SJ-150×25挤出机组配置及技术参数
150 挤出机作业指导书
编号:Q/KH03-01.6-2013 山东科虹线缆科技股份有限公司作业指导书设备名称:Ø 150挤出机受控装态:受控号:修订状态:A编制:审核:批准:发布日期:2013年12月18日实施日期:2013年12月20日目录一、设备的用途二、设备的工艺技术参数三、设备的结构及简要说明四、操作规程五、技术与安全一、设备用途SJ—150/25塑料挤出机配相应的辅机,可挤制软聚氯乙烯,如:吹膜等制品。
二、设备工艺、技术参数1、螺杆直径 150mm2、螺杆长径比 25:13、螺杆转速 10-60r/min4、生产能力(∠DPE) 100-450kg/h5、中心高 1000m6、电压 440V7、加热机筒:加热段数 6段加热功率 10KW/段机头架:加热功率 4KW机头:加热功率 4KW8、机筒冷却形式风冷鼓风机型号 DF-VI冷却段数 6段冷却风机功率 0.37KW×69、齿轮箱传动比 16一、设备结构简要说明本机主要由挤出部分、传动装置、加热冷却部分等组成。
1、挤出部分:该部是本机的心脏,其作用是将塑料塑化成均匀密实的熔融体,并在螺杆的推动下将塑料从机头的口模中定压定量连续挤出。
其主要零件是螺筒和螺杆,它们的材料均是高级优质合金钢和38Cr/T0AtR。
经氨化处理后,有效高的硬度和一定的抗蚀能力,本机长径比大,螺杆可无级调速。
中心制有长孔,尾部有螺杆冷却系统。
可对螺杆进行冷却。
2、热冷却部分:螺筒外圆装有4段加热器,机头发兰也有加热器,可分别在00~3000C范围内由温度指示调节仪表自动控制其温度,在铸铝加热器内壁上,设有通风槽,并装有四个鼓风机,每个鼓风机都和每段加热器相对应,视工艺要求可分段通风冷却。
3、传动部分采用双级渐开线圆柱齿轮减速箱传动,螺杆通过键与减速成箱主轴相连接,螺杆的轴向力靠安装在轴承座内的向心推力对称球面滚子轴承来承受。
四、操作规程开车前的准备工作1、检查设备:检查设备和各转动部位完好情况,并对各润滑部位加油首班开车须注意作业计划和上班次留言记录,检查工卡量具是否齐全。
90挤出机配置

SJ-90×25塑料挤出机机组配置及技术参数1.设备用途SJ-90×25挤出机组适用于以PVC,PE,XLPE、低烟无卤聚烯烃(需另购低烟无卤专用螺杆)等电缆料为绝缘和护套的电线电缆的制造2.主要技术参数2.1挤包前直径Ф10-Ф452.2挤包后外径Ф15-Ф502.3螺杆转速 10-80 r/min2,4挤出机最大挤出量 280kg/h(PVC)2.5冷却水槽长度 16m2.6最大牵引力 1600kg2.7最大牵引线速度 80m/min2.8放线盘规格 PN1000-PN20002.9收线盘规格 PN1000-PN20003.主要组成部件3.1 Ф2000mm无轴式放线架一套3.2 五轮张紧架一套3.3 SJ-90×25挤出机一台3.4 Φ60mm直角机头一只3.5 上料烘干机一套3.6 16m不锈钢冷却水槽一套3.7 爪式吹干机一套3.8 1600kg平胶带牵引机一套3.9 Φ2000mm无轴式收排线机一套3.10 电控系统一套4.主要部件结构说明及技术规范4.1 Φ2000无轴式放线架4.1.1放线盘规格 PN1000-PN20004.1.2 最大装盘重量≤10T4.1.3 电动升降、电动夹紧,机械摩擦张力控制,张紧力可调4.2 五轮张紧架4.2.1由5-Ф220钢滚轮组成,张紧力及张紧距离可调以适应不同的线径,通过调整弹簧力的大小而控制张力4.3 SJ-90×25挤出机4.3.1螺杆直径Φ904.3.2螺杆长径比 25:14.3.3 螺杆形式 BM 型4.3.4 出胶量 280kg/h(PVC)4.3.5 主电机功率 75kw4.3.6机筒加热段数×功率 5×5kw4.3.7 机筒材料 38CrMoAlA,表面氮化处理,氮化深度0.5~0.8;表面硬度≥HV940。
4.3.8 螺杆材料 38CrMoAlA,表面氮化处理,氮化深度0.5~0.8;表面硬度≥HV840。
单螺杆挤出机的规格型号和基本参数
单螺杆挤出机的规格型号和基本参数单螺杆挤出机是一种广泛应用于塑料加工行业的设备,用于将塑料颗粒或粉末加热、熔化、挤出,制成各种形状的制品。
