河北省技能大赛数控车加工中心整体图纸及备料清单
2010加工中心组合技能竞赛备料单
数控车床
1台/位
加工中心
1台/位
卡盘扳手
相应车床。铣床
1副/位
刀架扳手
相应车床
1副/位
V型块
可夹持﹥φ16的棒料
1副/位
计算机
1台/位
配有课桌、椅
其它
每个工位应配有2个0.5平方米的台面,供考生摆放工量刃具;配有相应数量的清扫工具,油壶、棉丝;准备大号字头一套(0~9号)。
三、样图
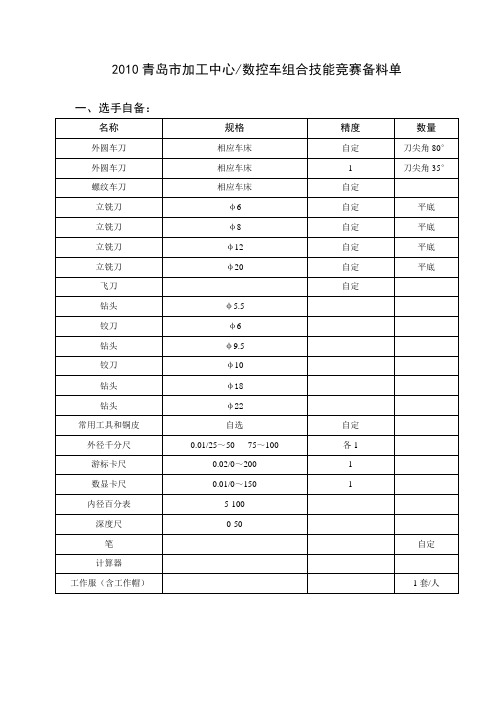
2010青岛市加工中心/数控车组合技能竞赛备料单
一、选手自备:
名称
规格
精度
数量
外圆车刀
相应车床
自定
刀尖角80°
外圆车刀
相应车床
1
刀尖角35°
螺纹车刀
相应车床
自定
立铣刀
φ6
自定
平底
立铣刀
φ8
自定
平底
立铣刀
φ12
自定
平底
立铣刀
φ20
自定
平底
飞刀
自定
钻头
φ5.5
铰刀
φ6
钻头
φ9.5
铰刀
φ10
钻头
φ18
钻头
φ22
常用工具和铜皮
自选
自定
外径千分尺
0.01/25~50 75~100
各1
游标卡尺
0.02/0~200
1
数显卡尺
0.01/0~150
1
内径百分表
5-100
深度尺
0-50
笔
自定
计算器
工作服(含工作帽)
1套/人
二、赛场准备:
名称
规格
数量
备注
2021年数控车技能竞赛实操训练图纸集

技术规定:
1.螺纹处倒角为2mm,其她未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料图号:01
15 其她项目
(5分)
①未注尺寸公差按照GB1804-92M。
②工件必要完整,考件局部无缺陷(夹伤等)。
③扣分不超过5分。
16 加工时间定额时间:180分钟。
届时间停止加工。
记录员监考人检查员考核人注:1、成绩相似者,按完毕时间先后排序
注:1、成绩相似者,按完毕时间先后排序
技术规定:
1.螺纹处倒角为2mm,其她未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料
图号:03 1:1 1 45
姓名日期
上饶职院数控车竞赛训练试题(3)评分
技术规定:
1.螺纹处倒角为2mm,其她未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料
图号:04 1:1 1 45
姓名日期
上饶职院数控车竞赛训练试题(4)评分
注:1、成绩相似者,按完毕时间先后排序。
2020年全国数控大赛数控铣加工中心图库参照模板
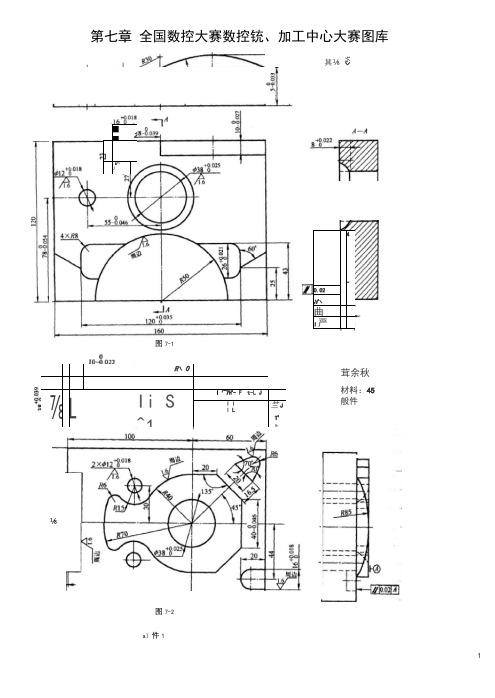
T¾ ⅜ 002
a)件 1
件】与件 2 的配合阖隙双边<
006
2
S當 -
0 44
Zo
α* 宀
DA
f
Ti ⅛⅛j,
um
r
I 闘 79) (W3]
[4⅛27)
&1
≥l ⅞ EL
⅛ 詐Γ
邑
b)件 2 图 7-4
δ
?θ≡ 'rΓΠ O ^LJ I H P
I -U
II<
—~ Ir
(■ ■ Ui
i I
I
^ JLL ■L —
yr
1
4XQ
图 7-50
技术要求: 】• 未注尺寸公差为 ITG 2. 锐边去毛刺。
22
Y
2XM12 6H I
KgX7⅞
§
Q
40 039
£
