-2016-工时定额计算标准
工时定额计算标准
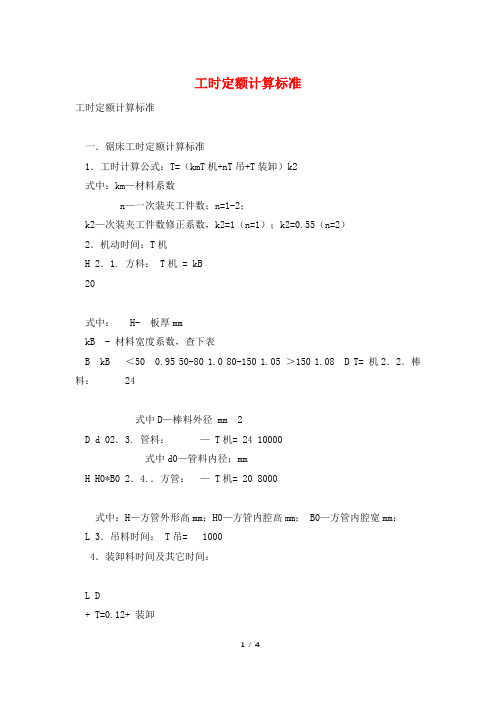
工时定额计算标准工时定额计算标准一.锯床工时定额计算标准1.工时计算公式:T=(kmT机+nT吊+T装卸)k2式中:km—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2.机动时间:T机H 2.1. 方料: T机 = kB20式中: H- 板厚mmkB - 材料宽度系数,查下表B kB <50 0.95 50-80 1.0 80-150 1.05 >150 1.08 D T= 机2.2.棒料: 24式中D—棒料外径 mm 2D d 02.3. 管料:— T机= 24 10000式中d0—管料内径;mmH H0*B0 2.4..方管:— T机= 20 8000式中:H—方管外形高mm;H0—方管内腔高mm; B0—方管内腔宽mm;L 3.吊料时间: T吊= 10004.装卸料时间及其它时间:L D+ T=0.12+ 装卸1800 840综上所述:方料:T=(0.12+n0.0519H+0.001L)k2-0.00013 H0*B0 (min)圆料:T=(0.12+n0.0429D+0.001L)k2-0.0001 d02 (min)n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法a剪板单件工时定额: T= k* ( a + b3a—每块工时系数、见表b—剪角次数剪板工时系数表)L 0~100 100~300 300~600 600~900 900~1200 1200~1500 1500~1800 1800~2100 2100~2400 2400以上 a 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.5 注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400 剪板校正 T校=k*T材料系数K=1~1.52.冲压每冲一次工时规格 0~100 100~300 a 0.3 0.43..折弯工时定额计算方法折弯工时定额:t2=Σai折弯工时定额系数表规格 0~100 100~300 300~600 600~900 900~12001200~1500 1500~1800 300~500 0.5 1800~2100 2100~2400 2400以上 a 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.5 注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时板厚<10 10~30 30~60风割长度×3+1.5 公式: T 风割= V修磨工时含补焊工时: T修磨= T风割 / 22.焊接单件工时: T焊接=T工件装卸+T点焊+ T全焊 2.1 装卸工件工时:T工件装卸=(T01+0.2n)B式中:T01—装卸基本工时;(取T01=0.2); n-- 工件数 B-- 重量系数(见表) 2.2.点焊单件工时:T点焊= T02+0.1J+0.1N式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数; 2.3. 全焊单件工时:T全焊= T03+0.1M+0.1N+LΣ/200+0.2NC 式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)重量 B 0~5kg 1 5~10kg 10~20kg 20~30kg 30~40kg 40~50kg 50~60kg 1.1 1.2 1.3 1.4 1.5 1.6 V切割速度mm/min 500 400 300 1、飞溅按焊接工时的二分之一计算+0.1 2、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.8 2、机动时间:T机L <φ10 20 0.6~1.07 40 1.59 1.72 2.11 2.69 3.93 5.01 60 2.11 2.28 2.79 3.57 5.22 6.65 80 2.63 2.84 3.48 4.45 6.51 8.29 100 3.15 3.40 4.17 5.33 7.80 9.93 φ10~φ15 0.62~1.16 φ15~φ25 0.76~1.42 φ25~φ35 0.97~1.81 φ35~φ50 1.42~2.65 φ50~φ60 1.81~3.37 注:L/D≥8时,须另增排屑时间60%。
工时定额标准及计算方法
工时定额标准及计算方法标准工时的计算方法:标准工时=正常工时X(1+宽放率);宽放率=(标准工时-实测工时)/实测工时*100%=管理宽放率+生理宽放率+疲劳宽放率;正常工时是人工操作单元工时(经过速度评比)+机器自动作业工时(不可作速度评比)的总和;宽放率主要是如下几个方面的总和:1.生理宽放一般取2%~5%。
2.疲劳宽放一般取5%~20%;3.管理宽放一般取3%~10%4.特殊宽放电子制造业使用的宽放率一般取10%21.75天是人力资源和社会保障部规定的月计薪天数,无论某个月您的实际上班天数大于21.75天(如7月份、8月份)还是小于21.75天(如10月份、春节所在的那个月),月计薪天数都是按照21.75天计算的。
这个21.75天只是为计算加班工资有一个统一的公式,并不是平时计算月工资用的。
《劳动法》第四十四条有下列情形之一的,用人单位应当按照下列标准支付高于劳动者正常工作时间工资的工资报酬:(一)安排劳动者延长工作时间的,支付不低于工资的百分之一百五十的工资报酬;(二)休息日安排劳动者工作又不能安排补休的,支付不低于工资的百分之二百的工资报酬;(三)法定休假日安排劳动者工作的,支付不低于工资的百分之三百的工资报酬。
法律依据:《劳动法》第三十六条国家实行劳动者每日工作时间不超过八小时、平均每周工作时间不超过四十四小时的工时制度。
第三十七条对实行计件工作的劳动者,用人单位应当根据本法第三十六条规定的工时制度合理确定其劳动定额和计件报酬标准。
标准时间=观测时间*评比系数*(1+宽放率)=正常时间*(1+宽放率)观测时间:是实际观测得到的时间值的平均,而观测时间由于受到作业者熟练度、工作意愿、情绪等的影响,并能代表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必须要项的预备,这样才得到标准时间。
评比系数: 评比是一种判断或评价的技术,目的是将实际的操作时间调整到平均工人的正常速度。
河南2016年度定额计算规则

河南2016定额计算规则专业说明 (2)第一章土石方工程 (3)第二章地基处理及边坡支护工程 (7)第三章桩基工程 (9)第四章砌筑工程 (11)第五章混凝土及钢筋混凝土工程 (14)第六章金属结构工程 (21)第七章木结构工程 (23)第八章门窗工程 (24)第九章屋面及防水工程 (26)第十章保温、隔热、防腐工程 (27)第十一章楼地面装饰工程 (28)第十二章墙、柱面装饰与隔断、幕墙工程 (30)第十三章天棚工程 (31)第十四章油漆、涂料、裱糊工程 (32)第十五章其他装饰工程 (35)第十六章拆除工程 (37)第十七章措施项目 (38)专业说明--------------------------------------------------------------------------------一、本定额包括:土石方工程,地基处理及边坡支护工程,桩基工程,砌筑工程,混凝土及钢筋混凝土工程,金属结构工程,木结构工程,门窗工程,屋面及防水工程,保温、隔热、防腐工程,楼地面装饰工程,墙、柱面装饰工程与隔断、幕墙工程,天棚工程,油漆、涂料、裱糊工程,其他装饰工程,拆除工程,措施项目共计十七章。
二、本定额涉及室外地(路)面、室外给排水等工程项目,按《河南省市政工程预算定额》的相应项目执行。
三、本定额不再包括构筑物相应子目。
四、本定额按正常施工条件和施工方法、机械化程度以及合理的劳动组织及工期进行编制的。
1.材料、设备、成品、半成品、构配件完整无损,符合质量标准和设计要求,附有合格证书和实验记录。
2.土建工程和安装工程之间正常的交叉作业。
3.正常的气候、地理条件和施工环境。
五、关于人工1.本定额的人工以人工费表示。
2.本定额人工按8小时工作制计算。
六、关于材料1.本定额采用的材料(包括构配件、零件、半成品、成品)均为符合国家质量标准和相应设计要求的合格产品。
2.本定额中的材料包括施工中消耗的主要材料、辅助材料、周转材料和其他材料。
什么是工时定额?