在挤出机市场上,不同规格型号的单螺杆挤出机具有各自的特点和适用范围。
本文将介绍单螺杆挤出机的规格型号和基本参数。
一、单螺杆挤出机的规格型号通常情况下,单螺杆挤出机的螺杆直径可分为20mm-250mm,L/D比可分为20-40。
常见的规格型号有25/25、30/25、45/30、65/25等,其中数字表示螺杆直径,斜线后面的数字表示L/D比。
不同规格型号的单螺杆挤出机适用于不同的生产需求。
较小直径的挤出机适用于小型生产和试验室应用,而较大直径的挤出机适用于大型生产。
二、单螺杆挤出机的基本参数1. 挤出量:挤出量是单螺杆挤出机每小时能够产出的塑料制品的重量。
单位通常为kg/h。
挤出量与螺杆直径、L/D比、转速等因素有关。
2.转速:转速是指螺杆旋转的速度,通常以转/分钟为单位。
转速决定了加工过程中塑料的进给速度和熔融效果。
3.功率:挤出机的功率包括驱动功率和加热功率。
驱动功率通常由电机提供,用于驱动螺杆旋转。
加热功率用于加热和熔融塑料。
4.加热功率:加热功率用于加热和熔融塑料。
加热功率与螺杆直径、L/D比、加热圈的数量和功率有关。
除了上述基本参数之外,单螺杆挤出机的一些特殊参数还包括螺杆加热方式、冷却方式、控制方式等。
螺杆加热方式通常有电加热、燃气加热和液体加热等。
冷却方式通常有风冷和水冷两种,根据不同的生产需求选择合适的冷却方式。
控制方式通常有手动控制和自动控制两种,自动控制方式可以实现对挤出机的精确控制和监测。
综上所述,单螺杆挤出机是一种广泛应用于塑料加工行业的设备。
不同规格型号的单螺杆挤出机具有不同的特点和适用范围。
其基本参数包括挤出量、转速、功率、加热功率等,这些参数直接影响着挤出机的生产能力和能耗。
了解这些规格型号和基本参数有助于选择和使用合适的单螺杆挤出机。
150 挤出机作业指导书
编号:Q/KH03-01.6-2013 山东科虹线缆科技股份有限公司作业指导书设备名称:Ø 150挤出机受控装态:受控号:修订状态:A编制:审核:批准:发布日期:2013年12月18日实施日期:2013年12月20日目录一、设备的用途二、设备的工艺技术参数三、设备的结构及简要说明四、操作规程五、技术与安全一、设备用途SJ—150/25塑料挤出机配相应的辅机,可挤制软聚氯乙烯,如:吹膜等制品。
二、设备工艺、技术参数1、螺杆直径 150mm2、螺杆长径比 25:13、螺杆转速 10-60r/min4、生产能力(∠DPE) 100-450kg/h5、中心高 1000m6、电压 440V7、加热机筒:加热段数 6段加热功率 10KW/段机头架:加热功率 4KW机头:加热功率 4KW8、机筒冷却形式风冷鼓风机型号 DF-VI冷却段数 6段冷却风机功率 0.37KW×69、齿轮箱传动比 16一、设备结构简要说明本机主要由挤出部分、传动装置、加热冷却部分等组成。
1、挤出部分:该部是本机的心脏,其作用是将塑料塑化成均匀密实的熔融体,并在螺杆的推动下将塑料从机头的口模中定压定量连续挤出。
其主要零件是螺筒和螺杆,它们的材料均是高级优质合金钢和38Cr/T0AtR。
经氨化处理后,有效高的硬度和一定的抗蚀能力,本机长径比大,螺杆可无级调速。
中心制有长孔,尾部有螺杆冷却系统。
可对螺杆进行冷却。
2、热冷却部分:螺筒外圆装有4段加热器,机头发兰也有加热器,可分别在00~3000C范围内由温度指示调节仪表自动控制其温度,在铸铝加热器内壁上,设有通风槽,并装有四个鼓风机,每个鼓风机都和每段加热器相对应,视工艺要求可分段通风冷却。
3、传动部分采用双级渐开线圆柱齿轮减速箱传动,螺杆通过键与减速成箱主轴相连接,螺杆的轴向力靠安装在轴承座内的向心推力对称球面滚子轴承来承受。
四、操作规程开车前的准备工作1、检查设备:检查设备和各转动部位完好情况,并对各润滑部位加油首班开车须注意作业计划和上班次留言记录,检查工卡量具是否齐全。
挤塑机技术要求
90挤塑机技术要求一. 主要技术参数:1、螺杆直径:中90mm+①45mm2、螺杆长径比:25:13、螺杆最高转速:100r/min4、挤出料:PVC、PE、低烟无卤、辐照交联聚烯烃等5、挤出前外径中5-①45mm ;挤出后外径中8-①55mm。
