碱回收蒸发段工艺流程图
纯碱等行业的余热回收利用节能改造案例-联碱工业煅烧余热回收应用于结晶冷却高效节能技术及装置2019年
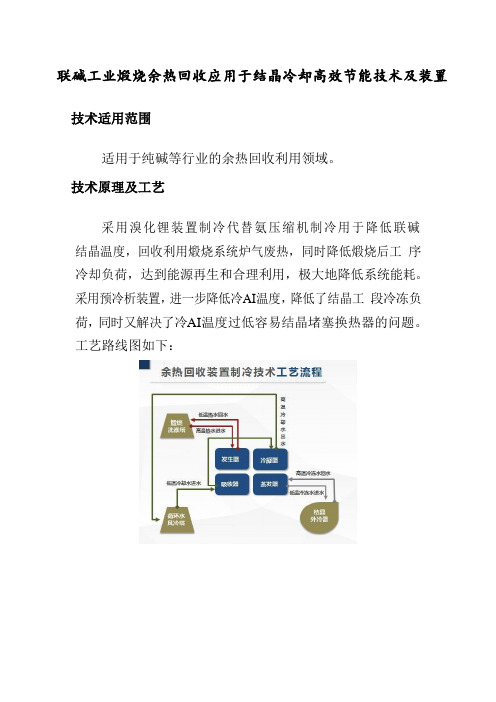
联碱工业煅烧余热回收应用于结晶冷却高效节能技术及装置技术适用范围
适用于纯碱等行业的余热回收利用领域。
技术原理及工艺
采用溴化锂装置制冷代替氨压缩机制冷用于降低联碱结晶温度,回收利用煅烧系统炉气废热,同时降低煅烧后工序
冷却负荷,达到能源再生和合理利用,极大地降低系统能耗。
采用预冷析装置,进一步降低冷AI温度,降低了结晶工段冷冻负
荷,同时又解决了冷AI温度过低容易结晶堵塞换热器的问题。
工艺路线图如下:
技术指标
(1)冷AI 母液温度≤20℃(传统工艺冷AI 母液温度≤27℃);
(2)单位产品电耗下降50kW·h。
技术功能特性
利用溴化锂装置制冷代替传统氨压缩机制冷降低氯化铵结晶温度,溴化锂制冷机使用的热源为纯碱生产中煅烧系统炉气废热,同时回收煅烧系统炉气废热从而减少煅烧后工序冷却负荷,达到能源再生和合理利用,大大的降低系统能耗。
此外,取消氨压缩机制冷降温,解决液氨降温工艺带来的安全环保问题。
应用案例
安徽德邦化工有限公司改造项目。
技术提供单位为连云港市福源德邦科技发展有限公司。
(1)用户用能情况简单说明。
碱回收苛化工段工艺规程

碱回收苛化工段工艺规程一、生产目的黑液燃烧后的溶融物溶于温水或稀白液中,形成绿液。
苛化就是把绿液与石灰进行反应,对蒸煮不起活性作用的碳酸钠转变成氢氧化钠,反应后生产的浓白液送化浆车间作为蒸煮药液,稀白液送燃烧工段,反应生成的沉渣~白泥,经过过滤澄清,去除残碱后运出厂外。
经过苛化,使蒸煮用碱达到大部分回收,降低生产成本,减轻环境污染,节约工业用碱,从而达到生产的目的。
二、原材料质量标准苛化工段的主要原料是石灰和燃烧工段来的绿液。
绿液浓度:总碱100~110g/L(NaOH计)温度:>80℃石灰:有效CaO>80%,MgO含量<1%酸不溶解物含量:<3%石灰用量为理论用量的105~110%;石灰粉碎的的粒度:0~15mm块状;石灰进厂后应贮存在密封仓内,不受湿,保持块状。
三、成品特征苛化工段的成品主要是浓白液和稀白液;浓白液送化浆车间作为蒸煮药液,其质量要求如下:总碱浓度:100~110g/L(NaOH计)有效碱浓度:80~90g/L(NaOH计)温度:>80℃苛化率:83~85%澄清度:<100ppm稀白液送燃烧工段温度:>60℃总碱浓度(NaOH):<30g/L澄清度:<100ppm四、设备特征1.绿液槽型号:ZTZ13规格:Φ6000×7000㎜V=200m32.反击式破碎机型号:K-166.00(Ⅱ)规格:Φ500×400㎜生产能力:4~8t/h电机型号:Y160M-6 7.5KW 380V3.斗式提升机规格:D250(左装),Q-XIJL-K4Z1-C3-26.48电机型号:Y132M-6 5.5KW 380V4.石灰仓规格:Φ5000×10830㎜V=150m3锥底,碳钢制5.圆盘给料器型号:ZQZ66规格:Φ800 电机:1.1KW, 380V6.石灰消化提渣机型号:TQ15028规格:Φ2500×2000㎜,搅拌器转速:11.45r/min;提渣机螺旋转速:13 r/min。
碱回收工艺讲解
• 5.黑液的传热系数。通过单位传热面积单位时间每升 高1°C传递的热量。决定蒸发速度。
• 6.黑液的溶解度。一般浓度超过50%,无机物会沉积 出来,造成蒸发器传热面的结垢。
• 7.黑液的VIE值。描述黑液在炭化时膨胀程度的物理 量(发面馒头和死面馒头的区别),膨胀度越高,越 容易燃烧。影响因素有二氧化硅、黏度、无机物等。
• 三次风作用:1.一次风氧化垫层中的炭,保持垫层形状。 2.二次风燃烧垫层上来的可燃物。3.三次风进一步燃烧, 调节烟温,压飞失
锅炉介绍
苛化工段
• 苛化过程实际是两步反应: 1.石灰的消化:CaO + H2O === Ca(OH)2
+1130J/kg 2.苛化反应:Na2CO3+Ca(OH)2=2NaOH+
• ★通过对以上黑液性质的了解,方便
我们开始整个工艺的讲解。下面步入 正题,开始我们对整个碱回收工艺的 探索
大流程概括
• 制浆来稀黑液
蒸发车间蒸发浓缩(理