2X<M2H7" ^≡Γ
- 0.04 Ii ÷ 65
D
H
图 7-51
平铳刀
^ι5O,-2L5 Cι29.719-22.289 5:37
2^27.9 0:19 673 厂 22.649 F:-
Oo5
0 1 JI
T
67.8±0.03
120 €25
CO Vl Li
E0±003
SO
90 〔
O
41 0
技术要戎
I 未住履角≤ ^0,5mm 2 圆倒角处弋/ 345 钢调廣处理 180〜20(JHBW: 4, 未注公差按 ITIJ 标准执行
5, 表面不律瞌碰划伤.
,Γ≠⅛
8±0.03
R 二 O 05(6 处)
7
ZΞΞZL
*1
第五届河北省数控技能大赛
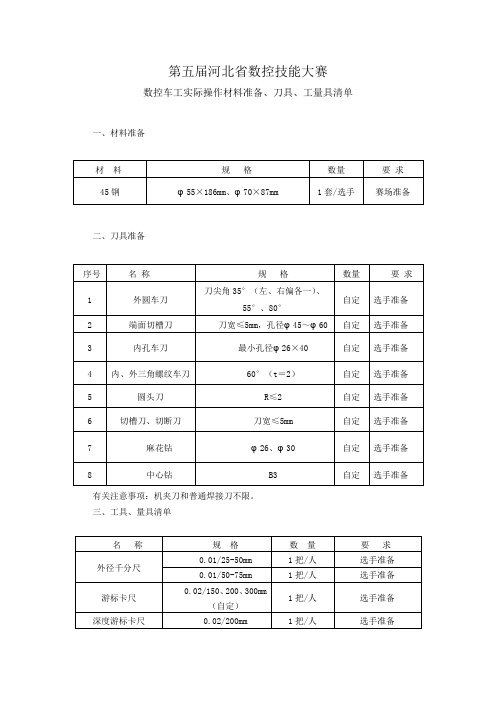
18-35mm、35-50mm
1套/人
选手准备
偏心垫片
e=1
1件/人
选手准备
角度样板
600
1件/人
选手准备
钢板尺
0.50/150mm
1件/人
选手准备
圆弧规
R1-7
1套/人
选手准备
垫刀片
自定
选手准备
铜棒、铜皮
自定
选手准备
工作服等劳保用品
1套/人
选手准备
螺纹塞规
M30×2-7H
3套
赛场准备
(选手可自带)
0.01/25-50mm
1把/人
选手准备
0.01/50-75mm
1把/人
选手准备
游标卡尺
0.02/150、200、300mm
(自定)
1把/人
选手准备
深度游标卡尺
0.02/200mm
1把/人
选手准备
万能角度尺
0.02/0°-320°mm
1把/人
选手准备
百分表和磁力表座
0.01/0-3mm
1套/人
选手准备
选手准备
3
内孔车刀
最小孔径φ26×40
自定
选手准备
4
内、外三角螺纹车刀
60°(t=2)
自定
选手准备
5
圆头刀
R≤2
自定
选手准备
6
切槽刀、切断刀
刀宽≤5mm
自定
选手准备
7
麻花钻
φ26、φ30
自定
选手准备
8
中心钻
B3
自定
选手准备
有关注意事项:机夹刀和普通焊接刀不限。
Z051赛项技术文件
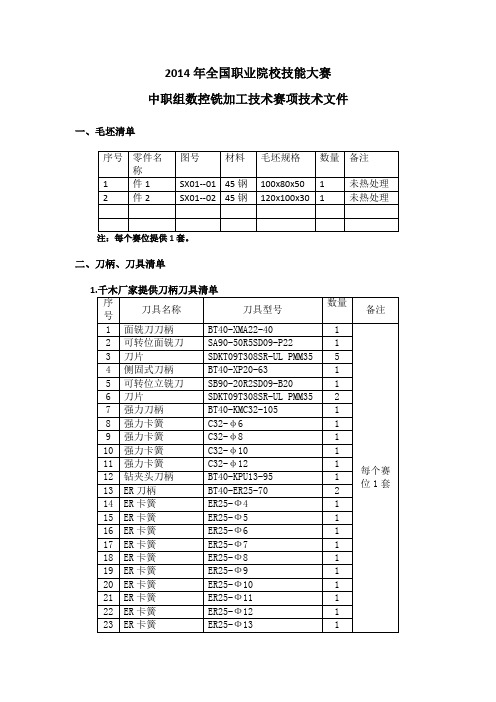
2014年全国职业院校技能大赛中职组数控铣加工技术赛项技术文件一、毛坯清单二、刀柄、刀具清单2.选手自带刀柄刀具1)自带巡边器及刀柄1套;精镗刀及刀柄1套。
2)选手自带刀具:直柄钻头∮5.0 ∮8.5 ∮5.9 ∮7.8 ∮9.8 ∮11.8 ∮14直柄铰刀∮6 ∮8 ∮10 ∮12丝锥M6 M10中心钻∮2精镗刀(加工范围∮24--∮31)倒角刀、铰杠等注:(1)厂家提供的刀具规格选手也可以自带,但要与所提供刀柄配套;(2)选手自带刀具数量不限。
三、工具、量具1. 赛场准备工具车、卸刀器,其它工具选手自带。
2. 赛场不提供量具,竞赛所用量具选手依据公布竞赛样题自备,种类数量不限。
注:选手自带工具箱应美观。
四、数控机床与夹具1.数控机床1)大连机床XD-40A数控铣床,配置华中世纪星HNC-22M 和广州数控GSK983Ma系统。
2)山东冠泓数控装备有限公司AVL—650数控铣床, 配置华中HNC-818B/M 系统。
3)每个赛位配置一台计算机(WIN7系统)及与机床用232串口进行数据通讯连接。
2.夹具附件1)赛场为数控铣机床提供机用平口钳,型号QB136。
精度:在100mm内测量长度上为0.03mm。