6、最高产量(PVC):280kg/h7、设备中心高:1000mm8、电机功率:90kW (或根据设计选择更大功率),采用交流变频9、加热:机筒5段、机颈1段、机头2段10、机筒冷却形势:风冷,加料区水冷11、机头:采用圆柱形可调偏机头,配有机头液压支架12、减速箱:采用硬齿面减速机13、牵引型号:TQDV-250014、牵引电缆直径:W680 mm15、牵引线速度W80m/min16、放线盘径:6 1250—6 2500mm17、收线盘径:6 1250—6 2500mm二、设备主要配置1、2500上龙门地轨可移动式主动放线架1套2、自动对中导辊支架1台,适应线径65一680 mm。
3、1000张力轮1台4、 690挤塑主机1台+645挤塑机1台,配套:可调偏双色机头1件(带双色注条口);6 90挤塑主机配套PVC (PE)螺杆,低烟无卤聚烯烃螺杆各1件;6 45挤塑主机配套PVC(PE)螺杆、低烟无卤聚烯烃螺杆各1件;主控柜1套;螺杆连接方式:花键连接。
6、上料器800kg/h 1 台,150kg/h 1 台;烘干器280kg/h 1 台,100kg/h 1 台。
7、冷却水槽:采用两段式不锈钢冷却水槽,首节水槽可伸缩8、吹干器1台(带旋涡泵)9、上海欧勒在线测径仪1台,外径测量范围:5-60mm,带实时测量值及超范围报警输出10、上海蓝波25kV工频火花机1台11、机械+电子计米器2台12、TQDV-2500气动履带牵引机1台13、闭线器1台14、2500上龙门地轨可移动式收线架1套15、机组同步控制系统1套三、主要配置技术要求(一)2500龙门下地轨可移动式主动放线架1套1、技术参数:适应线径:5—80 mm ;最高放线速度:80 m/min放线线盘规格:PN1250—2500线盘夹紧宽度:800-2200mm;载重量:20T2、结构特点龙门地轨行走,横梁上置式结构,电动升降,电动夹紧和放松线盘。
双螺杆挤出机工艺参数
挤出机常识与工艺(温度、螺杆)一、挤出机分类产品代号规格参数说明:例如SHJM-Z40×25×800,指螺杆直径为40mm,长径比为25,牵引辊筒长为800mm的双螺杆混合塑料挤出改塑薄膜机。
1、“SH”类别代号,指双螺杆混合型(也有写:SHSJ,SJ指塑料挤出机)2、“J”组别代号,指挤出机。
3、“M”指品种代号,指吹塑薄膜机4、“Z”指辅助代号,指主要机组,另如是“F”指辅助机。
5、“40×25×800”指规格参数,指螺杆有直径为40mm,长径比为25,牵引辊筒长为800mm。
6、最后一位为厂商识别序号,一般不出现,被省略二、双螺杆混合挤出机的功能参数1、“D”为直径,衡量产量大小的一个重要参数。
2、“L/D”,指长径与直径的比例,直接影响到塑化度,是衡量用途的标志,一般塑料改性用30-40左右,常用36:1或30:1。
3、“H”,螺槽深度,指其容料空间之大小。
4、“e”,螺棱厚度,工艺上体现在剪切之大小。
5、“6”,螺杆与机筒之间隙,挤出机质量的一个重要参数,一般在0.3-2mm,越过5mm挤出机是警介线。
6、“N”,主机转速,指其最高值,指一个加工调整范围,极大影响产量及中高低速之划分。
(国产机一般500-600r/min)如:max:600r/min,低速:350r/min、中速230-240r/min、高速450-600r/min。
7、“P”,电机功率及加热功率。
三、螺杆排列及其工艺设定①螺杆的分段及其功能(1)螺杆一般分:输送段、熔融段、混炼段、排气段、均化段5个段。
1、输送段,输送物料,防止溢料。
2、熔融段,此段通过热传递和摩擦剪切,使物料充分熔融和均化。
3、混炼段,使物料组分尺寸进一步细化与均匀,形成理想的结构,具分布性与分散性混合功能。
4、排气段,排出水汽、低分子量物质等杂质。
5、均化(计量)段,输送和增压,建立一定压力,使模口处物料有一定的致密度,同时进一步混合,最终达到顺利挤出造粒的目的。
150 挤出机作业指导书
编号:Q/KH03-01.6-2013 山东科虹线缆科技股份有限公司作业指导书设备名称:Ø 150挤出机受控装态:受控号:修订状态:A编制:审核:批准:发布日期:2013年12月18日实施日期:2013年12月20日目录一、设备的用途二、设备的工艺技术参数三、设备的结构及简要说明四、操作规程五、技术与安全一、设备用途SJ—150/25塑料挤出机配相应的辅机,可挤制软聚氯乙烯,如:吹膜等制品。