论上45%浓度才能燃烧) 燃烧工段燃烧
(产生绿液(含二价铁离子所有显绿色,主
要成分为碳酸钠))
绿液去苛化工
段(石灰水和碳酸钠的苛化反应生成碱和
白泥碳酸钙)
蒸发工段详细流程
主要设备:蒸发器
• 我们的蒸发系统是多效逆流蒸发,蒸发工 艺为大小循环交替进行,蒸发器为板式蒸 发器。(介绍蒸发器构造)
• 蒸发工段主要分为黑液系统、清冷凝水系 统、污冷凝水系统、蒸汽系统、不凝结气 系统、真空系统。
• 蒸发器本体主要有汽液分离器、分配器、 蒸汽联箱、加热板副、凝水联箱组成。
CaCO3↓ 以上的两个反应都是可逆的,Байду номын сангаас有存在苛化度达不
碱回收工艺ppt

碱回收的常用术语
• 黑液:碱法蒸煮后,在纸浆洗涤时提取出来的废液。 • 绿液:黑液在碱回收炉内燃烧后,其中无机物成熔融物流出,溶于稀白液或
水内的液体。 • 白液:绿液加石灰苛化后的乳液经澄清或过滤后的清液。 • 稀白(绿)液:用热水洗涤白(绿)泥所得到的澄清液。 • 总碱:碱液中NaOH、Na2S、Na2SO4、Na2CO3的总含量(以Na2O表
洗浆机 稀黑液槽 蒸发器
喷放锅 水 浆料
蒸煮锅 浓白液槽 白液压滤器
白泥稀释槽
纤维原料
苛化器 稀白液压滤器 去碱炉
提渣机 消化器
白泥混合槽
浓黑液槽 碱回收炉 溶解槽 绿液澄清器 绿液槽
芒硝
绿泥槽
绿泥洗涤器 沉渣槽
预挂机 白绿泥 白泥 真空过滤机 绿泥
蒸发工艺
生产目的:将制浆车间洗选工段来的稀黑液加工成 浓黑液,供碱炉燃烧使用;同时处理掉产生的污冷凝 水和臭气(包括回收皂化物)。
(1) 从四效到六效温度低,粘度小采用顺流,既节约动力消耗,又 有较大的传热系数。
(2)从三效到一效,高温、高浓,高粘度,采用逆流,加快了黑 液流速,提高了黑液的给热系数。
(3)此流程采用出浓黑液和半浓液交替进行,能保持较长的运行 周期。
环保
(1) 臭气燃烧系统:汽提塔和真空系统的高浓臭气(不凝气)的 主要成分包括硫化氢H2S、甲硫醇CH3SH、二甲硫醚CH3SCH 3和二甲二硫醚CH3SSCH3,具有较强的腐蚀性、毒性和爆炸性, 所以要燃烧掉,用煤气助燃,消除了污染。
(2)汽提产生的二次冷凝水送到苛化使用,实现了清烛分离,处理 了重污冷凝水。
• 蒸发能力下降
• 现象: ( a)在蒸发器中冷凝水太多排出不及时,或黑液太多液
造纸碱回收系统
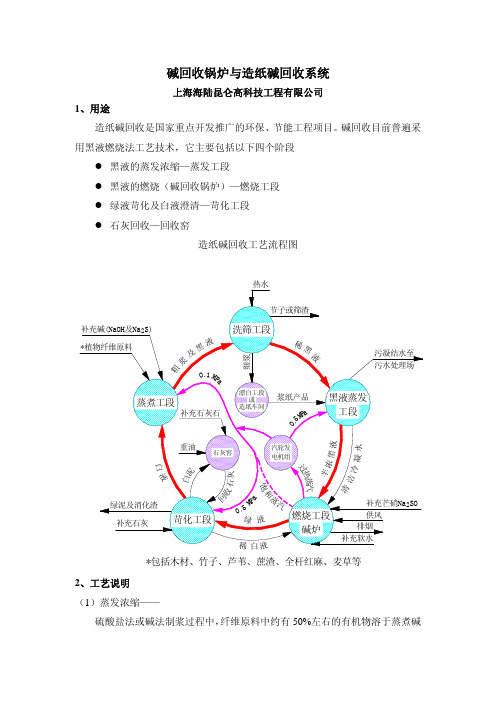
碱回收锅炉与造纸碱回收系统上海海陆昆仑高科技工程有限公司1、用途造纸碱回收是国家重点开发推广的环保、节能工程项目。
碱回收目前普遍采用黑液燃烧法工艺技术,它主要包括以下四个阶段z黑液的蒸发浓缩—蒸发工段z黑液的燃烧(碱回收锅炉)—燃烧工段z绿液苛化及白液澄清—苛化工段z石灰回收—回收窑造纸碱回收工艺流程图2、工艺说明(1)蒸发浓缩——硫酸盐法或碱法制浆过程中,纤维原料中约有50%左右的有机物溶于蒸煮碱液中成为黑液。
使黑液与浆料分离,提取出来的木浆稀黑液浓度为13%~15%,草浆黑液的浓度10%~12%,这么低浓度的黑液是无法直接燃烧的。
蒸发浓缩工作的任务是将提取的稀黑液通过蒸发系统去掉大部分水份,根据不同的原料及碱炉要求,浓缩至45%~80%的浓度。
黑液组成:(2)黑液燃烧将黑液中的有机物燃烧后回收热量先将蒸发工段送来的黑液浓缩、加热到一定的程度后,通过黑液喷枪喷入碱回收锅炉(俗称黑液锅炉)炉膛内,黑液中有机物燃烧产生的热烟气与水冷壁、水冷屏或过热器、锅炉管束和省煤器等受热面进行间接热交换,产生蒸汽,用于工艺或发电后供热。
从黑液的无机物中回收碱黑液中的有机钠盐在炉内高温化学反应下转变为熔融物碳酸钠,同时把补充的芒硝(硫酸盐法)还原成硫化钠,熔融物从碱炉底部的溜槽排出,溶解于稀白液中,主要成分是碳酸钠和硫化钠,因含有少量铁离子等,故呈绿色,称为绿液。
(3)苛化澄清绿液与石灰进行反应,绿液中的碳酸钠Na2CO3被苛化转变为NaOH。
Ca(OH)2+Na2CO3=2NaOH+CaCO3或CaO+H2O+Na2CO3=2NaOH+CaCO3↓苛化后澄清的液体称为白液,即成为重新用于制浆蒸煮的碱液。
(4)石灰回收苛化后生成的白泥,在高温下燃烧转化成石灰。
回收石灰循环用于苛化过程。