什么是工时定额?问题一:什么是标准工时?工时定额怎么算?标准工时;是指从事某项作业的参考工时或工时定额。
标准工时一般应在同等条件下(同样的机器设备、工作环境、员工技能等)进行多次测量后制定,但也可根据理论计算确定标准工时工时定额=标准工时定额×加工件数弧等级系数+休息生理时间+准备结束时间(分钟)等级系数依加工者工种等级不同而不同,初级工为 1.1,中级工为1,高级工为 0.9。
准备结束时间指工具、刀具、量具准备时间、机床维护时间、环境卫生清扫时间、理解图纸时间、送检时间、工序转移时间等。
问题二:什么是工时定额,要准确的定义工时定额也可称“时间定额”,是生产单位产品或完成一定工作量所规定的时间消耗量。
如对车工加工一个零件、装配工组装一个部件或一个产品所规定的时间;对宾馆服务员清理一福客房所规定的时间。
问题三:什么是工时定额管理?工时定额管理办法(草案)1、目的建立合理化、标准化的工时管理办法, 依据工时定额规范生产,并作为川理利用人员、工艺改进、成本核算的依据,从而提高公司经营管理及生产管理水平。
2、适用范围2.1 公司业务相关的间接人员及制造部直接人员的工时管理和运用。
2.2 生产工时周报表、月报表之统计分析。
3、职责3.1 工程技术部组织相关人员核定标准工时;3.2 运营总监对标准工时进行决策、批准。
3.3 制造部经理、车间主任对标准工时的合理性有建议的职责。
4、阶段划分4.1 生产工艺的制定;4.2 标准工时定额的初步确定;4.3 标准工时定额的进一步确定,同时工时定额试执行;4.4 工时定额执行,标准工时定额调整。
这四个阶段并不是完全独立的,而相互影响相互制约,相互促进。
5、工时定额制定的原则5.1制定工时定额必须走群众路线,使其具有坚实的群众路线。
5.2制定工时定额应有科学依据,力求做到先进合理。
5.3制定工时定额要考虑各车间、各工序、各班组之间的平衡。
5.4制定工时定额必须贯彻“各尽所能,按劳分配”的方针。
工时定额(时间定额)、工时定额计算

工时定额(时间定额)、工时定额计算摘要:时间定额(也叫工时定额)是指完成一个工序所需的时间,它是劳动生产率指标。
根据时间定额可以安排生产作业计划,进行成本核算,确定设备数量和人员编制,规划生产面积。
因此时间定额是工艺规程中的重要组成部分。
时间定额(工时定额)的定义将生产单位合格产品或完成一定工作任务的劳动时间消耗的限额称为工时定额(时间定额)。
时间定额的组成时间定额由基本时间(Tj)、辅助时间(Tf)、布置工作地时间(Tw)、休息和生理需要时间(Tx)和准备与终结时间(Tz)组成。
•基本时间Tj:直接改变生产对象的尺寸、形状、相对位置以及表面状态等工艺过程所消耗的时间,称为基本时间。
对机加工而言,基本时间就是切去金属所消耗的时间。
•辅助时间Tf:各种辅助动作所消耗的时间,称为辅助时间。
主要指:装卸工件、开停机床、改变切削用量、测量工件尺寸、进退刀等动作所消耗的时间。
可查表确定。
•操作时间:操作时间=基本时间Tj+辅助时间Tf•服务时间Tw(布置工作地时间):为正常操作服务所消耗的时间,称为服务时间。
主要指:换刀、修整刀具、润滑机床、清理切宵、收拾工具等所消耗的时间。
计算方法:一般按操作时间的2%~7%进行计算。
•休息时间Tx:为恢复体力和满足生理卫生需要所消耗的时间,为休息时间。
计算方法:一般按操作时间的2%进行计算。
•准备与终结时间Tz:为生产一批零件,进行准备和结束工作所消耗的时间,称为准备与终结时间。
主要指:熟悉工艺文件、领取毛坯、安装夹具、调整机床、拆卸夹具等所消耗的时间。
计算方法:根据经验进行估算。
时间定额的计算将上面所列的各项时间组合起来,就可以得到各种时间定额:•作业时间:TB== Tb + Ta•单件时间:Tp==TB + Ts + Tr•单件计算时间:Tc== Tp + Te / n准备与终结时间随批量大小而不同,批量越大,每一零件的准终时间越少。
在大量生产中,产品终年不变,可不计准备与终结时间。
-2016-工时定额计算标准
机械加工工时疋额计算标准亠•锯床工时定额计算标准1 .工时计算公式: T= (k m T 机+nT 吊+T 装卸)k 2式中:k m —材料系数n ——次装夹工件数;n=1-2 ; k 2—次装夹工件数修正系数,k 2=i( n=1);k 2=0.55 (n=2)2. 机动时间:T 机式中D —棒料外径 mmd o 210000式中d 0—管料内径;mm式中:H —方管外形高mmH 0—方管内腔高 mm B 0—方管内腔宽mm3.吊料时间: T 吊二L10004. 装卸料时间及其它时间:T 装卸二0.12+ L + —D1800 840综上所述:方料:T = (0.12+n0.0519H+0.001L ) k 2-0.00013 H )*B 。
(min )圆料:T= (0.12+n0.0429D+0.001L ) k 2-0.0001 G 02 (min ) n ——次装夹工件数; n=1-2 ;k 2—次装夹工件数修正系数,k 2=1 (n=1 ) ; k 2=0.55 (n=2 )2.4方管:T 机 =也—_20 80002. 1.方料:T 机—ksH 20式中: H -板厚mmT 机=D 242.3.管料:D 24 k B -材料宽度系数,查下表2.2 .棒料:1.5材料加工难度系数二•剪板冲压折弯工时定额计算标准1. 剪板工时定额计算方法aA.剪板单件工时定额:T= k* ( a + b —-)3a—每块工时系数、见表b—剪角次数剪板工时系数表B. 剪板去毛刺T 毛剌:(min)T毛剌=0.3 + L/400 L-处理长度C. 剪板校正T校:(min)材料系数:K=1〜1.5注:材料系数不含单件长度L < 150mm或单件重量w 250g的零件2 .冲压T冲(min ) : T冲=a每冲一次工时3.折弯工时定额计算方法折弯工时定额T折(min ):T折二艺a i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀 0.15 分X 折 1.5=0.225+0.2=0.425^ 0.5)准备工时.风割焊接工时定额计算标准1.风割1.1风割工时: T 风割(min )风割线长度 公式:T 风割= VX 3+1.51.2修磨去割碴工时:T 修磨=T 风割/ 22 .焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时: T 工件装卸= (T 01+0.2n ) B式中:T 01 —装卸基本工时;(取T o1=O.2); n--工件数B--重量系数(见表)2.2.点焊单件工时:T 点焊=T 02+0.1J+0.1N式中: T 02点焊基本工时; J —点焊数;N —点焊时工件翻转次数;2.3.全焊单件工时:T 全焊(min )T 全焊=T03+0.1M+0.1N+L 工/200+0.2NC式中:T03 —全焊基本工时;M —焊缝段数;N—全焊时工件翻转次数;L三--焊缝长NC---焊接参数调节次数注: 1、小件装卸与点焊工时合并,统称点焊工时;2、圆周焊每翻转90°为一次翻转次数;3、圆周焊每180°为一条焊缝;4、水平直条焊缝毎150mm折一条焊缝;超过部份按其折算焊缝条数。
工时定额计算(最终版)DOC

手
册
目
录
一 . 普 通 车 床 ...................................................................................................................... 5 1.车床时间定额标准(通用部分) ................................................................................ 5
四. 龙 门 刨 床 ............................................................................................................... 23 1.龙门刨床时间定额标准 ........................................................................................... 23
三. 立 式 机 床 ............................................................................................................... 21 1.立式机床时间定额标准 ........................................................................................... 21
1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准
........... 39
产品工时额定标准
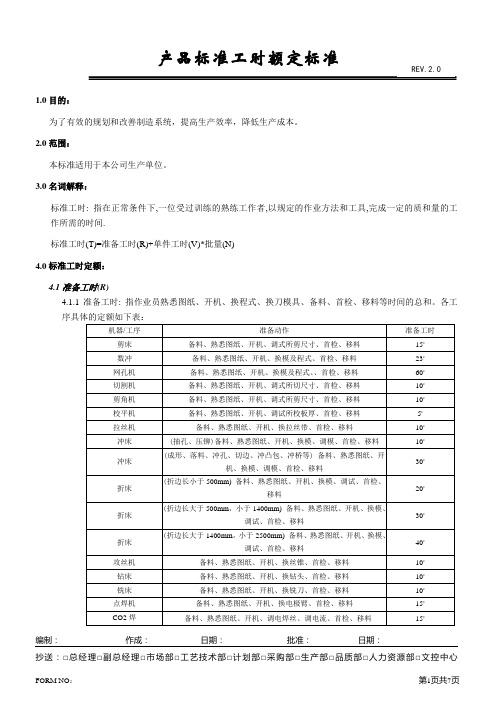
1.0目的:为了有效的规划和改善制造系统,提高生产效率,降低生产成本。
2.0范围:本标准适用于本公司生产单位。
3.0名词解释:标准工时: 指在正常条件下,一位受过训练的熟练工作者,以规定的作业方法和工具,完成一定的质和量的工作所需的时间.标准工时(T)=准备工时(R)+单件工时(V)*批量(N)4.0标准工时定额:4.1准备工时(R)4.1.1准备工时: 指作业员熟悉图纸、开机、换程式、换刀模具、备料、首检、移料等时间的总和。