二、设备工艺、技术参数1、螺杆直径150mm2、螺杆长径比25:13、螺杆转速10-60r/min4、生产能力(∠DPE)100-450kg/h5、中心高1000m6、电压440V7、加热机筒:加热段数6段加热功率10KW/段机头架:加热功率4KW机头:加热功率4KW8、机筒冷却形式风冷鼓风机型号DF-VI冷却段数6段冷却风机功率0.37KW×69、齿轮箱传动比16一、设备结构简要说明本机主要由挤出部分、传动装置、加热冷却部分等组成。
1、挤出部分:该部是本机的心脏,其作用是将塑料塑化成均匀密实的熔融体,并在螺杆的推动下将塑料从机头的口模中定压定量连续挤出。
其主要零件是螺筒和螺杆,它们的材料均是高级优质合金钢和38Cr/T0AtR。
经氨化处理后,有效高的硬度和一定的抗蚀能力,本机长径比大,螺杆可无级调速。
中心制有长孔,尾部有螺杆冷却系统。
可对螺杆进行冷却。
2、热冷却部分:螺筒外圆装有4段加热器,机头发兰也有加热器,可分别在00~3000C范围内由温度指示调节仪表自动控制其温度,在铸铝加热器内壁上,设有通风槽,并装有四个鼓风机,每个鼓风机都和每段加热器相对应,视工艺要求可分段通风冷却。
3、传动部分采用双级渐开线圆柱齿轮减速箱传动,螺杆通过键与减速成箱主轴相连接,螺杆的轴向力靠安装在轴承座内的向心推力对称球面滚子轴承来承受。
四、操作规程开车前的准备工作1、检查设备:检查设备和各转动部位完好情况,并对各润滑部位加油首班开车须注意作业计划和上班次留言记录,检查工卡量具是否齐全。
挤压机主要技术参数确定
第三节 挤压机主要技术参数确定一、挤压力挤压机所必需的挤压力的大小,是挤压机最基本参数,它取决于挤压生产工艺的要求。
在工艺计算得力能参数基础上,按表4-1选用我国推荐的标准系列值。
称此选定值为公称挤压力。
二、液体的工作压力目前,用于金属液压挤压机的液体工作压力,介于20~32MPa 之间。
在工艺参数确定后,由机械设计师选定。
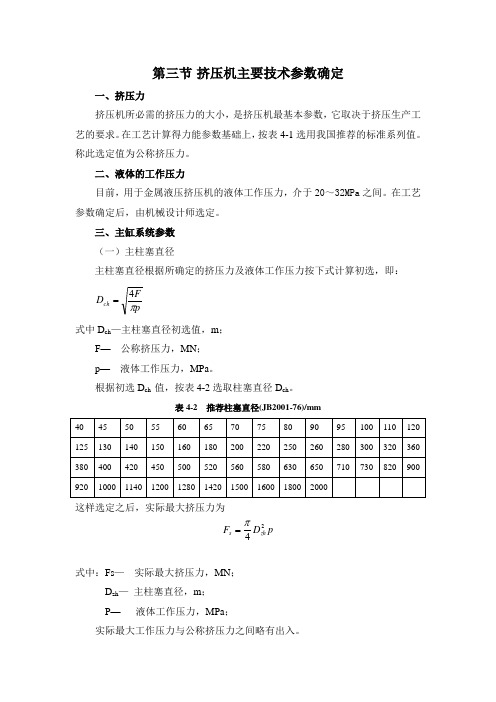
三、主缸系统参数 (一)主柱塞直径主柱塞直径根据所确定的挤压力及液体工作压力按下式计算初选,即:pFD ch π4=式中D ch —主柱塞直径初选值,m ;F — 公称挤压力,MN ; p — 液体工作压力,MPa 。
根据初选D ch 值,按表4-2选取柱塞直径D ch 。
表4-2 推荐柱塞直径(JB2001-76)/mm这样选定之后,实际最大挤压力为p D F zh s 24π=式中:Fs — 实际最大挤压力,MN ; D zh — 主柱塞直径,m ;P —液体工作压力,MPa ;实际最大工作压力与公称挤压力之间略有出入。
(二)主柱塞行程主柱塞行程取决于挤压机装入锭坯的方式,主柱塞行程有长行程和短行程之分。
行程长短与装锭方式的关系如图4-2所示。
当锭坯在挤压筒和挤压轴之间装入时,主柱塞行程至少要大于挤压筒长度、锭坯长度、锭片厚度三者之和。
称为长行程,其值按下式选取,即:t zh L S )3.22.2(-=式中:S zh —主柱塞行程,mm Lt — 挤压筒长度,mm短行程挤压机分两种情况,锭坯在挤压筒(可移动)和模座间装入;挤压筒可移出挤压中心线外装入锭坯。
此时主柱塞行程为短行程,一般取为t zh L S )3.12.1(-=(三)主柱塞回程力主柱塞回程力F h ,一般按经验公式确定,即 F h =(0.05~0.08)F 式中 F h —主柱塞回程力,MN ;F — 公称挤压力,MN 。
对于小型挤压机,系数取上限值,否则反之。
(四)快速前进力对于泵-蓄势器传动的挤压机,主柱塞空程前进是靠低压罐中的液体(0.8~1.2MPa )推动,不存在快速前进力。
橡胶挤出机 技术规格
橡胶挤出机是一种用于橡胶制品生产的设备,其技术规格可以根据具体的生产需求和橡胶 制品的要求来确定,以下是一些常见的橡胶挤出机的技术规格:
1. 型号和规格:橡胶挤出机的型号和规格根据生产需求和设备的能力来确定,通常以机器 的挤出能力(例如每小时的产量)为标准,如30kg/h、50kg/h等。