惰性物质+CaCO3=CaO+惰性物质+CO2↑草浆白泥含硅量高,不采用煅烧法回收石灰。
3、研发历史上海海陆昆仑高科技工程有限公司是由江苏张家港海陆余热锅炉研究所和化工部昆山昆仑高科技工程有限公司重组而成,是专门从事硫酸化工、有色冶金、石油化工等余热利用及余热发电工程。
碱回收锅炉
碱回收锅炉碱回收锅炉工矿相当复杂,黑液成份多种多样。
水份含量极高,烟气温度变化较大。
而且碱腐蚀性特强。
再加上碱灰的粘附性极强,清灰难度太高。
几十年来造纸黑液碱回收锅炉的出口烟气全部采用静电收尘器对其进行处理。
但静电收尘器的除尘效率有限,根本无法真正达到国家现有排放标准。
而且通过电收尘器排放的烟气异味相当严重。
如果国家严格执行新的排放指标,很多企业将有可能面临停产边缘。
(更为严重的是不达标的排放会给人类的生态环境造成极大破坏)研发高新技术除尘设备已刻不容缓。
碱回收锅炉与造纸碱回收系统上海海陆昆仑高科技工程有限公司1、用途造纸碱回收是国家重点开发推广的环保、节能工程项目。
碱回收目前普遍采用黑液燃烧法工艺技术,它主要包括以下四个阶段黑液的蒸发浓缩—蒸发工段黑液的燃烧(碱回收锅炉)—燃烧工段绿液苛化及白液澄清—苛化工段石灰回收—回收窑造纸碱回收工艺流程图热水节子或筛渣补充碱(NaOH及Na 2S) *植物纤维原料粗及洗筛工段黑液稀黑细浆污凝结水至污水处理场液浆1 0. MP a 蒸煮工段补充石灰石漂白工段或造纸车间浆纸产品0. Pa 5M 黑液蒸发工段液半石灰白泥浓黑石灰窖汽轮发电机组收绿泥及消化渣补充石灰回Pa 苛化工段M 0 .5 绿液蒸汽燃烧工段碱炉稀白液*包括木材、竹子、芦苇、蔗渣、全杆红麻、麦草等2、工艺说明(1)蒸发浓缩——硫酸盐法或碱法制浆过程中,纤维原料中约有50%左右的有机物溶于蒸煮碱清补充芒硝Na 2SO 供风排烟补充软水洁冷凝水重油白液汽蒸过热饱和液中成为黑液。
使黑液与浆料分离,提取出来的木浆稀黑液浓度为13%~15%,草浆黑液的浓度10%~12%,这么低浓度的黑液是无法直接燃烧的。
蒸发浓缩工作的任务是将提取的稀黑液通过蒸发系统去掉大部分水份,根据不同的原料及碱炉要求,浓缩至45%~80%的浓度。
黑液组成:~70% 黑液=黑液固形物+水~30% 有机物有机酸、木素等无机物Na2CO3、NaOH、Na2S、Na2SO4、SiO2 等组成的钠盐化合物(2)黑液燃烧将黑液中的有机物燃烧后回收热量先将蒸发工段送来的黑液浓缩、加热到一定的程度后,通过黑液喷枪喷入碱回收锅炉(俗称黑液锅炉)炉膛内,黑液中有机物燃烧产生的热烟气与水冷壁、水冷屏或过热器、锅炉管束和省煤器等受热面进行间接热交换,产生蒸汽,用于工艺或发电后供热。
碱回收蒸发工艺规程
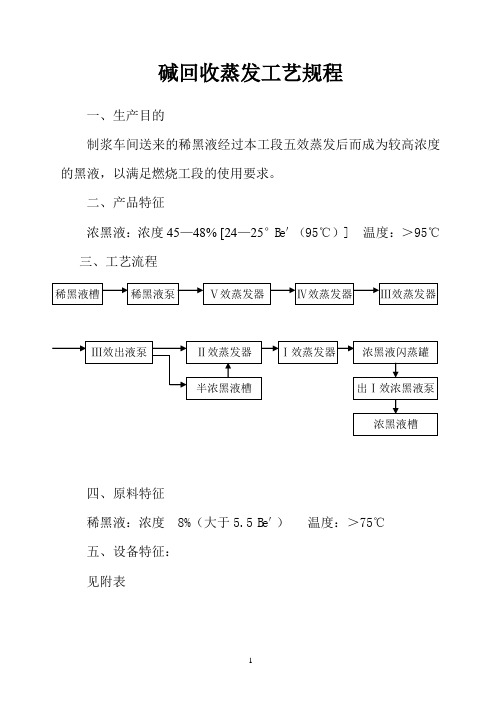
碱回收蒸发工艺规程一、生产目的制浆车间送来的稀黑液经过本工段五效蒸发后而成为较高浓度的黑液,以满足燃烧工段的使用要求。
二、产品特征浓黑液:浓度45—48% [24—25°B e′(95℃)] 温度:>95℃三、工艺流程四、原料特征稀黑液:浓度 8%(大于5.5 B e′)温度:>75℃五、设备特征:见附表附表:六、工艺技术条件1.新蒸汽(进Ⅰ效)压力:0.2—0.24Mpa温度:<138℃进汽量:5—8t/h2.稀黑液浓度:>5.5°B e′(直测)温度:>75℃3.温水(冷却水)温度:40—45℃Ⅰ效蒸发器液室蒸汽温度:116℃Ⅱ效蒸发器液室蒸汽温度:100℃Ⅲ效蒸发器液室蒸汽温度:86℃Ⅳ效蒸发器液室蒸汽温度:72℃Ⅴ效蒸发器液室蒸汽温度:58℃Ⅰ效蒸发器液室蒸汽压力:0.078MpaⅡ效蒸发器液室蒸汽压力:0.03MpaⅢ效蒸发器液室蒸汽压力:-38.6KpaⅣ效蒸发器液室蒸汽压力:-65.3KpaⅤ效蒸发器液室蒸汽压力:-84.44KpaⅠ—Ⅴ效黑液循环泵出口压力:0.12Mpa出Ⅰ效浓黑液泵出口压力:0.25Mpa清凝洁水泵出口总管压力:0.32Mpa送燃烧浓黑液泵出口压力:0.32Mpa出Ⅱ效、Ⅲ效黑液泵出口压力:0.25Mpa半浓黑液泵出口压力:0.2Mpa稀黑液泵出口压力:0.15Mpa污凝洁水泵出口压力:0.21Mpa真空泵抽气压力:-82Kpa温水泵出口压力:0.35Mpa清水进蒸发总管压力:0.25Mpa仪表用压缩空气总管压力:0.7Mpa蒸发工岗位职责1.