详细介绍一下日本刀的相关知识
集大成者:日本厨房刀具介绍

集大成者:日本厨房刀具介绍日本厨房刀具:传承千年的精湛工艺与创新的结晶日本厨房刀具以其精湛的工艺和卓越的刀刃品质在全球范围内享有盛誉。
这些刀具表现出来的功能性和美学价值使其成为集大成者。
本文将带您深入了解这些独特的刀具,探寻其历史、制作工艺和用途。
日本厨房刀具的历史可以追溯到公元8世纪,其发展可谓是历经千年的积累和不断改良的结果。
最早的日本刀是由中国刀剑传入的,逐渐在日本本土发展出独特的特点。
在日本刀具制造的历史中,和田制作所的刀具尤为著名。
和田制作所在日本刀具业界被誉为"刀的圣地",其制作的刀具质量一直保持在较高水准。
日本厨房刀具的制作工艺是这些刀具得以集大成的关键因素之一。
日本刀具制作注重细致入微的手工打造和精益求精的刀刃调整。
制作一把优质的日本厨房刀具需要多道程式的手工操作和全身心的专注。
日本刀具制作者常常将多年的经验和技艺代代相传,每一把刀具都象征着制作者的尽心尽力。
日本厨房刀具有着丰富的品种和不同的用途。
在日本,每一种刀具都有其专门的用途和设计,确保了食材的最佳处理和烹饪效果。
以下是一些常见的日本厨房刀具以及它们的特点:1. 厨师刀(Chefs Knife):厨师刀是最常见的一种日本刀具,也是最基本的切割工具。
它具有大而宽的刀刃,适合剁、切、切割和平整食材,从蔬菜到肉类都可以使用。
2. 蔬菜刀(Vegetable Knife):蔬菜刀是处理蔬菜和水果的理想选择。
它的刀身薄而长,能够轻松地切割均匀的薄片和细长的条状。
3. 砍刀(Cleaver):砍刀是一种力大无比的刀具,常用于分割肉块和切割硬质食材,如骨头和坚果。
它的宽大和厚实的刀刃确保了稳定的力量传递和耐久性。
4. 刨刀(Santoku Knife):刨刀是一种多功能刀具,起源于日本,逐渐在全球范围内受到欢迎。
它的刀刃短而宽,呈扁平形状,适合切割、细碎和刮削食材。
5. 牛刀(Deba Knife):牛刀是一种用于处理鱼类的专业刀具。
日本刀

日本刀基本简要日本刀全称为平面碎段复体暗光花纹刃,世界三大名刃之一。
依据形状、尺寸分为太刀、打刀(刀)、胁差(胁指)、短刀等。
广义上还包括长卷、剃刀、剑、枪等。
自古以来作为武器的同时以其优美的造型著称,很多名刀被当作美术品收藏,并寓含着武士之魂的象征意义。
与其他国家的刀类不同、日本刀最大的一项特点就是在外形装饰之外刀体本身展现出艺术感。
在日本制刀人被称作“刀工”、“刀匠”、或“刀锻冶”。
发展历史日本刀的形态,从平安后期,经过镰仓、南北朝、室町、安土桃山、江戸初期,中期,幕末的推移,出现了很大的变化。
主要表现为从直刀到弯刀的的转变,直刀适合扎刺,弯刀适宜挥斩,之所以出现这样的转变主要是战斗样式的变迁造成的,从平安末期开始,为适合马上作战,刀具不断被改良。
日本刀的制作,从平安后期到镰仓时代,出现了大和国,备前国,山城国,相模国,美浓国五大中心、各地名匠辈出。
上古时期平安时代末期之前的刀剑被归类为上古刀,刀形有别于现在常见的日本刀,或为直刃,或带双锋。
上古刀极为罕见,是重要的考古材料。
日本古坟时代已经出现铁制刀剑。
譬如崎玉县的稻荷山古坟和岛根县的造山古坟都有铁剑出土。
从稻荷山古坟出土的“金错铭铁剑”制作于公元471年,是为纪念服侍雄略天皇的功绩而作,刀上刻有115个汉字。
这个时代的刀剑多已锈蚀。
7-8世纪以后的刀剑保存比较完整,有名的有四天王寺的丙子椒林剑七星剑,正仓院的金银钿庄唐长刀等。
这个时代,吴的刀被认为是最好,对此推古天皇曾作诗赞赏。
同时外国的锻造工艺大量流入使得日本的锻造水准也大幅上升。
正仓院藏有一批被称作为“唐大刀”的上古刀,和被称作为“唐样大刀”日本仿制的上古刀。
现在遗留下来的平安时代初期的刀剑数量相当稀少。
学术关于日本刀风格的变迁,以及日本是何时怎样创造出独特的弯刀等疑问,还未能充分阐明。
普遍认为,平安时代中期承平之乱和天庆之乱发生以后,直刀逐渐转变为弯刀。
同时,制作工艺也由平造转为类似菱形的镐造刀。
详细介绍一下日本刀的相关知识

4.3 锻接 forge welding
将材料准备好后,把栋金、心金、刃金按顺序放好锻接,打造成20x40左右的长条,并切成90mm长左右的4段,这些材料被称为“芯”。随后将侧金做成20x40x360左右的两根长条,锻接在芯的两侧。
而直刃刀,在日本被称为“大刀”,常见于皇室的装饰物。
3. 构造
粗略地分类,可分为 刀身、刀柄、刀锷,刀鞘。
3.1 刀身
虽然太刀和打刀的刀身形状不同,但相应部位的称呼还是相通的:
由“后背”到“刀刃”,称呼是:栋(刀背),樋(凹槽),镐(刀身),地铁(包刃的部分),刃文(刀刃两侧像浪花一样的花纹),刃
4.6.3 精加工
精加工的目的在于两方面:美学和实用。实用方面的精加工在于不破坏刀身的机械性能的前提下,将刀身的多余部分去掉,减轻刀身的重量。而美学则是根据时代不同,用不同的研磨手段来加工刀刃和刀侧,使之呈现不同的颜色和光泽度,增加视觉的美感。
