工业自喷漆使用说明书
Simcoat自动喷涂机操作手册

SimCoat自动喷涂机操作手册大连交通大学环境与化学工程学院一、利用PathWrite软件,先后创建*.sgprjd、*.t2pg、*.t2pt文件打开PathWrite软件File-open-new project打开工作台界面(参数2轴、工作台尺寸200mm*200mm),用双手指按住笔记本触摸屏,两边拉,可扩大可视界面范围(或按住shift,触摸屏双手指外拉)。
Project-property打开界面,设定有关数据,Coordinate systerm设定x和y的方向,根据习惯可以选7。
Cycle-specify-cycle count设定循环次数(工作面曲线运行一遍是一个循环)。
Dispensing-Dispense I/F-command output port把300改成327(截止阀代号)。
Dispensing velocity喷嘴移动速度与线距(折线的两条平行线之间的距离)要匹配d,mm123710152025V,mm/s255080100150250400500如Dispensing velocity改动,Interpolate move velocity相应改动选择点或折线,折线可用来喷涂面积,如选,在工作面单击或双击,画起始点,按住鼠标拖动,至终点,画出一个矩形,设定起点、终点的具体坐标(要考虑后期偏移量方向,不要超出工作面)。
偏移量设置:单击,按住鼠标,全部选定工作面折线,ctrl+c、ctrl+v,在界面左侧的工作表,会添加一组数据,Draw-translation设定偏移量,如设置坐标取错,可以edit-undo,重新设定偏移量。
继续ctrl+c、ctrl+v,Draw-translation设定偏移量。
每次设定完偏移量,直接ctrl+c、ctrl+v,不需要手动选定工作表数据。
保存:file-Save As-*.sgprjd文件。
project-generate,界面处单击,保存*.t2pg文件、保存*.t2pt文件,三个文件的文件名相同。
喷涂机操作说明书
喷涂机操作说明书公司名称: 厦门迈斯维自动化设备有限公司公司地址:厦门市集美区杏林高浦西潭路34 号之目录1安装机台..................................... 3…i- ......................................................................................................................................... i电源......................................................................................1-2气压源 ........................................................................1- 3 使用注意事项 ................................................................2操作画板.........................................2- 1主要操作画板 .................................................................3软件画面操作.....................................3- 1主画面 .......................................................................3-2参数设置画面 ..................................................................3-3点胶参数画面 ..................................................................3- 4示教画面 .....................................................................4附件 .............................................4- 1接点列表 .....................................................................4-2电控图........................................................................1安装机台1- 1电源本机台使用单相220V 50HZ电源1-2气压源本机台使用5 Kg/cm2气压源1-3 使用注意事项操作前请详细阅读本手册,并确实检查防护装置之功能完整并注意有关安全规定,以提供操作时之安全保障。
自动喷漆操作规程(3篇)
第1篇一、目的为确保自动喷漆作业的安全、高效和质量,特制定本操作规程。
二、适用范围本规程适用于本车间所有自动喷漆设备的使用和维护。
三、操作程序1. 准备工作- 操作人员应经过专业培训,熟悉自动喷漆设备的操作原理和性能。
- 检查设备是否处于正常工作状态,包括电源、气源、控制系统等。
- 确保喷漆房内通风良好,温度、湿度符合要求。
2. 喷涂作业- 根据工件材质、颜色和涂装要求,选择合适的油漆和稀释剂。
- 调整喷枪与工件的距离、角度和压力,确保喷涂均匀。
- 检查喷枪雾化效果,如发现异常及时调整。
- 按照喷涂工艺流程进行作业,确保涂层质量。
3. 烘烤作业- 喷涂完成后,将工件放入烤漆房,启动烘烤程序。
- 根据油漆种类和涂层厚度,调整烘烤温度和时间。
- 烘烤过程中,注意观察工件表面变化,确保涂层干燥均匀。
4. 冷却作业- 烘烤完成后,待工件自然冷却至室温。
- 冷却过程中,避免工件受到撞击或划伤。
5. 清理作业- 喷涂作业结束后,清理喷枪、喷漆房和设备周边。
- 清理过程中,注意安全,避免油漆溅射。
四、注意事项1. 安全操作- 操作人员必须穿戴防护用品,如防护服、手套、口罩等。
- 严禁在喷漆房内吸烟、饮食,严禁使用明火。
- 注意喷漆房内通风,避免中毒。
2. 设备维护- 定期检查设备,确保其正常运行。
- 发现设备故障,及时报修。
3. 环保要求- 严格按照环保法规,处理油漆废液、废气等废弃物。
- 减少对环境的污染。
五、应急处理1. 火灾- 发现火灾,立即报警并使用灭火器进行灭火。
- 人员迅速撤离现场,确保安全。
2. 中毒- 发现人员中毒,立即将中毒者移至通风处。