各工4.1.2在工时定额时,可根据实际情况对以上的准备工时作以适当的调整。
4.2 单件工时(V)4.2.1 单件工时(V): 一位熟练工作者以规定的作业方法和工具完成一件合格料品所需的时间.单件工时(V)=上下料时间(Ts)+机器/人加工效率(Vr)*(1+宽放率(Aw))+辅助时间(F)4.2.24.2.34.2.4各工序/机器单件工时具体定额4.2.4.1剪床:(均以标准板材(4尺,8尺)计算,则有剪条料单件工时=(材料长/条料宽+1)*12"/N剪净料单件工时V=[(A+1)*12”+(C+1)*Vr]/N*(1+Aw) B DA=材料长B=工件长C=材料宽D=工件宽N=一张板加工工件数量Vr=单刀时间(当工件L<5000时,Vr=0.1’; 当工件500>L>1000时,Vr=0.15’;当工件L>1000时,Vr=0.2’)4.2.4.2数冲:a. V=Ts+ [(C+D)/*Vr+E*H+F*K]*(1+Aw)C=工件外周长D=工件内孔周长(孔径大于60mm)E=换刀次数F=孔数(孔径等于或小于60mm)Vr=切边速度0.15'/1000mm(按刀长为60算)H=自动换刀速度0.15'/次K=冲孔速度(松散孔1”/下冲一次,密集孔1”/下冲6次(液压AMADA))b. 覆膜与去毛刺时间=数冲单件工时(V)。
c. 当加工工件板材厚度大于2.0时,其单件工时须乘以1.2的系数.4.2.4.3切割机:a.平台切割机:V=Ts+Vr*N*(1+Aw)+F (可根据材料截面的大小对其机器工效率作以适当的调整)N=下切刀数b.等离子切割机:V=Vr*L*(1+Aw)+FL=切割缝长4.2.4.4网孔机:V=Ts+Vr*N*(1+Aw)+FN=下冲次料=孔总数一次冲孔数4.2.4.5冲床:a.抽孔、压铆:V=Ts+Vr*N*(1+Aw)+FN=压铆数量或抽孔数量当N>15时,其单件工时(V)须乘以0.8系数;b.成形、落料、冲孔、切边、冲凸包、冲桥等:V=Ts+Vr*N*(1+Aw)+FN=下冲次数剪条料后落料的单件时间须乘以0.6系数;c.当料件长大于1200mm,宽大于500mm时,其机床加工效率应乘以2。
工时定额计算公式

(一)时间定额时间定额不仅是衡量劳动生产率的指标,也是安排生产计划,计算生产成本的重要依据,还是新建或扩建工厂(车间)时计算设备和工人数量的依据。
制定合理的时间定额是调动工人积极性的重要手段,它一般是技术人员通过计算或类比的方法,或者通过对实际操作时间的测定和分析的方法进行确定的。
在使用中,时间定额还应定期修订,以使其保持平均先进水平。
在机械加工中,完成一个工件的一道工序所需的时间T0,称为单件工序时间。
它由下述部分组成。
1 .基本时间t b基本时间是直接改变生产对象的尺寸、形状、相对位置、表面状态或材料性质等工艺过程所消耗的时间。
对机械加工而言,就是直接切除工序余量所消耗的时间(包括刀具的切入或切出时间)。
基本时间可按公式求出。
例如车削的基本时间t b 为:式中t b ——基本时间( min );L j——工作行程式的计算长度,包括加工表面的长度,刀具切出和切入长度( mm );Z ——工序余量( mm );n——工件的旋转速度( r/min );f——刀具的进给量( mm/r );a p——背吃刀量( mm )。
2 .辅助时间t a辅助时间是为保证完成基本工作而执行的各种辅助动作需要的时间。
它包括:装卸工件的时间、开动和停止机床的时间、加工中变换刀具(如刀架转位等)时间、改变加工规范(如改变切削用量)的时间、试切和测量等消耗的时间。
辅助时间的确定方法随生产类型而异。
大批大量生产时,为使辅助时间规定得合理,需将辅助动作分解,再分别确定各分解动作的时间,最后予以综合。
中批生产则可根据以往的统计资料来确定。
单件小批生产则常用基本时间的百分比来估算。
3 .技术服务时间t c技术服务时间是指在工作进行期间内,消耗在照看工作地的时间,一般包括:更换刀具、润滑机床、清理切屑、修磨刀具、砂轮及修整工具等所消耗的时间。
4 .组织服务时间t g组织服务时间是指在整个工作班内,消耗在照看工作地的时间,一般包括:班前班后领换及收拾刀具、检查及试运转设备、润滑设备、更换切削液和润滑剂以及班前打扫工作场地、清理设备等消耗的时间。
工时定额计算公式[1]
![工时定额计算公式[1]](https://img.taocdn.com/s3/m/1708ee3bee06eff9aef807df.png)
工时定额计算公式(一)时间定额时间定额不仅是衡量劳动生产率的指标,也是安排生产计划,计算生产成本的重要依据,还是新建或扩建工厂(车间)时计算设备和工人数量的依据。
制定合理的时间定额是调动工人积极性的重要手段,它一般是技术人员通过计算或类比的方法,或者通过对实际操作时间的测定和分析的方法进行确定的。
在使用中,时间定额还应定期修订,以使其保持平均先进水平。
在机械加工中,完成一个工件的一道工序所需的时间T0,称为单件工序时间。
它由下述部分组成。
1 .基本时间tb基本时间是直接改变生产对象的尺寸、形状、相对位置、表面状态或材料性质等工艺过程所消耗的时间。
对机械加工而言,就是直接切除工序余量所消耗的时间(包括刀具的切入或切出时间)。
基本时间可按公式求出。
例如车削的基本时间tb 为:式中tb ——基本时间( min );Lj——工作行程式的计算长度,包括加工表面的长度,刀具切出和切入长度( mm );Z ——工序余量( mm );n——工件的旋转速度( r/min );f——刀具的进给量( mm/r );ap——背吃刀量( mm )。
2 .辅助时间 ta辅助时间是为保证完成基本工作而执行的各种辅助动作需要的时间。
它包括:装卸工件的时间、开动和停止机床的时间、加工中变换刀具(如刀架转位等)时间、改变加工规范(如改变切削用量)的时间、试切和测量等消耗的时间。
辅助时间的确定方法随生产类型而异。
大批大量生产时,为使辅助时间规定得合理,需将辅助动作分解,再分别确定各分解动作的时间,最后予以综合。
中批生产则可根据以往的统计资料来确定。
单件小批生产则常用基本时间的百分比来估算。
3 .技术服务时间tc技术服务时间是指在工作进行期间内,消耗在照看工作地的时间,一般包括:更换刀具、润滑机床、清理切屑、修磨刀具、砂轮及修整工具等所消耗的时间。
4 .组织服务时间tg组织服务时间是指在整个工作班内,消耗在照看工作地的时间,一般包括:班前班后领换及收拾刀具、检查及试运转设备、润滑设备、更换切削液和润滑剂以及班前打扫工作场地、清理设备等消耗的时间。
工时定额计算(最终版)DOC
三. 立 式 机 床 ............................................................................................................... 21 1.立式机床时间定额标准 ........................................................................................... 21
二. 镗
床 ................................................................................................................. 18
1.镗床时间定额标准 ................................................................................................... 18
工时定额计算
手
册
目
录
一 . 普 通 车 床 ...................................................................................................................... 5 1.车床时间定额标准(通用部分) ................................................................................ 5
2.C615~C618 时间定额标准 ......................................................................................... 10
工时定额计算(最终版)

2. 铸造复杂程度分类..................................................................................................... 65
十七. 铆 工..............................................................................................................................68 1.铆工时间定额标准(一)........................................................................................ 68