研磨最为最重要的刀身保养手段,一般会建议几十年左右的时间就应该研磨一次。在战国时代,日本的刀剑研磨技术达到了顶峰,有些室町末期的刀,经过400多年到现在也还没有生锈。而无谓的研磨事实上仅仅是在破坏刀身,因此研磨日本刀应当慎重。
刀鞘要兼顾装饰作用和实用效果。外表一般使用鲨鱼皮包裹,配以保护用的铛金具。铛金具外边有用来拴在腰上的带子。开口部分被称作鲤口,金属制。内部使用柔软的木头制成。为了防止木器弯曲变形,需要制作后放置10年以上方可使用。
日本刀鉴赏基础知识

日本刀鉴赏基础知识作者:不详来源:转载发布时间:2008-1-18 15:54:22减小字体增大字体日本刀基础知识一:雕物与切先雕物类:樋:日本刀上的“血槽”。
作用相信会被很多人误解,认为是用来放血的。
其实不是。
是为了减轻刀身重量而又不能让刀性能下降太多设计的。
为了减轻重量,刀身其他地方不能修改,因此就只能在镐地上打主意,移去一部分物料。
如此既不影响刀姿。
又能达到减轻刀的重量。
放血那是副作用啦。
角:樋尾部为直角方形丸:樋尾部为弧形留:樋不到锄内止:樋到锄内但不入刀茎搔流:樋延伸到刀茎内搔通:樋贯穿刀茎太樋:大血槽二筋樋:并行的两个小血槽太樋添樋:并行的大血槽小血槽腰樋:古怪的樋,以镐为中间线雕于镐地与刃之间的很短的樋薙刀樋:很短的樋素剑:外形有点像阳具的雕物,为神器之一种。
栋削:有一部分的栋削去,也许是为了刀身平衡。
镐削:将一段镐削去。
使得这一部分看起来像平造。
剑卷龙:佛教典故内的东西千手观音:相对不动明王来说用得比较少的雕像。
梵文:对我们来说是很抽像的文字,但自有它的艺术价值。
与佛教有关的东西,不过用的最多的恐怕是不动明王的梵文。
俱利伽罗:很广泛的雕物,形状为一条全身火炎的龙缠着素剑,传说是不动明王的化身不动明王:用得比较广泛的雕物,是手持素剑的不动明王,也有梵文的莲台:梵文的一种,看上去有些像莲花切先类从横手至刀尖的长度划分,单位(厘米)大锋:4.7以上中锋:3__4中锋延:4__4.7小锋:3以下猪首锋:看起来很短的切先------------日本刀基础知识二:刀姿与刃文刀姿类刀姿:刀身给人最直角的观感,如形状、大小等。
反:就是弯曲的意思,根据形状可分为腰反、中间反(鸟居反)、强反、弱反或棒之姿(接近无反直刀)定寸物:可用于各种刀具,意思是其寸法很中性,不致于太短或太长,太刀与打刀的定寸为二尺二至二尺三左右。
寸延物:同样可用于各种刀具,意思是寸法比普通的要长些,还未致于太夸长的地步。
寸诘物:多用于短刀、胁差类。
日本刀基础知识:各部位简称
日本刀基础知识:各部位简称
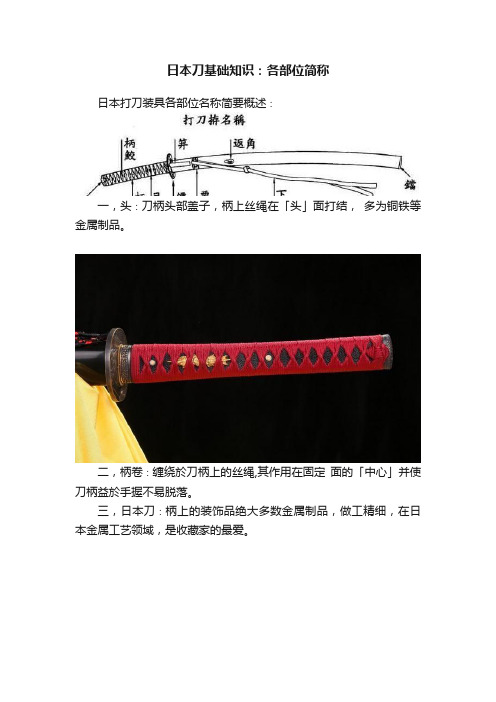
日本打刀装具各部位名称简要概述∶
一,头∶刀柄头部盖子,柄上丝绳在「头」面打结,多为铜铁等金属制品。
二,柄卷∶缠绕於刀柄上的丝绳,其作用在固定面的「中心」并使刀柄益於手握不易脱落。
三,日本刀∶柄上的装饰品绝大多数金属制品,做工精细,在日本金属工艺领域,是收藏家的最爱。
四,镡∶或称锷,即现代所通称的护手或剑格。
作用与护手同,除保护手掌外也是拔刀时必用的部位,同时也是刀装饰最讲究的配件,与目贯同样是收藏家心目中别有一番天地的收藏重点。
五,粟形∶刀系於腰部时固定刀鞘防止滑落。
多为木制或角制。
六,下绪∶刀叉於腰部时将下绪尾端结在腰带上。
防止刀鞘滑落、材质多为丝制。
七,铛∶刀鞘尾部护套,多为金属制或角制。
八,柄鲛∶包裹在刀柄上的鲛鱼皮,国内俗称鲨鱼皮。
该鱼原产於南洋一带,成长的鱼长约一尺半左右,皮革表面满布突出状的细石颗粒使柄卷易於缠绕在刀柄上,鲛皮自古价格不廉,却被武士所喜爱且争相抢购。
九,笄∶固定刀刃与装饰用,又可当发簪与耳钯,绝大多数是铜或铜合金制品。
十,返角∶防止刀鞘突出落地之装置,多为木,角器,如为金属制品则称「责金」。
但并非每
刀都有此配件。
→ 欢迎喜欢,对刀剑兵器感兴趣的朋友可以加师傅微信号:longquanlsf。
日本十大名刀

日本十大名刀日本的刀剑制造技术源远流长,几百年来一直备受世界瞩目。
日本的名刀以其精湛的工艺、优雅的设计和无与伦比的切割效果而闻名于世。
本文将介绍日本十大名刀,展示它们的独特之处。
1. 宗三左文字(Munemasa)宗三左文字被认为是日本最早的名刀之一,其历史可以追溯到公元14世纪。
它以其锋利的切割能力和华丽的纹饰而受到推崇。
宗三左文字的刀身采用高碳钢制成,刀刃锋利度高,使其在削肉、切骨等精细切割工作中非常有效。
2. 大包平(Okanehira)大包平是一把备受推崇的刀,它以其出色的切割效果、外观和工艺而闻名。
大包平刀身轻盈,刀刃锋利,被广泛用于削肉和切木工作。
其精湛的制作工艺和美丽的格纹设计使其成为收藏家和刀剑爱好者们追求的对象。
3. 傍陆喜六(Yasutsugu)傍陆喜六是江户时代的刀匠,以其优质的刀剑制造而闻名。
这把刀的特点是刀刃的结构稳定,保持锋利度长时间,并且有很好的弹性。
傍陆喜六的刀刃锋利轻巧,适用于各种不同的切割工作。
4. 吉光(Yoshimitsu)吉光刀是饭塚吉光创作的一把刀,他是一位享有盛誉的刀匠。