- 鼓励中毒者深呼吸,给予氧气吸入。
- 立即报警,寻求专业救援。
六、培训与考核1. 操作人员必须接受专业培训,掌握自动喷漆设备的操作技能和安全知识。
2. 定期对操作人员进行考核,确保其熟练掌握操作规程。
七、附则本规程由车间主任负责解释和修订。
本规程自发布之日起实施。
助焊剂全自动喷涂设备使用说明书

目录Contents 一:产品概述Machine Instruction二:技术规格说明Instruction of Technology Data三:操作指导书Operation manual四:常见故障处理Common Fault Troubleshooting五:维护与保养Preventive Maintenance and Repairing六:主要备件清单Main spare part list七:安全要求Safe Requirement一:概述Overview本公司生产的助焊剂全自动喷涂设备主要分外置机和内置机,客户可根据实际需要进There are two types machine model to be selected by customer, it is internal and external machine.行选择。
本说明书以GDFS-400W标准型为基础进行阐述。
The operation manual is base on GDFS-400W operation.产品特点Machine feature:1:采用图片处理的方式选择需要喷涂的区域,操作简单,定位精确;With image processing to choose need spraying area, simple operation, and precise position.相对于传统的多点测量编程,可减少误差,节省时间;Programming time is very short and Zero missing comparing the traditional flux machine.2:对于PCB板上需要重点喷涂区域可以进行定点喷涂;;For more flux require area that machine can spray it with fixed point spraying method.相对传统的全局喷涂,此项功能可大大减少助焊剂的使用量,节约成本;Compare to traditional global spraying, the function can save more flux.3:采用精密步进电机和高精度感应器的双轴喷涂平台,喷头可随承载PCB板的轨道同时X-Y table is using high accuracy step motor and driver, Spray head can follow pallet conveyor 同向运动,弥补了传统单轴喷涂的盲区。
自动喷涂操作规程(3篇)
第1篇一、目的为确保自动喷涂设备的安全、高效运行,保障操作人员的人身安全,防止设备损坏和环境污染,特制定本操作规程。
二、适用范围本规程适用于公司所有自动喷涂设备的使用和维护。
三、操作人员要求1. 操作人员必须经过专业培训,熟悉自动喷涂设备的操作规程和安全注意事项。
2. 操作人员应穿戴好个人防护用品,如防尘口罩、防护眼镜、防静电鞋等。
3. 操作人员应了解本规程内容,并在操作过程中严格遵守。
四、操作步骤1. 准备工作(1)检查设备各部分是否完好,如喷枪、喷杯、输送带等。
(2)检查电源、气源、液压系统是否正常。
(3)检查设备周围环境,确保无安全隐患。
2. 设备启动(1)打开设备电源,启动控制系统。
(2)检查控制系统是否正常工作。
(3)打开压缩空气,调节压力至规定值。
3. 喷涂作业(1)根据工件材质和喷涂要求,选择合适的涂料和喷枪。
(2)调整喷涂参数,如喷枪与工件距离、喷涂速度等。
(3)启动输送带,将工件送入喷涂区域。
(4)开启喷枪,进行喷涂作业。
(5)喷涂过程中,注意观察工件表面涂层质量,及时调整喷涂参数。
4. 喷涂结束(1)关闭喷枪,停止喷涂作业。
(2)将工件送出喷涂区域。
(3)检查工件表面涂层质量,确认合格后进行下一道工序。
5. 设备关闭(1)关闭压缩空气,释放压力。
(2)关闭设备电源,关闭控制系统。
(3)清理工作现场,保持设备整洁。
五、注意事项1. 操作人员应遵守设备操作规程,不得擅自更改设备参数。
2. 喷涂过程中,严禁操作人员离开工作场所,确保设备安全运行。
3. 严禁在设备附近吸烟、使用明火,防止火灾事故发生。
4. 定期检查设备,发现异常情况及时上报并处理。
5. 操作人员应定期参加安全教育培训,提高安全意识。
六、维护保养1. 每班工作结束后,清理设备,保持设备整洁。
2. 每周检查设备各部分磨损情况,及时更换磨损件。
3. 每月对设备进行一次全面保养,包括润滑、清洁、检查等。
4. 每年对设备进行一次全面检修,确保设备安全、稳定运行。
自动喷涂机操作规程
自动喷涂机操作规程1. 目的本文档旨在规范并确保自动喷涂机的安全、高效操作,提高喷涂作业的质量和效率。
2. 适用范围本操作规程适用于所有操作自动喷涂机的人员。
3. 安全措施3.1 使用前必须穿戴个人防护装备,包括防护眼镜、手套和防护服。
3.2 在操作过程中确保操作环境通风良好,避免吸入有害气体。
3.3 定期检查自动喷涂机的安全装置,确保其正常运行。
3.4 禁止擅自更改喷涂机的安全设置和参数,如需调整应由专业人员操作。
4. 操作步骤4.1 确保自动喷涂机连接到电源,并确认电源电压和频率与机器要求相符。
4.2 检查喷涂介质的储存情况和质量,确保其符合要求。
4.3 打开自动喷涂机,并根据使用手册将喷嘴和气压进行调整。
4.4 把待喷涂的物品放置在合适的位置,并确保物品表面干净、平整。
4.5 将喷涂介质倒入喷涂机的喷涂中,并遵循使用手册中的喷涂介质添加要求。
4.6 根据需要调整喷涂机的工作速度和喷涂面积。
4.7 在操作完成后,关闭自动喷涂机,并进行清洁、维护工作。
4.8 定期对自动喷涂机进行保养和维修,保证其正常运行。
5. 注意事项5.1 使用过程中严禁将手放入喷涂机内部或靠近喷嘴,避免意外伤害。
5.2 喷涂前应检查周围环境是否安全,并确保没有易燃物品存在。
5.3 长时间操作自动喷涂机时应进行适量休息,避免疲劳造成事故。
5.4 禁止将喷涂介质倒入非指定中,避免混乱和误用。
6. 附则本操作规程由操作人员严格遵守,如有违规操作或发现安全隐患,应立即汇报相关负责人并采取相应措施。
以上为自动喷涂机操作规程的内容,请所有操作人员务必遵守,确保安全和效率。
点漆车间自动点漆作业指导书
点漆车间自动点漆作业指导书
1、检查压力桶内的油漆颜色是否正确,油漆量是否
足够,不够要先加油漆。