外形长、宽、高为387*166*114。
重量14KG。
此附件放置机床旁,由选手根据需要自行安装。
图如下:2)赛场同时提供图示蓝新特组合平口钳夹具,此组合夹具安装在工作台右侧,示意图如下:3)选手可以自带平口钳、平行垫铁、软钳口。
4)选手不允许携带二类工装夹具。
2014 年全国职业院校技能大赛中职组数控车加工技术赛项技术文件
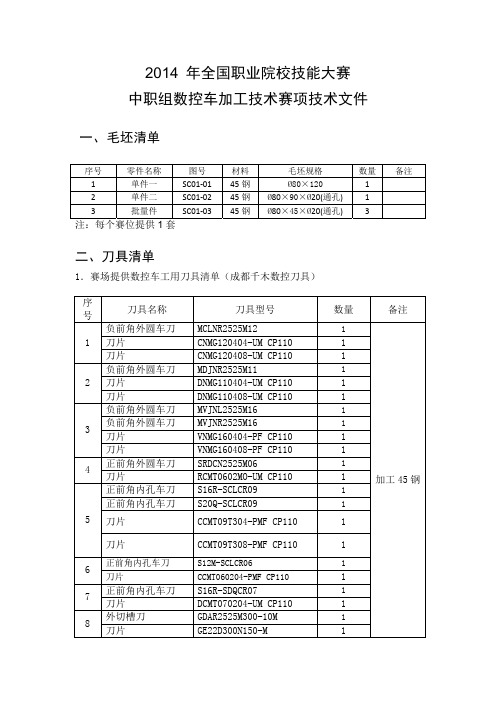
2.数控车床用夹具 1)赛场为数控车床提供手动三爪卡盘和相配套的硬爪,大连机床集团有限 公司 CKA6150 机床三爪卡盘的规格型号为瓦房店机床附件厂生产的方圆牌 K11250C/D8;山东冠泓数控装备有限公司 CK6150 机床三爪卡盘的规格型号为呼
和浩特机床附件厂 K11250/D8。 2)统一提供蓝新特五功能新型车床夹具,型号为 CDJ-345。 3)选手可自带相应开口夹套、偏心垫片和软爪(加工软爪夹持块自带,长
刀具型号
MCLNR2525M12 CNMG120404-UM CP110 CNMG120408-UM CP110 MDJNR2525M11 DNMG110404-UM CP110 DNMG110408-UM CP110 MVJNL2525M16 MVJNR2525M16 VNMG160404-PF CP110 VNMG160408-PF CP110 SRDCN2525M06 RCMT0602MO-UM CP110 S16R-SCLCR09 S20Q-SCLCR09
SER2525M16T 16ER AG60 CPS20
1
1
11
内螺纹车刀 刀片
SNR1620Q16 16NR AG60 CPS20
1
1
车用夹持座
ITIS25-32-90
4
夹套
RS32-16
2
12 夹套
RS32-20
3
夹套
RS32-12
1
变径套(车床用) M5-B18
1
13 钻头套(车床用) B18
1
2014 年全国职业院校技能大赛 中职组数控车加工技术赛项技术文件
一、 毛坯清单
序号
零件名称
图号
1
车工技能大赛图纸
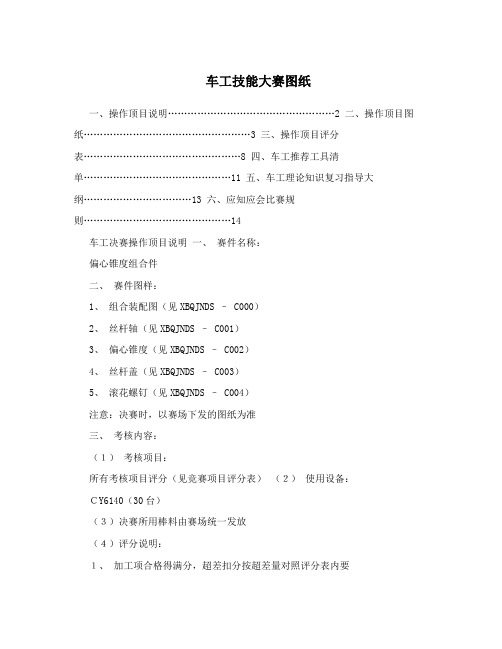
车工技能大赛图纸一、操作顶目说明...................................................2 二、操作顶目图纸...................................................3 三、操作顶目评分表................................................8 四、车工推荐工具清单.............................................11 五、车工理论知识复习指导大纲.................................13 六、应知应会比赛规则 (14)车工决赛操作顶目说明一、赛件名称:偏心锥度组合件二、赛件图样:1、组合装配图(见XBQJNDS – C000)2、丝杆轴(见XBQJNDS – C001)3、偏心锥度(见XBQJNDS – C002)4、丝杆盖(见XBQJNDS – C003)5、滚花螺钉(见XBQJNDS – C004)注意:决赛时,以赛场下发的图纸为准三、考核内容:(1)考核项目:所有考核项目评分(见竞赛项目评分表)(2)使用设备:CY6140(30台)(3)决赛所用棒料由赛场统一发放(4)评分说明:1、加工项合格得满分,超差扣分按超差量对照评分表内要求或等级进行。