这把刀在锋利度和切割能力方面都有很高的声誉。
吉光刀的刃缘非常锋利,且锋利度能够长时间保持,使其成为许多刀剑爱好者的理想选择。
5. 三池傍(Mitsurugi)三池傍是日本著名的刀匠三池傍平创作的一款刀。
它以其精湛的工艺和锋利的切割能力而享有盛誉。
三池傍的刀刃锋利度高,特别适用于精细的切割工作,例如削肉、切果蔬等。
6. 无患子(Muromachi)无患子是一款非常著名的日本名刀,来源于室町时代。
它以其独特的刀身设计和出色的切割能力而闻名。
无患子的刀身较重,导致在使用时更加稳定,刀刃锋利且切割力强,特别适用于加工肉类和木材。
7. 圆月(Maru Tsuki)圆月是一款来自江户时代的名刀,它以其华丽的外观和卓越的切割能力而闻名。
圆月刀的刀身较轻,刀刃锋利,使其在各种切割任务中都表现出色。
其美丽的纹饰和独特的设计使其成为刀剑收藏家的心头爱。
日本刀的有哪些专有名词
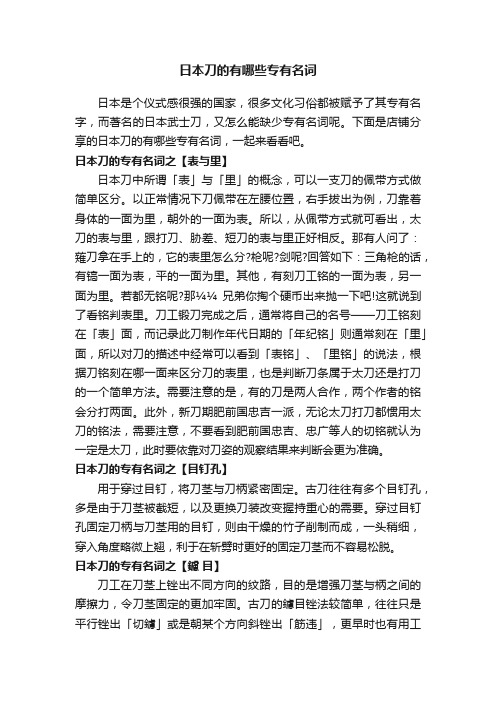
日本刀的有哪些专有名词日本是个仪式感很强的国家,很多文化习俗都被赋予了其专有名字,而著名的日本武士刀,又怎么能缺少专有名词呢。
下面是店铺分享的日本刀的有哪些专有名词,一起来看看吧。
日本刀的专有名词之【表与里】日本刀中所谓「表」与「里」的概念,可以一支刀的佩带方式做简单区分。
以正常情况下刀佩带在左腰位置,右手拔出为例,刀靠着身体的一面为里,朝外的一面为表。
所以,从佩带方式就可看出,太刀的表与里,跟打刀、胁差、短刀的表与里正好相反。
那有人问了:薙刀拿在手上的,它的表里怎么分?枪呢?剑呢?回答如下:三角枪的话,有镐一面为表,平的一面为里。
其他,有刻刀工铭的一面为表,另一面为里。
若都无铭呢?那¼¼ 兄弟你掏个硬币出来抛一下吧!这就说到了看铭判表里。
刀工锻刀完成之后,通常将自己的名号——刀工铭刻在「表」面,而记录此刀制作年代日期的「年纪铭」则通常刻在「里」面,所以对刀的描述中经常可以看到「表铭」、「里铭」的说法,根据刀铭刻在哪一面来区分刀的表里,也是判断刀条属于太刀还是打刀的一个简单方法。
需要注意的是,有的刀是两人合作,两个作者的铭会分打两面。
此外,新刀期肥前国忠吉一派,无论太刀打刀都惯用太刀的铭法,需要注意,不要看到肥前国忠吉、忠广等人的切铭就认为一定是太刀,此时要依靠对刀姿的观察结果来判断会更为准确。
日本刀的专有名词之【目钉孔】用于穿过目钉,将刀茎与刀柄紧密固定。
古刀往往有多个目钉孔,多是由于刀茎被截短,以及更换刀装改变握持重心的需要。
穿过目钉孔固定刀柄与刀茎用的目钉,则由干燥的竹子削制而成,一头稍细,穿入角度略微上翘,利于在斩劈时更好的固定刀茎而不容易松脱。
日本刀的专有名词之【鑢目】刀工在刀茎上锉出不同方向的纹路,目的是增强刀茎与柄之间的摩擦力,令刀茎固定的更加牢固。
古刀的鑢目锉法较简单,往往只是平行锉出「切鑢」或是朝某个方向斜锉出「筋违」,更早时也有用工具在刀茎表面「铲锄」出浅的沟槽,或用小锤槌出凹凸不平来增加摩擦力,称为「槌目」。
日本正史中记载的十三把名刀

日本正史中记载的十三把名刀在日本古代,由于战事频繁,所以对于武士相当重视;而对于武士而言,一把好的兵刃那是相当重要的,如果双方在交手的过程中,能一剑砍断对方的兵器,那双方胜负就不必多说了。
当然,双方武士都有如此想法,所以这也促使日本武士刀极为有名。
现在这里盘点日本正史中记载的十三把名刀。
TOP、13 红雪左文字红雪左文字是一把短刀,乃是相模国刀匠左文字所作,整个刀身仅有一点弯度。
在日本古代只有贵族和高层武士才能佩带短刀,刀装上的工笔彩绘、镶嵌宝石众多华丽装饰,刀条往往也是由名家锻造。
而红雪左文字就是短刀中集装饰和实用于一身的极品,乃是丰臣秀吉的爱刀,在丰臣秀吉死后,此刀自此下落不明。
TOP、12 国光国光也是一把短刀,刀身笔直而没有弯度,是由日本镰仓初期的名刀匠——被誉为“相州煅冶之祖”的新藤五国光制作的,新藤五国光是做短刀的高手,后此刀被织田信长手下的大将蒲生氏乡所得,蒲生氏乡是织田信长的女婿,战国时期智勇兼备的名将之一。
侍奉织田信长、丰臣秀吉两代立下无数战功。
TOP、11 千鸟千鸟乃是日本战国时代名将立花道雪所佩的名刀,据说立花道雪曾以此刀斩向雷电,故而有“雷切”的异名,立花道雪也因此被称为雷神的化身。
但立花道雪也因此脚部受伤,从此不能骑马,只好由亲兵抬舆,指挥作战;然而这并没有影响其战绩,平生所经战事无一失败,被称为“雷神的化身”,又称为“鬼道雪”。
TOP、10 影秀影秀乃是大名伊达政宗的佩刀,又名“鞍斩”,据传万历朝鲜战争中伊达政宗用此刀将一名朝鲜武将连人带马砍成两半,因此得名。
在丰臣秀吉死后,伊达政宗在关原合战中加入德川家康的东军阵营。
战后伊达政宗的领地得以保留,成为仙台藩藩主,随后立即筑起仙台城及城下町,当时仙台城仍为山城,在山下设下城下町,可见其仍有统一天下之心。
TOP、9 备前长船兼光备前长船兼光是一把古日本名刀,其长度超过三尺,豪华壮丽。
乃是名匠备前长船兼光受足利将军委托所制,足利将军在试刀的时候漂亮的将铠甲一刀两段!而长船兼光此后便一跃成了名刀匠。