2. 功率和电压:橡胶挤出机的功率和电压根据设备的规模和生产需求来确定,通常以千瓦 (kW)为单位,如5kW、10kW等,并确定适当的电压和频率。
橡胶挤ห้องสมุดไป่ตู้机 技术规格
3. 挤出机筒和螺杆直径:橡胶挤出机的筒和螺杆直径通常根据挤出的橡胶材料的特性和生 产要求来确定,直径一般在20mm至200mm之间。
7. 设备尺寸和重量:橡胶挤出机的尺寸和重量根据设备的规模和生产要求来确定,通常以 长度、宽度、高度和重量为单位。
需要注意的是,具体的橡胶挤出机技术规格可能会根据不同厂家和设备型号有所差异,应 根据实际情况参考相关的产品说明书和技术参数进行选择和购买。同时,在使用橡胶挤出机 时,应按照操作手册和安全规范进行操作,确保设备的正常运行和生产质量。
4. 温控系统:橡胶挤出机通常配备温控系统,用于控制挤出过程中的温度。温控系统的规 格包括温度范围、控温精度等。
5. 挤出速度和压力:橡胶挤出机的挤出速度和压力根据生产要求和橡胶制品的特性来确定 ,通常以毫米/分钟和兆帕(MPa)为单位。
橡胶挤出机 技术规格
6. 控制系统:橡胶挤出机通常配备控制系统,用于控制挤出过程中的各项参数。控制系统 的规格包括控制方式(手动或自动)、显示方式(触摸屏或按钮)等。
单螺杆挤出机的规格型号与基本参数
单螺杆挤出机的规格型号与基本参数(1) 挤出机的型号标注国橡胶塑料机械标准。
GB/T12783—91中规定,对挤出机的标牌上型号标注说明如下。
从左向右顺序:第一格是塑料机械代号为S;第二格是挤出机代号为J;第三格是指挤出机不同的结构形式代号。
三个格组合在一起就是塑料挤出机为SJ;塑料排气式挤出机为SJP;塑料发泡挤出机为SJF;塑料喂料挤出机为SJW;塑料鞋用挤出机为SJE;阶式塑料挤出机为SJJ;双螺杆挤出机为SJS;锥形双螺杆挤出机为SJSF;多螺杆挤出机为S JD。
第四格表示辅机,代号为F;如果是挤出机组,则代号为E。
第五格参数是指螺杆直径和螺杆的长径比。
第六格是指产品的设计顺序,按字母A、B、C...顺序排列,第一次设计不标注设计号。
例如SJ-45×25,此型号表示塑料挤出机,螺杆直径为45mm,螺杆的长径比为25 : 1。
螺杆长径比为20 : 1时不标注。
(2) 挤出机的基本参数规定高密度聚乙烯制品挤出成型用挤出机的基本参数见表1。
聚丙烯制品挤出成型用挤出机的基本参数见表2。
聚氯乙烯制品挤出成型用挤出机的基本参数见表3。
word版本.表1 聚乙烯(HD PE)制品挤出成型用挤出机基本参数(/T 8061—1996)word版本.word版本.表2 聚丙烯(PP)制品挤出成型用挤出机基本参数(/T 8061—1996)word版本.表3 聚氣乙烯(PVC)制品挤出成型用挤出机基本参数(ZBG 95009. 1—88)word版本.(3) 单螺杆挤出机的主要参数说明①螺杆直径,是指螺杆的螺纹部分的外圆直径,一般用D表TK,单位为mm。
②螺杆的长径比,是指螺杆的螺纹部分长度与螺杆直径的比值。
用L/D表示。
③螺杆的转速围,是指螺杆工作时的最低转速和最高转速值。
用n min~n max表示,单位为r/min。
④螺杆工作旋转驱动电动机功率,单位为kW。
⑤机筒加热功率,是指机筒用电加热时电功率,单位为kW。
SJ-65×25单螺杆塑料挤出机
SJ-65×25单螺杆塑料挤出机工艺操作规程编制:审核:批准:2011-10-01发布2011-10-01实施江苏赛德电气有限公司1 设备名称:SJN-65×25单螺杆塑料挤出机2 设备用途:使用聚氯乙烯(PVC)、聚乙烯(PE)、硅烷交联聚乙烯(XLPE)等热塑料对导线线芯进行绝缘或护层的包覆。
3 适用范围:3.1 单芯截面:6~95mm2(暂定)3.2 多芯线缆:Φ3.0~Φ18.0mm4 设备的主要技术参数:4.1 螺杆直径:Φ65mm4.2 螺杆长径比:25:14.3 线芯直径:3.0~18.0mm4.4 挤包后直径:4.O~22.0mm4.5 出线速度:2~80m/min4.6 冷却水槽:2m移动温水槽+18m冷水槽。
附0.3m3 温水箱。
