烤瓷冠牙体预备
牙体预备

肩 台 形 式
1)直角肩台: 肩台与长轴呈直角,牙体磨切多,适合对美观要求高 的人,边缘适合性稍差。 2)斜面肩台: 在肩台外缘形成45º~60º的0.3mm小斜面提高了边缘 适合性,但不能形成颈缘瓷。 3)斜面形: 与牙长轴135º~150º的斜面, 磨切多,但密合性好。 4)浅凹形边缘: 此型浅凹形肩台与轴面呈斜坡移形过度,边缘适 合性好。 5)浅凹-斜面形: 深浅凹的外侧形成斜面没边缘密合性好,但形成 困难。
(1)易于预备,不能存在无基釉 (2)易于辨认,能提供清楚的边界 (3)制作后的修复体边缘有足够厚度和强度 (4)保证其他标准达到要求的前提下,尽量保存牙体组织。
修复体颈缘的牙体预备形式
肩台:是指牙体预备时,在基牙龈缘形成的台阶状结构 颈缘形式分为有肩台和无肩台:羽状、刃状、凹形、斜面形、肩台形、
(四)轴面预备
1、磨除颊、舌侧平行沟之间的牙体组织 2、邻面预备 3、制备颈缘凹面,宽度0.5mm 4、必要时可预备就位沟
(五)精修完成
光滑、圆钝 去除无基釉
二、金瓷冠的牙体预备
烤瓷熔附金属全冠是先用合金制 成金属基底然后在其表面覆盖与天然 牙相似的低熔瓷粉,在真空高温烤瓷 炉中烧结熔附而成。
注意 患者方面 a.清除沉积在牙齿上的烟斑和茶垢,创造中性环境。 b.叮嘱病人擦去口红或卸掉浓妆。 c.身着艳丽服装的病人需要在其表面覆盖中性色治疗巾。
医生方面
a.最好在备牙前,医师的眼睛还未感到疲劳时为病人比色。 b.每次比色不超过5 s,否则易造成视锥细胞疲劳。延长 观察时间,会使锥体细胞紧张而导致对彩度和明亮度的 感受性降低。往往第一次所选的颜色最正确。 c.每选一次色后,都要凝视蓝色卡片或病人的治疗巾, 以提高眼对牙齿颜色的敏感性。因延长观察某一颜色可 产生一个负后像,这个负后像是原来颜色的补色。蓝色 正好是黄色(牙齿的主要颜色)的补色。 d.迅速浏览比色板,用排除法选出若干近似色的比色片。 e.在变化的条件下(牙面的干燥与湿润、唇的收缩与放 松、不同角度的光源)比较所选的比色片。
口腔修复学0302

(二)铸造金属全冠的设计与牙体预备
全冠(full crown complete veneer crown) 是覆盖整个牙冠表面的帽状修复体。其固位力的获得是靠全冠的内壁与牙体表面密合而产生的摩擦力及粘固剂的粘结力 。与其他修复体相比,全冠修复体与牙体的接触面积最大,所产生的摩擦力与粘固力也最大。因而它是修复体中固位力最强者,不仅可用于修复单个牙体缺损,也是固定桥的首选固位体。全冠对牙体的保护作用好,损害相对也较少,且全冠外形线短,边缘多位于龈嵴顶下, 继发龋比嵌体及部分冠低 。
2)颊、舌面制备:其目的是 消除倒凹,把轴面的最大周径降至牙颈部 ,并磨除一定量的牙体组织以容纳金属的厚度。
制备时用金刚砂车针先从颊、舌面的外形最突点到龈缘处消除倒凹,使牙冠最大周径降到牙颈部,并使两轴壁向 端的聚合度为2°~5° ,然后再将外形高点线至 缘处的牙体组织制备出全冠需要的容纳金属的厚度,并保持颊、舌沟的外形。若颊、舌面的制备不足,会使冠的外形大于天然牙外形。 上颌后牙舌尖舌斜面及下颌后牙颊尖颊斜面处应制备成小斜面,以保证下颌在做侧向 运动时,都有足够容纳金属的厚度 ,否则会造成冠修复体在这部分过薄,或者冠的金属厚度达到要求时出现 干扰。
(3 )邻面制备 :牙体邻面可制备成 箱状形和片切形 两种。邻面突度大而缺损范围较小的患牙,为了少磨牙体组织,可选用箱状形邻面。其洞形的颊壁和舌壁要彼此平行,不能有倒凹,允许向 面外展2°~5°,龈壁要清晰而平,洞缘应作洞斜面,髓轴壁和牙长轴平行。当患牙的邻面突度小、缺损表浅时,可做邻面片切形。片切面可微向 方内聚,颊舌边缘稍向外展隙扩展,便于自洁。龈边缘应远离接触点,可以和龈缘平齐,也可置于龈下。为增强固位,可在片切面内做小箱状洞形或沟。
『正确答案』C
(1)牙体轴面与 面(切缘)预备要求
口腔后牙全瓷冠牙体制备原则

切端、牙合面预备→唇 颊面预备→邻面→舌面 →颈缘
铸造冠深度1.5mm,烤瓷冠深度2.0mm。
功能尖斜面的预备
在下颌颊尖颊斜面和上颌舌尖舌斜面需要制备 一定宽度的斜面,引导沟的制备也很有必要, 否则会造成这个位置的修复体过薄或者形态不 佳,这时修复体的正常生理突度将会不准确。
磨除引导沟之间的 牙体组织。
邻面先用细的金刚砂车 针将邻间隙打开,再用 鱼雷状车针扩大邻间隙, 不要伤及邻牙。
前牙
后牙(前磨牙) 前牙
后牙
切 1.5~2.0mm 端 45°(与牙长
轴) 斜面斜向舌侧
牙合 面
2.0mm金瓷 覆盖
0.8mm部分 瓷
唇面(前牙) 舌面(前牙)
切端 1.5~2.0m m
牙合面 玻璃基2.0mm 氧化铝/氧化锆 1.5~2.0mm
唇面(前牙) 舌面(前牙)
1.2~1.5mm
牙冠切1/4向 舌侧倾斜 10°~15°
有角肩台or浅凹型肩台
宽1mm
玻璃基直角形 or浅凹型 氧化铝或氧化 锆基 90°or120°肩 台或浅凹型
颈部边缘与唇颊面颈部 边缘连续
预备步骤