负责蒸发工艺的全部操作,按操作规程使用和维护各种设备,确保安全生产;2.严格执行工艺规程,完成当班的生产任务,供给燃烧工段合格的浓黑液;3.做好突然停电、停汽、停水的停机安全操作;4.注意水、电、汽的供应情况,发现异常随时与生产调度及有关部门取得联系,以确保正常生产;5.检查制浆车间来的稀黑液质量,如发现不合格应及时通知有关部门;6.注意新蒸汽冷凝水的清洁程度,如发现异常现象,应立即通知碱炉停止供软水,通知化验工取样化验,不得将不合格的冷凝水送往燃烧工段;7.生产中应做到勤检查,认真做好各项记录,注意仪表运转是否正确,经常查看电脑各画面的变化与现场是否一致;8.发现设备、仪表等有故障时,应立即通知检修;9.做好各项生产记录,填写交班记录,并认真做好交接班工作;10.做好本岗位所属设备、管道、仪表的一般保养工作(包括黑液泵、黑液贮槽、黑液管道及其流量计、各种调节阀的清洗工作);11.勤测试黑液的温度、波美度。
电解产品的后加工—碱液蒸发

三效逆流强制循环流程
1—Ⅲ效蒸发器;2,7,12—循环泵;3,5,10—气液分离器;4—热水贮罐;6,11,16—板式换热器;8— Ⅱ效蒸发器;9—I效凝水贮罐;13—I效蒸发器;14—热碱贮罐;15—浓碱泵;17—水喷射器;18—冷却水贮 罐
CONTENTS
01
02
我国的氯碱企业中,生产30%的液体烧碱大多采用自然循环 的蒸发器组成双效顺流或三效顺流流程。而对于生产42%的 液体烧喊的工厂则一般采用的是双效顺流、三效顺流强制 循环、三效逆流强制循环或三效四体的流程。在蒸发过程 中产生的副产品盐通过离心机或集盐箱进行分离。现主要 分别介绍三效顺流和三效逆流的工艺流程。
蒸发器
蒸发器是电解液蒸发过程中的主要设备,蒸 发器性能的好坏直接影响装置的生产能力、 产品质量和能源的消耗。蒸发器一般是由蒸 发室、加热室和循环系统三部分构成的。
蒸发器
常见的蒸发器主要有标准式蒸发器、悬框式 蒸发器、列文式蒸发器、结晶外加热式蒸发 器、强制外循环式蒸发器、强制内循环式蒸 发器、升膜蒸发器、降膜蒸发器和旋转薄膜 蒸发器等。
CONTENTS
01
02
离子膜电解碱液与隔膜电解液相比具有很大的优点,但 由于各公司采用的离子膜电解设备不同,使电解得到的 碱液的浓度及其他物质的含量也不同,目前由几种主要 的离子膜电解设备得到的碱液。
离子膜电解液的特点
指标
旭化成 伍德 公司 公司
旭硝子 迪诺拉 ICI 西方 公司 公司 公司 公司
优点:列文式蒸发器在加热室的上 方新增加了一段液柱,使碱液的沸 腾区移至加热室外面,减少加热室 的结盐机会;这种的循环管通道更 大,可以提高循环速度,也可以相 应的提高传热系数。 缺点:设备庞大、结构复杂、工艺 要求高等问题,一般在大、中型氯 碱企业中使用。
碱回收的工艺过程

碱回收的工艺过程主要包括四个生产过程:提取、蒸发、燃烧、苛化。
在有些书中,提取不在碱回收的生产工艺过程内,但作为碱回收原料来源的前置工序,碱回收的很多经济技术指标都跟提取息息相关,所以在此次论述中也将其包括在内。
下面对碱回收工艺过程分别进行介绍。
一、提取:1.1 提取工艺提取工段是碱回收的原料来源地,它的生产,原则上是要获得高浓、高温、量大的黑液,以保证有高的提取率。
具体要求如下:高浓:是要使黑液的浓度在保证洗净度的情况下,尽可能的高。
高浓度的黑液可以减少蒸发工段的负荷。
高温:黑液温度也是要尽量高,在提取过程中不能加冷水,只能加蒸发工段的温冷却水,如水温低时,要加温。
量大:大量的黑液当然是碱回收所需要的。
一般情况下,合格的十个立方的稀黑液,可以浓缩为一立方浓黑液;一立方浓黑液可以生产一吨碱。
就碱回收来说,对提取工段的考核指标就是浓度和温度。
浓度:8°Be;温度:70—80℃。
1.2 提取设备提取状况的好坏,很大程度上取决于提取设备的情况。
不同的浆种,有不同的设备选型。
目前工厂应用得最多的是四段串连鼓式真空洗浆机。
它的技术成熟,操作简便,从进浆到出浆,基本就完成了浆与黑液的分离,提取率也高。
浆的洗净度与黑液的生产指标也基本能满足,选择应用的厂家比较多。
缺点是投资大,动力消耗大。
其他的提取设备还有:双辊挤浆机、螺旋挤浆机、水平带式真空洗浆机,以及由水平带式真空洗浆机派生出来的胶带水平带式真空洗浆机、不锈钢螺旋网带式洗浆机、长网水平真空洗浆机、双长网挤浆机等,型式大同小异,各有优缺点。