4.7 放线盘:PN630~PNl000 mm 被动放线架:TFPB—l000A收线盘:PNl000~PN1600mm 无轴式收线架:Φ16004.8 操作,温控,传动控制柜触摸屏操作。
(欧陆590+直流控制装置)4.9 主电机:22KwZ4直流电机牵引电机:5.5Kw交流电机4.10 轮式张紧装置:Φ800mm4.11 双轮牵引装置:Φ1000mm4.12 直角自定心机头。
4.13 设备中心高:1000mm5 生产准备工作:5.1 根据派工单,工艺卡片检查领用的塑料型号、颜色,是否符合工艺要求。
5.2 根据工艺卡片检查导体的规格和直径或线芯的尺寸和表观质量是否符合工艺要求,检查上道工序的半制品检查合格证是否挂有。
5.3 根据工艺卡片选择挤出模具,并检查模具的相关尺寸,进行核对。
5.4 检查主机箱油位是否在标准线上,各润滑点注入润滑油或油脂。
5.5 检查主传动箱、螺杆、套筒的冷却水控制开关是否处在要求范围。
5 6 检查轮式张紧装置,多芯放线架,多芯导引装置的控制、转动、运作是否正常。
5.7 检查吸料装置工作是否正常(采用2步法XLPE要检查混合是否均匀,包括色母料的配比是否适当)。
φ150挤塑机操作规程

*150挤塑机操作规程1适用范围本规程适用于SJ-150X25B挤塑机的正确使用和规范操作。
2设备技术性能和主要参数操作步骤33.1开机前准备检查各机电设备、仪器、仪表、温控、传动装置是否正常,并对转动部位3.1.1加润滑油。
分钟,直到温度3.1.2挤塑机加温:一般401. 5-2 小时,达到工艺温度后保温稳定。
配模:根据工艺卡要求,合理选配模具,所先模具必须完好无损,孔径要3.1.3求圆整光滑,塑料面不得有凹陷、毛刺、锈蚀等。
3. 1. 4装模3.1.4. 1领用模具时需用卡尺测量核对模具孔型是否与工艺相符。
装模前应对机头、模座、过滤网、模套全部进行清理,并在螺纹部位涂 3. 1. 4. 2上润滑油。
L1钢丝网各80装机头:机头进胶口应加装过滤盘与过滤网,用3. 1.4. 3 0和40—层,目数大的在里,目数小的在外,重叠放置,机头的联接螺丝必须拧紧,所有螺丝须吃力均匀,不得有漏胶现象。
对线芯结构、外观质量进行检查,并且必须有半成品制造卡,如发现不符3.1.5合要求,及时反映,不得擅自上车力口工。
专业文档供参考,如有帮助请下载一3.1.6按工艺要求备好塑料,仔细核对塑料的色别、牌号.制造日期,如发现塑料受潮应预先烘料,烘料温度控制的65°C左右,时间不得少于42小时,烘料工作要保证清洁卫生,如发现质量不符合要求,包装袋破裂,应及时调换。
3・1・7准备好印字装置、油墨或喷码机,核对印字内容与产品标识是否相符。
3.1.8按工艺要求,准备好收线盘,收线盘应组装稳固,完好无损。
3.1.9准备好引线,一端引向机头,一端经牵引、排线,引到收线盘。
3. 2开机步骤3.2.1检查各区温度,待达到规定要求,且各区温度稳定好,准备开机。
3. 2. 2打开冷却水泵或冷却水阀门,打开气泵或管道气路阀门。
3・2・3启动主机前先将机头、机身分开,拿掉过滤盘加料,启动螺杆,注意螺杆转达不要太快,同时观察主机电流变化。
SJ-150×25挤出机组配置及技术参数
SJ-150×25挤出机组配置及技术参数SJ-150×25挤出机组配置及技术参数概述Φ150×25挤出机组,用于挤制电缆,绝缘及护套,整机运行稳定可靠,各组件运行保证同步,控制系统可靠先进适用。
该机组适用于PVC,PE,XLPE、PVC护套挤出等塑料原料挤出。
一、Φ3150龙门式放线架,本装置内可放置PN2000—PN3150标准线盘,在放线过程中电缆中心维持不变。