十四. 冲 床..............................................................................................................................55 1.冲床时间定额标准.................................................................................................... 55
2.外元磨时间定额标准................................................................................................ 25
3.内元磨时间定额标准................................................................................................ 27
山东省汽车维修行业工时定额和收费标准(2016年1月版)

山东省汽车维修行业工时定额和收费标准(2016年1月
版)
《汽车维修行业工时定额和收费标准》实施说明:
一、为加强汽车、摩托车维修行业管理,规范维修市场经营行为,保护车辆承托修双方合法权益,根据国家计委、交通部关于汽车维修价格管理有关方面的规定,特修订《汽车维修行业工时定额和收费标准》(以下简称《标准》)。
二、凡从事各类汽车、摩托车、农用车、轮式工程车维修的单位和个人(含外商、港、澳、台投资企业)及各类汽车特约维修中心(站)、生产厂家的售后服务部等,均应遵守本《标准》
三、汽车维修收费实行国家指导价管理。
各维修企业可以在本《标准》规定的收费项日、收费标准和浮动幅度范围内自主确定具体标准,按规定报当地交通、物价部门备案后执行,并在醒目处挂牌公布。
四、汽车维修工时单价标准:一类维修企业每工时10元,可上下浮动30%;二类维修企业每工时8元,三类维修业户每工时5元,机加工、车辆急修每工时14元,可上下浮动20%。
其中一、二类维修工时单价不含辅料费,三类和机加工、车辆急修含辅料费。
五、维修费的具体构成:维修费=工时费+材料费+其他费用
1、工时费=工时定额?工时单价本《标准》规定的工时定额为最高标准,企业可以根据维修车辆具体情况,在不超过本,《标准》范围内确定具体的收费结算工时。
2、材料费:是指维修过程中实际消耗的外构件费(含配件、漆料、油料、辅助材料等)和自制配件费。
漆料、油料:按实际消耗量结算。
3、其他费用:包括外加工费及材料服务费等外加工费:是指在维修过程中,发生在厂外加工的费用,按实际外加工费结算。
材料服务费:是指材料的采购过程中发生的装卸、运输、保管、损耗等费用。
2016-建筑清单、定额工程算量计算规则(图解)

工程量计算讲议平整场地: 建筑物场地厚度在±30CM以内的挖、填、运、找平1大开挖土方2满堂基础垫层3满堂基础4条形基础5独立基础7承台基础8桩9土方回填、运土10墙体10门窗12过梁13阳台13挑檐14雨蓬15柱子16梁17板18楼梯19屋面20房间内装修22外墙装修24建筑面积25散水、坡道27台阶28脚手架28超高附加费31平整场地: 建筑物场地厚度在±30cm以内的挖、填、运、找平.1、平整场地计算规则〔1〕清单规则:按设计图示尺寸以建筑物首层面积计算.〔2〕定额规则:按设计图示尺寸以建筑物首层面积计算.2、平整场地计算方法〔1〕清单规则的平整场地面积:清单规则的平整场地面积=首层建筑面积〔2〕定额规则的平整场地面积:定额规则的平整场地面积=首层建筑面积3、注意事项〔1〕、有的地区定额规则的平整场地面积:按外墙外皮线外放2米计算.计算时按外墙外边线外放2米的图形分块计算,然后与底层建筑面积合并计算;或者按"外放2米的中心线×2=外放2米面积〞与底层建筑面积合并计算.这样的话计算时会出现如下难点:①、划分块比较麻烦,弧线部分不好处理,容易出现误差.②、2米的中心线计算起来较麻烦,不好计算.③、外放2米后可能出现重叠部分,到底应该扣除多少不好计算.〔2〕、清单环境下投标人报价时候可能需要根据现场的实际情况计算平整场地的工程量,每边外放的长度不一样.大开挖土方1、开挖土方计算规则〔1〕、清单规则:挖基础土方按设计图示尺寸以基础垫层底面积乘挖土深度计算. 〔2〕、定额规则:人工或机械挖土方的体积应按槽底面积乘以挖土深度计算.槽底面积应以槽底的长乘以槽底的宽,槽底长和宽是指混凝土垫层外边线加工作面,如有排水沟者应算至排水沟外边线.排水沟的体积应纳入总土方量内.当需要放坡时,应将放坡的土方量合并于总土方量中.2、开挖土方计算方法〔1〕、清单规则:①、计算挖土方底面积:方法一、利用底层的建筑面积+外墙外皮到垫层外皮的面积.外墙外边线到垫层外边线的面积计算〔按外墙外边线外放图形分块计算或者按"外放图形的中心线×外放长度〞计算.〕方法二、分块计算垫层外边线的面积〔同分块计算建筑面积〕.②、计算挖土方的体积:土方体积=挖土方的底面积*挖土深度. 〔2〕、定额规则:①、利用棱台体积公式计算挖土方的上下底面积.V=1/6×H×<S上+ 4×S中+ S下>计算土方体积〔其中,S上为上底面积,S中为中截面面积,S下为下底面面积〕.如下图S下=底层的建筑面积+外墙外皮到挖土底边线的面积〔包括工作面、排水沟、放坡等〕.用同样的方法计算S中和S下3、挖土方计算的难点⑴、计算挖土方上中下底面积时候需要计算"各自边线到外墙外边线图〞部分的中心线,中心线计算起来比较麻烦〔同平整场地〕.⑵、中截面面积不好计算.⑶、重叠地方不好处理〔同平整场地〕.⑷、如果出现某些边放坡系数不一致,难以处理.4、大开挖与基槽开挖、基坑开挖的关系槽底宽度在3m以内且长度是宽度三倍以外者或槽底面积在20m2以内者为地槽,其余为挖土方.满堂基础垫层1、满堂基础垫层工程量:如图所示,〔1〕、素土垫层的体积〔2〕、灰土垫层的体积〔3〕、砼垫层的体积〔3〕垫层模板2、满堂基础垫层工程量计算方法⑴、素土垫层体积的计算:利用棱台的计算公式:素土垫层体积=1/6×H×<S上+ 4×S中+ S下>计算土方体积〔其中,S上为上底面积,S中为中截面面积,S下为下底面面积〕.⑵、灰土垫层体积的计算:利用棱台的计算公式:灰土垫层体积= 1/6×H×<S上+ 4×S中+ S下>计算土方体积〔其中,S上为上底面积,S中为中截面面积,S下为下底面面积〕.⑶、素砼体积的计算:基础垫层与混凝土基础按混凝土的厚度划分,混凝土的厚度在12cm以内者执行垫层子目;厚度在12cm以外者执行基础子目.垫层体积=垫层面积×垫层厚度.⑷、垫层模板的计算:垫层模板=垫层的周长×垫层高度3、满堂基础垫层工程量计算的难点⑴、计算素土垫层、灰土垫层的上中下底面积时候需要计算"各自边线到外墙外边线图〞部分的中心线,中心线计算起来比较麻烦〔同平整场地〕.⑵、中截面面积不好计算.⑶、重叠地方不好处理〔同平整场地〕.⑷、如果出现某些边放坡系数不一致,难以处理.满堂基础1、满堂基础工程量如图所示,〔1〕、满堂基础的体积〔2〕、满堂基础模板〔4〕、满堂基础梁体积〔5〕满堂基础梁模板2、满堂基础工程量计算方法⑴、满堂基础的体积①计算方法之一:满堂基础最大面积的底面积×满基底板厚度—多算部分三角带的体积满堂基础最大面积的底面积=建筑面积+外墙外皮到满堂外边线的面积三角带的体积=斜坡中心线周长×多算部分三角形截面积②计算方法之二:满堂基础顶面积×满堂基础底板的厚度+梯形带的体积满堂基础顶面积=建筑面积+外墙外皮到满堂外边线的面积-斜坡宽度的面积梯形带体积=斜坡中心线长度×梯形截面面积③计算方法之三:满堂基础最大面积的底面积×满堂基础底板未起边的厚度+起边棱台体积<2>、满堂基础模板:①计算方法之一:##20##建筑工程预算基价满堂基础模板按满堂基础砼以体积计算.②计算方法之二:有的地区定额规则的满堂基础模板=满基外边线的长度×满基外边线的高度+满基斜坡中心线周长×满基斜坡斜长.<3>、满堂基础梁①满堂基础梁的体积计算方法:满堂基础梁的体积=梁的净长×梁的净高②满堂基础梁的模板计算方法之一:##20##建筑工程预算基价基础梁模板按满堂基础梁砼以体积计算.计算方法之二:有的地区定额规则的满堂基础模板=梁高出满基的侧面净长×梁高出满基的侧面净高+梁头面积.3、满堂基础工程量计算的难点⑴、计算满堂基础的体积时,外墙外皮到满堂外边线部分区域、斜坡宽度部分区域等的中心线的长度算起来比较麻烦〔同平整场地〕.⑵、基础梁的净长计算,必须考虑相交梁之间的相互扣减问题.⑶、满堂基础梁的模板的计算,必须考虑满基以与相交梁之间的相互扣减问题. 条形基础1、条形基础工程量如图所示,〔1〕、素土垫层工程量〔2〕、灰土垫层工程量〔3〕、砼垫层工程量〔4〕、砼垫层模板〔5〕、条形基础工程量: 砖基; 砼条基〔6〕、砼条基模板〔7〕、地圈梁工程量〔8〕、地圈梁模板〔9〕、基础墙工程量〔10〕基槽的土方体积〔11〕支挡土板工程量〔11〕槽底钎探工程量2、条形基础计算方法〔1〕素土垫层工程量外墙条基素土工程量=外墙素土中心线的长度×素土的截面积内墙条基素土工程量=内墙素土净长线的长度×素土的截面积〔2〕灰土垫层工程量外墙条基灰土工程量=外墙灰土中心线的长度×灰土的截面积内墙条基灰土工程量=内墙灰土净长线的长度×灰土的截面积〔3〕砼垫层工程量外墙条基砼垫层基础=外墙条形基础砼垫层的中心线长度×砼垫层的截面积内墙条基砼垫层基础=内墙条形基础砼垫层的净长线长度×砼垫层的截面积〔4〕条形基础工程量外墙条形基础的工程量=外墙条形基础中心线的长度×条形基础的截面积内墙条形基础的工程梁=内墙条形基础净长线的长度×条形基础的截面积注意:净长线的计算①砖条形基础按内墙净长线计算②砼条形基础按分层净长线计算有些地区<##>计算规则规定,条形基础以地圈梁顶为分界线,这就造成了计算墙体时候必须加上+-0.000以下的高度;而且一个工程条形基础同时出现不同标高的圈梁时候,计算墙体时候必须区分出墙的底标高,对手工造成了麻烦.