盘点日本八大国宝级名刀,竟有几把是唐刀
盘点日本八大国宝级名刀,竟有几把是唐刀本文导读:1、银饰镶宝石唐短刀。
日本国宝刀,此款短刀为一对保存,刀柄及刀身同向弯曲,产地中国,藏于日本奈良正仓院。
刀鞘整体包银首,无镡。
刀鞘通体包银,透雕呈唐草及花卉状并向前蓝色琉璃珠和白珍珠。
系长缕刀牌,楷书“橘夫人奉物”。
此款短刀的出现,表明唐初的唐刀已经出现曲刃。
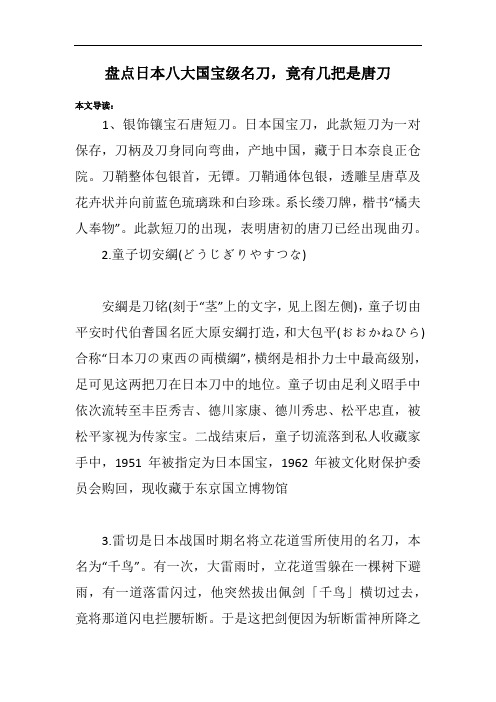
2.童子切安綱(どうじぎりやすつな)安綱是刀铭(刻于“茎”上的文字,见上图左侧),童子切由平安时代伯耆国名匠大原安綱打造,和大包平(おおかねひら)合称“日本刀の東西の両横綱”,横纲是相扑力士中最高级别,足可见这两把刀在日本刀中的地位。
童子切由足利义昭手中依次流转至丰臣秀吉、德川家康、德川秀忠、松平忠直,被松平家视为传家宝。
二战结束后,童子切流落到私人收藏家手中,1951年被指定为日本国宝,1962年被文化财保护委员会购回,现收藏于东京国立博物馆3.雷切是日本战国时期名将立花道雪所使用的名刀,本名为“千鸟”。
有一次,大雷雨时,立花道雪躲在一棵树下避雨,有一道落雷闪过,他突然拔出佩剑「千鸟」横切过去,竟将那道闪电拦腰斩断。
于是这把剑便因为斩断雷神所降之雷而被命名为「雷切」4.吴竹鞘御杖刀。
日本国宝刀,藏于正仓院。
刀身错满星辰祥云,纹饰清晰,刀条为切刃,烧直刃,属唐仪刀。
收藏于正仓院北仓39号,全长158.7厘米,鞘长147.3厘米,把长11.8厘米,身长64.3厘米,茎长10.15厘米,《国家珍宝帐》:“刃长二尺一寸六分,锋者偏刃,金镂星云形,紫檀桦绖,眼及把并用银,紫组悬,吴竹鞘桦绖,长五尺三寸四分,口盖尾并用鹿角作,又以铁接尾端,绿地高丽锦”。
此刀产自中国吴地,为圣武天皇生前珍爱之物。
5.刀铭:菊一文字则宗,传说刀身泛光,杀人不见血,太刀,刃长78.48CM,锋刃极长,刀身细且薄,刀柄上刻有16瓣菊花。
16瓣菊花是皇室的象征。
后鸟羽院时期备前国刀匠则宗所作,一文字派的代表作品,号称一文字派的第一名刀,因为刀柄上的菊花,被命名为“菊一文字”。
日本武士刀的专门名词,你知道多少尼!

日本武士刀的专门名词,你知道多少尼!日本刀的专门名词虽然很想偷点懒,然而考虑再三,在开始介绍正题之前,还是不得不先将各种日本刀的常见分类与常用名词介绍一番,以免部分刀友在阅读时产生过多不解与歧义。
同样的,对日本刀鉴定鉴赏方面的一些专门描述也不得不提前在这章之后进行介绍。
各位对日本刀的基础知识已有充分了解的刀友,赶时间的话可以直接跳过,谢谢~特别指出:在本文中通常提及的兵器长度,都指刃长,而不包括柄的长度,莫忘!日本刀的简要历史时代划分:奈良-平安-镰仓幕府-南北朝-室町幕府-安土桃山(丰臣秀吉)-江户幕府-江户末期-明治-大正-昭和(二战)-昭和(战后)-平成日本刀外观尺寸的各种特征名词【反】指日本刀刀身弯出的弧形,。
反的大小,是从刀尖到刀鎺(夹刃)前缘连出的直线到刀背弧线最高点(反位)的垂直距离,根据这个最高点(反位)所在的部分来区分反的姿态,刀身越弯,反值就越大。
通常所说的「反高」、「强反」、「反深」,都是指弯曲弧度大,张力十足的刀身形态。
反位在刀背弧线下半段靠近刀鎺的称为「腰反」;反位在刀背弧线1/2 位置附近的称为「京反」(因当时日本京都刀工的作品多见此反姿,故名),又叫「中反」,又因这种反姿的刀身弧形看起来前后较对称,形如神社前面山门上常栖立着许多鸟类的弧形门楣,所以又被称为「鸟居反」、「华表反」。
反位在刀背弧线前半段的,称为「先反」。
此外还有「内反」,见于短刀,刀背弧线并非向上翘起而是向刀刃方向弯曲。
较强的「内反」又称为「笋反」,如笋尖状。
需要注意的是:「笋反」/「内反」跟其他的反不同,它不是由淬火产生的自然弯曲而成,也不用量反的具体大小。
还有一种情况是「无反」,整条刀背基本是直线,既不上弯,也不内凹,早期短刀常见这种刀姿,若在长刀无反那就是直刀了。
PS.日本国宝中现存的隋唐刀多带有一定程度的内反,但仍习惯叫做直刀。
* 后面诸名词所指代的具体位置请注意参照此图。
【元幅】幅指宽度,元幅就是刀鎺位置的刀身宽度,一般说来,元幅是刀身最宽的地方。
日本刀

日本中世纪的民族武器以日本刀最为著名。欧阳修老先生曾有《日本刀 歌》所云:“昆夷道远不复通,世传切玉谁能穷。宝刀近出日本国,越 贾得之沧海东。鱼皮装贴香木鞘,黄白间杂鍝与铜。百金传入好事手, 佩服可以禳妖凶。”
武士刀,又称日本刀,由于在日本武士阶层使用率高,逐渐演变成武士 阶层的身份象征。是由自汉朝以来从东亚大陆传入日本的单刃直刀在10 世纪前后演化而成,在此之前的日本制刀剑则被称为上古刀。依据形状、 尺寸分为太刀、打刀(刀)、胁差(胁指)、短刀等。各种日本刀,摆 放方向不同,是因为铭文凿刻的方向也不同。
冶铁