2、开机,将机器归到原点。
3、将控制器调到要点漆的点数。
4、检查机上和压力桶上的压力表气压是否在正常。
5、将2个喷漆开关打开,把油管内的空气排出
6、将4个点漆机阀的油漆流量调到适合的大小。
7、试做,先点一板看骨牌孔内的油漆是否饱满,有
没有气泡,颜色是否正确,骨牌表面是否保持干净。
8、生产时要检查骨牌点数的大小点方向是否一致。
9、点漆2小时要将压力桶内的油漆搅拌一次。
10、下班时将电源关闭,机器保养好。
编制/日期:审批/日期:。
工业漆 使用说明
工业漆使用说明
1、使用前请充分摇匀罐内油漆后再开盖使用。
2、若此漆太浓请使用专用稀释剂进行稀释,刷涂可不加稀料,喷涂时加入量不得超过25%,请按需要量调漆,加入稀料后务必尽快用完,否则时间太长会造成沉底、分层。
3、使用前必须用200目滤网过滤后再使用。
4、被涂物表面应为干净、干燥,无油污、粉尘的中性物面。
5、要求厚涂必须薄涂多次,一次涂装不可过厚否则表干里不干导致慢干,第二遍涂刷时必须待第一遍完全干透才可。
6、施工现场必须保持良好的通风,施工温度为5。
C-50.C。
7、储存在阴凉干燥处,保质期为一年,超期未变质仍可使用。
8、若发现产品质量问题,请将检验批号告知本厂,以便查究。
SOP-042 自动喷涂作业指导
/设备名称:制定:批准:8:批量生产。
大批量生产,并填写特殊过程控制表。
3: 换油。
控制电箱手动界面开启后排4个喷枪,将后排喷枪中滞留的水或其他油漆排尽(喷枪喷出来是新更换的油)。
手柄手动模式下在“输入/输出界面”翻至“0G#003”页,选择“OUT#0017-0021”后面圆圈,点击“选择”按钮,圆圈变成黑色,将机械手中5个喷枪中水排尽。
机械手装枪顺序默认为从左往右依次是17 18 19 20号小枪、21号大枪。
换油过程中关闭喷枪雾化气压,避免过程中油雾污染设备。
4: 参数设置。
参照技术文件要求设置传输带速度、气压、油量大小、油雾大小、靠档位置。
5: 喷枪调整。
根据产品调整喷枪位置,17-20号枪同时覆盖4条槽,后排4个枪喷通槽。
根据产品造型需求,在控制电箱手动界面选择打开需要的喷枪。
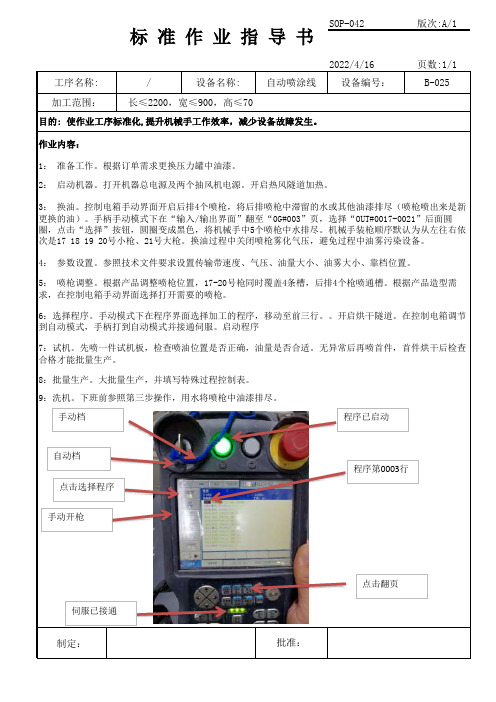
6:选择程序。
手动模式下在程序界面选择加工的程序,移动至前三行。
开启烘干隧道。
在控制电箱调节到自动模式,手柄打到自动模式并接通伺服。
启动程序9:洗机。
下班前参照第三步操作,用水将喷枪中油漆排尽。
加工范围: 长≤2200,宽≤900,高≤70目的: 使作业工序标准化,提升机械手工作效率,减少设备故障发生。
作业内容:1: 准备工作。
根据订单需求更换压力罐中油漆。
2: 启动机器。
打开机器总电源及两个抽风机电源。
开启热风隧道加热。
7:试机。
先喷一件试机板,检查喷油位置是否正确,油量是否合适。
无异常后再喷首件,首件烘干后检查合格才能批量生产。
标 准 作 业 指 导 书SOP-042版次:A/12022/4/16页数:1/1工序名称:自动喷涂线设备编号:B-025手动档自动档点击选择程序手动开枪伺服已接通程序已启动程序第0003行点击翻页。
自动喷漆机操作手册说明书

The terminology of the future manufacturing state – Industry 4.0, 4IR, Fourth industrial revolution, Industrial Internet of Things, cyber physical systems, machine learning – has become a new industrial language which has lost many of its target audience. While most engineers and manufacturing executives know of these terms, the jargon can be confusing and off-putting to many companies, especially SMEs, who simply want to know: what does it do and what is the value proposition?Autodesk and KUKA Robotics UK have combined to explain how some of the new digital technologies that will transform manufacturing – including cloud computing, digital twins, generative CAD design and collaborative robots – really work and what they can do for smaller companies. Our chosen approach is not to baffle the end-user with buzzwords but explain the technology and the opportunities and how companies are using it.Some of the central terms in the Industry 4.0 lexicon are really important to manufacturing industry as it evolves.A gility, for example, refers to the greater responsiveness of factories to consumer demands. While mass personalisation is still in its early stages, and is better suited so far to consumer durables like cars than commodity goods, digital technology is and will be needed in manufacturing lines for products like cosmetics and soft drinks, where the same dispensers can fill bottles in series with different fluids to ship mixed batches, reducing packing time. KUKA Smart Production says that tomorrow “product lifecycles