〔5〕、砼垫层模板①计算方法之一:##20##建筑工程预算基价砼垫层模板按砼垫层以体积计算.②计算方法之二:有的地区定额规则的砼垫层模板=砼垫层的侧面净长×砼垫层高度〔6〕、砼条基模板①计算方法之一:##20##建筑工程预算基价砼条基模板按砼条基以体积计算.②计算方法之二:有的地区定额规则的砼条基模板=砼条基侧面净长×砼条基高度 .〔7〕、地圈梁工程量外墙地圈梁的工程量=外墙地圈梁中心线的长度×地圈梁的截面积内墙地圈梁的工程梁=内墙地圈梁净长线的长度×地圈梁的截面积〔8〕、地圈梁模板①计算方法之一:##20##建筑工程预算基价地圈梁模板按地圈梁以体积计算.②计算方法之二:有的地区定额规则的地圈梁模板=地圈梁侧面净长×地圈梁高度〔9〕基础墙工程量外墙基础墙的工程量=外墙基础墙中心线的长度×基础墙的截面积内墙基础墙的工程梁=内墙基础墙净长线的长度×基础墙的截面积〔10〕基槽的土方体积基槽的土方体积=基槽的截面面积×基槽的净长度外墙地槽长度按外墙槽底中心线计算,内墙地槽长度按内墙槽底净长计算,槽宽按图示尺寸加工作面的宽度计算,槽深按自然地坪至槽底计算.当需要放坡时,应将放坡的土方量合并于总土方量中.〔11〕支挡土板工程量支挡土板工程量,以槽的垂直面积计算,支挡土板后,不得再计算放坡. 〔12〕槽底钎探工程量槽底钎探工程量,以槽底面积计算.3、条形基础工程量的计算难点⑴条形基础各层实体的净长线很难算⑵计算条形基础各层实体的净长线时,要考虑与外墙相交的情况,同时要考虑与内墙相交的情况,内墙横向部分通常计算,竖向部分分断计算,这样条形基础各层单元实体净长度算起来很麻烦.⑶土方量计算时考虑工作面与放坡,计算扣减比较麻烦.独立基础1、独立基础工程量〔1〕独立基础垫层的体积〔2〕独立基础体积〔3〕、独立基础垫层基模板〔4〕、独立基础模板〔5〕基坑的土方体积〔6〕槽底钎探工程量2、独立基础手工计算方法⑴、独立基础垫层的体积垫层体积=垫层面积×垫层厚度⑵、独立基础垫层模板垫层模板=垫层周长×垫层高度⑶、独立基础体积独立基础体积=各层体积相加〔用长方体和棱台公式〕⑷、独立基础模板独立基础模板=各层周长×各层模板高〔5〕基坑土方工程量基坑土方的体积应按基坑底面积乘以挖土深度计算.基坑底面积应以基坑底的长乘以基坑底的宽,基坑底长和宽是指混凝土垫层外边线加工作面,如有排水沟者应算至排水沟外边线.排水沟的体积应纳入总土方量内.当需要放坡时,应将放坡的土方量合并于总土方量中.〔6〕槽底钎探工程量槽底钎探工程量,以槽底面积计算.2、独立基础工程量的计算难点①异形独立基础体积不好计算.②独立基础与其他基础相交时扣减量不好计算.③土方量计算时考虑工作面与放坡,计算扣减比较麻烦.承台基础1、承台基础工程量〔1〕承台基础垫层的体积〔2〕承台基础体积〔3〕、承台基础垫层基模板〔4〕、承台基础模板〔5〕基坑的土方体积〔6〕槽底钎探工程量2、独立基础手工计算方法⑴、承台基础垫层的体积垫层体积=垫层面积×垫层厚度⑵、承台基础垫层模板垫层模板=垫层周长×垫层高度⑶、承台基础体积独立基础体积=各层体积相加〔用长方体和棱台公式〕⑷、承台基础模板独立基础模板=各层周长×各层模板高〔5〕基坑土方工程量基坑土方的体积应按基坑底面积乘以挖土深度计算.基坑底面积应以基坑底的长乘以基坑底的宽,基坑底长和宽是指混凝土垫层外边线加工作面,如有排水沟者应算至排水沟外边线.排水沟的体积应纳入总土方量内.当需要放坡时,应将放坡的土方量合并于总土方量中.〔6〕槽底钎探工程量槽底钎探工程量,以槽底面积计算.3、承台基础工程量的计算难点①异形承台基础体积不好计算.②承台基础与其他基础相交时扣减量不好计算.③土方量计算时考虑工作面与放坡,计算扣减比较麻烦.桩1、预制钢筋混凝土桩制作按设计图示尺寸以体积计算,长度按包括桩尖的全长计算,桩尖虚体积不扣除.2、喷射混凝土按设计图示尺寸以体积计算.3、钢筋混凝土钻孔灌注桩钻孔和泥浆运输的体积按室外自然地坪至桩底的长度乘以桩断面面积以体积计算.4、钢筋混凝土钻孔灌注桩灌注混凝土的体积按设计桩长与设计超灌长度之和乘以桩断面面积以体积计算.5、打预制钢筋混凝土桩工程量,按桩断面乘以全桩长度以体积计算,桩尖的虚体积不扣除.混凝土管桩空心部分体积应扣除,混凝土管桩不包括空心填充所用的工料.6、送桩工程量,按桩截面乘以送桩深度以体积计算.送桩深度为打桩机机底至桩顶之间的距离.<按自然地面至设计桩顶距离另加50cm计算>?7、水泥搅拌桩的体积,按设计桩长乘以设计桩截面面积以体积计算.8、地下连续墙的混凝土灌注按照设计图示尺寸以体积计算.土方回填、运土1、土<石>方回填按设计图示尺寸以体积计算.<1>场地回填:回填面积乘以平均回填厚度.<2>室内回填:主墙间净面积乘以回填厚度.<3>基础回填:挖方体积减去设计室外地坪以下埋设的基础体积<包括基础垫层与其他构筑物>.<4>管沟回填:挖土体积减去垫层和直径大于200mm的管子体积.2、挖地槽原土回填的工程量,可按地槽挖土工程量乘以系数0.6计算.墙体1、墙体工程量:砖基础与墙身的划分,以首层设计室内地坪为界,设计室内地坪以下为基础,以上为墙身;如墙身与基础为两种不同材质时,按材质不同处为分界线.〔1〕墙体体积:砼墙;砖墙.〔2〕砼墙模板〔3〕、砼墙高度超过3.6m增价;〔4〕、内外脚手架2、墙体工程量计算方法⑴墙体体积=长×宽×高—门窗洞口体积—墙内过梁—墙内柱—墙内梁等①实心砖墙、空心砖墙与石墙均按设计图示尺寸以体积计算.扣除门窗洞口、过人洞、空圈、嵌入墙内的钢筋混凝土柱、梁、圈梁、挑梁、过梁与凹进墙内的壁龛、管槽、暖气槽、消火栓箱所占体积.不扣除梁头、板头、檩头、垫木、木楞头、沿缘木、木砖、门窗走头、砖墙内加固钢筋、木筋、铁件、钢管与单个面积窗套的体积亦不增加,凸出墙面的砖垛并入墙体体积内.a墙长度:外墙按中心线,内墙按净长计算.b墙高度:i外墙:斜<坡>屋面无檐口天棚者算至屋面板底;有屋架且室外均有天棚者算至ii内墙:位于屋架下弦者,算至屋架下弦底;无屋架者算至天棚底另加100mm;有钢筋混凝土楼板隔层者算至楼板顶;有框架梁时算至梁底.iii女儿墙:从屋面板上表面算至女儿墙顶面<如有混凝土压顶时算至压顶下表面>.iv内、外山墙:按其平均高度计算.v围墙:高度算至压顶下表面<如有混凝土压顶时算至压顶下表面>围墙柱并入围墙体积内.②现浇混凝土墙按设计图示尺寸以体积计算.不扣除构件内钢筋、预埋铁件所占体积,扣除门窗洞口与单个面积0.3m2以外的孔洞所占体积,墙垛与突出墙面部分并入墙体体积计算内.a钢筋混凝土墙应扣除门窗洞口所占的体积.b墙的高度按下层板上皮至上一层板下皮的高度计算.c混凝土墙与柱连在一起时,如混凝土柱不突出墙外,混凝土柱的体积并入墙体内计算;如混凝土柱突出墙外,混凝土墙的长度算至柱子侧面,与墙连接的柱另行计算.d混凝土墙与梁连在一起时,如混凝土梁不突出墙外且梁下没有门窗〔或洞口〕,混凝土梁的体积并入墙体内计算;如混凝土梁突出墙外或梁下有门窗〔或洞口〕,混凝土墙与梁应分别计算.⑵砼墙体的模板=墙体的外露面积+洞口侧壁面积##2004计算规则:混凝土、钢筋混凝土模板与支架按照设计施工图示混凝土体积计算..外墙脚手架长度按外墙外边线计算,内墙脚手架长度按内墙净长计算.高度按自然地坪至墙顶的总高计算.3、墙体工程量计算的难点⑴、在计算墙体之前,必须计算出相应的扣减量.比如,柱或梁宽度比墙大的情况,在计算柱或梁时,必须考虑柱或梁嵌入墙内的体积.⑵、模板类似.⑶、砼墙计算时要分别计算门窗〔或洞口〕上墙和非门窗〔或洞口〕墙.4、分层墙的计算⑴、分层墙墙厚以与偏心不一样时要分别计算墙体计算中心线;⑵、分层墙扣减时要分层扣减.⑶、女儿墙:从屋面板上表面算至女儿墙顶面<如有混凝土压顶时算至压顶下表面>门窗1、门窗工程量⑴、门窗面积:洞口面积;框外围面积.⑵、门窗个数⑶、窗玻璃:框外围面积.⑷、窗台板体积⑸、窗台板模板2、门窗工程量的方法⑴、门窗面积: 洞口面积=洞口宽度*洞口高度框外围面积=〔洞口宽度-框扣尺寸〕*〔洞口高度-框扣尺寸〕⑵、门窗个数⑶、窗玻璃面积=框外围面积.⑷、窗台板体积=窗台板截面积*窗台板长度⑸、窗台板模板=窗台板的底模+窗台板的侧模①窗台板的侧模=窗台板侧面长度×窗台板底部外露宽度②窗台板侧模=窗台板侧面长度之和×窗台板高度3、门窗工程量计算难点计算门窗本身工程量并没有难点,实际工程中门窗的难点在于其尺寸不同导致其他构件工程量的变化,主要体现在:⑴、过梁工程量⑵、墙体工程量⑶、内外装修洞口侧壁工程量⑷、窗台板工程量等.过梁1、过梁工程量〔1〕过梁体积:砖过梁;砼过梁.〔2〕砼过梁模板.⑶挑出部分装修.4、过梁计算⑴、过梁的体积过梁的体积=过梁截面面积×过梁的长度⑵、过梁的模板过梁模板面积=过梁的底模+过梁的侧模①过梁的侧模=洞口净长度×过梁宽度②过梁侧模=过梁侧面长度之和×过梁高度⑶、挑出部分装修=过梁侧面长度*过梁外露宽度5、过梁工程量计算难点⑴、矩形、异形过梁计算时必须考虑过梁与墙相交的情况,计算嵌墙体积;⑵、矩形、异形过梁计算时必须注意过梁的标高和圈梁的标高考虑过梁与圈相交的扣减.阳台1、阳台工程量〔1〕现浇阳台板体积.〔2〕现浇阳台板模板.⑶现浇阳台板装修:上装修,下装修.⑷栏板体积:现浇栏板;预制栏板.⑸现浇栏板模板.