碱回收系统降低绿泥残碱的实践
碱回收技术

碱回收技术嘿,朋友们!今天咱来聊聊碱回收技术。
这玩意儿可厉害啦,就好比是一位神奇的魔法师,能把那些看起来没啥用的东西变得超级有价值!你想想看啊,在很多工业生产过程中,会产生大量含有碱的废水或者废渣,要是就这么随随便便扔掉,那多可惜啊,还污染环境呢!但是有了碱回收技术,嘿,情况就完全不一样啦!它能把这些碱给提取出来,重新加以利用,这不是变废为宝是什么?碱回收技术就像是一个勤劳的小蜜蜂,默默地工作着,为我们的环境和资源做出巨大的贡献。
它把那些原本可能被浪费掉的碱收集起来,经过一系列的处理和转化,让它们重新焕发出光芒。
这就好像是你有一堆旧玩具,你觉得它们没啥用了,但是突然有一天,有人告诉你可以把它们改装成超级酷炫的新玩具,你说惊不惊喜?而且啊,碱回收技术可不仅仅是节约资源这么简单哦!它还能减少环境污染呢!那些含有碱的废水要是直接排放到大自然中,那对生态环境的破坏可大了去了。
但是有了碱回收,就相当于给这些废水加上了一道过滤网,把有害的部分给过滤掉,只留下对环境友好的部分。
这就好比是给大自然洗了一个干净清爽的澡,让它变得更加健康美丽。
再来说说碱回收技术的应用范围吧,那可真是广泛得很呐!造纸行业就是一个典型的例子。
在造纸过程中,会用到大量的碱,同时也会产生很多含有碱的废水。
如果没有碱回收技术,这些废水的处理可就是个大难题。
但是有了它,不仅解决了废水问题,还让纸厂节省了不少成本呢!你说妙不妙?还有化工行业、纺织行业等等,都能从碱回收技术中受益。
这就像是给这些行业配备了一把万能钥匙,能打开资源节约和环境保护的大门。
咱可不能小瞧了碱回收技术啊,它虽然看起来不那么起眼,但是却在默默地为我们的生活和环境做出巨大的贡献。
它就像是一个隐藏在幕后的英雄,不声不响地守护着我们的地球家园。
所以啊,我们要好好重视碱回收技术,让它发挥出更大的作用。
我们每个人也都应该从自己做起,节约用水、减少污染,为保护我们的环境出一份力。
难道我们不应该这样做吗?。
碱减量处理

碱减量处理碱减量处理是一种常见的环境保护技术,它通过减少或中和废水中的碱性物质,以达到净化水质的目的。
本文将对碱减量处理的原理、方法和应用进行详细介绍。
一、碱减量处理的原理碱减量处理是指通过添加酸性物质或其他中和剂,使废水中的碱性物质发生中和反应,将其转化为中性或酸性物质,从而达到净化水质的目的。
这是一种常见的废水处理方法,适用于许多行业,如化工、制药、电镀等。
碱减量处理的原理是基于酸碱中和反应。
废水中的碱性物质通常是由氢氧化物、碳酸盐等产生的,它们使水呈碱性。
通过向废水中添加酸性物质,如硫酸、盐酸等,可以使废水中的碱性物质与酸性物质发生中和反应,生成盐和水。
这样,废水的碱性得到降低,水质得到净化。
碱减量处理的方法有多种,常见的包括酸碱中和法、气体中和法和沉淀法等。
1. 酸碱中和法:这是一种常用的碱减量处理方法。
通过向废水中添加酸性物质,使废水中的碱性物质与酸性物质发生中和反应,生成盐和水。
这种方法适用于废水中碱性物质含量较低的情况。
2. 气体中和法:这种方法是通过将酸性气体通入废水中,使酸性气体与废水中的碱性物质发生反应,达到净化水质的目的。
这种方法适用于废水中碱性物质含量较高的情况。
3. 沉淀法:这是一种通过添加沉淀剂,使废水中的碱性物质与沉淀剂发生反应,生成沉淀物的方法。
沉淀物可以被分离出来,从而达到净化水质的目的。
三、碱减量处理的应用碱减量处理广泛应用于各个行业的废水处理过程中,具有重要的环境保护意义。
1. 化工行业:化工生产过程中会产生大量含碱性物质的废水,通过碱减量处理可以将其净化,达到环境排放标准。
2. 制药行业:制药过程中会产生一些碱性的废水,通过碱减量处理可以将其中和,减少对环境的污染。
3. 电镀行业:电镀过程中产生的废水通常含有一定的碱性物质,通过碱减量处理可以将其净化,避免对环境造成影响。
4. 食品行业:食品生产过程中会产生一些碱性的废水,通过碱减量处理可以将其中和,减少对环境的污染。
碱回收车间节能降耗措施方案
标题:碱回收车间节能降耗措施方案一、前言为了响应国家节能减排的号召,提高企业的经济效益和市场竞争力,我们计划对碱回收车间进行节能降耗的改造。
通过实施一系列的节能措施,降低生产过程中的能源消耗,减少成本,同时减少对环境的影响,实现可持续发展。
二、目标1. 节能目标:在现有基础上,降低至少10%的能源消耗。
2. 减排目标:减少至少10%的废弃物排放。
3. 提高生产效率:优化生产流程,提高生产效率至少10%。
三、措施方案1. 设备更新改造:a. 更换高效率的电机和泵,减少能源浪费。
b. 对现有设备进行维护和保养,确保其高效运行。
2. 过程优化:a. 优化生产流程,减少不必要的步骤和等待时间。
b. 提高设备开机率,减少空运行时间。
3. 能源回收利用:a. 建立能源回收系统,如热能、水能的回收利用。
b. 对废气和废水进行处理,回收其中的有价值物质。
4. 节能技术的应用:a. 引入先进的节能技术,如变频调速、高效节能灯具等。
b. 利用信息化技术,对生产过程进行实时监控和管理,发现和解决能源浪费问题。
5. 员工培训:a. 对员工进行节能意识和技能的培训,提高他们的节能意识和操作技能。
b. 建立激励机制,鼓励员工提出节能建议和实施节能措施。
四、实施计划1. 设备更新改造:预计投资50万元,分两年完成。
2. 过程优化:预计一年内完成。
3. 能源回收利用:预计投资30万元,分两年完成。
4. 节能技术的应用:预计投资20万元,一年内完成。
5. 员工培训:预计投资10万元,一年内完成。