will be shorter than the lifetime of the production system”.D igital twins are the simulated offline versions of real parts and assemblies that reveal how they physically behave before they are manufactured. This technology is getting very sophisticated so engineers can test a wider range of physical and mechanical performance metrics offline before the cost of making the first one-offs.T he cloud factory – really means a factory where the operational data needed to run machines and processes are stored in the cloud, rather than a fixed data centre. Cloud access becomes very relevant in a machine learning environment, when machines like robots are expected to “learn” new actions by interpreting data from their environment, such as face recognition to work alongside a human operative. The cloud enables the passage of operating data to the ‘deep learning’ phase of machine learning, and to feed this back to a robot to optimise its next operation.OBJECTIVEThese connected factory technologies are not being developed to force or scare companies into buying more software or equipment. They are here to solve real world problems.KUKA’s Industrie 4.0 and Smart Factory report summarises this nicely. By 2025, in just eight years, there will be about 8 billion people in the world, half of them in the “Consumer Class”, people who routinely purchase items like consumer durables (cars, white goods etc). Populations are aging, and the population in Germany and some developed countries is slowing or shrinking. If manufacturing productivity in high cost countries does not improve there may be more offshoring to low cost countries – even though there is evidence of reshoring production from Asia. There is a growing demand for personalization of mass produced products, we want to customize what we buy – only automation can do this economically. Robots and other machines will be used as “assistant systems” for workers, aka the Human Robot Cooperativte.More drivers for the “fourth industrial revolution” are well documented. In short, digital technology can keep manufacturing viable in developed countries and deliver the customisation that people want, economically, with more variety than has been possible, with an often ageing and “manufacturing-neutral” workforce. The last point refers to the manufacturing recruitment challenge; if countries like the UK cannot attract more people to work in factories, technology will have to do the work.BACKGROUND World Population B illion People Below Consumer Class Consumer Class % Population in Consumer Class 1950132.5 3.7 5.3 6.87.91970231990232010362025532.2 2.8 4.0 4.43.70.90.3 1.2 2.44.2Production agility and market responsiveness.Quite simply, companies will need to be more agile to respond to changing product iterations and varying demand volumes more quickly in the future. Part of the key is to connect devices to