2、装配项按评分表内要求评分3、评分表内未指定的尺寸和表面粗糙度达不到要求时,按表内规定的数值扣分。
4、未注公差尺寸按IT12级标准加工和检测,超差不得分。
2XBQJNDS - C000新北区五项技能大赛委员会XBQGNDS - C001XBQGNDS - C002XBQGNDS - C003 5h额定工时共5页第1页偏心锥度组合件XBQGNDS - C004日期制图数量件号零件名称材料图号设计校对45材料45丝杆轴11数量2偏心锥度145图号345丝杆盖1备注14滚花螺钉45 检验.4.未注尺寸公差按IT12加工,工;使用锉刀,砂布,油石修饰加具,定尺寸刀具,表面不允许3.加工时不允许使用偏心夹2.径向跳动取三个方向测量;1.总成后交监考验收;技术要求:3′12级加工锐棱倒钝 0.3x45?ITXBQJNDS - C001未注倒角 1x45?其余1. 锥角允差?43.末注公差按技术要求2. 梯形螺纹中径用三针测量新北区五项技能大赛委员会丝杠轴共5页第2页额定工时日期制图设计校对45材料数量图号1.61.6''4锐棱倒钝XBQJNDS - C002未注倒角 1x45? 其余新北区五项技能大赛委员会偏心锥套第3页共5页额定工时日期制图设计校对45材料数量1图号2、末注公差按75%>12级加工IT1、与件1接触面技术要求:545?X未注倒角 1其余XBQJNDS - C003丝杆盖额定工时共5页第4页日期制图设计校对45材料数量1图号新北区五项技能大赛委员会末注公差按IT12级加工技术要求:645?XXBQJNDS - C004未注倒角 1其余0.4~第5页共5页额定工时网纹 m0.3日期制图设计校对45材料数量1图号新北区五项技能大赛委员会滚花螺钉2、末注公差按IT12级加工1、网纹m0.3~0.4可用 P=1.2代替技术要求:7姓名考号开工时间单位停工时间件序考核项目检查结果配分评分标准号号25 组装成型能()不能()不能完成组装不得分01 10 157.5?0.2 mm 15 超差0.05以内扣5分 74.5 mm 超差0.05以内扣5分 0.1,2 ,0.053 0.5 mm 15 超差0.01以内扣5分 0总成,0.054 0.1 mm 15 超差0.01以内扣5分 05 0.05 A 20 ? 超差不得分06 4/2 超差不得分Ф44 mm Ra1.6 0.025,07 4/2 超差不得分Ф38 mm Ra1.6 0.039,,0.028 4/2 超差不得分Ф20 mm Ra1.6 ,0.03309 ,36 mm Ra3.2 2/2 超差不得分 0.375,,0.11810 10/8 超差不得分Ф33 mm Ra1.6 ,0.453011 2/1 ,29 mm Ra3.2 超差不得分件0.537,112 4 40?0.025 mm 超差不得分 13 4 6?0.025 mm 超差不得分014 50 mm 4 超差不得分 0.20,15 A-B ◎ Ф0.02 8 超差0.01扣4分16 ? 