五、预期效益1. 节能降耗:预计每年可节省能源费用100万元。
2. 减排:预计每年可减少废弃物排放500吨。
3. 提高生产效率:预计每年可提高生产效率10%,增加产值500万元。
六、风险评估1. 设备更新改造的风险:可能面临设备兼容性问题和维修保养的风险。
2. 过程优化的风险:可能面临生产流程调整和员工适应的风险。
3. 能源回收利用的风险:可能面临技术实施困难和运行维护的风险。
碱回收绿液除硅及应用的研究
碱回收绿液除硅及应用的研究张小红【摘要】研究了二氧化碳(CO2)法绿液除硅工艺以及除硅后的白泥应用效果.结果表明,将绿液澄清,控制总悬浮物(TSS)为60 mg/L以下,CO2法绿液除硅的优化工艺条件为:CO2气体流量0.5~1 L/min,反应温度70~90℃,pH值控制在9.8 ~10.2,硫酸铝加入量1.5 g/L.在优化工艺条件下,绿液硅含量从CO2处理前的2.98%降至处理后的0.12%,除硅率可达96%.绿液钠含量(总碱)从除硅前的4.70%降至除硅后的4.56%,说明在保证绿液中主要成分钠含量基本不变的情况下,达到了很好的除硅效果.CO2绿液除硅工艺简单,除硅率高,苛化后的白泥基本不含硅,产生的白泥容易洗涤,残碱量低,提高了白泥的品质.除硅后制得的白泥碳酸钙加填纸的施胶性能、强度指标等与商品PCC(沉淀碳酸钙)加填纸很接近,完全可以替代商品PCC用于纸张加填.【期刊名称】《中国造纸》【年(卷),期】2018(037)010【总页数】6页(P33-38)【关键词】CO2法绿液除硅;降低残碱;提高洗涤;白泥碳酸钙产品【作者】张小红【作者单位】珉泰克耐火材料系统(苏州)有限公司,江苏苏州,215126【正文语种】中文【中图分类】TS75碱回收系统是碱法制浆过程中不可或缺的重要组成部分,是降低生产成本和减轻环境污染的关键手段[1],而硅干扰一直以来是碱回收系统的一个棘手问题。
目前来说,硅主要有2种来源:一是来源于非木材纤维浆原料,大多数非木材纤维含硅量较高,在蒸煮过程中,纤维中部分硅化物以硅酸钠的形式溶解于碱性溶液中。
二是有些制浆(如PAMP)碱回收工艺中会存在2%~3%的硅酸钠稳定剂,黑液燃烧后生成的熔融物溶于水中形成绿液,在绿液中二氧化硅以硅酸钠形式存在。
绿液苛化时,硅酸钠遇氢氧化钙形成的硅酸钙是一种混合在白泥中的胶状絮体,导致白泥洗涤困难,白泥残碱量高,碱流失大。
绿液中硅含量大小直接影响苛化白泥产品碳酸钙的质量和碱回收率。
碱回收重要性分析报告
碱回收重要性分析报告碱是一种重要的化学物质,在许多工业生产过程中都有广泛的应用。
然而,随着工业化的发展,大量的碱排放给环境带来了严重的污染问题。
碱回收的重要性在于有效地减少环境污染,节约资源,并提高企业的经济效益。
首先,碱回收可以显著减少环境污染。
碱的大量排放会对水体造成污染,降低水体的水质,对水生生物产生严重影响。
此外,碱的排放还会带来大气污染问题,对空气质量造成一定的影响。
碱回收可以有效地减少这些污染物的排放量,保护环境资源,维护生态平衡。
其次,碱回收可以节约资源。
回收并再利用废碱,可以减少对原材料的需求,降低生产成本。
定期清理废碱的处理设施和及时回收碱液,可以节约大量的电力和水资源。
此外,回收的碱液还可以继续用于生产,提高生产效率,达到资源的最大化利用。
另外,碱回收对于企业的经济效益也十分重要。
废碱的回收可以降低废物处理的成本,并获得额外的收入来源。
通过建立碱回收系统,企业可以将废碱转化为可销售的再生碱产品,提高企业的利润。
此外,碱回收还可以提高生产效率,减少原材料的消耗,缩短生产周期,提高产品质量,增加企业的竞争力。
在进行碱回收时,需要注意的是技术的可行性和经济性。
应该选择适合的碱回收技术和设备,确保回收效果和经济效益的兼顾。
同时,建立监控和管理系统,确保碱回收过程的安全稳定运行,同时加强废物处理的合规性,保护环境和人类健康。
综上所述,碱回收在减少环境污染、节约资源和提高经济效益方面都具有重要的意义。
通过适当的碱回收措施,我们可以有效地减少碱的排放,降低环境污染,保护生态环境。
与此同时,碱回收还可以节约资源,提高企业的经济效益。
因此,建立和完善碱回收机制,实施碱回收措施对于企业和社会的可持续发展至关重要。
碱回收项目建议书
碱回收项目建议书
背景介绍:
碱是一种重要的化工原料,广泛应用于玻璃制造、造纸、皂类
生产等行业。
然而,大量的碱废液被直接排放到环境中,导致了严
重的环境污染和资源浪费。
因此,开展碱回收项目具有重要的意义。
项目目标:
本项目旨在建立一套完整的碱回收系统,通过技术手段将废弃
的碱废液进行处理和回收,减少对环境的污染,实现资源的循环利用,提高碱产品的利用率。
项目内容:
1. 碱废液处理设备的引进,引进先进的碱废液处理设备,包括
碱废液收集系统、中和处理设备、蒸发结晶设备等,以确保碱废液
的有效处理和回收。
2. 碱回收工艺的研究和开发,针对不同类型的碱废液,开展碱
回收工艺的研究和开发,提高碱回收率和产品质量。
3. 碱回收系统的建设和运营,建设完善的碱回收系统,并进行系统的运营管理,确保碱废液的有效回收和利用。
项目效益:
1. 环境效益,减少碱废液对环境的污染,改善周边地区的生态环境。
2. 资源效益,实现碱产品的循环利用,节约资源消耗,降低生产成本。
3. 经济效益,提高碱产品的利用率,增加企业的经济收益。
项目预算:
本项目预计总投资为XXX万元,其中包括设备采购费用、工艺研发费用、系统建设费用等。
项目建设周期为XX个月,预计可在X 年内实现投资回收。
建议书结语:
碱回收项目对于改善环境、提高资源利用率和促进经济发展具有重要的意义。
我们诚挚地希望相关部门能够支持和重视本项目,共同推动碱回收工作的开展,为建设资源节约型社会和美丽中国做出贡献。
感谢您的关注和支持!。
碱回收系统降低绿泥残碱的实践
因为转鼓喷淋洗涤已无价值可言 , 因而 , 只有把 “二次洗涤”的位置选择在绿泥下网 后 。首先选择的是 “中间槽” 绿泥下网后 直接进入 。试验中发现 : 绿泥在 “中间槽”中 虽有大量洗涤水进入 , 但因其粘度太大 , 搅拌 混合仍不充分 , 堵塞输送管道和泵的现象十分 严重 。
表 2 美 D —r 预挂式白泥过滤机参数表
参数 型 号 过滤面积 转鼓尺寸 转鼓转数 转鼓滤网
机型
美 D —r 预挂机
D —r 预挂式 18166m2
: 21438m ×L : 21438m 1~3r/ min
1300g/ m2 纸机下网毛布
改造前绿泥过滤系统工艺流程如下所示 :
2 绿泥过滤系统的改造尝试
如何使老式 、低效的白泥过滤机应用于绿 泥过滤系统 , 最大限度地发挥其固有潜能 ; 同 时 , 工艺上如何改造以弥补系统设计上的不 足 , 满足绿泥下料的质量要求 ? 碱回收厂的工 程技术人员为此作了大量的改造尝试 。 211 改造设计思想的提出
在绿泥过滤系统工作效率低下这一技术问 题上找到了原因 , 但对如何解决这一技术问题 则有着不同的思路与方法 。如果重新设计系
5012 5217 55~60
—
到大幅度下降 。以日产纸量 500t 计 , 每日节 碱约 115t , 减少绿泥排放量约 10t 。
4 结语
为了减少绿泥排放 、降低绿泥残碱 , 提高 碱回收率 、获得经济和环保双重效益 。佳木斯 造纸股份有限公司碱回收厂的工程技术人员对 绿泥洗涤 、浓缩 、排放系统进行了大胆地改造 尝试 。但如何使该系统进一步完善 、优化则仍 需大家去共同努力 、探讨 。
碱回收项目建议书
碱回收项目建议书
尊敬的领导:
我们认为在当前环境保护和资源利用的大背景下,开展碱回收项目对于企业的可持续发展和社会责任具有重要意义。
因此,我们向贵公司提出以下建议:
1. 碱回收项目的必要性,随着工业化进程的加快和人们生活水平的提高,碱类化学品的使用量逐渐增加。
而大量的废碱处理不当会对环境造成严重污染,影响生态平衡。
因此,开展碱回收项目可以减少废碱对环境的污染,实现资源的再利用。
2. 碱回收项目的可行性,通过对市场调研和技术分析,我们发现碱回收项目在技术上是可行的,而且市场需求也十分旺盛。
目前国内外已有不少企业成功开展了碱回收项目,并取得了良好的经济效益和社会效益。
3. 碱回收项目的益处,开展碱回收项目不仅可以减少企业的生产成本,提高企业的竞争力,还可以减少废碱对环境的污染,改善生态环境,提升企业的社会形象,符合国家环保政策和法规要求。
基于以上理由,我们建议贵公司积极开展碱回收项目,通过技术改造和市场拓展,实现废碱资源化利用,为企业的可持续发展和社会的可持续发展做出积极贡献。
谢谢!。
碱回收项目建议书

碱回收项目建议书尊敬的领导/相关部门:我写此建议书,旨在向您提出一个关于碱回收项目的建议。
碱是一种重要的化学物质,在许多工业和生产过程中被广泛使用。
然而,由于过去的碱废弃物处理方式不够环保和经济,导致了环境污染和资源浪费的问题。
因此,我建议我们开展碱回收项目,以有效解决这些问题。
一、项目背景与目标。
目前,大部分工业企业在使用碱后,将废弃的碱直接排放或以低效的方式处理,这不仅对环境造成了污染,还浪费了宝贵的资源。
碱回收项目的目标是通过建立高效的碱回收系统,将废弃的碱进行回收利用,减少环境污染并节约资源。
二、项目内容与计划。
1. 建立碱回收系统,通过引进先进的碱回收技术,建立一个高效的碱回收系统,能够将废弃的碱进行回收利用。
该系统应包括碱废液的收集、处理、提纯和再利用等环节。
2. 技术研发与创新,投入资金和人力资源进行碱回收技术的研发与创新,提高碱回收效率和质量。
同时,与科研院所、高校等合作,共同推动碱回收技术的进步和应用。
3. 宣传与培训,开展碱回收项目的宣传活动,提高企业和公众对碱回收的认识和重视程度。
同时,组织相关培训,提高从业人员的碱回收技术水平和环保意识。
4. 法规与政策支持,加强与相关部门的合作,制定和完善碱回收的法规和政策,为碱回收项目提供良好的政策环境和法律保障。
三、预期效益。
1. 环境效益,通过碱回收项目,可以有效减少碱废弃物的排放,降低对环境的污染程度。
同时,减少对自然资源的消耗,实现循环利用,推动绿色发展。
2. 经济效益,碱回收项目可以节约企业的原材料成本,并提高生产效率。
此外,碱回收技术的研发和应用也将为相关企业带来新的商机和竞争优势。
3. 社会效益,碱回收项目的实施将提升企业的社会责任感和形象,树立企业良好的环保形象。
同时,通过宣传和培训,提高公众对环保的认识和参与度,推动整个社会的可持续发展。
四、项目实施方案。
1. 确定负责人和项目团队,明确各个环节的责任和任务。
2. 制定详细的项目计划和时间表,确保项目进展顺利。
化学机械浆碱回收苛化绿泥的压榨处理
稀白液 灰渣
清绿液
真空过滤机 白泥
压力过滤机
消化器 乳液
苛化器
绿泥 石灰
图 1 化机浆碱回收生产工艺流程图 Fig. 1 Process flow chart of chemical mechanical pulp alkali recovery
2 绿泥的压榨处理
600
2. 1 绿泥的特性 由于碱回收过程中产生的绿泥本身独特的性质,