牙合面→颊舌面→邻面 →颈部肩台预备→轴面 角预备→精修
切缘部的制备→制备定深沟→唇 侧及邻面的预备→舌轴壁和舌侧 凹形肩台的预备→舌侧咬牙合面 预备→唇侧切缘部的再形成→边 缘形态修整
后牙如果美观要求不高也可以制备成龈 上肩台,这样可以减小对牙周组织的刺 激,更容易检查边缘密合性。
最后用硅橡胶导板检查备牙量。
牙合面 唇颊面 邻面
牙体制备的比较
金属全冠 (后牙)
PFM
全瓷
0.8~1.5mm 功能尖1.5mm 非功能尖1mm
中切牙金属烤瓷冠牙体预备的探索性实验
中切牙金属烤瓷冠牙体预备的探索性实验沈燕青;胡赛;孔卓玲;傅柏平【摘要】Objective] Aftermaxillary central incisors were normatively prepared for metal ceramic crowns by undergraduate stomatology students in the pre -clinical practical skills training , the tooth preparation and the thickness of temporary crowns were measured for the measurement of the reduction of tooth preparation and calculation of the mesio -distal convergence angle of the tooth preparation .[Method] Eleven students took part in the investigation .After standard artificial teeth were set in the head simulators ,heavy body silicon impression materials were homogeneously kneaded to cover two maxillary central incisors and a maxillary lateral incisor .Each student was asked to normatively prepare a maxillary central incisor ,and to make a tempo-rary crown via silicon impression . After the tooth preparation and the thickness of the temporary crowns were measured by vernier calipers ,the medians ,and lower ,upper quartiles(P25 ,P75)were obtained and the mesio -distal convergence angles were calculated via inverse trigonometricfunction .[Result]The incisal reductions were appropriate ,the facial and the linqual re-ductions ,and the gingival margin were not enough prepared . The degrees of the mesio -distal convergence angle were toolarge .[Conclusion]Students easily learnedto prepare the incisalreductions ,however ,they were not easily to prepare the depth (the thickness) of the tooth reducitons and the mesio -distal convergenceangle .This exploratory experiment can be used to judge the students’ ability of tooth preparation .%目的:口腔医学本科生临床前技能培训实验中,对上颌中切牙金属烤瓷冠标准化预备后的基牙,进行预备量的测量,并计算近远中轴向聚合角。
烤瓷冠修复体基牙的形态和预备方法
均匀磨除1.0-1.5mm的牙体组织,根据牙齿的唇面形态进行适当调整。
前牙修复
邻面
磨除邻面约0.8-1.2mm的牙体组织,保留1.0mm左右的边缘嵴。
舌面
磨除舌面约0.5mm的牙体组织,保持舌面的自然形态。
前牙修复
预备注意事项
注意牙齿的邻接关系,避 免损伤邻牙。
保持牙齿的原有外形,避 免过度预备。
全牙列修复
01
形态预备
02
根据牙齿的咬合关系和牙弓形态,对全口牙齿进行形态预备。
磨除适量的牙体组织,保持牙齿的自然形态和咬合关系。
03
全牙列修复
01