give factories more information.The Internet of Things, as we know, is about connecting industrial devices together. How does this translate into better business?One area is connecting customer demands to production. Companies now want to re-iterate their products quickly; they cannot afford to be tied into rigid production processes to make colossal quantities of products of each iteration, if consumer tastes or design intent changes mid-run.“The challenge facing industry is how can we make manufacturing processes more nimble so they can support the more nimble approach to product evolution?” says Steve Hobbs, Vice President of CAM and Hybrid Manufacturing at panies like Autodesk and KUKA are addressing this in two main ways:1) A pply one-off prototyping / tool-making technology into volume production The kind of CNC devices commonly used in tool rooms and job shops were all about making one-offs. This needs quite deep knowledge to, for example, make an intricate mould tool that will mould a million parts. The tool-making knowhow needs to be applied more quickly to mass production.2) R obot reprogramming Typically an industrial robot is not treated as a reprogrammable device.It would be programmed in situ in a sequence of specified moves, also known as the teach pendant. The robot performs one operation like spot welding or lifting until it gets scrapped because a new line is started elsewhere. CNC machine tools are very much reprogrammable devices.CHANGING THE RULES OF THE GAME “We want to apply the technology we use with CNC cutting for example to make it much easier for robots and other automation devices to be reprogrammed on the fly.” Steve Hobbs Vice President of CAM and Hybrid Manufacturing | Autodesk The better use of, the optimisation of, robots to do things beyond their original sequential task remit is a key part of the Industry 4.0 evolution. KUKA is using new digital tools to programme ultra-efficient smart factories covering key technologies such as mobile robotics, machine learning, reconfigurable production cells and collaborative robots. The rapid growth in the versatility of robots in recent years is remarkable, driven by the need for agile manufacturing.“Industry 4.0 should not be seen as a solution or product, per se,” says Jeff Nowill, CEO of KUKA Robotics UK and KUKA Ireland.“It is a way of making any manufacturing environment more market and demand appropriate by employing technology to seamlessly and automatically improve cycle time, batch-magnitude, process characteristics, quality or manifestly change output according to – or even anticipating –demand. As such, it is a vehicle to be a better manufacturer, but it’s primarily about having the right value-proposition to start off with.”Key business benefit: Production can be completed more quickly than it can in “analogue” or unconnected factories, delivering greater variation to customers in high volume, while simultaneously increasing speed and reducing waste.Agility: Companies cannot afford to be tied into your production processes to make colossal quantities of those products on each iteration.Build and test offline.An essential point of smart factory technology is the ability to design and test products – and their manufacturability – offline before anything is made for real.