绿泥是制浆造纸企业碱回收苛化工段绿液分离出 来 的 物 质 , 其 成 分 复 杂 , 主 要 含 有 Ca、 Na、 Mg、 Mn、Si、Fe 等金属的氧化物和游离碳等[1]。目前绿泥 的主要处理方法是填埋,对环境污染大、成本高。随 着我国环保法规的逐步建立健全,以及国民环保意识 的普遍提高,科学控制污染物的排放、减少污染物负 荷[2],将绿泥有效回收利用,减少固废外排甚至达到固 废零排放,成为了制浆造纸企业十分重要且迫切的工作。
与白泥或水处理过程的污泥相比,其成分更加复杂, 残碱高、黏度大、脱水性差。将 APMP 绿泥命名为绿 泥 A,硫酸盐法制浆绿泥命名为绿泥 B,表 1 为 2 种 制浆方法原始绿泥的参数对比,表 2 为 2 种制浆方法 绿泥成分的对比。从表 1 和表 2 可以看出,APMP 废 液的碱回收系统产生的绿泥,硅含量更高、黏度更 大,且含水率高,较硫酸盐法制浆的碱回收绿泥更难 处理。图 2 为 2 种绿泥在不同浓度下的黏度对比。从 图 2 可以看出,APMP 绿泥浓度达到 15% 以上时,其 黏度急剧上升,明显高于硫酸盐法制浆的绿泥。
·苛化绿泥压榨·
高得率浆·环保
化学机械浆碱回山东济宁,272100)
作者简介:何贯洲先生, 助理工程师;主要从事 制浆碱回收生产技术 工作。
探析碱回收炉烟气消白研究及工程实践
探析碱回收炉烟气消白研究及工程实践碱回收炉是一种重要的工业设备,用于回收工业生产过程中生成的碱性废气,并将其转化为可再利用的化学品。
在碱回收炉的运行过程中,烟气消白是一个关键的环节,它涉及到烟气中的颗粒物和污染物的去除,对环境保护和生产效率都有着重要的意义。
对碱回收炉烟气消白的研究及工程实践具有重要的价值。
碱回收炉烟气消白研究的重要性作为现代工业生产的重要环节之一,碱回收炉在化工、冶金、电力等领域都有着广泛的应用。
由于炉内燃烧产生的烟气具有高温、高湿度、高浓度等特点,烟气中可能包含大量的颗粒物和有害物质,如果直接排放到大气中,将会对环境造成污染,对人体健康也会产生不利影响。
为了达到环保要求和提高生产效率的目的,对碱回收炉烟气中颗粒物和污染物的去除技术进行研究,是一项非常重要的工作。
通过对烟气消白技术的研究,可以有效地减少烟气的排放量,降低环境污染,提高资源利用率,实现环境保护与经济效益的双赢。
碱回收炉烟气消白的研究内容主要包括:烟气中颗粒物和污染物的组成分析、烟气处理技术的选择和优化、烟气处理设备的设计和改进等方面。
烟气中颗粒物和污染物的组成分析是研究的第一步,通过对烟气成分的分析,可以确定需要去除的主要污染物种类和浓度,为后续的烟气处理工作提供依据。
在烟气处理技术的选择和优化方面,需要根据烟气的成分特点和处理要求,选择合适的烟气处理技术,比如干法除尘、湿法除尘、电除尘、化学吸收等技术,对烟气中的颗粒物和污染物进行有效的去除。
需要对这些技术进行优化和改进,以提高去除效率和降低能耗。
烟气处理设备的设计和改进是研究的重点之一,包括烟气处理设备的选型、结构设计、运行参数的优化等方面,需要充分考虑设备的稳定性、可靠性和经济性,以确保烟气处理系统能够长期稳定地运行。
碱回收炉烟气消白的工程实践是对研究成果的应用和验证,通过对不同项目的实际工程实践,可以验证不同的烟气处理技术和设备,在实际工业生产中的适用性和效果。
碱回收项目建议书
碱回收项目建议书
背景介绍:
碱是一种重要的化工原料,广泛应用于玻璃、肥皂、纺织、造
纸等行业。
然而,传统的碱生产过程中会产生大量的废碱,严重污
染环境。
为了解决这一问题,我们提出了碱回收项目建议。
项目目标:
本项目旨在利用先进的碱回收技术,将废碱进行有效回收和再
利用,减少对环境的污染,提高碱的利用率,实现资源的循环利用。
项目内容:
1. 技术改造,引进先进的碱回收设备和技术,对现有生产线进
行改造升级,实现废碱的高效回收和再利用。
2. 环保措施,加强废碱处理环节的环保措施,减少废气、废水
的排放,确保生产过程符合环保要求。
3. 资源利用,将回收的碱产品用于生产,降低原料成本,提高产品质量,提高企业竞争力。
项目效益:
1. 环保效益,减少废碱对环境的污染,改善周边环境质量,提升企业形象。
2. 经济效益,降低原料采购成本,提高产品利润率,增加企业盈利能力。
3. 社会效益,为社会创造就业机会,促进当地经济发展,为可持续发展做出贡献。
项目实施计划:
1. 确定项目实施方案,制定详细的施工计划和时间表。
2. 落实项目资金,确保项目顺利实施。
3. 加强对员工的技术培训,提高员工的技术水平和环保意识。
4. 完善项目监督管理机制,确保项目按时、按质完成。
结语:
碱回收项目是一项具有重要意义的环保项目,不仅可以减少废碱对环境的污染,还可以提高企业的经济效益和社会效益。
希望相关部门能够支持和关注该项目,共同推动碱回收技术的应用,共同为环保事业做出贡献。
碱回收苛化工段工艺规程
碱回收苛化工段工艺规程一、生产目的黑液燃烧后的溶融物溶于温水或稀白液中,形成绿液。
苛化就是把绿液与石灰进行反应,对蒸煮不起活性作用的碳酸钠转变成氢氧化钠,反应后生产的浓白液送化浆车间作为蒸煮药液,稀白液送燃烧工段,反应生成的沉渣~白泥,经过过滤澄清,去除残碱后运出厂外。
经过苛化,使蒸煮用碱达到大部分回收,降低生产成本,减轻环境污染,节约工业用碱,从而达到生产的目的。
二、原材料质量标准苛化工段的主要原料是石灰和燃烧工段送来的绿液。
绿液浓度:总碱85~140g/L(NaOH计)温度:>70℃石灰(进厂):有效CaO>75%,MgO含量<2%石灰进厂后应贮存在密封仓内,不受湿,保持块状。