注意牙齿的邻接关系,避免损伤邻牙。
02
预备注意事项
03
保持牙齿的原有外形和咬合关系,避免过度预备。
全牙列修复
注意牙齿的邻接关系,避免损伤邻牙。
根据患者情况选择合适的烤瓷冠材料,保证修复体的长期稳定性和美观性。
抛光处理
抛光处理可以进一步增强烤瓷冠与基牙的密 合度,减少缝隙和细菌滋生的空间。
避免颜色差异
要点一
选择合适的材料
应选择与基牙颜色相近的烤瓷材料,以减小颜色差异。
要点二
精确比色
在制作烤瓷冠之前,应进精确的比色,以确保烤瓷冠的 颜色与基牙颜色一致。
THANKS FOR WATCHING
感谢您的观看
其他预备方法
其他预备方法包括电解预备法、激光 预备法等。
电解预备法是通过电解作用去除牙齿表面的 硬组织,形成所需的烤瓷冠基牙形态。激光 预备法是通过激光能量去除牙齿表面的硬组 织,具有精度高、热损伤小等优点。
03 烤瓷冠修复体基牙形态和 预备方法的选择依据
牙齿状况
口腔固定义齿修复之前牙牙体预备PPT幻灯片课件

团结凝聚力量 厚积方能薄发
34
26
牙齿预备后标准形态:
• 年轻医生没有认真学习牙齿预备相关理论,
没有仔细观察和揣摩经典牙齿预备后的标 准牙体形态,使得医生在错误预备后不能 及时发现问题,即使认真检查后仍不能发 现问题,这说明医生的眼力是很重要的, 而眼力是可以通过训练提高的。
27
肩台问题:
• 肩台的设计是最为重要的部分,肩台的深度、宽度、形状
21
比色成功前后对比
22
肩台备制后与他人之对比
23
后牙预备后取模与他人之对比
24
肩台瓷对牙龈的重要性
25
牙体预备前的设计:
• 预备前应有充分、认真的分析与设计步骤,
蜡型设计后要仔细检验,然后才将其复制 到患者口内,再次美学检查、调整后定深 预备,同时使用硅橡胶index检验。这样可 以解决预备量不足及预备量过多的问题。 一些医生常见的唇侧颈部预备量不足,唇 侧切二分之一预备不足,牙齿预备千篇一 律等问题,均可以通过上述标准化操作步 骤发现并解决。
• 小结:唇面预备完全后并不是一个直面,而是保留正常牙
体形态的唇面狐度。为了方便进入下一阶段邻面的预备, 在预备唇面近远中时,车针应向舌腭侧内行走,并保留肩台 宽度.
13
三:邻面预备
• 用预备唇面的车针紧贴牙冠轴面角向邻面磨切,
首先把颈缘至切缘的倒凹部分磨除,再接肩台 1.0mm磨除邻面牙体组织,并且控制轴面切向 会聚2°~5°。预备中要注意邻牙的保护,尽量 减少邻牙接触点的破坏。
都需要认真设计,每一颗牙齿的每一部位的肩台设计和预 备,都应有理论的指导及操作能力的配合。不然,就会造 成严重的问题和缺憾。
• 肩台预备过深,预备肩台时损伤牙龈,预备时出现肩台扉
牙体预备的三大原则

牙体预备的三大原则什么是牙体预备?牙体预备是牙科修复过程中的重要步骤,它为牙齿修复提供了基础。
牙体预备的目标是为了去除腐坏或损伤的牙体组织,为修复物(如填充物、冠)提供足够的空间和稳定的结构。
在牙体预备过程中,医生需要遵循一些关键原则,以确保修复物的适合性、持久性和功能性。
三大原则原则一:保存健康组织在进行牙体预备时,保存尽可能多的健康牙体组织是至关重要的。
牙体组织是牙齿的保护层,保持其完整性可以减少进一步的牙齿问题。
因此,医生需要谨慎地确定需要去除的腐坏或受损组织的范围,并仔细评估如何最大限度地保留健康组织。
在实际操作中,医生需要使用高质量的牙科设备和工具来进行牙体预备。
首先,医生会仔细检查患者的口腔状况,确定哪些部位需要进行修复。
然后,他们会使用特定的器械,如高速手术钻,轻轻地去除腐坏或受损的牙体组织。
在此过程中,医生需要保持稳定的手势和适度的力度,以确保只去除有问题的组织,同时最大限度地保留健康组织。
此外,医生还需要注意对牙体组织的保护,以减少手术对周围牙体的损伤。
他们可能会使用橡胶隔离器来隔离预备区域,防止唾液和其他污染物的进入。
这种隔离措施不仅可以提供更好的可视性,还可以减少修复物与周围牙体的接触,从而降低细菌感染和二次腐坏的风险。
通过精确地执行保存健康组织的原则,医生可以确保牙体预备过程不仅能有效地去除问题组织,还能最大限度地保护健康组织,为后续修复提供更好的基础。
原则二:确保修复物的稳定性牙体预备的另一个重要原则是确保修复物在牙齿上的稳定性。
修复物应该能够经受咀嚼和咬合力的作用,并且在口腔环境下保持长期稳定。
为了达到这个目标,医生需要在牙体预备过程中注意以下几点:a. 保持合适的修复物厚度修复物的厚度直接影响到其强度和稳定性。
如果修复物过于薄,它可能无法承受咀嚼力,导致断裂或脱落。
相反,如果修复物过于厚,它可能会对周围牙齿和软组织产生过多的压力,引发不适或其他问题。
因此,医生需要根据修复物的材料和类型,确保其在不同区域具有足够的厚度,以承受咬合力并保持长期稳定。
在烤瓷牙制作中如何取一个肩台清晰的印模

想取到360度龈沟吗?
360度龈沟都能取的清楚,那对于固定修复的取模你就基本上没啥问题了
360度龈沟是指:你的模型取好以后,你能在模型上看到一圈很清晰的龈沟.不明白的话可以找一些图例研究一下.