线盘的升降及顶针的分合由交流电机驱动,可以单联动操作,最大载荷:20吨,被动放线二、3200kg气动平皮带牵引机(仿诺基亚)1、最大牵引力:3200 kg2、适用线径:Φ30-Φ120mm3、最大牵引速度:40 m/min4、皮带有效接触长度:2000mm,皮带宽度:150 mm5、牵引电动机功率:15KW/Z4直流电机,美国ETD或欧陆590直流调速四档变速6、八对气缸,平皮带气动压紧三、线芯导向托轮架四、SJ—150×25塑料挤出机1、采用高强度硬齿面齿轮减速机2、螺杆直径:150mm;螺杆材质:38CrMoAlA;硬度:HV920-840以上;渗氮处理深度0.4-0.8mm,螺杆设有水循环3、螺杆长径比(L/D)25:14、螺杆形式:BM5、螺杆最高转速60r/min6、Φ140直角机头,带一套模具,最大出线直径130 mm机头加热区功率4区×4KW铸铝加热瓦7、机筒加热区功率 6区×9KW铸铝加热瓦8、主机电动功率160KW直流电机(Z4直流),调速器采用美国ETD或欧陆590直流调速系统9、真空自动上料机、烘干机(800kg)10、下螺杆托架11、机头托架12、最大出胶量800 kg/h五、不锈钢水槽(带电缆头托车)带吹干 24米1、24米常温不锈钢水槽,截面400mmx360mmx2.5mm,水槽内设导轮及挡水闸板,配备引线小车;前4米可移动,带落水箱。
配爪式吹干机一台六、3200kg气动平皮带牵引机(仿诺基亚)1、最大牵引力:3200 kg2、适用线径:Φ30-Φ140mm3、最大牵引速度:40 m/min4、皮带有效接触长度:2000mm,皮带宽度:150 mm5、牵引电动机功率:15KW/Z4直流电机,美国ETD或欧陆590直流调速系统,四档调速,带电子计米;6、八对气缸,平皮带气动压紧七、Φ3150 龙门式收排线机1、收线架承重20T2、电机功率10 kg/ m3、最大收线速度:60 m/min4、收线盘规格:PN1600-PN3150,排线最大直径:120 mm5、电动机升降排线可跟踪收线速度无级调速。
SJ90挤塑机设备操作规程
1 工艺操作规程1.1 开车前的准备工作1.1.1 核对半制品(铜,铝导体)是否与派工单,工艺卡片所规定的规格、数量相符合,并有上工序中检合格签章。
1.1.2 按生产要求的品种、数量、准备好绝缘料,及护套料。
1.1.3 按品种规格,工艺文件的要求,准备好适当的挤出模具和生产中常用工具,并检查其完好程度。
配模的原则按下表l规定,允许根据实际情况进行调整1.1.4 根据产品规格和数量,准备适当的收线盘,并检查其质量,不符合要求的线盘不得使用。
1.1.5 打开加热区开关进行预热,设定预热温度,预热时间一般规定为3小时左右。
具体各区温度设定值如下,主机表2,付机表3表2 (单位:℃)1.1.6 根据半制品规格加工要求,调整牵引各个变速箱的排档,注意前、后牵引排档一致。
并设置一根拉力相当的牵引线。
1.1.7 预热温度达到后,清洗机头,然后逐料装好。
1.1.8 根据加工的半制品规格,按工艺要求配套并装好。
1.1.9 清洗粉碎板,根据挤出材料选用筛网。
1.1.10 加料,启动主机,待机身出来的料已成半熟状后装上粉碎板,推上机头,上紧夹紧螺母。
1 整机联动,首先启动主机马达再次排料待基本塑化(料有粘性有光泽)、另外表面没有混色,等满足工艺性能后,进行调偏芯,然后将螺杆转速升至正常开车位置。
调偏芯滤出的料应放在固定容器内。
l.1.13 接好头子,打开抽真空,调起牵引速度。
1.1.14进行自捡,根据自检后厚度,调节牵引速度到符合技术要求,并进行质量自检记录。
1.1.15头子进水槽后应抬起头子,防止进水。
1.1.16头子进牵引后应调好气缸压力、保证正常工作。
1.1.17合格品进入计米器后进行计米。
1.1.18线缆上盘前应将不合格部分锯干净,盘眼外留有至少500mm长的合格头子。
1.2 生产过程中操作方法和控制规定。
1.2.1 监测挤出温度,保证挤出质量。
1.2.2 掌握中间头子长度,以免漏过头子。
1.2.3 过头子取样自检,合格后正常开车,对头子要作明显的标记。
挤出机机头加工工艺参数

Member:何弘扬 汪恒 陈刘武 陈丽 陈健灵 陈桂贤
挤出机机头加工工艺参数
一,管材挤出机机头的结构组成
压缩比 三,拉伸比 四,离模膨胀
二,
管材挤出机头
管材挤出机机头的结构组成
(1)口模和芯模。 口模用于成型制品的外表面。 芯模用于成型制 品的内表面。 因此,口模和芯模的定型部分决定了制品的横截面形状 和尺寸。 (2)分流器和分流器支架。 分流器又称鱼雷头。塑料通过分流器 变成薄环状,并 且平稳地进入成型区,同时进一步对熔体进行加热和塑 化。 大型挤出机的分流器内部还装有加热装置。 分流器支架主要用来支撑分流器和芯棒,同时也能对分流 后的塑 料熔体进一步进行剪切和混合作用(有时会产生熔 接痕而影响塑件强 度和外观)。小型机头的分流器支架可 与分流器设计成一个整体。