• 日本刀所用之原料,主要来自于自炼钢铁,日本人传统的 炼铁方法称为“蹈韛吹”,是已知日本最早的冶铁方法。 它以产自中国地区(日本本州)的纯净磁铁矿为原料,使 用名为“天秤韛”的鼓风器向一高四至七尺、长十尺、宽 五尺的长方型炉灶内鼓风,使炉灶内填充的木碳燃烧至炽 热,而后交替投入铁砂与木碳,铁砂在氧化作用下还原为 铁,此种铁被称为鉧铁,也就是生铁、熟铁与钢的混合物。 冶铁的第一步至此完成。而后,在持续高温的作用下,呈 熔化状态的白口铁逐渐沉降到炉底,经不断加温三日三夜 之后,冶铁原料消耗殆尽,到不足以支持继续燃烧之时, 遂停火将炉灶拆毁,取出其中的鉧铁,冶炼过程大功告成。 • 但此种冶铁方法耗时颇长,共需七日七夜之久。每炼一炉 大约需要铁矿砂三千四百贯,木碳三千六百贯,可炼制出 钢三百贯,熟铁二百五十贯,生铁四百贯。
薙刀:薙刀其组成部分包括一根1.2米至1.5米长的木杆和安装在它头部 的一把0.6 米至1.2米长的尖刀。步兵使用这种很长的武器时能够使敌人 无法靠近,或是在持剑的敌人靠近之前先发制人。该武器对付骑兵也十 分有效。
镏金错银 刀镡
太刀铭.铭长光
刀架
日本刀的配件
5分钟让你了解日本刀图文详解

5分钟让你了解日本刀图文详解大众印象中的日本刀,相必很多来源于抗战电影和日本动漫,传统上那种弯弯的,单刃的日本刀,大概是10世纪大化改新后成型的。
在日本,刀剑并没有太直观的区分,所以用日本刀的格斗方式叫剑术,但是在十世纪以前,上古时期的日本“刀”一般都是直刃,双刃的“剑”。
因此类似草薙,十拳这类的剑就算是有,也都是直刃双刃的。
十世纪后,唐刀技术传入日本,在日本本土化后产生了现在形式上的日本刀。
平安时期日本的刀型还相对直一些,现在四天王寺里藏着两把平安时期的刀,都是单刃直刀。
图为鹿岛神宫藏的直刀太刀太在古文里可以通大,当然太刀也可以理解为大刀了。
只是这种大也是幅度很大的,因为太刀里面分类也相当得多。
一般来说的太刀是指刃长60厘米以上90厘米以下的太刀,而又和打刀形状不同。
另外刀反(刀身弯曲)较大的都可以称作太刀,太刀在日本镰仓到室町时代(12-15世纪末)十分流行。
阵太刀一般来说是仪仗和装饰用的刀,就好像中国龙泉的镇宅宝剑一样。
刀柄和刀鞘上有绳节装饰,而且刀鞘一般外裹皮革,有时候还会笼上金。
而且刀柄出弯曲度很高的一般都是阵太刀。
山名氏的定文散葵纹散螺钿黄金造饰大太刀一般来说,也有叫野太刀的,日本古书记载上一般把刀刃长90厘米以上的太刀叫做野太刀,而把刀刃长150厘米以上的叫大太刀。
相比普遍在历史上比较矮小的日本人来说,这绝对是有如欧洲claymore一样的重兵器了。
传说中在日本有九州军神和雷神之称的立花道雪的雷切,应该就是野太刀或者是大太刀。
因为立花道雪的女婿(也是养子)立花宗茂作为创始人之一的景流剑术,用的都是野太刀,景流的刀和一般剑术的刀的对比弥彦神社供奉的大太刀,刃长2米2整刀长3米2而大太刀则有些只是装饰,因为太大了实在是挥不动。
小太刀刀身在60公分以下,但是刀刃相对直一些的,叫小太刀。
打刀实际上的大众形象中的日本刀,带柄长度70到90厘米之间的,插在腰间时刀刃是朝上的,一般就是打刀。
英文里如果特指的话katana是打刀,但是katana也可以概括所有日本刀。
日本刀剑文化介绍-武士刀文化的发展沿革

《最后的武士》 2003 爱德华·兹威克
描述一个前美国军人,在战争途中被俘, 慢慢被日本传统文化所吸引。不知不觉间 置身于两大阵营斗争漩涡中心的他必须依 照自己的本心做出决定,选择究竟要跟随
哪一方。
《幕府风云》 1989 降旗康男
该片讲述了执行截杀命令的老中阿部重次竹 千代终于成为第四代将军的故事。其中武士
平安时代伯奢国的著名工匠安纲的最高杰作。太刀,刃长80cm,形状似 古刀,直刃。 在日本传说中,因源赖光以此刀斩去酒吞童子的头颅,因此被称作「童 子切」。
三日月宗近(みかづきむねちか,现藏于东京国立博物馆)
日本最早的刀工之一「三条宗近」的代表作。太刀,刃长80cm,返 2.7cm,有室町时代末期所制的刀装「菊桐纹莳绘系卷太刀拵」,但 如今只有刀鞘留存于世。 在刀刃上有许多称为「打ち除け(打除)」三日月(新月)形的纹 路,也因此被冠上「三日月宗近」这个名称。
太刀
知名度最高的日本刀,武 士阶层的象征。发展于平 安时代末期的毛拔形太刀, 刀身较长,特点为镐造,
庵栋,小切先与京反。
大太刀
最初是作为骑兵武器来使用,刀 身在五尺(1.6米)以上。无论是 长度还是重量都比武士刀要强太 多。有大太刀的武士们在战场上 被当做前锋,敌人摆好的阵型,
往往几个回合就能冲破。
不同刀种有着不同的部位,种类繁多,在此以太刀为 例,举出几部分。
反(そ, Sori)
日本刀呈现弧度的部分称反,反在刀体的位置,随着时代的推移,有由刀后方 向前推移的趋势。
鑢目(やすりめ,Yasurime)
刀工在茎上刻下的纹样,为的是增强摩擦而使刀柄不易脱落。按地方,时代, 流派的不同鑢目也不同、是日本刀鉴定的一大根据。
博物馆
作为收藏品的日本刀剑大部分被藏于博物馆,比如东京国立博物馆藏有短刀 厚藤四郎、太刀堀川国广等;福冈博物馆藏有打刀压切长谷部、三名枪之一
日本刀的种类、使用、配饰以及绘制技巧详解,这下都全了!