三、成品特征苛化工段的成品主要是浓白液和稀白液;浓白液送化浆车间作为蒸煮药液,其质量要求如下:1、白液总碱浓度:80~120g/L(NaOH计)有效碱浓度:≥80g/L(NaOH计)温度:>80℃澄清度:<100ppm2、稀白液送燃烧工段温度:>60℃总碱浓度(NaOH):<30g/L澄清度:<100ppm四.苛化工段工艺要求:1.绿液浓度:总碱85~140g/L(NaOH计)温度:>70℃2.石灰要求(进厂检验):有效CaO:>75%MgO:<2%3.白液要求:总碱:80~120g/L(NaOH计)有效碱浓度:>80g/L(NaOH计)澄清度:<100ppm4.消化液温度:90~110℃5.苛化反应温度:1#苛化器95~105℃,2#苛化器96~106℃;3#苛化器97~107℃。
6.进入澄清器乳液的过量灰:<10%7.洗涤水温度:40~80℃8.稀白液澄清度:≤100ppm五、工艺流程(图14)。
化机浆碱回收绿泥减量化无害化处理

Abstract: There is still no good comprehensive utilizationmethod for solid waste green mud in pulp and paper mills, and it is generally landfilled and incinerated. Due to differences in the pulping process, raw materials, and operating conditions of the alkali furnace, the suspended solids of green liquor vary greatly among plants, so the amount of green mud produced varies several times or even dozens of times. This article briefly analyzes the causes of green mud produced in domestic chemi-mechanical black liquor alkali recovery, methods to green mud resource treatment and measures to green mud reduction.Key words: chemi-mechanical pulp; alkali furnace; green liquid; solid suspension; green mud; reduction; resources utilization化机浆碱回收绿泥减量化无害化处理⊙ 黄再桂(广西金桂浆纸业有限公司,广西钦州 535000)Reduction and harmless treatment of the green mud in alkali recovery process during chemi-mechanical pulp production⊙ Huang Zaigui (Guangxi Jingui Pulp and Paper Co., Ltd., Qinzhou 535000, Guangxi, China)中图分类号:X793; TS733+.9; TS743+.2文献标志码:A 文章编号:1007-9211(2021)03-0050-04黄再桂 先生高级工程师,钦州市第九批拔尖人才,现任广西金桂浆纸业有限公司能源部处长级专员;从事能源部生产运行管理及技术研发应用。
探析碱回收炉烟气消白研究及工程实践
探析碱回收炉烟气消白研究及工程实践碱回收炉烟气消白是指通过一系列工程措施,去除烟气中的颗粒物和有害气体,使烟气排放符合环保要求,达到净化大气、保护环境的目的。
碱回收炉烟气消白研究及工程实践是针对目前烟气消白技术的发展趋势和工程应用情况进行深入探讨的工作。
下面我们将对碱回收炉烟气消白进行分析探讨。
一、研究现状目前,碱回收炉烟气消白技术已经取得了一定的进展,主要包括以下几个方面:1. 颗粒物去除技术:烟气中的颗粒物是造成大气污染的主要因素之一。
目前,常用的颗粒物去除技术包括电除尘、静电除尘、布袋除尘等。
这些技术能够有效地去除烟气中的颗粒物,净化大气环境。
2. 脱硫技术:烟气中的二氧化硫是一种有害气体,对环境和人体健康都具有一定的危害。
烟气脱硫技术是非常重要的。
目前,常用的脱硫技术包括石膏湿法脱硫、氨法脱硫、碱液喷雾脱硫等。
这些技术可以有效地去除烟气中的二氧化硫,减少环境污染。
3. 除尘脱硫一体化技术:除尘和脱硫是烟气净化的两个重要环节,采用除尘脱硫一体化技术可以降低投资成本、减少占地面积,并且具有较高的净化效率。
4. 排放标准提升:我国环保部门对烟气排放标准逐步提高,企业必须按照相关标准要求进行烟气净化设备的升级和改造,以确保烟气排放符合国家的环保要求。
二、存在的问题和挑战在碱回收炉烟气消白技术研究和工程实践过程中,仍然存在一些问题和挑战:1. 技术成熟度不高:目前,一些烟气净化技术在工程应用中存在一定的技术难题,需要进一步的研究和改进。
2. 技术成本较高:一些烟气净化设备的投资成本较高,导致企业在进行烟气净化设备改造时面临较大的经济压力。
3. 运行维护成本高:一些烟气净化设备在长期运行过程中,需要进行定期的维护和保养,增加了企业的运营成本。
4. 烟气排放监管不严:一些地方的环保监管不力,导致一些企业存在违规排放的情况,对环境造成了较大的污染。
三、工程实践案例分析为了探讨碱回收炉烟气消白技术在工程实践中的应用情况,我们选取了某化工企业进行案例分析。