2.温度
• 由于挤出膨胀率依赖于聚合物的粘弹性, 而粘度就是温度的函数, 所以膨胀率很大程 度上依赖于温度。一般来说, 在低剪切速率 时, 温度低, 粘弹性就高, 膨胀率就大; 反之, 膨胀率就小。但最大膨胀随温度的升高而 增加(如图1) , 有些特殊的材料如PVC, 其口 模膨胀乃随温度升高而增大, 然而当剪切力 比其临界值低得多时, 口模膨胀与温度无关。
1 口模是成型管材外部轮廓的机头零件,其结构如图1,其主要尺寸有口 模内径D、定型长度L1、压缩段长度L2和压缩区锥角β。尺寸的设计主要 靠经验公式,查有关设计手册,有关经验公式如下:
• 1)、口模内径D: • D= d1/k 3-1 • 式中: D——口 模内径(mm) • d1 ——塑 料管材外径(mm) • k—— 系数(见表1)
离模膨胀
• 概念:在挤出过程中,挤出物离开模后, 其横截面尺寸因弹性回复而大于口模尺寸 的现象,也称巴勒斯(Barus)效应 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SJ-150×25挤出机组配置及技术参数概述
Φ150×25挤出机组,用于挤制电缆,绝缘及护套,整机运行稳定可靠,各组件运行保证同步,控制系统可靠先进适用。
该机组适用于PVC,PE,XLPE、PVC护套挤出等塑料原料挤出。
一、Φ3150龙门式放线架,
本装置内可放置PN2000—PN3150标准线盘,在放线过程中电缆中心维持不变。
线盘的升降及顶针的分合由交流电机驱动,可以单联动操作,最大载荷:20吨,被动放线
二、3200kg气动平皮带牵引机(仿诺基亚)
1、最大牵引力:3200 kg
2、适用线径:Φ30-Φ120mm
3、最大牵引速度:40 m/min
4、皮带有效接触长度:2000mm,皮带宽度:150 mm
5、牵引电动机功率:15KW/Z4直流电机,美国ETD或欧陆590直流调速
四档变速
6、八对气缸,平皮带气动压紧
三、线芯导向托轮架
四、SJ—150×25塑料挤出机
1、采用高强度硬齿面齿轮减速机
2、螺杆直径:150mm;螺杆材质:38CrMoAlA;硬度:HV920-840以上;
渗氮处理深度0.4-0.8mm,螺杆设有水循环
3、螺杆长径比(L/D)25:1
4、螺杆形式:BM
5、螺杆最高转速60r/min
6、Φ140直角机头,带一套模具,最大出线直径130 mm机头加热区功率
4区×4KW铸铝加热瓦
7、机筒加热区功率 6区×9KW铸铝加热瓦
8、主机电动功率160KW直流电机(Z4直流),调速器采用美国ETD或欧
陆590直流调速系统
9、真空自动上料机、烘干机(800kg)
10、下螺杆托架
11、机头托架
12、最大出胶量800 kg/h
五、不锈钢水槽(带电缆头托车)带吹干 24米
1、24米常温不锈钢水槽,截面400mmx360mmx2.5mm,水槽内设导轮及挡
水闸板,配备引线小车;前4米可移动,带落水箱。
配爪式吹干机一
台
六、3200kg气动平皮带牵引机(仿诺基亚)
1、最大牵引力:3200 kg
2、适用线径:Φ30-Φ140mm
3、最大牵引速度:40 m/min
4、皮带有效接触长度:2000mm,皮带宽度:150 mm
5、牵引电动机功率:15KW/Z4直流电机,美国ETD或欧陆590直流调速
系统,四档调速,带电子计米;
6、八对气缸,平皮带气动压紧
七、Φ3150 龙门式收排线机
1、收线架承重20T
2、电机功率10 kg/ m
3、最大收线速度:60 m/min
4、收线盘规格:PN1600-PN3150,排线最大直径:120 mm
5、电动机升降排线可跟踪收线速度无级调速。
八、控制系统
调速系统选用直流调速系统,调速装置均为美国ETD或欧陆590直流调速,采用德国西门子PLC10.4寸彩色触摸屏控制,本机组可联动控制。
温控仪采用RKC智能型数控仪表,温控精度±1°,执行元件为固态继电器;低压电气元件采用人民或正泰产品.本机组全部采用直流电机(Z4系列)。
设备总价:万元(含税和运费)。