日本刀的种类、使用、配饰以及绘制技巧详解,这下都全了!在日本历史中所创造的独特武器「日本刀」。
其造型在美术业界中也有着独特的魅力。
在现代的插画以及漫画中的世界里,从历史类到幻想系,日本刀登场在非常广阔的类型中。
本篇文章主要介绍在绘制日本刀时的要点以及技巧,并且会解说一些关于日本刀有用的构造以及种类方面的知识。
日本刀的成立以及种类日本刀成立日本刀古代以大陆传来的刀剑为核心,然后通过日本独立开发所完成的刀。
虽然根据时代的不同存在不同,只有一边存在刀刃是一个共通的特征。
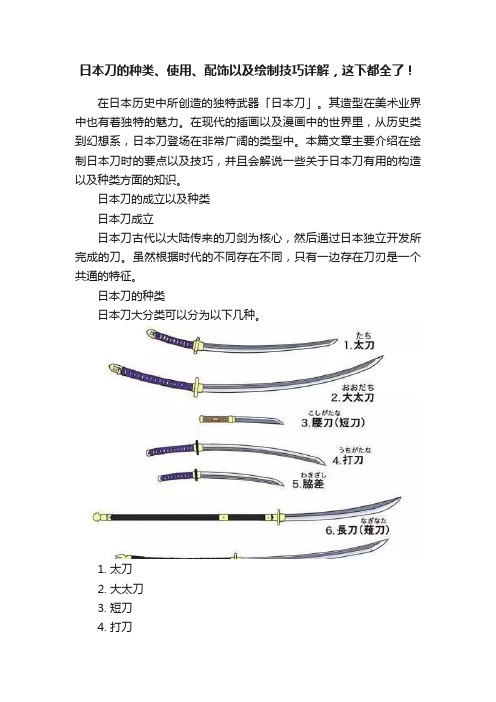
日本刀的种类日本刀大分类可以分为以下几种。
1. 太刀2. 大太刀3. 短刀4. 打刀5. 脇差6. 薙刀7. 長巻主力主要讲解比较具有代表意义的「太刀」与「打刀」。
太刀太刀是从平安时代登场,以后用于战场的旧种类刀。
在穿戴平安?镰仓时代主流的大鎧(おおよろい)来携带太刀时,将刀刃向下,悬挂在左侧的腰带上。
我们将这成为只佩戴太刀,简称为佩刀。
打刀打到是在室町初期登场,室町后期武士们使用打刀来取代太刀。
以后一直使用到明治初期的刀具。
说到日本刀相信有不少人第一个想到的就是打刀。
在战国时代以后出现的一种铠甲之一足軽胴,使用足軽胴携带打刀时,将刀刃向上,插入要见。
我们将这称之为带刀。
日本刀的构造接下来让我们来说明日本刀的细节。
刀身刀身指的是日本刀本体中金属的部分。
1. 刀身……刀的本体部分2. 切先……刀身的前端部分3. 刃……最锐利的部分物を斬る鋭利な部分4. 刃先……刃的下端部分5. 物打……切先向上向下约3寸(約9cm)的部分,主要使用的部分6. 峰……刃反面部分7. 鎬……刀身中刃与峰的境界8. 鎺……收入刀鞘后固定的部分金属部分9. 茎……收刀后握持的部分10. 目釘穴……为了不让他从刀鞘中拔出而固定的洞典型的日本刀中,刀身的中间有一个被称为鎬的部分,断面如图。
刀装刀装有柄和鞘等外装部分,根据不同的时代会有不同的种类。
这里以打刀拵来进行说明。
日本刀的一些知识

日本刀的一些知识
日本刀刀身细长,这个倒是不假,但是不知道你是拿什么东西去类比日本刀的厚度?你家里切菜的菜刀?一般打刀的元重(即刀簇处的刀身厚度)都是大于5mm的,甚至有达到8mm厚的,而家里的菜刀也就是1mm,至于所谓的大刀片子,大部分用的是制作农具的生铁,长度不超过50cm,厚度也就是3mm到4mm之间,打刀的质量在1000-1500g之间,大刀片子的质量在2000g左右,拿薄的、材质差的去碰撞厚的、材质好的,你说哪个更脆更不结实?
喜峰口之后,日本兴起了日本刀复兴运动,军刀换装为传统日本刀造型的94、95、98式军刀,而后再无类似大刀片子砍断日本刀的战例,此为其三。
以上三点足以说明:大刀片子想要砍断日本刀即使真的是喜峰口大捷中出现了大刀片子砍断了32式军刀的事情,也是偶然事件,而非必然事件。
如果刀剑的刃部出现了劣角缺口,那么此刀如果不把该缺口磨去,那么在实际使用中很容易折断,正是应力作用在刀剑上的典型表现。
所以说如果该事件出现,更多的可能是:该军刀出现了乌口(即劣角缺口),使得大刀片子的作用力集中在乌口上,导致军刀断裂。
而对于刃口无损,质量类似,厚度更厚,钢材更优秀的日本刀,大刀片子想要砍断,那真是一件非常困难的事。
凯业美术隶属于上海喻世国际贸易有限公司,创立于2007年,是国内专业的刀剑及盔甲等艺术收藏品与服务提供商,我们拥有直营进出口许可和丰富的各国古董收藏品资源。
多年来,与日本多家专业协会和日本美术刀剑保存协会保持良好的合作关系,与日本驻上海总领事馆共同举办刀剑展览。
“最后的武士”村山俊二先生为凯业品牌代言。
所有藏品100%保障正品,进口手续和证书齐全,并且享受三天包退七天包换的保障服务。
日本的国宝级名刀

【名物大典太】太刀,刃长66.10CM。
平安后期刀工三池典太光世所作,本来为室町将军家(足利氏)所有,在桃山时代落入秀吉手中,后来秀吉将它赐予前田利家。
刀铭为“三池光世”;【数珠丸恒次】具体情况不明,传说为日莲上人所有;【童子切安纲】具体情况不明,传说为源赖光所有;【三日月宗近】具体情况不明,为山城国刀工三条宗近所作;【鬼丸国纲】具体情况不明,相传为镰仓北条家家传宝刀,随着北条一门的全灭而散落人间(这里所说的北条氏与战国时代的小田原北条氏毫不相干,后者是伊势新九郎长盛冒姓北条,改名为北条早云后形成的家族)。
(注,以上合称为“天下五剑”,说明有出入,实际都有详细资料和现存地,请查看单独的词条)其他名刀:(注,以下前五个刀名来自新选组,误传也多,不过名人用的刀称为“名刀”也不为过,但真正的名刀,下面提到的只是管窥一斑而已)【菊一文字则宗】太刀,刃长78.48CM。
后鸟羽院时期备前国刀工则宗所作,一文字派的代表作品。
传说后来为新撰组剑士冲田总司所有。
刀铭为“菊一文字则宗”;(注,冲田总司使用菊一文字的传说,仅见于小说中,实际未曾持有,原因是菊一文字在幕末时代已属国宝级,冲田总司不可能弄到这把宝刀,另外皇家御制之兵器多为装饰用,用来显示威仪者居多,菊一文字属于薄刃之刀,不适合用于实战。
冲田总司所用之刀为加洲清光。
)【长曾弥虎彻】胁差,刃长45.75CM。
越前国刀工虎彻于宽文三年所作。
为新撰组剑士近藤勇的爱刀。
刀铭为“长曾祢虎彻入道兴里”(在街机游戏《吞食天地》的火烧新野那一关,好像可以从木桶里把它打出来......);(注,特纠正网上误传:近藤勇的虎彻和这个数据是两回事,近藤勇是打刀,而且基本认定为伪物,不过,“虎彻”之名却因为近藤勇更加声名远播,所以,虽然近藤勇的伪物虎彻是使用的人有名刀才有名,但也绝对配的上“名刀”二字。