高效率提取设备国内发展较快,其品种、规格和制造能力已接近国际先进水平。
其关键技术和设备为中浓大型鼓式真空洗浆机(带波纹滤板、平面阀),最大面积已达100m2。
双辊挤浆机是国内企业重点发展的产品。
目前国产设备能力100t/d。
在国外,鼓式真空洗浆机最大面积达110m2以上,提取率、制造精度和自控程度都较高,但价格昂贵。
蒸发固碱操作规程
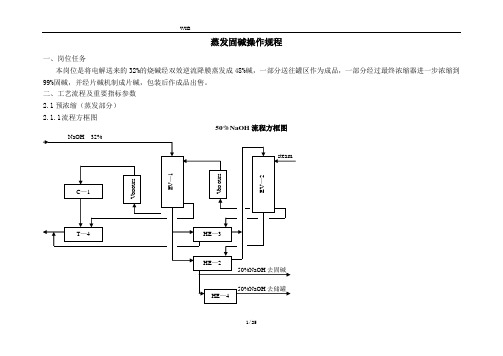
WIB-蒸发固碱操作规程一、岗位任务本岗位是将电解送来的32%的烧碱经双效逆流降膜蒸发成48%碱,一部分送往罐区作为成品,一部分经过最终浓缩器进一步浓缩到99%固碱,并经片碱机制成片碱,包装后作成品出售。
二、工艺流程及重要指标参数2.1预浓缩(蒸发部分)2.1.1流程方框图50%NaOH流程方框图1/252.1.2工艺流程叙述:32%的烧碱由P-1A/B从贮槽T-12输入一效浓缩器EV-1,它由最终浓缩器EV-3和二效浓缩器EV-2产生的碱蒸汽来加热,预浓缩器被设计成管束状,为降膜蒸发器;在浓缩器的顶部,烧碱溶液给料呈如下分布:在管板的上面,预浓缩器管子垂直分布,烧碱给料平稳地流进管子,在内壁形成完整的薄膜。
一效预浓缩器EV-1在9.8Kpa(绝压)的真空下工作(该真空度由水环真空泵P-6A/B产生),经预浓缩烧碱离开管束时浓度达38%,然后到达安装在预浓缩器下面的蒸汽分离器。
由预浓缩器EV-1和浓缩器EV-2产生的碱蒸汽离开预浓缩器穿过除沫器,经镍丝网眼过滤,只允许最小的碱粒子随蒸汽通过,然后经过在EV-1后面的表面冷凝器C-1,蒸汽被冷凝,其它不凝气体被水环真空泵P-6A/B抽走。
二效预浓缩器EV-2在常压下工作,它在0.8Mpa的蒸汽下加热。
进一步浓缩的液碱(48%)离开管束到达蒸汽分离器,经由48%烧碱泵P-3A/B分成两股:一股连接最终浓缩器EV-3进一步浓缩到99%,另一股经换热器HE-2和HE-4去48%的成品贮槽T-6A/B。
2.1.3冷凝液处理:碱蒸汽在表面冷凝器C-1中冷凝后收集至碱蒸气冷凝水贮槽T-4,由自动阀LTC-328/LCV-328控制液位。
碱蒸汽凝液贮槽液位(控制50%)被用作水压密封,以保持表面冷凝器C-1的真空度。
在预浓缩器EV-2内冷凝下来的蒸汽通常在冷凝水贮槽T-9内,它的液位由LIC-325/LCV-325来保持恒定,经HE-3对38%碱加热。
2.1.4其它的自动阀:2.1.4.1预浓缩EV-1的碱蒸汽分离器的液位由EV-2进料控制阀LIC-314/LCV-314来调节。
碱回收工艺知识介绍
碱回收工艺知识介绍内容:碱回收的工艺过程主要包括四个生产过程:提取、蒸发、燃烧、苛化。
在有些书中,提取不在碱回收的生产工艺过程内,但作为碱回收原料来源的前置工序,碱回收的很多经济技术指标都跟提取息息相关,所以在此次论述中也将其包括在内。
下面对碱回收工艺过程分别进行介绍。
一、提取:1.1 提取工艺提取工段是碱回收的原料来源地,它的生产,原则上是要获得高浓、高温、量大的黑液,以保证有高的提取率。
具体要求如下:高浓:是要使黑液的浓度在保证洗净度的情况下,尽可能的高。
高浓度的黑液可以减少蒸发工段的负荷。
高温:黑液温度也是要尽量高,在提取过程中不能加冷水,只能加蒸发工段的温冷却水,如水温低时,要加温。
量大:大量的黑液当然是碱回收所需要的。
一般情况下,合格的十个立方的稀黑液,可以浓缩为一立方浓黑液;一立方浓黑液可以生产一吨碱。
就碱回收来说,对提取工段的考核指标就是浓度和温度。
浓度:8°Be;温度:70—80℃。
1.2 提取设备提取状况的好坏,很大程度上取决于提取设备的情况。
不同的浆种,有不同的设备选型。
目前工厂应用得最多的是四段串连鼓式真空洗浆机。
它的技术成熟,操作简便,从进浆到出浆,基本就完成了浆与黑液的分离,提取率也高。
浆的洗净度与黑液的生产指标也基本能满足,选择应用的厂家比较多。
缺点是投资大,动力消耗大。
其他的提取设备还有:双辊挤浆机、螺旋挤浆机、水平带式真空洗浆机,以及由水平带式真空洗浆机派生出来的胶带水平带式真空洗浆机、不锈钢螺旋网带式洗浆机、长网水平真空洗浆机、双长网挤浆机等,型式大同小异,各有优缺点。