4.缺点:费时;易损伤牙周组织。
当排龈线在唇侧较浅龈沟留置时间大于15分钟,或者双线排龈粗暴时,永久性牙龈退缩的可能性就会明显增加。因而前牙区排龈应尽可能采用单线法
--------------------------------------------------------------------------------
--------------------------------------------------------------------------------
建义可以用一用寒天!
--------------------------------------------------------------------------------
希望对大家有所帮助,呵呵,我是剽窃一美国佬的做法,几年前在一本美国修复杂志上无意中看到的,试了一下,百试百灵.
--------------------------------------------------------------------------------
我们有一从老师不排龈,他就用一最细的金钢砂车针紧贴着牙面备牙(说是不会损伤牙龈),备出的牙齿取模后肩台甚至比压了龈线的都要清晰。
提一点不同看法:
牙体预备

工作印模的要求
• • • • 完整 范围合适 清晰 与托盘无分离
如何选择托盘
• 一、牙弓大小与形态 • 二、牙弓高低
• 三、缺牙数目与部位、修复方法
如何选择托盘
• 一、牙弓大小与形态:
• 1、托盘大小、形态须与牙弓大小、形态一 致
• 2、托盘略大于牙弓
• 3、托盘内面与组织间约有3~4毫米间隙
6
五.舌面的 制备
目的及要求:
1.舌面形态没必要形成天然牙一样的外形,只要对he牙有0.5-1.5mm 2.与就位道一致 3.舌面完成后的形态呈凹斜面或斜面
2
六.精修
目的及要求:
按照就位道方向修 改牙体各轴面,使之一 致.选用细车针,对基牙 进行研磨、抛光,各轴 面的点、线角要圆钝, 呈流线型,有利于提高 牙冠的适合性
• 消除倒凹 • 制备修复体所需要的空间 • 制备固位形和抗力形
1.0mm
1. 0
0.5 to 0.8
牙体解剖知识
牙体各个面的解剖厚度
牙齿
中切牙 牙釉质 牙本质 侧切牙 牙釉质 牙本质 尖牙 牙釉质 牙本质 1.1mm 4.4mm 0.7-0.8mm 1.8-2.2mm 2.0-2.9mm 0.9mm 3.3mm 0.6-1.0mm 0.9-1.2mm 1.7-2.4mm 0.9mm 3.4mm 0.7-1.0mm 1.0-1.6mm 2.2-2.5mm
3.基牙具有良好的抗力形
• 保留活髓及其整体性 • 保留较多的牙体组织 • 增加牙体抗力形的措施
3.基牙具有良好的抗力形
3.基牙具有良好的抗力形
3.基牙具有良好的抗力形
3.基牙具有良好的抗力形
3.基牙具有良好的抗力形
4. 预留修复体的空间
医学课件-牙体预备程序
•
印模前—移除第2根排龈线,保留第1根排龈线控制硅
胶的流动。
2020/7/21
双线排龈法
• 根据附着龈的厚薄及紧张度选择第一 根排龈线.
2020/7/21
双线排龈法
• 把排龈线小心的置入龈沟,从近中(或 远中)开始压入
2020/7/21
双线排龈法
• 依次颊侧,远中,舌侧,360度排龈
2020/7/21
DIATECH
第六步 修整边缘
仍用881 - 012 - 8ML将舌侧边缘与 邻面边缘光滑地连续起来,去除悬 釉及悬牙骨质。肩台无论宽窄,与 根面的交角≥90°为宜;换钻针, 用839 - 010 - ML 修整唇侧肩台边 缘,此处对美观影响较大,肩台的 宽度、形状、在龈沟内的深度,要 按设计仔细修整完成并与邻面边缘 相连接。
2020/7/21
2020/7/21
2020/7/21
双线排龈法
技术—肩台在龈下时使用“双排龈线”技术)
Place initial cord for a minimum of 5 minutes
•
(放置初始排龈线至少5分钟)
• · Remove and replace with a new cord
• 成品牙托 (Stock Tray)
• 塑胶
• 用过即丟 • 排除交叉感染 (cross-contamination) • 易於修改 • 坚硬度較差
• 金屬
• 穿孔型 (perforated)
• 个别牙托 (Custom Tray)
2020/7/21
印模材料
• 印模托 (Impression Trays)
双线排龈法
• 取印膜.在提出第二根排龈线的同时(第一根排 龈线仍留在龈沟内},迅速将高流动性硅橡胶龈 膜材注入龈沟,时间是关键.