⑹现浇栏板装修:内装修,外装修.⑺阳台扶手:长度或体积,装修.⑻隔户板:体积;装修.⑼阳台窗面积.⑽阳台贴墙装修.2、阳台工程量计算方法⑴现浇阳台板体积:阳台板按设计图示尺寸以墙外部分体积计算现浇阳台板体积=板面积*板厚如果阳台完全由墙围成,则板面积按墙所围成的净面积计算;如果阳台有墙与栏板共同围成,则板面积计算:贴墙边扣除墙所占面积,栏板边计算至栏板外边线.⑵现浇阳台板模板:阳台板模板面积=阳台板的底模+阳台板的侧模.⑶现浇阳台板装修:上装修=板面积下装修=按墙和栏板围成的净空面积计算⑷栏板体积栏板体积体积=栏板截面面积*中心线长度注:中心线长度是指栏板与栏板之间的中心线,与墙相交计算至墙外侧⑸现浇栏板模板现浇栏板模板面积=现浇栏板侧面模板+现浇栏板端面模板之和⑹现浇栏板装修内装修=栏板内侧净长度*装修高度外装修=栏板外边线长度*装修高度⑺阳台扶手:扶手、栏杆、栏板装饰按设计图示尺寸以扶手中心线长度<包括弯头长度>计算.阳台扶手体积=阳台扶手截面面积*阳台扶手中心线长度阳台扶手装修=阳台扶手中心线长度*装修长度.⑻隔户板隔户板体积=隔户板厚度*高度*隔户板中心线长度隔户板装修=隔户板中心线长度*装修高度*2⑼阳台窗面积⑽阳台贴墙装修:需扣减门、窗、门联窗、洞等.3、阳台工程量计算的难点⑴、阳台工程量较多,碎、乱,容易漏项.⑵、体积以与装修计算要考虑中心线,内外净长线;比较麻烦.挑檐1、挑檐工程量⑴挑檐平板体积;⑵挑檐平板上表面防水;⑶挑檐平板下表面装修;⑷挑檐立板体积;⑸挑檐立板内装修;⑹挑檐立板外装修;⑺挑檐斜板体积;⑻挑檐斜板外装修;⑼挑檐斜板内装修.2、挑檐工程量的计算方法⑴挑檐平板体积挑檐平板体积=挑檐平板中心线长度*平板截面面积⑵挑檐平板上表面防水挑檐平板上表面防水=挑檐平板中心线长度*平板宽度+挑檐立板内边线长度*上翻高度-挑檐立板中心线*挑檐立板宽度⑶挑檐平板下表面装修挑檐平板上表面防水=挑檐平板中心线长度*平板宽度⑷挑檐立板体积挑檐立板体积=挑檐立板中心线*挑檐立板截面面积⑸挑檐立板内装修挑檐立板内装修=挑檐立板内边线长度*立板高度⑹挑檐立板外装修挑檐立板外装修=挑檐立板外边线长度*立板高度+挑檐立板长度*平板厚度⑺挑檐斜板体积挑檐斜板体积=挑檐斜板中心线*挑檐斜板截面面积⑻挑檐斜板外装修挑檐斜板体积=挑檐斜板中心线*斜板宽度⑼挑檐斜板内装修挑檐斜板体积=挑檐斜板中心线*斜板宽度3、挑檐工程量计算难点①计算底板、立板、斜板要找中心线长度,比较麻烦②内外装修要用中心线加减立板厚度一半,比较麻烦.雨蓬1、雨蓬工程量⑴雨蓬面积;⑵雨蓬体积;⑶雨蓬立板体积;⑷雨蓬立板外装修;⑸雨蓬立板内装修;⑹雨蓬上装修;⑺雨蓬下装修.2、雨蓬工程量计算方法⑴雨蓬面积雨篷均按伸出墙外的水平投影面积计算,嵌入墙内的梁应按相应子目另列项目计算.⑵雨蓬体积雨篷按设计图示尺寸以墙外部分体积计算.包括伸出墙外的牛腿和雨篷反挑檐的体积.嵌入墙内的梁应按相应子目另列项目计算.凡墙外有梁的雨篷,执行有梁板基价.⑶雨蓬立板体积雨篷四周垂直混凝土檐总高度超过40cm者,整个垂直混凝土檐按延长m计算,执行栏板基价.⑷雨蓬立板外装修雨蓬立板外装修=雨蓬立板外边线长度*立板高度+雨蓬立板长度*底板厚度⑸雨蓬立板内装修雨蓬立板内装修=雨蓬立板内边线长度*立板高度⑹雨蓬上装修雨蓬上装修=雨蓬长度*雨蓬宽度-雨蓬立板中心线*雨蓬立板宽度⑺雨蓬下装修雨蓬下装修=雨蓬长度*雨蓬宽度3、雨蓬工程量计算难点①计算雨蓬立板中心线长度,比较麻烦②雨蓬立板内外装修要用中心线加减立板厚度一半,比较麻烦.柱子1、柱子工程量〔1〕柱子体积:砖柱;砼柱.〔2〕砼柱模板.〔3〕、砼柱高度超过3.6m增价;〔4〕、独立柱装修〔5〕柱侧装修2、柱子工程量计算方法。
工时定额计算(最终版)

六. 磨
床 ................................................................................................................... 26
1.平面磨时间定额标准 ............................................................................................... 26
车床时间定额标准通用部分52c615c618时间定额标准103c620时间定额标准124c630时间定额标准145c650时间定额标准16二镗床171镗床时间定额标准17三立式机床181立式机床时间定额标准18四龙门刨床201龙门刨床时间定额标准20五牛头刨床221牛头刨床时间定额标准22六磨床231平面磨时间定额标准232外元磨时间定额标准253内元磨时间定额标准27七
十. 插
床 ................................................................................................................. 44
1.插床时间定额标准 ................................................................................................... 44
2. 铸造复杂程度分类 .................................................................................................... 68 十七 . 铆 工 ............................................................................................................................ 71 1.铆工时间定额标准(一) ....................................................................................... 71
工时定额管理工作指导书(2016.01试运行版)
工时定额管理工作指导书(2016.01试运行版)工时定额管理规范文件编号:**-**-2016.01版次/改次:A/0编制:日期:校对:日期:审核:日期:批准:日期:文件更改记录会签表目录1 目的为了加强劳动工时定额管理,使定额标准不断科学、先进、合理,使工时结算有据可依,真正实现按劳取酬,激发员工积极性和创造性,提高劳动生产率,根据机加车间实际情况,特制定本管理办法。
2 定义2.1 标准工时:在正常的操作条件下,以标准的作业方法及合理的劳动强度和速度,完成符合质量要求的工作所需的作业时间。
2.2 观察工时:用秒表测试一个工序完成所需的时间,通常测5-10次,取平均值,记录于〈标准工时测定表〉或〈标准工时异常反馈〉。
2.3 评比系数:为消除因被测量人个人的努力度及熟练程度对实际工时的影响,将其修正到合理状态的系数。
2.4 图纸工时:不受现场生产条件等影响,包括机动时间和辅助时间(即主作业时间和最基本的取放工件、装夹、测量时间),用于指导新产品试制前期的工艺安排。
2.5 临时工时:包括维修机床时间、清理工位时间、工装调试时间、刀具准备时间、生理时间等。
2.6 标准工时具有以下五项主要因素2.6.1正常的操作条件:工具条件及环境条件都符合作业内容要求并且不易引起疲劳。
2.6.2 熟练程度:大多数中等偏上水平作业者的熟练度,操作者要了解流程,懂得机器和工具的操作与使用。
2.6.3作业方法:作业标准规定的方法。
2.6.4劳动强度与速度:适合大多数普通操作者的强度与速度。
2.6.5质量标准:以产品的质量标准为准,基本原则是操作者通过自检及互检完成。
3 职责3.1 技术部负责产品图纸工时的制定,观察工时的记录,标准工时的统计。
3.2 生产部(机加车间)负责临时工时的申报和根据标准工时进行生产任务的安排。
4工时制定公式4.1新产品试制工时=图纸工时+临时工时4.2 新产品小批量产工时=观察工时(亦可通过临时工时赋予)4.3 新产品量产工时(即标准工时)=观察工时*(1+评比系数)4.4老产品标准工时=观察工时*(1+评比系数)(即通过标准工时异常反馈需要重新测定的老产品)5标准工时制定流程5.1 当产品为第一次生产并且以往未生产过类似的产品时(即新产品),技术部根据以往经验和理论计算预估大概工时(即图纸工时),此工时只适用第一次生产,在无法预估的情况下将不给出标准工时。
工时定额计算方法
工时定额管理规定一、工时定额制定的目的为了提高公司计划管理水平,增加公司经济效益,并为成本核算、劳动定员提供数据,体现按劳分配的原则,特制定本规定。
二、工时定额制定的原则1、制定工时定额必须走群众路线,使其具有坚实的群众路线。
2、制定工时定额应有科学依据,力求做到先进合理。
3、制定工时定额要考虑各车间、各工序、各班组之间的平衡。
4、制定工时定额必须贯彻“各尽所能,按劳分配”的方针。
5、制定工时定额必须要“快、准、全”。
6、同一工序,同一产品只有一个定额,称为定额的统一性。
三、工时定额制定的方法1、经验估工法。
工时定额员和老工人根据经验对产品工时定额进行估算的一种方法,主要应用于新产品试制。
2、统计分析法。
对多人生产同一种产品测出数据进行统计,计算出最优数、平均达到数、平均先进数,以平均先进数为工时定额的一种方法,主要应用于大批、重复生产的产品工时定额的修订。
3、类比法。
主要应用于有可比性的系列产品。
4、技术定额法。