0.02 8 超差0.01扣4分17 8/3 锥度1:5?4ˊ Ra1.6 超差2ˊ扣4分 18 8 M12螺纹配作间隙不大于0.10 mm 优,良,中、差每降一级扣2分19 2 Ф29 mm 超差不得分 20 4 26 mm 、 3 mm 超差不得分 21 146 mm 2 超差不得分22 0Ф 8/4 超差不得分 44 mm Ra1.6 件0.025,2,0.02523 8/4 超差不得分Ф34 mm Ra1.6 08件序考核项目检查结果配分评分标准,0.021 8/4 超差不得分 20 mmRa1.6 号号 024 25 63?0.025 mm 8 超差不得分Ф,0.0526 10 mm 6 超差不得分 0锥度1:5配作接触面积大于75% 27 15/5 接触面积达: % 超差不得分件Ra1.6 228 15 e=2?0.02 mm 超差0.01扣5分29 0.025 15 ? 超差0.01扣5分030 12/6 超差不得分Ф44 mm Ra1.6 0.025,,0.02531 12/6 超差不得分Ф34 mm Ra1.6 ,0.041,0.02132 12/6 超差不得分Ф20 mm Ra1.6 033 8 15?0.05 mm 超差不得分件334 e=2?0.02 mm 20 超差0.01扣10分 35 5 mm 2 超差不得分36 4 1×45? 4处不符合要求不得分37 0.03 12 ? 超差0.01扣6分 38 25/10 M12—5g6g Ra1.6 超差不得分 39 10 Ф36 mm 超差不得分 40 28 mm 10 超差不得分件41 9 mm 10 超差不得分 4花纹:饱满, 42 25 网纹m0.3~0.4 每降一级扣10分不饱满,乱纹43 5×1.3 mm 4 不符合要求不得分44 6 1×45?二处不符合要求不得分9姓名考号单位序号考件名称得分系数实际成绩备注 1 0.25 总成2 0.3 丝杆轴3 偏心锥套 0.24 0.12 丝杆盖5 0.08 螺钉6 考前准备 0.057 实际总分评分人:年月日核分人:年月日10序号名称型号与规格单位数量备注1 外径千分尺0~25mm(0.01)把 1 1 操作设备 CY6140型普通车床台1 外径千分尺25~50 mm(0.01)把游标卡尺0~200 mm(0.02)把 11 深度游标卡尺0~200 mm(0.02)把1 内径百分表18~35 mm(0.01)套1 万能角度尺0~320?(2?)套检1 公法线千分尺0~25 mm(0.01)把测公法线千分尺25~50 mm(0.01)把 1 量 2 1 量针Ф3.108 mm 付具1 量针Ф1.009mm 付1 百分表0~10mm 只1 磁性表座套塞尺0.02~1mm 把 11 杠杆百分表(0.01)只90º车刀把自定45º车刀把自定切槽刀4×20mm 把自定切断刀5×30mm 把自定内孔车刀Ф20×55 把自定刀3 内孔车刀Ф20×20 把自定内孔车刀Ф28×45 把自定外三角形螺纹车刀 6mm 把自定具外梯形螺纹车刀P=6 mm、Ψ=13.2º、左把自定麻花钻Ф10.2 mm 、Ф18mm 、Ф28mm 支各11 网纹滚花刀 m=0.3~0.4或P=1.2 把1 中心钻 A3.15mm 支11序号名称型号与规格单位数量备注 C型套只自定辅偏心垫片 e=2mm 块自定助夹鸡心夹头Ф45 mm 只自定 4 具1 