前牙烤瓷冠龈边缘处3种牙体预备的临床分析

前牙烤瓷冠龈边缘处3种牙体预备的临床分析潘勇【摘要】目的分析3种前牙烤瓷冠龈边缘处牙体预备的临床效果,探究龈边缘最佳的预备方法.方法选取2013年8月至2015年1月期间在我院进行牙齿修复的83例患者(83个修复单位)进行研究,将其随机分为A、B、C三组,A组采取凹形肩台修复,B组采取90°肩台修复,C组采取135°肩台修复,所有患者均用镍铬合金烤瓷牙进行修复,随访一年,对患者的烤瓷冠牙周健康和颈缘灰线的效果进行评价.结果所有患者的牙周健康和颈缘灰线均有一定改善,牙周健康方面,A组与C组比较,差异显著,有统计学意义,P< 0.05,A组与B组比较,差异显著,P< 0.05,B组与C组比较,差异无统计学意义,P>0.05,由此可见,C组改善效果最好,其次为B组,A组效果最差.颈缘灰线方面,A组与B组比较,差异无统计学意义,P> 0.05,A组与C组比较,差异有统计学意义,P<0.05,B组与C组比较,差异有统计学意义,P< 0.05,由此可见,A组效果最差,其次为B组,C组改善效果最好.结论与凹形肩台修复和90°肩台修复比较,采取135°肩台修复的效果更为显著,值得临床中广泛的推广应用.【期刊名称】《中国医药指南》【年(卷),期】2016(014)020【总页数】2页(P46-47)【关键词】烤瓷冠;牙体预备;临床效果【作者】潘勇【作者单位】来宾市人民医院,广西来宾546100【正文语种】中文【中图分类】R78近几年来,经过调查发现大部分患者在前牙修复中会出现牙周健康、颈缘灰线等相关问题,对前牙烤瓷修复冠的修复效果产生巨大的影响[1]。
目前,金属烤瓷修复体是临床中应用最为广泛的修复体,得到了广大患者的认可[2]。
本次研究通过分析3种前牙烤瓷冠龈边缘处牙体预备的临床效果,探究龈边缘最佳的预备方法。
下面将具体的研究结果整理总结如下。
1.1 一般资料:选取2013年8月至2015年1月期间在我院进行牙齿修复的83例患者(83个修复单位)进行研究,将其随机分为A、B、C三组,A组25例(25个修复单位),B组30例(30个修复单位),C组28例(28个修复单位),三组患者的基本临床资料经过统计学处理比较,差异无统计学意义,P>0.05,有比较的意义。
《烤瓷牙牙体预备》课件
第二季度
第三季度
第四季度
技术进步
随着科技的不断进步, 未来烤瓷牙牙体预备的 技术将更加先进和精准 。数字化技术的应用将 进一步提高预备的准确 性和效率。
个性化治疗
随着人们对美的追求不 断提高,未来烤瓷牙牙 体预备将更加注重个性 化治疗。从治疗方案的 制定到烤瓷牙的设计和 制作,都将更加符合患
者的个性化需求。
病例二:后牙烤瓷牙牙体预备
总结词
强度高,耐用性好
详细描述
后牙烤瓷牙牙体预备主要针对后牙部分牙齿缺失、缺损或变色等问题的患者。由于后牙在咀嚼过程中 承受较大的压力,因此需要选择强度高、耐用性好的材料进行修复。在病例二中,医生将根据患者的 具体情况,进行个性化的牙体预备,确保修复效果达到最佳,满足患者的需求。
磨平
使用磨石将牙齿表面磨平,使其光滑且无凹 凸。
测量与定位
使用测量工具确定烤瓷牙的长度和宽度,确 保其与牙齿精确匹配。
牙体预备技巧与注意事项
避免过度预备
去除过多牙齿材料可能导致牙齿敏感 或牙髓损伤。
保持牙齿结构完整
尽量保留牙齿的自然形态,避免不必 要的损伤。
注意口腔卫生
在牙体预备过程中,保持口腔卫生, 避免感染。
2. 保持牙齿形态
在磨削过程中,要尽量保持牙齿的自然形态,避免过度磨损 。
总结烤瓷牙牙体预备的关键点
3. 确保边缘密合
烤瓷牙的边缘要与牙齿紧密结合,确保没有缝隙,以防止食物残渣和细菌的侵 入。
4. 颜色匹配
烤瓷牙的颜色要与周围牙齿的颜色相匹配,以达到自然美观的效果。
展望烤瓷牙牙体预备的未来发展
第一季度
《烤瓷牙牙体预备》PPT课件
目录
• 烤瓷牙牙体预备简介 • 烤瓷牙牙体预备的步骤 • 烤瓷牙牙体预备的工具与技术 • 烤瓷牙牙体预备的病例展示 • 烤瓷牙牙体预备的常见问题与解决方案 • 总结与展望
烤瓷冠牙体预备