碱回收绿泥尾渣处理实践
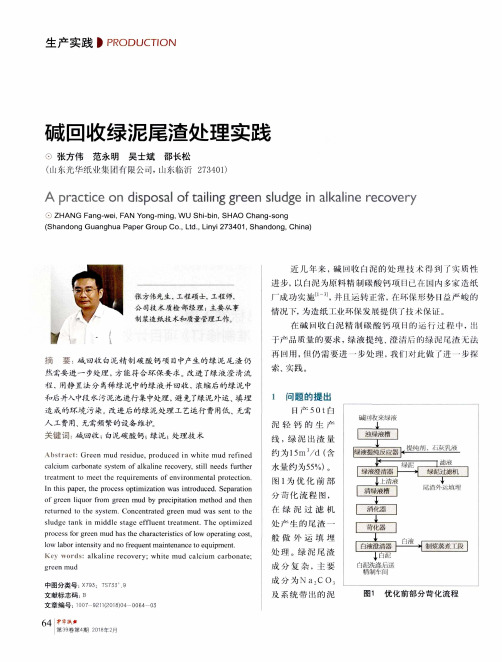
近 几 年来 ,碱 叫收 rI泥 的处 技 术 僻 硎 J 吠 Jl 五
进 步 ,以 白泥 为原 l卡:14i' ̄ft;tj碳 酸 钙 项 r{ 在 l 1人J多家 造 纸
试 验 验 证 已经证 明通过 固液分 离可 以实 现部 分 绿 液 回用 ,针对 剩余 的绿 泥 尾 渣 如何处 理 问题 ,我 们提 出 可以 进入 中段水 污泥 处理 系统 的思 路。
根据 以上设 想 ,我们 对现 有流程 进行 了优化 改造 ,
见 图 3。 流 程 优 化 后,绿 液 澄 清 器来 的绿 泥 无需 再 经过 预
-¨…
l 65
Feb,2018 Vol 39,No4 l
生产 实践 ◆PRODUCTION
惜 I{f次 进 入 绿 液 澄 清 器。 阀I J、电机 停 全 部接入 『卣JDCS系统 ,实现 _r远
程 控制 ,尢需 人一J:干【J频 繁的设 备维护。
电价0.7元/(kW·h)计 算 ,,礓天可 节约 电费用844.9 元 ,共 可 节约运 行 费 用984.9元 ,吨 碳 酸 钙成 本 可降 低 20元 。
』 成 功 实施 卜 ,片lf.运转 正常, 环保 肜势 ¨ 严峻 的
情况 下,为造纸 上、f 环 发展提 供了技 术保 。
征 碱 回收 自泥精 制碳 酸 钙 项 H的 运 行 过 IlII…
于产品 质量 的 要求 ,绿 液 提 纯 、澄清后 的绿
法
再 用 ,但 仍 需 要 进 ·步 处 理 ,我 仃J埘 此 做 r进 ‘ 探
碱回收项目建议书
碱回收项目建议书
一、项目背景。
随着工业化进程的加快,碱类化学品的需求量不断增加,而传统的生产方式往往会造成大量的废碱排放,对环境造成严重污染。
因此,开展碱回收项目具有重要的意义,可以减少废碱排放,保护环境,同时也能够节约资源,降低生产成本。
二、项目内容。
本项目拟建立一套完整的碱回收系统,通过对废碱进行收集、处理和再生利用,实现碱的循环利用,最大限度地减少废碱排放。
具体包括以下几个方面:
1. 废碱收集,建立废碱收集网络,与相关企业合作,收集废碱进行统一处理。
2. 废碱处理,采用先进的碱回收技术,对废碱进行处理,提取可再生利用的碱类化学品。
3. 再生利用,将提取出的碱类化学品重新投入生产过程中,实现碱的循环利用。
三、项目效益。
1. 环境效益,减少废碱排放,降低对环境的污染,保护生态环境。
2. 资源效益,节约资源,降低生产成本,提高企业的竞争力。
3. 经济效益,碱回收项目具有广阔的市场前景,可为企业带来可观的经济效益。
四、项目建议。
1. 政府支持,希望政府能够给予项目一定的政策支持和资金扶持,推动碱回收项目的实施。
2. 技术合作,寻求国内外先进的碱回收技术,与技术公司进行合作,提升项目的技术水平。
3. 市场开发,积极开展市场调研,寻找潜在的合作伙伴,拓展
碱回收产品的销售渠道。
五、项目预期。
通过碱回收项目的实施,预计可以减少大量的废碱排放,降低环境污染,同时也能够为企业带来可观的经济效益。
希望能够得到各方的支持和关注,共同推动碱回收项目的实施,为环境保护和资源节约做出贡献。
专家控制在造纸厂碱回收系统中的应用与研究的开题报告
专家控制在造纸厂碱回收系统中的应用与研究的开题报告一、研究背景造纸行业是典型的资源消耗型行业,其中最主要的资源消耗为水和纤维素原料。
在制浆过程中,大量的碱液被使用,且少量的碱液在分散中丢失,难以回收,浪费明显。
目前随着环境保护意识的普及和政策的支持,碱回收技术已经逐渐得到应用,在大幅减少造纸过程中的资源浪费的同时,也减轻了环境负担。
二、研究目的本次研究系统总结现有的碱回收技术,并通过分析实验室试验和现场应用的数据,探讨专家控制在碱回收系统中的应用方法和效果。
通过本次研究的具体分析,旨在推进碱回收技术的快速发展,优化系统的运转,降低碱液浪费率,节约原材料消耗,提高造纸行业的经济效益和环保水平。
三、研究内容1. 碱回收技术的概念和原理。
2. 碱回收技术的方法和技术路线,分析各项控制参数的意义。
3. 现有碱回收系统的构成和案例研究4. 专家控制在碱回收系统中的应用及其运作原理和效果分析5. 计算机仿真模拟试验及其结论分析。
四、研究方法1. 文献调研与资料收集法:对碱回收技术的文献资料进行系统性检索,针对各类目标进行数据整合,对焦于碱回收技术的研究成果逐一分析,归纳总结目前制纸企业采用的碱回收工艺及其操作形式。
2. 现场实地调查法:对碱回收系统的运转进行现场调研,进行数据采集,对数据进行初步分析。
3. 模拟试验法:通过计算机模拟对碱回收系统进行试验研究。
运用专家控制技术分析系统的灵敏度、反应时间和控制准确度等性能指标,得出运行效率和经济效益等方面的结论。
五、研究意义本研究旨在推进碱回收技术在造纸行业的应用和推广,降低制浆过程中的资源浪费,提高企业的经济效益和环保水平。
专家控制技术的应用,既降低了制浆过程中的碱液浪费率,又提高了运行效率,对制浆业的可持续发展提供了较好的技术支撑。
2021年碱回收工作总结
2021年碱回收工作总结
2021年是碱回收工作的关键一年,全球范围内的碱回收工作取得了一定的成就,但也面临着诸多挑战。
在这一年里,碱回收工作在环保、资源利用和经济发展等方面都取得了一定的进展,但也暴露出了一些问题和隐患。
首先,2021年碱回收工作在环保方面取得了一定的成就。
随着全球环境问题日益严重,各国纷纷加大了对碱回收工作的投入和支持。