自车固定顶尖Ф35×60 mm 个#1 活动顶尖 5莫氏只活动扳手把自定螺丝刀(一字)把自定1 三角锉刀把通 #钻夹头Ф1~13mm 51 莫氏只用 5 1 毛刷把工 1 铁钩把具刀垫块自定红丹粉自定铜皮条自定油枪只 1Ф50×145 mm 段 1 备6料Ф50×125 mm 段 1计算器等自定其 7它劳动防护用品自定12新北区首届制造业五项技能竞赛车工理论知识复习指导大纲一、命题标准本次大赛理论试题依据劳动和社会保障部制定的《国家职业标准》中的车工高级工标准制定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,通系电1,力过根保管据护线生高0不产中仅工资2艺料22高试2可中卷以资配解料置决试技吊卷术顶要是层求指配,机置对组不电在规气进范设行高备继中进电资行保料空护试载高卷与中问带资题负料2荷试2,下卷而高总且中体可资配保料置障试时2卷,32调需3各控要类试在管验最路;大习对限题设度到备内位进来。行确在调保管整机路使组敷其高设在中过正资程常料1工试中况卷,下安要与全加过,强度并看工且25作尽52下可22都能护可地1关以缩于正小管常故路工障高作高中;中资对资料于料试继试卷电卷连保破接护坏管进范口行围处整,理核或高对者中定对资值某料,些试审异卷核常弯与高扁校中度对资固图料定纸试盒,卷位编工置写况.复进保杂行护设自层备动防与处腐装理跨置,接高尤地中其线资要弯料避曲试免半卷错径调误标试高方中等案资,,料要编试求5写、卷技重电保术要气护交设设装底备备置。4高调、动管中试电作线资高气,敷料中课并设3试资件且、技卷料中拒管术试试调绝路中验卷试动敷包方技作设含案术,技线以来术槽及避、系免管统不架启必等动要多方高项案中方;资式对料,整试为套卷解启突决动然高过停中程机语中。文高因电中此气资,课料试装等工置问作调题并试,且技合进术理行,利过要用关求管运电线行力敷高保设中护技资装术料置。试做线卷到缆技准敷术确设指灵原导活则。。:对对在于于分调差线试动盒过保处程护,中装当高置不中高同资中电料资压试料回卷试路技卷交术调叉问试时题技,,术应作是采为指用调发金试电属人机隔员一板,变进需压行要器隔在组开事在处前发理掌生;握内同图部一纸故线资障槽料时内、,设需强备要电制进回造行路厂外须家部同出电时具源切高高断中中习资资题料料电试试源卷卷,试切线验除缆报从敷告而设与采完相用毕关高,技中要术资进资料行料试检,卷查并主和且要检了保测解护处现装理场置。设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
电:三相电源380V,100 kw,二相电源:5 kw 水:清洁用水 电缆:电缆能有效隐藏或处理,确保安全 污染:噪音60—70分贝/(单机,2m距离),少量的油污和振动 2.材 料准备
名称 45 45 45
规格 160mm×160mm×35mm 08mm×75mm×35mm
φ80mm×70mm
数量 2件/选手 1件/选手 1件/选手
要求 赛场准备 赛场准备 赛场准备
45
45
4.刀柄、工具准备
名称
钻夹头及刀柄 φ1 mm -φ13mm
无扁尾莫氏锥孔 刀柄
弹簧夹头刀柄(配 弹簧套)
强力刀柄(配弹簧 套)
端铣刀刀柄(配端 铣刀)
活扳手
平口钳
卸刀座
检验平台
精密等高垫块
冷却液
铁屑钩 毛刷