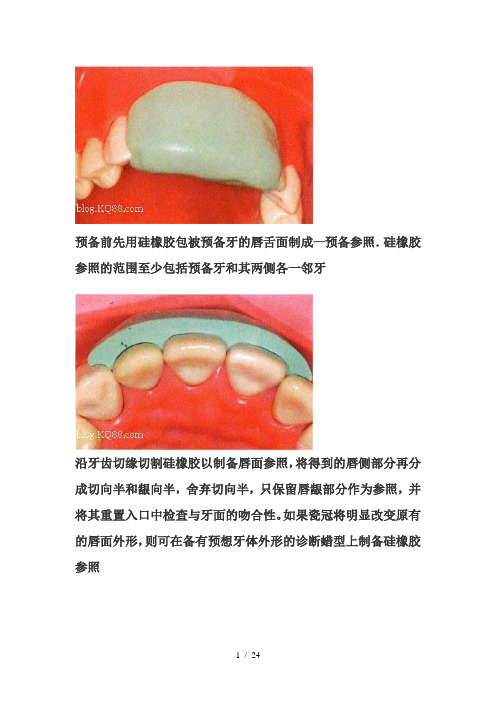
预备前先用硅橡胶包被预备牙的唇舌面制成—预备参照.硅橡胶参照的范围至少包括预备牙和其两侧各一邻牙沿牙齿切缘切割硅橡胶以制备唇面参照,将得到的唇侧部分再分成切向半和龈向半,舍弃切向半,只保留唇龈部分作为参照,并将其重置入口中检查与牙面的吻合性。
如果瓷冠将明显改变原有的唇面外形,则可在备有预想牙体外形的诊断蜡型上制备硅橡胶参照沿预备牙中矢状线由龈唇端到龈舌端将硬化后的硅橡胶印模切成两半,即可备得中矢状面参照。
这一参照能较好地指示沿预备体中线包括切缘和舌面在内的综合预备状况.但不能指示唇面近远中侧的预备情况。
术者可根据自己的需求决定采用哪种参照。
若时间充裕可制备两种硅橡胶参照使用平头锥形金刚砂车制备定深沟瓷牙冠预备时制备定深沟的做法已实行多年。
用已知直径的车针切磨牙体时,通过与未经切割的邻近釉面对比就可得知切磨的深度。
使平头锥形车针于唇面的龈向段平行。
用车针针体切入唇面近远中向的中央并使车针与唇面龈向段平行。
车针必须全径甚至更深地切人牙体内。
虽然边缘完成线最终将会与龈缘平齐或稍稍位于龈下,但此时车针顶端应保持在龈缘稍上方。
重复以上过程2次,在中矢沟与两邻线角之间的中央再各制备一条同样的定深沟再使平头车针与唇面的切向段平行在唇面的切向段制备2条或更多的纵向定深沟,沟深应没及车针的全径。
纵沟在靠近唇面中部的水平逐渐变浅消失.此处的牙面曲度也最大切端预备:使用平头锥形金刚砂车针在切缘上至少制备2条深度为2.0 mm的唇舌向定深沟。
切割时车针的方向应与切缘未经切割时的唇舌向角度一致文献介绍的切缘预备深度从1O mm、15 mm到20 mm不等。
若要取得足够的美观效果,最好切除2 0mm的切缘组织.达到定深沟的深度。
切缘磨除过多会使唇面应力过大,导致修复体唇面发生前面曾提到过的半月形瓷裂。
预备后的切面应与原来的切缘平行,更为重要的是与咀嚼力方向垂直。
不制备这一约45。
的切舌向斜面会导致肩台处的应力过大唇面的切向部分预备:使用平头锥形金刚砂车针唇面预备应分两个平面进行,这样唇切角预备时可尽量舌向深入以取得满意的美观效果,同时又不会伤及牙髓或使唇轴壁过度倾斜。
实验1-前牙PFM全冠的牙体预备

• 椅位调整:个人习惯,尽量直视下操作 • 活髓牙局部麻醉:无痛原则
二 、比色
三、基牙预备
• 切缘:1.5~2.0mm • 唇面:1.2~1.5mm • 邻面:上前牙1.8~2.0mm,2°~5°的切
向聚合度 • 舌面:0.8~1.5mm • 肩台:龈下0.5~0.8mm处
四、检查咬合,精修完成
五、排龈,印模制取、灌模
六、暂时冠的制作及粘接
七、填写设计单,送技工室加工
患者第一次就诊流程
• 医患沟通,确定治疗方案 • 操作前准备,生理、心理、器械 • 比色 • 取模、灌模 • 牙体预备 • 临时冠制作 • 填加工单,送加工厂
前牙PFM全冠的牙体预 备
目的和要求
• 加深对PFM全冠修复理论的理解 • 掌握前牙PFM全冠牙体预备的方法和步
骤 • 了解患者第一次就诊的操作流程
实验内容
• 对工作模型上的上颌中切牙进行 PFM全冠的牙体预备
实验用品
• 工作模型、高速涡轮手机、涡轮钻针
方法和步骤
一、准备工作
• 修复体设计:修复体选择,修复材料选择, 与患者沟通
前牙金属烤瓷全冠
南方医科大学口腔医学院 张耀坤 硕士
实验要求
• 不迟到早退,穿工作服,女生不披头散发 • 带齐实验用具,正确使用仪器、设备,注意
安全 • 认真听讲。课前从带教老师的安排
实验内容
• 前牙PFM全冠牙体预备 • 前牙PFM全冠基底冠蜡型制作 • 前牙临时冠制作 • 后牙PFM全冠牙体预备 • 后牙PFM全冠基底冠蜡型制作 • 后牙临时冠制作 • 前磨牙PFM全冠牙体预备 • 前磨牙临时冠制作
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预备前先用硅橡胶包被预备牙的唇舌面制成—预备参照.硅橡胶参照的范围至少包括预备牙和其两侧各一邻牙