)【和泉守兼定】刀,刃长70.6CM。
著名刀工之定所作,新撰组剑士土方岁三所有。
武士刀的日语名词解释
武士刀的日语名词解释追溯到历史悠久的日本,武士刀(Katana)在武士文化中拥有举足轻重的地位。
它是一种独特的刀剑,以其独特的曲线刀身和精湛的制作工艺而闻名于世。
本文将深入探讨武士刀的日语名词解释,带您了解这一传统的日本宝藏。
1. 日本刀(Nihontō)武士刀的另一个常用名词是“日本刀”。
这是一个广义的术语,指的是由日本锻造师用手工制作的所有类型的刀。
根据日本的刀法传统,每一把真正的日本刀都是独一无二的,因为锻造过程和使用的材料会留下独特的痕迹。
日本刀在日本文化中具有重要的象征意义,被视为勇力、荣誉和传统的象征。
2. 刀剑的部分名词(Katana)武士刀的明确名称是“刀(Katana)”。
它是一种曲刀,具有单刃和单锋的特点。
刀身通常较长,一般在60至70厘米之间。
这种设计的原因是为了使刃上的力量在挥削的过程中最大化,使斩力更加强大。
另外,弯曲的刀身可以有效地分散攻击和加剧伤口。
3. 刀剑的零部件(Tsuba、Tsuka、Saya)武士刀由一系列的零部件组成,其中一些有特定的日语名词。
首先是“Tsuba”(铁索),它是位于刀身和刀柄之间的手卫。
它起到保护手的作用,还可以作为武士的装饰品,用来显示武士的地位。
“Tsuka”(柄)是刀剑的手柄部分,由木头和鱼皮包裹而成。
柄上通常还有紧固物(Menuki)和装饰有金属丝网(Ito)的饰丝,以增加握持时的舒适度。
柄还可以根据使用者的手掌形状和大小进行定制。
最后是“Saya”(鞘),即刀剑的鞘。
鞘由木头制成,通常用漆涂覆。
它的作用是保护刀剑,便于携带和储存。
有些武士还会在鞘上刻有家族纹章或其他装饰。
4. 制作的工艺(Tameshigiri、Hamon、Hada)武士刀的制作工艺是一个精细而复杂的过程,需要经验丰富的锻造师才能完成。
其中,有几个常用的日语名词与制作过程相关。
“Tameshigiri”(试斩)是一种测试刀剑质量和刀锋锋利度的技术。
锻造师会用刀剑对不同材料进行斩击测试,以确保其优秀的切割性能,通常使用竹子或稻草束来进行。
日本战国时期的武士刀鉴赏

日本战国时期的武士刀鉴赏日本战国时期是日本历史上非常重要的历史时期,是日本武士与武士之间争斗最为剧烈的时期。
在这一时期的武士文化中,武士刀的地位非常重要。
武士们视武士刀为自己的生命,也是他们身份和威望的象征。
因此,在日本战国时期出现了许多非常著名的武士刀,其中包括了像名刀打刀、太刀、短刀等等。
这些武士刀不仅仅是一件武器,更是一件艺术品,具有很高的收藏价值。
接下来,本文将从武士刀的历史背景、武士刀的种类、透过刀纹鉴别武士刀等方面,在日本战国时期的武士刀鉴赏方面进行阐述。
一、武士刀的历史背景武士刀的历史背景要追溯至公元11世纪时期,当时日本受到外敌的侵袭,政府设立武士作为抵御外敌的力量。
但是,在战斗中,武士使用的长刀(太刀)因为体积太大,不太适合在密闭环境中作战。
因此,武士们就开始使用比太刀更短小的刀剑,这就是短刀(刀)的起源。
随着时间的推移,武士刀的制作逐渐趋于成熟,武士刀的使用范围也从仅仅是战争中扩展到日常生活中。
二、武士刀的种类在日本战国时期,共有三种主要的武士刀:打刀、太刀和短刀。
以下是对三种武士刀的详细介绍。
1、打刀:打刀最早出现在16世纪末至17世纪初,是日本战国时期武士刀种类中非常重要的一种。
打刀比较窄,长约70厘米左右。
由于它使用的是单刃刀,而且刃身比较厚,因此具有很强的切割力。
打刀的外观非常美丽,往往用金银固定装饰品,刀柄上裹有绫或麻鬃皮等等。
由于打刀的刀刃形状很适合用来斩击人体,在很长一段时期内,打刀都是武士们最为常用的武器。
2、太刀:太刀是一种很长的双刃剑,用于在战斗中砍斩对手和防卫。
太刀在武士文化中具有非常重要的地位,它的刀身长达60厘米以上,刀柄长约30厘米左右。
太刀的重心近于刀柄一侧,因而使用起来很费力气。
不过,由于太刀绝对的威力和高水准的制作工艺,它成为了许多日本武士及其家族传家之宝。
3、短刀:短刀是一种比打刀短小的单刃剑,由于短小便于藏身,因而在日本战国时期使用最为广泛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 传承
日本刀源自中国传来的“直刀”,也就是刀刃和刀背都是笔直的原始形态的刀,时间是公元5世纪前,即中国的两晋南北朝时期。这一时期的刀和剑区别仅仅在于单刃和双刃的区别,而“青龙堰月”这种刀,以那时的锻造技术恐怕还难以制造。
由刀尾到刀尖,称呼是:刀茎,栋区,刃区,帽子(刀尖端类似四分之一圆的部分),刃先。
刀有两个重要的“尺寸”,就是“长”和“反”。长是指从刀锷到刀尖的直线长度,而反是指刀身中各点与这条直线间的最大垂直距离。制刀年代不同,对于刀身的审美就有一定区别,因此“长”和“反”可作为判断刀年份的重要依据。
虽然科技进步,但直到现在这种制钢方法却仅仅在鼓风机上进行了改进。由于不适于大规模生产,因此很多地方都已经废弃了这种制钢法。仅仅在日立金属还保留了这种做法,产品也仅供制刀工匠使用。
4.2 备料
玉钢制成后,要经过反复的熔化煅烧,进一步提纯。同时,Zuku材料里也要分为心金、侧金和栋金,通过不同的煅烧法来调整碳含量,来实现不同的“弹性”和“刚性”。
现代刀可分为两种:真刀 和 模造刀。真刀就是我们前面介绍的方法制造出的日本刀,性能与古代刀剑的区别不大,但制造周期长(几年时间),且售价昂贵(几万-几十万人民币)。如果是“人间国宝”级的刀匠造的刀,这些刀受到法律保护,是无法运出日本的。