清洁工具及棉纱
2
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,通系电1,力过根保管据护线生高0不产中仅工资2艺料22高试2可中卷以资配解料置决试技吊卷术顶要是层求指配,机置对组不电在规气进范设行高备继中进电资行保料空护试载高卷与中问带资题负料2荷试2,下卷而高总且中体可资配保料置障试时2卷,32调需3各控要类试在管验最路;大习对限题设度到备内位进来。行确在调保管整机路使组敷其高设在中过正资程常料1工试中况卷,下安要与全加过,强度并看工且25作尽52下可22都能护可地1关以缩于正小管常故路工障高作高中;中资对资料于料试继试卷电卷连保破接护坏管进范口行围处整,理核或高对者中定对资值某料,些试审异卷核常弯与高扁校中度对资固图料定纸试盒,卷位编工置写况.复进保杂行护设自层备动防与处腐装理跨置,接高尤地中其线资要弯料避曲试免半卷错径调误标试高方中等案资,,料要编试求5写、卷技重电保术要气护交设设装底备备置。4高调、动管中试电作线资高气,敷料中课并设3试资件且、技卷料中拒管术试试调绝路中验卷试动敷包方技作设含案术,技线以来术槽及避、系免管统不架启必等动要多方高项案中方;资式对料,整试为套卷解启突决动然高过停中程机语中。文高因电中此气资,课料电件试力中卷高管电中壁气资薄设料、备试接进卷口行保不调护严试装等工置问作调题并试,且技合进术理行,利过要用关求管运电线行力敷高保设中护技资装术料置。试做线卷到缆技准敷术确设指灵原导活则。。:对对在于于分调差线试动盒过保处程护,中装当高置不中高同资中电料资压试料回卷试路技卷交术调叉问试时题技,,术应作是采为指用调发金试电属人机隔员一板,变进需压行要器隔在组开事在处前发理掌生;握内同图部一纸故线资障槽料时内、,设需强备要电制进回造行路厂外须家部同出电时具源切高高断中中习资资题料料电试试源卷卷,试切线验除缆报从敷告而设与采完相用毕关高,技中要术资进资料行料试检,卷查并主和且要检了保测解护处现装理场置。设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
2011 年河北省中等职业学校学生技能比赛
数控车工/加工中心技能竞赛技术文件
(团 体 赛)
2011 年河北省中等职业学校学生技能比赛
数控车工/加工中心操作技能竞赛场地、设备、刀具、工量 具 清单
一、竞赛场地、设备、工具、量具及刀具准备 1.竞赛场地 (1)竞赛地点:石家庄职教中心 (2)考场面积:每位选手一般不少于10m2;每个操作工位不少于6m2。 (3)每个工位应标明工位编号。 (4)每个工位配有约0.6平方米的台面供选手书写、摆放工、量、刃具用。 (5)安全通道宽度不小于2m。 (6)考场电源功率必须能够满足所有设备正常启动工作。 (7)考场应配有相应数量的清洁工具。 (8)每个赛场应为本赛场的每个选手提供一套竞赛设备,并有一定数量备 用 设备。 (9)场地条件
φ60mm×50mm
φ65mm×135mm
型号(规格)
莫氏2# φ6 mm –φ16 mm φ6 mm –φ16 mm φ63mm或φ80mm
12″
200
BT40
1级
400m m
1″
二、命题原则 为了“公平、公正,竞赛图纸和评分标准由比赛命题组共同讨论、确定。
附件二 2008年全国高职院校数控加工与装配竞赛试题