高效率提取设备国内发展较快,其品种、规格和制造能力已接近国际先进水平。
其关键技术和设备为中浓大型鼓式真空洗浆机(带波纹滤板、平面阀),最大面积已达100m2。
双辊挤浆机是国内企业重点发展的产品。
目前国产设备能力100t/d。
在国外,鼓式真空洗浆机最大面积达110m2以上,提取率、制造精度和自控程度都较高,但价格昂贵。
碱回收的工艺过程
碱回收的工艺过程主要包括四个生产过程:提取、蒸发、燃烧、苛化。
在有些书中,提取不在碱回收的生产工艺过程内,但作为碱回收原料来源的前置工序,碱回收的很多经济技术指标都跟提取息息相关,所以在此次论述中也将其包括在内。
下面对碱回收工艺过程分别进行介绍。
一、提取:1.1 提取工艺提取工段是碱回收的原料来源地,它的生产,原则上是要获得高浓、高温、量大的黑液,以保证有高的提取率。
具体要求如下:高浓:是要使黑液的浓度在保证洗净度的情况下,尽可能的高。
高浓度的黑液可以减少蒸发工段的负荷。
高温:黑液温度也是要尽量高,在提取过程中不能加冷水,只能加蒸发工段的温冷却水,如水温低时,要加温。
量大:大量的黑液当然是碱回收所需要的。
一般情况下,合格的十个立方的稀黑液,可以浓缩为一立方浓黑液;一立方浓黑液可以生产一吨碱。
就碱回收来说,对提取工段的考核指标就是浓度和温度。
浓度:8°Be;温度:70—80℃。
1.2 提取设备提取状况的好坏,很大程度上取决于提取设备的情况。
不同的浆种,有不同的设备选型。
目前工厂应用得最多的是四段串连鼓式真空洗浆机。
它的技术成熟,操作简便,从进浆到出浆,基本就完成了浆与黑液的分离,提取率也高。
浆的洗净度与黑液的生产指标也基本能满足,选择应用的厂家比较多。
缺点是投资大,动力消耗大。
其他的提取设备还有:双辊挤浆机、螺旋挤浆机、水平带式真空洗浆机,以及由水平带式真空洗浆机派生出来的胶带水平带式真空洗浆机、不锈钢螺旋网带式洗浆机、长网水平真空洗浆机、双长网挤浆机等,型式大同小异,各有优缺点。
高效率提取设备国内发展较快,其品种、规格和制造能力已接近国际先进水平。
其关键技术和设备为中浓大型鼓式真空洗浆机(带波纹滤板、平面阀),最大面积已达100m2。
双辊挤浆机是国内企业重点发展的产品。
目前国产设备能力100t/d。
在国外,鼓式真空洗浆机最大面积达110m2以上,提取率、制造精度和自控程度都较高,但价格昂贵。
碱炉

碱回收锅炉与造纸碱回收系统上海海陆昆仑高科技工程有限公司1、用途造纸碱回收是国家重点开发推广的环保、节能工程项目。
碱回收目前普遍采用黑液燃烧法工艺技术,它主要包括以下四个阶段z黑液的蒸发浓缩—蒸发工段z黑液的燃烧(碱回收锅炉)—燃烧工段z绿液苛化及白液澄清—苛化工段z石灰回收—回收窑造纸碱回收工艺流程图2、工艺说明(1)蒸发浓缩——硫酸盐法或碱法制浆过程中,纤维原料中约有50%左右的有机物溶于蒸煮碱液中成为黑液。
使黑液与浆料分离,提取出来的木浆稀黑液浓度为13%~15%,草浆黑液的浓度10%~12%,这么低浓度的黑液是无法直接燃烧的。
蒸发浓缩工作的任务是将提取的稀黑液通过蒸发系统去掉大部分水份,根据不同的原料及碱炉要求,浓缩至45%~80%的浓度。
黑液组成:(2)黑液燃烧将黑液中的有机物燃烧后回收热量先将蒸发工段送来的黑液浓缩、加热到一定的程度后,通过黑液喷枪喷入碱回收锅炉(俗称黑液锅炉)炉膛内,黑液中有机物燃烧产生的热烟气与水冷壁、水冷屏或过热器、锅炉管束和省煤器等受热面进行间接热交换,产生蒸汽,用于工艺或发电后供热。
从黑液的无机物中回收碱黑液中的有机钠盐在炉内高温化学反应下转变为熔融物碳酸钠,同时把补充的芒硝(硫酸盐法)还原成硫化钠,熔融物从碱炉底部的溜槽排出,溶解于稀白液中,主要成分是碳酸钠和硫化钠,因含有少量铁离子等,故呈绿色,称为绿液。
(3)苛化澄清绿液与石灰进行反应,绿液中的碳酸钠Na2CO3被苛化转变为NaOH。
Ca(OH)2+Na2CO3=2NaOH+CaCO3或CaO+H2O+Na2CO3=2NaOH+CaCO3↓苛化后澄清的液体称为白液,即成为重新用于制浆蒸煮的碱液。
(4)石灰回收苛化后生成的白泥,在高温下燃烧转化成石灰。
回收石灰循环用于苛化过程。
惰性物质+CaCO3=CaO+惰性物质+CO2↑草浆白泥含硅量高,不采用煅烧法回收石灰。