而为了收藏等等目的,一些工厂使用铸造的方法来造刀,就是所谓“模造刀”。这种刀具有历史名刀的外形,外观可以乱真,售价便宜(几百-几千人民币),但基本没有砍杀效果,而且无法打磨。
4.6.3 精加工
精加工的目的在于两方面:美学和实用。实用方面的精加工在于不破坏刀身的机械性能的前提下,将刀身的多余部分去掉,减轻刀身的重量。而美学则是根据时代不同,用不同的研磨手段来加工刀刃和刀侧,使之呈现不同的颜色和光泽度,增加视觉的美感。
研磨最为最重要的刀身保养手段,一般会建议几十年左右的时间就应该研磨一次。在战国时代,日本的刀剑研磨技术达到了顶峰,有些室町末期的刀,经过400多年到现在也还没有生锈。而无谓的研磨事实上仅仅是在破坏刀身,因此研磨日本刀应当慎重。
4.4 造型
将锻接好侧金的刀材锻造成长度600mm左右的刀身,用小锤敲打刀背,形成弧度。刀好看不好看,就全看这一步了。
4.5 淬火
将刀身上除栋金外的各部位用不同成分的土覆盖,再加热。刀身加热后各部位都会膨胀,但因为土的成分不同,保温效果也不同,淬火的瞬间刀身金属急剧冷却,而栋金会受到其他部分的挤压,向外弓出,形成较厚的刀背。
太刀刃长60公分以上,有明显的大弧度,而且刀身中部较宽,刃尖逐渐变窄,适于劈砍身体。
打刀刃长度也在60公分以上,但弧度较小,且刀身的宽度均一,较为灵活。
脇差刃长在30到60公分之间,形状类似打刀,一般作为武士的副武器使用。
短刀刃长小于30公分,形状类似匕首,一般是防身用(常见于女子)。
而直刃刀,在日本被称为“大刀”,常见于皇室的装饰物。
3. 构造
粗略地分类,可分为 刀身、刀柄、刀锷,刀鞘。
3.1 刀身
虽然太刀和打刀的刀身形状不同,但相应部位的称呼还是相通的:
由“后背”到“刀刃”,称呼是:栋(刀背),樋(凹槽),镐(刀身),地铁(包刃的部分),刃文(刀刃两侧像浪花一样的花纹),刃
度向上。而国内很多片子中,都想当然地把日本刀的佩带和中国式腰刀混为一谈,刀刃向下----太刀长度普遍超过70公分,刃向下可是拔不出来的。
4. 锻造技术
这个最麻烦了...日本刀讲究不会弯,不会折断,适于砍杀。因此必须要同时保证弹性、刚性和锋利度。但由于没有一种金属可以达到这种效果,所以日本的制刀工匠想出了方法,用不同金属来制作刀的不同部位。
传统的刀身制作,需要用五块材料制成:心金(刀身最中心的材料),刃金(刀刃的材料),栋金(刀背的材料),和两块侧金(从两侧包住刃金、心金和栋金的材料)。
4.1 制钢
日本刀的制钢法使用的是传统的“吹炉法”:首先将木炭和铁矿石1:1混合放入炉中,然后用脚踏鼓风机来给火焰加温,持续三天三夜。由于长时间的煅烧,铁矿石中的大部分杂质都被除去,制成的钢是含碳量相当低的“纯钢”。25吨的混合材料经过煅烧后,可使用的钢材大约有3吨,而其中能够用作刃金的“玉刚”,仅有0.3吨左右。其余含碳量较高的钢材都被称为Zuku,用在刀的其他材料上。
刀鞘要兼顾装饰作用和实用效果。外表一般使用鲨鱼皮包裹,配以保护用的铛金具。铛金具外边有用来拴在腰上的带子。开口部分被称作鲤口,金属制。内部使用柔软的木头制成。为了防止木器弯曲变形,需要制作后放置10年以上方可使用。
值得注意的是,佩刀的时候,无论是插在腰间还是用止研磨时导致刀身生锈,水中要加入小苏打来中和酸性。
4.6.2 精磨
第二步是精磨。精磨首先用的刃艳砥石(大约1600号),将刀表面进一步加工,随后用近2000号的青砥石抛光。最后用吉野纸和日本大漆在表面摩擦来最终抛光。
抛光的作用不单单是为了美观,也为了在剑斗中,刀的光滑表面不易被对方的刃物所伤。
4.6 加工
4.6.1 粗磨
开刃由专门的研磨师进行。首先是粗磨,这步要用到砥石,也就是磨
刀石。从120,140号这类粗砥石开始,逐渐加到800-1000号的砥石,磨到表面看不出加工痕迹为止。京都有一种叫“内阴砥”的砥石,作用是把刀身两侧表面磨出青白色。
直刀在使用中有诸多不便,尤其是砍杀时,仅能以重量和速度来造成杀伤,过于锋利的刀刃很难承受骨头、盔甲的阻力,容易折刃,所以日本刀在演化过程中逐渐产生了“反”,也就是刀身出现了一定的弧度,变成了我们今天看到的样子。出现弧形刀身的年代是12世纪末期,大概是中国南北宋交替的时期。
2. 分类
日本刀按照长度大小,可分为太刀,打刀,脇差和短刀。
经过煅烧后,各种材料需要反复折叠锻造,来增强材料性能。其中心金折叠7回,栋金折叠9回,侧金12回,刃金15回。折叠锻造的过程中可以进一步去除硫等杂质,最终形成“水纹钢”:钢材的表面浮现出类似于水流纹路的花纹----也就是传说中的“大马士革钢”。
4.3 锻接 forge welding
将材料准备好后,把栋金、心金、刃金按顺序放好锻接,打造成20x40左右的长条,并切成90mm长左右的4段,这些材料被称为“芯”。随后将侧金做成20x40x360左右的两根长条,锻接在芯的两侧。
3.2 刀柄
刀柄作用是包住刀茎,便于手持。一般用木头包住刀茎两侧,用陈年老竹制作的竹钉固定住,然后外面包以鲨鱼皮制作的皮绳。
柄的尾部是重要的装饰部位,一般会包有金属的装饰物。
3.3 刀锷
刀锷是保护手部的重要防具,一般由黄铜或青铜制成,使用金属楔子或者鎺固定在刀柄头部。
3.4 刀鞘
5. 欣赏和鉴别
日本刀的欣赏主要分为两种:作为 古董 和 武器
古董欣赏与我国的古董欣赏无异,基本上是以 制作者 制作年代 器形 工艺 保养 来衡量,而作为武器欣赏的日本刀,则很少使用古代刀:一方面古代刀基本都已被收藏,没有拿出来试斩的机会;另一方面古代刀的价值较高,大部分被日本列为国宝,一旦受损则损失相当大。