分测时法和计算法两种是目前最常用的方法。
四、工时定额制定的具体措施1、工时定额具有严肃性,工时定额的制定和修订由工时主管部门来执行。
其他部门无权更改。
2、工时定额具体采用技术定额法,同时参考其他方法。
先制订出《车间工时定额标准》和《工时核算方法》,以这两个文件为基础对车间生产产品进行核算,并填写《产品工时明细表》。
3、新产品工时制定流程研发部门确定新产品图纸→技术工艺部制定工时定额→制造公司总经理审批→工时审核小组复查→经理办公会批准生效→生产部、生产车间执行4、老产品工时修定流程技术工艺部修订工时定额→制造公司总经理审批→工时审核小组复查→经理办公会批准生效→生产部、生产车间执行5、生产车间对制定的产品工时有异议时,应及时向技术工艺部和工时审核小组提出,并填写《产品工时修改表》,技术工艺部和工时审核小组每三个月或半年复核一次,报经理办公会批准生效后,生产车间方可执行。
五、工时定额管理体系的建立1、工时定额管理体系实行三级管理制度,集团公司成立工时定额审定小组并设工时审核员1名,各制造公司设工时定额员1~2名,各生产车间设工时核算员1名可兼任。
工时定额计算公式

工时定额计算公式(一)时间定额时间定额不仅是衡量劳动生产率的指标,也是安排生产计划,计算生产成本的重要依据,还是新建或扩建工厂(车间)时计算设备和工人数量的依据。
制定合理的时间定额是调动工人积极性的重要手段,它一般是技术人员通过计算或类比的方法,或者通过对实际操作时间的测定和分析的方法进行确定的。
在使用中,时间定额还应定期修订,以使其保持平均先进水平。
在机械加工中,完成一个工件的一道工序所需的时间T0,称为单件工序时间。
它由下述部分组成。
1 .基本时间t b基本时间是直接改变生产对象的尺寸、形状、相对位置、表面状态或材料性质等工艺过程所消耗的时间。
对机械加工而言,就是直接切除工序余量所消耗的时间(包括刀具的切入或切出时间)。
基本时间可按公式求出。
例如车削的基本时间t b 为:式中t b ——基本时间( min );L j——工作行程式的计算长度,包括加工表面的长度,刀具切出和切入长度( mm );Z ——工序余量( mm );n——工件的旋转速度( r/min );f——刀具的进给量( mm/r );a p——背吃刀量( mm )。
2 .辅助时间t a辅助时间是为保证完成基本工作而执行的各种辅助动作需要的时间。
它包括:装卸工件的时间、开动和停止机床的时间、加工中变换刀具(如刀架转位等)时间、改变加工规范(如改变切削用量)的时间、试切和测量等消耗的时间。
辅助时间的确定方法随生产类型而异。
大批大量生产时,为使辅助时间规定得合理,需将辅助动作分解,再分别确定各分解动作的时间,最后予以综合。
中批生产则可根据以往的统计资料来确定。
单件小批生产则常用基本时间的百分比来估算。
3 .技术服务时间t c技术服务时间是指在工作进行期间内,消耗在照看工作地的时间,一般包括:更换刀具、润滑机床、清理切屑、修磨刀具、砂轮及修整工具等所消耗的时间。
4 .组织服务时间t g组织服务时间是指在整个工作班内,消耗在照看工作地的时间,一般包括:班前班后领换及收拾刀具、检查及试运转设备、润滑设备、更换切削液和润滑剂以及班前打扫工作场地、清理设备等消耗的时间。
-2016-工时定额计算标准
机械加工工时定额计算标准一.锯床工时定额计算标准1.工时计算公式:T=(k m T机+nT 吊+T 装卸)k 2式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数, k 2=1 (n=1);k 2=0.55(n=2)2.机动时间:T 机2.1. 方料:式中: H -板厚mm2.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4.方管:式中:H —方管外形高mmH 0—方管内腔高mmB 0—方管内腔宽mm3.吊料时间:4.装卸料时间及其它时间:综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min )n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)1.5 材料加工难度系数T 机 = k BH20T 机= D 24T 机= D — d 02 24 10000 T 机= H — H 0*B 0 20 8000 T 吊=L 1000T 装卸=0.12+L +D 1800840二.剪板冲压折弯工时定额计算标准1.剪板工时定额计算方法A.剪板单件工时定额:a —每块工时系数、见表b —剪角次数B. 剪板去毛刺T 毛剌:(min )T 毛剌 =0.3 + L/400 L-处理长度C. 剪板校正T 校:(min )2.冲压T 冲(min ):T 冲=a3.折弯工时定额计算方法折弯工时定额T 折(min ):T 折=Σa iT= k* ( a + ba)3注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5) ↓ 准备工时三.风割焊接工时定额计算标准1.风割1.1 风割工时:T 风割(min )公式:1.2 修磨去割碴工时: T 修磨= T 风割 / 22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中: T 01—装卸基本工时;(取T 01=0.2);n-- 工件数 B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊(min ) T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC式中: T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;T 风割= 风割线长度×3+1.5 VLΣ--焊缝长NC---焊接参数调节次数注:1、小件装卸与点焊工时合并,统称点焊工时;2、圆周焊每翻转90°为一次翻转次数;3、圆周焊每180°为一条焊缝;4、水平直条焊缝毎150mm折一条焊缝;超过部份按其折箅焊缝条数。
工时定额计算公式
工时定额计算公式(一)时间定额时间定额不仅就是衡量劳动生产率得指标,也就是安排生产计划,计算生产成本得重要依据,还就是新建或扩建工厂(车间)时计算设备与工人数量得依据。
制定合理得时间定额就是调动工人积极性得重要手段,它一般就是技术人员通过计算或类比得方法,或者通过对实际操作时间得测定与分析得方法进行确定得。
在使用中,时间定额还应定期修订,以使其保持平均先进水平。
在机械加工中,完成一个工件得一道工序所需得时间T0 ,称为单件工序时间。
它由下述部分组成。
1 .基本时间t b基本时间就是直接改变生产对象得尺寸、形状、相对位置、表面状态或材料性质等工艺过程所消耗得时间。
对机械加工而言,就就是直接切除工序余量所消耗得时间(包括刀具得切入或切出时间)。
基本时间可按公式求出。
例如车削得基本时间t b 为:式中t b ——基本时间( min );L j——工作行程式得计算长度,包括加工表面得长度,刀具切出与切入长度( mm );Z ——工序余量( mm );n——工件得旋转速度( r/min );f——刀具得进给量( mm/r );a p——背吃刀量( mm )。
2 .辅助时间t a辅助时间就是为保证完成基本工作而执行得各种辅助动作需要得时间。
它包括:装卸工件得时间、开动与停止机床得时间、加工中变换刀具(如刀架转位等)时间、改变加工规范(如改变切削用量)得时间、试切与测量等消耗得时间。
辅助时间得确定方法随生产类型而异。
大批大量生产时,为使辅助时间规定得合理,需将辅助动作分解,再分别确定各分解动作得时间,最后予以综合。
中批生产则可根据以往得统计资料来确定。
单件小批生产则常用基本时间得百分比来估算。
3 .技术服务时间t c技术服务时间就是指在工作进行期间内,消耗在照瞧工作地得时间,一般包括:更换刀具、润滑机床、清理切屑、修磨刀具、砂轮及修整工具等所消耗得时间。
4 .组织服务时间t g组织服务时间就是指在整个工作班内,消耗在照瞧工作地得时间,一般包括:班前班后领换及收拾刀具、检查及试运转设备、润滑设备、更换切削液与润滑剂以及班前打扫工作场地、清理设备等消耗得时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工时疋额计算标准・锯床工时定额计算标准T= (k m T机+nT 吊 +T 装卸)k 2 式中:k m —材料系数 n —一次装夹工件数;n=1-2 ;k 2—次装夹工件数修正系数, 2.机动时间:T 机式中D —棒料外径 mmT H T 机=720式中:H —方管外形高H 0—方管内腔高 B 0—方管内腔宽综上所述: 方料:T= (0.12+n0.0519H+0.001L ) k 2-0.00013 H)*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L ) k 2-0.0001 G 02(min ) n ——次装夹工件数; n=1-2 ;k 2—次装夹工件数修正系数,k 2=1 (n=1 ); k 2=0.55 (n=2 )1.5材料加工难度系数式中:-板厚mmH 查下表k B -材料宽度系数, 2.2.棒料:23管料:T机=■24式中d 0—管料内径;d o 210000mm3.吊料时间:T吊=舄4.装卸料时间及其它时间:T 装卸=0.12+L 1800 D+8401.工时计算公式: k 2=1 (n=1 );k 2=0.55 (n=2)2. 1.方料:=kBH 202.4方管:H 0*B 0 8000mm mm mm・剪板冲压折弯工时定额计算标准1.剪板工时定额计算方法a —每块工时系数、见表b —剪角次数剪板工时系数表B.剪板去毛刺T 毛剌:(min )C.剪板校正T 校:(min )材料系数:K=1〜1.5注:材料系数不含单件长度 L < 150mm 或单件重量w 250g 的零件。