3、研发历史上海海陆昆仑高科技工程有限公司是由江苏张家港海陆余热锅炉研究所和化工部昆山昆仑高科技工程有限公司重组而成,是专门从事硫酸化工、有色冶金、石油化工等余热利用及余热发电工程。
烧碱蒸发PPT课件
分析室
1次/ 库
Ⅲ
20
配碱含 NaOH
≥30%
分析室
1次/ 库
Ⅲ
21
配碱含 NaCl
≤4.7%
分析室
1次/ 库
Ⅲ
21
蒸发主要操作条件选择(一)
❖ 1、生蒸汽压力 0.45-0.75MPa的范围内。 过高的生蒸汽压力是不必要的,也不适
宜。过高的生蒸汽压力势必要提高Ⅰ效蒸发器 及其加热室的耐压要求,也将会造成热能质量 上的损失。
10
生产方法
❖ 将含NaOH为10%左右的电解液在三效蒸发器内通过 饱和蒸汽间接加热至沸点,将溶液中的一部分水蒸 发汽化,从而达到浓缩的目的。在浓缩的过程中, 由于NaOH浓度不断提高,NaCl在NaOH溶液中溶解 度急剧下降,并以NaCl颗粒的形式从溶液中结晶析 出,晶体NaCl通过旋液分离器分离,含有部分NaOH 的溶液盐浆经离心机进一步分离NaCl和NaOH,分 离的NaCl经皮带输送机输送至盐库,NaOH作为母 液回系统再蒸发。浓缩至30%的液体烧碱半成品, 再经冷却、澄清、过滤、配碱等过程,得到符合质 量要求的液体烧碱,作为成品出厂。
24
蒸发主要操作条件选择(二)
﹙2﹚不凝气 蒸发系统要获得较高的真空度,不但要 使蒸汽冷凝完全,而且还要把系统内 的不凝气体尽 量抽吸干净.一般情况下不凝气来自三个部分:二次 蒸汽夹带的不凝气,冷却水进入真空系统后释放出其 溶解的不凝气;管道和设备的各个连接部位漏入的不 凝气,此量最为可观.
﹙3﹚真空系统的阻力 在真空状态下,由于蒸汽和不凝 气的比容都很大,因此它们在真空系统中的流速都很 高,通常为50~60米/秒如果真空系统过于复杂,管道 过长,弯头过多,将产生相当大的摩擦阻力,引起较大 的真空损失.据测定,一只90°的弯头约损失真空度 5~10mm汞柱.
三、制浆-4 黑液的蒸发、燃烧、苛化
黑液走管程,蒸汽走壳程。 黑液在升膜蒸发器管内的 流动情况可分为液流、气 泡流、块状流、环状流和 喷雾流。从相变的角度可 分为预热段(显热加热段) 和蒸发段,蒸发段又可分 为泡沫段和升膜段。
升膜蒸发器的特点 ① 黑液在加热管内的流速较高,一般为20~30m/s。管壁对 黑液的传热系数大。对皂化物含量较高的黑液有较好的适 用性。 ② 静压温度损失△”很小,有效温差相应提高。 ③ 可避免或大大减少物料的热分解。适用于热敏性溶液的蒸 发。不适用于黏度较大的溶液、有结晶或易结垢的溶液的 蒸发。
蒸发器的生产强度是指单位加热室传热面上单位时 间内所蒸发出的水量。对于一定的蒸发水量来说,蒸发 器的生产强度愈大,所需的传热面愈小,蒸发过程的设 备投资愈小。
q W / A Q /( r ' A) Ut/r'
黑液的蒸发效率及生产强度与原料的种类、蒸发器的形 式、效数等有关。
3)单效及多效蒸发蒸发效率、蒸发强度的比较 多效蒸发的优点是单位蒸汽消耗量少。按理想情况粗 略估算,n效蒸发器的单位蒸汽消耗量为1/n( kg/kg)。实际 上由于热损失、溶液的浓缩以及不同压力下的汽化热的差 异等因素,多效蒸发时单位蒸汽消耗量比1/n要大。
第四章 黑液的蒸发、燃烧与苛化
第一节 黑液的蒸发 第二节 黑液的燃烧 第三节 绿液苛化-白泥焙烧 第四节 碱回收技术的发展动向
山东博汇化浆车间黑液蒸发系统
广西金桂碱回收车间蒸发工段
山东华金集团碱回收蒸发工段
第一节 一、蒸发的目的
黑液的蒸发
稀黑液:从黑液提取工段送至蒸发工段的黑液。
浓度 木浆黑液 14%~18% 草浆黑液 8%~13%
2. 蒸汽流程 蒸发系统不论采用哪种黑液流程,蒸汽流向都与各效 的顺序相同。 新蒸汽送入Ⅰ效汽室,而I效液室产生的二次蒸汽进入 Ⅱ效汽室,按此顺序向后,最后一效液室的二次蒸汽进入 冷凝系统。这是目前普遍采用的蒸汽流程。 双I效蒸发: 蒸发系统I效和Ⅱ效同时送入新蒸汽,而I效和Ⅱ效的 二次蒸汽合并后进入Ⅲ效,以下则与上述相同。由6台蒸 发器组成5效蒸发系统,由5台组成4效蒸发系统。 两个首效蒸发器的加热面积之和仅稍大于后几效,即 IA或IB的加热面积比后几效要小些。(增加蒸发热源)
碱回收燃烧工段工艺规程讲解

