焊缝的密封,扁胶密封主要应用与四门两盖包边产生的焊缝搭接密封,扁胶密封相较焊缝密封还具有装饰性能。
然而在汽车生产过程中,PVC密封胶的开裂不仅影响了汽车的装饰性能,更降低了车身·密封性、降噪隔热性及耐腐蚀性能,需要在涂装作业过程中进行控制、防治。
关键词:涂装车身;密封胶开裂;探索与应用1PVC型焊缝密封胶及输胶设备介绍PVC型焊缝密封胶主要由聚氯乙烯糊树脂、邻苯二甲酸酯类、稀释剂、增粘剂、无机填料和颜料等混炼而成的一种热固性材料。
加热固化后具有一定的粘接强度,同时具有很好的触变性,耐磨性,耐绕曲性,耐化学介质性,无毒、无味,施工工艺性好,密封效果优异等良好的综合性能。
并且与电泳底漆具有良好的结合力,因而广泛用于车身内外焊缝的密封。
目前大多汽车厂焊缝密封胶涂胶线采用集中供胶进行涂胶作业。
该系统一般由压缩比为40-80的气动高压泵、集中供胶管路、过滤器、调压阀、自动挤胶枪等装置构成。
施工时将密封胶通过气动高压泵的压盘压入集中供胶管路中,再通过过滤器将胶中的杂志过滤掉,通过调压阀调节支管路的压力后通过自动挤胶枪挤出。
我公司采用的是GRACO气动泵,压缩比为1:68在施工过程中将主管路压力调整到12-16MPa,各个支管根据员工的操作技巧及焊缝状况调整支管压力(一般调整为6-10MPa)。
2胶枪嘴的分类在施工过程中为了保证涂胶质量,涂装车间一般会根据焊缝的不同采用多种类型的胶枪嘴进行涂胶作业,一般常见的胶枪嘴有圆枪嘴、扁枪嘴、限位枪嘴、钩枪嘴、梯形枪嘴等。
圆枪嘴是应用最广的一种胶枪嘴,适用于焊缝比较规则,易于作业的部位,有时对于焊缝不规则但比较容易涂胶的部位(如车身前围拼接焊缝)也使用圆枪嘴,在涂完胶后,采用排笔进行刷涂或用橡胶刮刀刮平,保证涂胶质量。