ﻫ沿牙齿切缘切割硅橡胶以制备唇面参照,将得到的唇侧部分再分成切向半和龈向半,舍弃切向半,只保留唇龈部分作为参照,并将其重置入口中检查与牙面的吻合性。
如果瓷冠将明显改变原有的唇面外形,则可在备有预想牙体外形的诊断蜡型上制备硅橡胶参照ﻫ
沿预备牙中矢状线由龈唇端到龈舌端将硬化后的硅橡胶印模切成两半,即可备得中矢状面参照。
这一参照能较好地指示沿预备体中线包括切缘和舌面在内的综合预备状况.但不能指示唇面近远中侧的预备情况。
术者可根据自己的需求决定采用哪种参照。
若时间充裕可制备两种硅橡胶参照
ﻫ
使用平头锥形金刚砂车制备定深沟ﻫ
ﻫ瓷牙冠预备时制备定深沟的做法已实行多年。
用已知直径的车针切磨牙体时,通过与未经切割的邻近釉面对比就可得知切磨的深度。
使平头锥形车针于唇面的龈向段平行。
ﻫﻫ
用车针针体切入唇面近远中向的中央并使车针与唇面龈向段平行。
车针必须全径甚至更深地切人牙体内。
虽然边缘完成线最终将会与龈缘平齐或稍稍位于龈下,但此时车针顶端应保持在龈缘稍上方。
重复以上过程2次,在中矢沟与两邻线角之间的中央再各制备一条同样的定深沟
ﻫﻫ再使平头车针与唇面的切向段平行
在唇面的切向段制备2条或更多的纵向定深沟,沟深应没及车针的全径。
纵沟在靠近唇面中部的水平逐渐变浅消失.此处的牙面
曲度也最大ﻫﻫ
切端预备:使用平头锥形金刚砂车针
ﻫﻫ在切缘上至少制备2条深度为2.0 mm的唇舌向定深沟。
切割时车针的方向应与切缘未经切割时的唇舌向角度一致
ﻫﻫ文献介绍的切缘
预备深度从1O mm、15 mm到20 mm不等。
若要取得足够的美观效果,最好切除 2 0mm的切缘组织.达到定深沟的深度。
切缘磨除过多会使唇面应力过大,导致修复体唇面发生前面曾提到过的半月形瓷裂。
预备后的切面应与原来的切缘平行,更为重要的是与咀嚼力方向垂直。
不制备这一约45。
的切舌向斜面会导致肩台处的应力过大
ﻫ唇面的切向部分预备:使用平头锥形金刚砂车针
ﻫ
唇面预备应分两个平面进行,这样唇切角预备时可尽量舌向深入以取得满意的美观效果,同时又不会伤及牙髓或使唇轴壁过度倾
斜。
用平头锥形金刚砂车针磨除唇面唇切段定深沟之间所有的残留牙体组织。
ﻫ唇面的龈向部分预备:使用平头锥形金刚砂车针
ﻫ用同一车针继续龈向部分的唇面预备。
先大体制备出肩台边缘完成线.并使这段唇轴面与舌纵轴壁之间形成尽可能小的聚合角。
唇面牙体磨除的厚度应为1.Omm左右
ﻫﻫ
将唇面预备向邻面延展并制备肩台。
此时的肩台可一直延展到舌面,但次序上应在舌隆突预备完成后进行,这样做可使舌面的垂直舌壁预备面和凹面状舌隆突预备面之间的区分更明显
ﻫﻫ
舌面预备使用小轮形金刚砂车针
ﻫ
为使舌面的舌隆突部分预备充分,用直径大于轴柄1.4 mm的球形金刚砂车针在舌面磨出数个定深坑凹,使车针深入牙体直至其轴柄与釉面接触,这样备成的坑凹深度为0.7mm。
一般要制备3个这种深度参照。
在舌面应磨除O .5~1.0mm厚的牙体
组织ﻫﻫﻫ用小轮形车针将舌面隆突区预备成凹面状。
由于多数牙齿都需要在舌面中部制备出尽可能大的间隙,凹面形磨切方式可使这一部位得到最大可能的预备。
同时.舌隆突预备形成的曲面将舌面清楚地区分为水平段和垂直段两部分.使预备体的固位力和抗力都得到加强。
另外.舌面的凹面预备可减少应力.而斜面状预备则会产生较大
的张应力。
预备尖牙时.应制备出纤细的舌嵴;肾舌隆突分成2个凹面.以增加修复体的抗旋转力
ﻫ
舌轴面预备:使用平头锥形金刚砂车针
用预备其他轴面时所用的平头锥形金刚砂车针预备垂直舌轴壁。
此处应磨除1.O mm厚的牙体。
预备时还应使舌壁与唇面的龈向段之间的聚合角尽可能小,因为预备体锥度过大会导致抗力不足,应力增加甚至使瓷冠折裂
ﻫﻫﻫ小心仔细地将各轴面预备与邻接的轴面预备移行连接(图中为舌轴面和远中邻轴面)。
如果各轴面连接不圆滑,瓷冠在这些过渡区将变薄且容易折裂。
带边角的方形预备可能非常稳固,但圆钝的预备会使修复体
有较高的强度ﻫﻫﻫ轴面精修使用171号钨钢车针
用171号锥形无板牙裂钻平整各轴面。
虽然使用增粗加长的特殊车针不容易划损牙面.但如使用小心得当.1 71号车针也完全可以用于牙体精修
ﻫ
打磨各轴面,留心去除各线角部位残留的边角.特别注意不要在靠近龈肩台的部位形成倒凹