在碱回收工作中,通过科技手段和管理手段的不断创新,大量的废弃碱得到了有效回收和利用,从而减少了对环境的污染,保护了地球的生态平衡。
其次,碱回收工作在资源利用方面也取得了一定的进展。
随着人们对资源的需
求不断增加,碱回收工作成为了重要的资源补充渠道。
在2021年,碱回收工作通
过技术改造和设备升级,提高了碱回收的效率和品质,为社会提供了更多的优质碱产品,满足了人们对碱的需求。
然而,2021年的碱回收工作也面临着一些问题和挑战。
首先是碱回收工作中存在的技术和设备落后问题,这导致了碱回收的效率和品质无法得到有效保障。
其次是碱回收工作中存在的管理不规范和监管不到位问题,这导致了一些不法分子通过非法手段进行碱回收,给社会带来了一定的安全隐患。
综上所述,2021年的碱回收工作取得了一定的成就,但也面临着一些问题和挑战。
在未来的工作中,我们需要进一步加大对碱回收工作的投入和支持,加强技术创新和设备升级,加强管理规范和监管力度,从而推动碱回收工作迈上新的台阶,为环保、资源利用和经济发展做出更大的贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
统 、更换主体与附属设备则时间与费用均不允 许 。因而 , 把攻关改造的基点放在原系统的优 化提高上 。
在对绿泥系统问题产生原因的进一步分析 中 , 找到了一个至关重要的突破口 喷淋 。 由于绿泥过滤系统存在的问题 , 在喷淋操作 时 , 其真空能力不足 , 绿泥不能形成干性泥 饼 , 加之吸滤性差 、绿泥于网面停留时间短 、 表层含水大 ; 启动喷淋时 , 绿泥被冲下或下网 含水量急剧增加等等问题 , 迫使该厂停止了这 一有效降低绿泥残碱的工艺操作 。绿泥在过滤 脱水时 , 得不到有效洗涤 , 是绿泥下料残碱含 量升高的主要因素之一 。
1997 年 3 月 China Pulp & Paper
统 、缩短预挂周期等项非科学性措施 。其结 果 , 直接导致了绿泥下料含碱 、水分的上升 , 和绿泥 、白泥排放量的增加 。引发了绿泥处理 系统的恶性循环 。
在对不同系统运行状况进行科学的分析 、 比较 、总结后 , 笔者认为 , 系统产生上述问题 的原因有以下二个方面 : 111 设计思想偏差
为了恢复绿泥过滤脱水 、排放过程中 , 这 一必不可少的操作过程 , 该厂把改造的思路选 择在绿泥的 “二次洗涤” (一次洗为转鼓喷淋 洗) 和 “二次上网”上 。这样 , 既解决了降碱 问题又解决了系统平衡问题 。 212 改造设计的实施 21211 二次洗涤位置的选择
因为转鼓喷淋洗涤已无价值可言 , 因而 , 只有把 “二次洗涤”的位置选择在绿泥下网 后 。首先选择的是 “中间槽” 绿泥下网后 直接进入 。试验中发现 : 绿泥在 “中间槽”中 虽有大量洗涤水进入 , 但因其粘度太大 , 搅拌 混合仍不充分 , 堵塞输送管道和泵的现象十分 严重 。
表 1 绿泥一次下网成份分析
单位 : %
类别 水分含量 含碱 (平均) 总钙 (CaO) 有效钙Ca (OH) 2
MgO 铁铝氧化物 酸不溶物 灼烧减量 (400 ℃)
绿泥
绿泥一次下网
55~60 8~10 2710~2815 210~215 814~818 214~217 610~617 1115
从多层绿液澄清器底部抽出的绿泥泵送至 各过滤机网槽 , 实现绿泥的二次上网浓缩操 作 。二次上网后 , 下网绿泥质量无论从干度上 还是残碱含量上都得到进一步的提高 , 效果明 显。
改造后绿泥过滤系统工艺流程如下所示 :
213 改造后系统工艺控制要求 系统改造后 , 经过一年多的生产实际运
行 , 从改造初期的工艺参数时有波动到趋于平 衡运行 , 积累了许多系统控制经验 , 其中主要 有: 21311 稳定喷淋水压力
217m ×H11115m压力过滤 、洗涤苛化系统 的 ( Ecofilter system) 主体设备 。从科学 、经 济引进的角度出发 , 这次技术引进 , 没有配套 引进绿泥过滤机系统 , 而代之以该厂老系统使 用的美国 80 年代初期的产品 D —r 预挂式白泥 过滤机系统 。
根据芬方设计 , 该 D —r 预挂机用于绿泥 处理系统可以与其提供的压力过滤苛化系统相 配套 , 平衡掉系统所产全部绿泥 。然而 , 系统 开机运行后的实践表明 : 美国 D —r 白泥预挂 过滤机难以全部平衡掉系统所产绿泥 , 并带来 了许多其它方面的问题和困难 。为了不使绿泥 积压 、阻滞系统 , 不得不采取增加绿泥过滤机 生产设计负荷 、提高转鼓转速 、关闭喷淋系
预挂式过滤机更换泥层是其设备运行方式 的基本要求 。无论是系统中用于一次上网的过 滤机还是二次上网的过滤机 , 及时 、高质地更 换预挂层 , 无疑都会给绿泥脱水降碱带来好 处 。因而 , 每 5h 左右更换一次泥层是必要的 。 当然 , 有时也要根据具体情况及时进行调整 ,
·3 ·
以保证预挂层的最佳运行周期 。
表 2 美 D —r 预挂式白泥过滤机参数表
参数 型 号 过滤面积 转鼓尺寸 转鼓转数 转鼓滤网
机型
美 D —r 预挂机
D —r 预挂式 18166m2
: 21438m ×L : 21438m 1~3r/ min
1300g/ m2 纸机下网毛布
改造前绿泥过滤系统工艺流程如下所示 :
2 绿泥过滤系统的改造尝试
实践证明 , 这一选择效果明显 , 绿泥残碱
得到合理回收 。送下一操作单元的绿泥浓度从 投入前的 20 %提高到 30 %左右 。 21213 绿泥二次上网