2 .冲压T 冲(min ) : T 冲=a每冲一次工时3.折弯工时定额计算方法折弯工时定额T 折(min ): T 折=2 Q折弯工时定额系数表A.剪板单件工时定额:aT= k* ( a + b ——)T 毛剌=0.3 + L/400L-处理长度注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀 0.15 分X 折 1.5=0.225+0.2=0.425^ 0.5)准备工时三. 风割焊接工时定额计算标准1•风割1.1风割工时:T 风割(min )1.2修磨去割碴工时:T 修磨 T 风割 / 2式中:T 02 —点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3.全焊单件工时:T 全焊(min ) T 全焊=T 03+0.1M+0.1N+L 2/200+0.2NC式中: T 03 —全焊基本工时;M —焊缝段数; N —全焊时工件翻转次数;公式:风割线长度T 风割= … X 3+1.52.焊接单件工时:T 焊接=T 工件装卸 +T 点焊+ T 全焊2.1 装卸工件工时: T 工件装卸= (T oi +O.2n ) B式中: T oi —装卸基本工时;(取T 0i =0.2);n--工件数B--重量系数(见表)2.2.点焊单件工时: T 点焊=T 02+0.1J+0.1NL ---焊缝长NC---焊接参数调节次数注:1、小件装卸与点焊工时合并,统称点焊工时;2、 圆周焊每翻转 90°为一次翻转次数;3、 圆周焊每180°为一条焊缝;4、 水平直条焊缝毎150mm 折一条焊缝;超过部份按其折算焊缝条数。
重量系数(B )3 .其它辅助工时:3.1、 去飞溅、打磨焊碴:按焊接工时的 65%计算+0.1。
3.2、 有辅助工帮助表卸模,从焊接工时中分取三分之一。
3.3、 焊接有准备工时按每项20分钟。
3.4、 点焊螺母按0.5分钟一个。
3.5、 校正:按焊接工时的二分之一计算 +0.1。
〔无焊接工装夹具或点焊后需校对尺寸的工件〕四. 钻床工时定额1、钻床工时:T=kT 机+ T 装卸+T 倒鼡其中:k —难度系数1.1装卸零件时间及辅助时间:T 装卸(min )钻孔直径①V 16mm :按《钻、刨、铳床零件装缷时间表》所查装卸钻孔直径①》16mm :按《钻、刨、铣床零件装卸时间表》计算。
1.1.3工件钻孔直径无v ①6mm 的孔时,需增加一次装卸间:0.12min 。
有工差要求加工精度IT7以上 k=1.5 有深度要求k=1.1扩孔及攻丝k=0.80 L/D > 8时,须另增排屑时间60%。
1.1.1 时间的?计算。
最少时间玄0.12min.1.1.21.2机动时间:T机:(min )注;表中未列数据取两相邻数值、按比例计算T 机:1.3 钻床倒角去毛剌工时:T 倒鼡:(min )1.3.1 倒45° X 1 以内:0.05min/次。
1.3.2 倒45 °X 1以上:按车床倒角工时査表计算。
1.3.3 打磨R圆弧面:T=T机+ T装卸a.打磨面积:SW 100 m rf T 机=0.5min。
b.打磨面积:S> 100 m rf T 机=S /100 X 0.5min。
1.4 手动折弯、手动攻丝:按机动工时的1.5倍计算。
材料加工难度系数五.磨床工时定额计算标准1.平面磨工时定额:a.工作台单行程横向进给量16〜24m m次b.工件运行行速度8m/mi n平磨一次行程工时(min)2.无心磨工时定额(含辅助工时)T机(min)LT= k d 育式中:L —单件被加工零件总长;k d—直径系数:d < 16, k d=1.0d > 16, k d=1.2六.铳床工时定额计算标准1、铣床工时:T=T 机+ T装卸+T 去毛剌1.1铣床机动加工工时:T 机加工长度T机= 厂A :切削速度 A (mm/min)B :加工段系数.切削速度A注;⑴铣盲孔,速度按A/2计算。
⑵铣腰孔尺寸》15mm,速度按铣方孔计算。
加工段数系数B注:铣床机动单件最小工时 T 机》0.40mi n/件1.2铣床零件装卸工时:T 装详见《钻、1」、铣床零件装缷时间表》注:⑴.L-零件外形最大长度 mm⑵.当L V 100mm T 去毛剌取0.1min分度盘: ⑴.零件W 0.5kg 的每30°为一次装卸时间。
⑵.零件> 0.5kg 的每60。
为一次装卸时间。
1.5材料加工难度系数七. 刨床工时定额计算标准1、刨床工时:T=T 机+ T 装卸+T 去毛剌1.1刨床机动加工工时:T 机(min )1.3 铣床镗孔按钻床机动工时计算: T 镗(min )⑴.当 Rz < 6.3 T 镗=1.25 T 机 ⑵.当 Rz < 3.2T 镗=1.5 T 机1.4 铣床倒角去毛剌: T 去毛剌 =L/100 X 0.11.5加工长度T 机二------ X BA :切削速度A (mm/min )B :加工段系数..切削速度A加工段数系数B1.2刨床倒角去毛剌:T去毛剌=L/100 X 0.1注:⑴.L-零件外形最大长度mm⑵.当L < 100mm T去毛剌取O.lmin1.3材料加工难度系数1.4刨床零件装卸工时:T装卸(min )详见《钻、1」、铣床零件装缷时间表》注:单件装卸工时最小玄0.24mi n次钻、刨、铣床零件装缷时间表(T装卸)注:A—简单,指工件形状规则,不需找正;B—复杂,指工件形状复杂,用联动压板或5个以上压板装夹,或需2个以上千斤顶支撑,用划针、角尺、千分表等较正。
注;(1).表中未列数据取两相邻数值、按比例计算T装卸⑵.叠铣合计重量》16kg (min/次)T装卸=T装卸单仲—(零件单重X T 16kg 工时)* 16kg⑶.叠铣合计重量W 16kg而 > 12kg (min/次)T装卸= T装卸单仲——(零件单重X T单重工时)—叠铣总重(kg)八.车床工时定额计算标准1.计算公式T j工序T j工序=刀T j装卸+刀T i工步+0.2m=刀T j装卸+k刀T i机动+0.2m式中:j —工序数;T j装卸一第j道工序装卸工件的时间(含其它辅助时间);i —走刀次数;T i 机动一第i 次走刀机动时间; m —换刀次数;查表三《车床、镗床、钻孔时间标准》2.粗车外圆机动时间:T 机动=L f*2.2Ld 10000考虑回程手动等辅助时间等:T 粗外圆T 粗外圆=T 回程 +T 基本+ T 机动 =0.3+ (0.01L+ 3Ld------ )xs- 2.510000 3. 精车外圆机动时间:T 机动=f*n3.9Ld 10000考虑回程手动测量等辅助时间等:T 精外圆5LdT 精外圆=T 回程+T 基本+ T 机动=0.4+ (0.01L+) xs- 2.510000式中:L —工件被车削的长度; mm3—车削厚度;mmd —外圆公称直径;mmf —走刀量,mm/r ;粗车取 f=0.4 精车取 f=0.15 n —车床主轴转速;r/mim ;k-宽放系数;k=1.334. 当外圆精度高于7级时;T j =1.5*T 机动5. 镗孔、车内孔:⑶.小车需调头加工只倒内角一个工序时: 需增加表中:D-加工切削中径mm L-加工切削长度 mm当5V L/D < 10时 增加0.5min.式中:D-加工切削中径 mm未柡注倒甪、倒外角 0.05mi n/次,倒内角0.075mi n/。
附表五《车床倒角、钻中心孔时间标准》按附表四《车內、外圆;与內、外圆及平面槽和端面时间标准》 分档次、选取相邻两数据按比例计算。
注:车床加工工件的直径W ①20mn 时的套、销等切断含端面工时。
10.车床装卸时间:按附表一《车床装缷时间标准》 11.小车:⑴.小车端面:按大车端面计算标准的 75%计算。
⑵.小车切断、及车外圆:按大车车外圆的 125%计算。
6. 细长杆顶车外圆时,根据细长比增加顶车时间:当 L/D > 10 时 增加 1.0min.L- 加工切削长度mm7. 8. 车削內、外圆:9. 端面工时与切断工时比例系数:?计算。
锯床锯断后端面按槽宽4mm 切断时间的O.lmin的辅助时间。
12材料加工难度系数13.车床工时标准:表一《车床装缷时间标准》表二《车床车内孔工时标准》表三《车床、镗床、钻孔时间标准》表四《车內、外圆;內、外圆平面槽时间标准》表五《车床倒角、钻中心孔时间标准》车床装卸时间标准(表一)编号:A-021.按工件最犬旋转直径总长度表:2.四爪装夹加螺钉压紧:3.A.工件直径B. 工件直径C.工件直径4.A.工件长度B.工件长度K=1.25D>O 600:按① 500 查表X K=1.25 D>O 800:按① 500查表X K=1.5 D>O 1000:按① 500 查表X K=1.75L> 1000:按L=750 查表X L> 1200:按L=750 查表X L> 1500:按L=750 查表X L> 2000:按L=750 查表X K=1.25K=1.5K=1.75K=2.05.铸件、锻件用爪、圆钢件用三爪:6.V形铁、角铁、花盘装夹同四爪:7.裝夹偏心件K=1.258.搭中心架15mi n注:k-表示加工难度系数表中未列数据取两相邻数据按比例计算。