用锥形裂钻圆钝预备面上任何明显的棱角,残留的尖锐线角可导致瓷裂
肩台精修:使用957号车针ﻫﻫ精修肩台ﻫ内角圆钝的肩台和图15-28所显示的不同。
肩台的锐角内角不能在瓷修复体上得到复制,对修复体的支持作用差。
另一方面,无肩台冠经常导致边缘适合不良和外形过大。
邻面肩台缺失会导致瓷冠的近远中面承受的张力增大。
ﻫ一般认为肩台的宽度应为1.0 mm。
虽然有人推荐肩台宽度可在0.5~1.0mm之间,但窄于1.0 mm肩台预备仅适用于过小牙的修复,为保护牙髓,这类牙齿只能承受最
低限度的牙体预备。
ﻫ首先使用平头金刚砂车针进行肩台预备,然后像Gldstein介绍的那样,使用带斜边的末端刀口金刚砂车针。
一方面可减少软组织损伤,另外还能沿肩台在切龈向的“上下起伏” 外形由唇面到邻面再到舌面进行预备,同时又不划伤肩台。
还可用边缘轻微倾斜的末端刀口钨钢车针进一步精修肩台,并防止车针在肩台切向高起部位挖切牙体。
ﻫ
瓷甲冠的边缘完成线一般采用平滑的肩台形式。
肩台应与咀嚼力方向或牙齿的长轴垂直,肩台与牙体外表面之间的角度近似直角。
虽然有时预备线采用凹面肩台形式.但其与牙体表面之间的角度为钝角,这一角度的增加可导致相应的应力增加
ﻫ
为了保证制备的肩台平滑一致,用釉质凿平整肩台表面。
同时检测其宽度。
不要将肩台和牙齿轴壁交接部位制备成锐利的内角。
只有在平滑的肩台预备基础上.才能做出具有良好边缘适合性的瓷甲冠
预备过程中将硅橡胶水平唇面参照置于牙面上,检验唇面切龈向预备的程度
ﻫﻫ可通过中矢状面参照检查牙体预备的全面状况。
可以看出,各部位牙体预备的质
量达到基本一致ﻫﻫ唇切向观察完成瓷甲冠预备的上颌中切牙
ﻫ同一预备的舌面
观。
注意舌面和切面上没有尖锐的线角
ﻫ
前牙瓷甲冠牙体预备的结构特征以及各自的功能作用ﻫﻫ铸瓷冠牙体预备ﻫ
ﻫ用硅橡胶团包被后牙的颊舌耠面.制作颊舌复合参照。
取出聚合后的硅橡胶块,沿预备牙近远中侧邻牙牙尖的中线进行垂直切割,然后在牙齿的颊舌面进行水平切割并与垂直切面相交。
去除游离下来的硅橡胶段即可制得颊舌复合参照。
以邻牙耠面外形为方位对照,这一硅橡胶参照可精确地指示牙齿颊舌面的预备程度
中矢状面参照的制作。
另取硅橡胶团包被预备牙.硬化后取出口腔.沿单根牙的垂直中线或磨牙近中尖中线切割硅橡胶块,即制得中矢状面参照。
它可以单独或与颊舌复合参照一起用来检查牙体预备状况
ﻫ完成后的中矢状面参照近观模式图。
为了便于观察,邻接的牙齿已被去除。
显示硅橡胶块与预备前牙齿的中线严密吻合
ﻫ(牙合)面预备:使用大圆头锥形金刚砂车针ﻫ
用大圆头锥形金刚砂车针在(牙合)面制备定深沟。
设置位置应包括各三角嵴以及三角嵴近远中侧的主发育沟
ﻫﻫ
用1.5mm或2.O mm宽的釉质凿检测定深沟的深度。
(牙合)面最终应降低 1.5~ 2.0
mmﻫﻫ
用大圆头锥形金刚砂车针磨除定深沟问残留的(牙合)面组织。
应注意依循(牙合)面的几何斜面外形进行预备,以保证瓷修复体获得足够的支持厚度,同时预备牙能保持一定的高度ﻫ
ﻫ功能尖斜面预备:使用大圆头锥形金刚砂车针
为预备功能尖斜面.先用大圆头金刚砂车针制备定深沟。
图中定深沟设置在颊尖的颊斜面上ﻫ
预备功能尖斜面,以保证瓷修复体在颊尖颊斜面的厚度与在舌斜面的厚度一致。
上颌牙的功能尖斜面应预备在舌尖的舌斜面上。
功能尖斜面的方向应与对(牙合)牙的牙尖斜面大致平行ﻫ
ﻫ还可通过紧咬一种1.5mm厚的的厚度指示条(flexible clearanceguide)来判断(牙合)面预备的程度:在患者紧咬牙齿的情况下,若指示条能从颊侧抽出.表明(牙合)面预备空隙已达1.5mm,如果不能,则提示需要进一步预备。
观察患者的蜡片咬合记录可帮助确定需要额外磨除的部位
ﻫ颊舌轴面的预备:使用大圆头锥形金刚砂车针
ﻫﻫﻫ为确保预备充分,先在颊舌面制备定深沟。
文献介绍的轴面预备厚度为 1.0 mm、1.2mm和1.5 mm不等,为保证瓷冠在龈缘边缘完成线部位的厚度达到1.0 mm,冠中份的轴面预备必须达到1.5mm或略少于1.5 mm的程度。
由于铸瓷冠的耠面和...。