为了进一步降碱和浓缩绿泥 , 便于输送排 放 , 满足环保控制指标的要求 。这次工艺改造 的最后一个步骤 , 就是利用老系统另一些闲置 设备 , 同类型的美式 : 214 ×214m D —r 预 挂式过滤机和二台 60 年代国产设备 : : 216 ×113m 真空过滤机 。三台过滤机并列使用是 为了平衡系统所产绿泥的需要 , 不使系统工艺 环节受阻 ; 同时 , 为了能够根据泥量情况 , 随 时停运其中任何一台过滤机 , 以降低消耗 。
1997 年 3 月 China Pulp & Paper
右效果较好 。 21313 多层绿液澄清器抽泥浓度控制
多层绿液澄清器抽泥浓度 ( 二次上网浓 度) 的高低对最终绿泥排放指标的控制起着至 关重要的作用 。实践证明 , 绿泥过滤机上网前 绿泥浓度愈高 , 愈有利于下料干度的提高 、残 碱的降低 。所以 , 运行中 , 一般控制抽泥浓度 在 30 %以上 。 21314 绿泥过滤机泥层的更换
如何使老式 、低效的白泥过滤机应用于绿 泥过滤系统 , 最大限度地发挥其固有潜能 ; 同 时 , 工艺上如何改造以弥补系统设计上的不 足 , 满足绿泥下料的质量要求 ? 碱回收厂的工 程技术人员为此作了大量的改造尝试 。 211 改造设计思想的提出
在绿泥过滤系统工作效率低下这一技术问 题上找到了原因 , 但对如何解决这一技术问题 则有着不同的思路与方法 。如果重新设计系
新型 A HL STROM 压力过滤器在该厂投 产后 , 原国产老式苛化系统设备大都闲置 。因 而 , 利用其中的多层重力沉降绿液澄清器是这 次改造的一个重要选择 。
试验中 , 将 “中间槽”绿泥泵送至一多层 绿液澄清器中 , 通过它的分离的作用 , 实现绿 泥的进一步分离浓缩 , 达到通过收集箱收集的 澄清液进一步回收绿泥中残碱和使绿泥增浓优 化下一工艺过程条件的目的 。
该厂喷淋水来源为蒸发系统污水 。若压力 过低 , 则不利于刮刀切下的绿泥饼的喷散而易 导致刮刀下输送搅龙溜口的堵塞 。一般情况 下 , 压力不低于 012M Pa 。 21312 “中间槽”浓度
“中间槽”在系统中起着绿泥洗后的混合 、 输送功能 。因而 , 出口浓度不能太高 。太高 , 则管线和输送泵易堵塞 。其浓度调节由喷淋水 量控制 , 浓度范围一般控制在 10 %~15 %左
芬兰 A HL STROM 公司在设计该厂美式 D —r 白泥预挂过滤机和其压力过滤主体设备 配套使用这一技术问题时 , 忽略了该厂管理 、 系统装备水平以及原材物料质量等方面与芬方 存在一定差距 , 导致该厂碱回收系统绿泥产量 大大高于国外造纸发达国家的平均水平 , 平均 吨浆绿泥产量要高出 5kg 左右 。所以 , 利用原 美式 D —r 白泥过滤机于绿泥处理系统 , 设计 上能力偏小了 。 112 绿泥结构的独特性
3 结果对比
这次对绿泥处理系统的改造 , 从效果上看 比较理想 。与二年前比较 , 碱耗和排泥量都得
表 3 改造前后排放绿泥含碱量比较干度 (平均)
1994 年 1995 年改造前 1995 年改造后 厂内指标
1015 918 2191 ≤3 %
为了克服上述缺陷 , 同时又要保证洗涤过 程的进行 , 决定采用 “刮刀支板喷淋洗”的方 法 将转鼓扇形压力喷淋管应用于刮刀支板 上 (见附图) 。试验证明 , 这种方法十分有效 , 转鼓上的高粘度绿泥经刮刀刮下后 , 通过悬于
附图 绿泥过滤机刮刀支板喷淋结构 中国造纸 第 2 期
刮刀支板上的一组扇形喷嘴喷出的压力洗涤 水 , 被分割成无数细小碎块 。最后 , 这种泥水 混合物通过刮刀下搅龙送入 “中间槽”。这种 方法 , 极好地解决了 “中间槽”混合不均的问 题 。既方便了洗后绿泥的输送 , 又高效洗涤了 绿泥 。 21212 绿泥的二次分离 老式多层绿液澄 清器的有效利用
Operation Experience of Reducing Residual Alkal i in Dregs in An Alkal i Recovery System L uan Gang
( Jiam usi Paper Group L t d . , Heilongjiang Provi nce , 154005) ABSTRACT In order to reduce dregs discharge and residual alkali in dregs t herefore increase alkali recovery rate and achieve bot h environmental and economical benefit , modification of washing , condensing and conveying system of dregs has been implemented in t he mill. Operation experience of t he modified system is discussed systematically in t his paper. KEYWORDS dregs residual alkali , filter , spray washer
美式 D —r 预挂过滤机 , 其设计上存在着
收稿日期 : 1996206203
·1 ·
转鼓面积偏小 、绿泥在网面停留时间短 、真空 能力不足 、转鼓无吹落区等缺陷 。从技术上 讲 , 不适合于绿泥过滤 。另外 , 此过滤机已在 该厂使用多年 , 其性能已渐趋老化 , 这都直接 或间接导致了过滤机性能的降低 , 而引起绿泥 下料质量问题 。