碱回收燃烧工段工艺规程第一章生产目的将蒸发工段送来的浓黑液经圆盘蒸发器进一步浓缩后喷入炉内进行悬浮干燥、燃烧,有机物在氧的作用下燃烧成炽热烟气并与水进行间接热交换产生蒸汽,而黑液中的无机物熔融后溶解于稀白液或温水中制成以碳酸钠为主要成份的绿液送苛化工段。
第二章原料特征1.蒸发黑液:浓度:~45%(24~25°Βeˊ/95℃)2.进炉黑液:浓度:48~50%(28~30°Βeˊ/105℃)3.重油(辅助燃料)或重柴油:(1)标号:180#或200#(2)运动粘度:39~68.8(100℃)厘沲(3)开口闪点:≥130℃(4)凝固点:≤36℃(5)灰份:≤0.3%(6)水份:≤2%(7)含硫量:≤3%(8)机械杂质:≤2.5%4.给水水质标准:(1)总硬度:≤0.03mmol/L(2)悬浮物含量:≤5mg/L(3)含油量:≤1mg/L(4)含氧量:≤0.015mg/L(5)PH值:8.5-9.2(6)温度:130℃(7)氯根:≤100mg/L5.磷酸三钠(一级)(1)Ma3PO4·12H2O >98%)<0.25% (2)硫酸盐(SO2-4(3)氯化物(Cl- 计)<0.3% (4)水不溶物<0.1%第三章成品特征1.绿液(1)总碱度:100~110g/L (NaOH计)(2)温度:≥75℃2.蒸汽(1)压力: 1.27 Mpa(2)温度:194℃(3)凝结水含盐量:30μg/L(4)碱度:35 μg当量/L第四章流程系统1.工艺流程2.水汽流程第五章设备特征一、锅炉规范:1.锅炉型式双锅筒全悬吊结构型式。
2.锅炉型号WGZ14/1.27-23.锅炉设计参数(1)日处理黑液固形物量:130tds/D(2)额定蒸发量:~14t/h(视黑液入炉浓度,以及黑液热值而浮动)(3)额定蒸汽压力: 1.27Mpa(4)额定蒸汽温度: 194℃(5)给水温度: 104℃(6)出空气预热器烟温:250℃(7)一、二次风温度:250—280℃(8)三次风温度:150℃(9)碱炉出口烟温:250℃(10)入炉黑液浓度: 48—50%(11)入炉黑液温度: 105—110℃4.锅炉基本尺寸(1)炉膛宽度: mm(2)炉膛深度: mm(3)上锅筒中心线标高: mm(4)下锅筒中心线标高: mm(5)锅炉最高点标高: mm(6)运转层标高: mm5.锅炉结构(1)锅炉为双锅筒,自然循环。
碱回收车间工艺
碱回收车间工艺描述4.7.1 车间概况及特点本车间是与年产40万吨漂白硫酸盐木浆厂制浆能力相适应的现代化碱回收生产系统。
本车间各工段的设备设计能力分别为:蒸发工段蒸发水量500t/h,燃烧工段日最大连续处理黑液固形物2200吨,产过热蒸汽(表压9.2MPa, 490℃)产汽量约330t/h,苛化工段日产活性碱(NaOH计)约702吨,白液量处理能力为5200m3/d(活性碱浓度135g/l,以NaOH计),石灰回收装置生产能力为400t/d。
制浆车间送来的稀黑液,经蒸发站经结晶蒸发浓缩到81.3%(加灰后)直接进碱炉燃烧,碱炉出来的熔融物用苛化工段送来的稀白液溶解成绿液后用回收的石灰进行苛化,经过滤生产高质量的白液(含悬浮物低于20ppm)供蒸煮使用;燃烧产生的热量用来生产过热蒸汽供热电站发电。
碱回收率≥95%,自给率100%,碱回收炉热效率≥72%。
车间单项消耗指标和三废排放指标均可达国际先进水平。
苛化产生的白泥,从环保和生产的连续稳定来考虑,本项目设白泥回收装置,将白泥送至石灰回转窑煅烧成石灰,送回生产系统循环使用。
本车间考虑皂化物粗加工塔尔油生产系统。
本车间采用天然气作为碱回收炉启动点火用辅助燃料和石灰回收窑燃料。
本车间凡是需要人操作和维修的地方都采用室内布置。
本车间在设计中考虑了高、低浓臭气的收集处理系统,碱炉设计考虑能烧掉高、低浓臭气。
此外还设置有非正常生产时使用的高浓臭气燃烧器和低浓臭气洗涤系统。
4.7.2 车间组织本车间分为蒸发工段、燃烧工段、苛化工段、石灰回收工段、塔尔油系统。
4.7.3 工作制度本车间年工作时间为350天,日工作时间为24小时。
三班连续生产。
4.7.4 产品质量标准本车间的主要产品是回收碱液及过热蒸汽,副产品为塔尔油。
回收碱液活性碱浓度135g/l(NaOH计),澄清度≤20ppm,硫化度≥30%;过热蒸汽表压9.2MPa,温度490℃。
塔尔油产品为粗塔尔油,酸值≥157mgKOH/g绝干油。