“We cannot experiment with the physical equipment, because if we take down the production line we will be losing output and we kill the economy of scale. Stopping an automotive plant can cost £10,000 a minute,” says Bart Simpson, Senior Director, Operations at Autodesk.Much of the 3D design, physical property analysis (FEA), and factory performance simulation can be done offline with a digital twin, a digital replica of the part or machine on screen, with all its working parts. These tools allow engineers to get, often complex, products right first time without building a prototype.“Making one-offs in tool rooms, you cannot do trial and error. If you made a part and “try it out” before you make the one-off, you have put 100% overhead on your process. So you need tools to make sure you get it right first time.”Steve Hobbs Vice President of CAM and Hybrid Manufacturing | Autodesk But engineering simulation (CAD and CAE) have been around for years. The next “Industry 4.0” phase requires two things:1) R icher simulation tools Autodesk now has clever simulation tools for metal cutting, and additive manufacturing processes, as well as more traditional finite element analysis tools.2) H igher accuracyBetter technology means greater assurance that these simulations are aligned to what actually happens in production DIGITAL TWINS Image courtesy of Briggs Automotive Company Ltd.“Smart factories are about connecting devices, ” says Bart Simpson. “Connecting devices has been around for some time but it has been difficult to glue those connections together and aggregate data in a meaningful way. Now this is possible.”Such powerful simulation also benefits factory planning and robotic operations. A big area for the smart factory is standardised Business benefit: Next generation software can interrogate parts, products, machines and factories to reveal design flaws and cost-saving solutions more accurately and quickly than was previously possible.What is my data and where does it go?The data in a machine shop environment includes spindle speeds, number of revolutions, temperature, coolant temperature and levels, tool wear, tool changeover intervals and machine running time. Also parts produced in a shift and quality C controllers are powerful computers in their own right. Under business-as-usual or “Industry 3.0”, many machine operators are not using them to the potential, rather just as a programmable interface. Inside the CNC are gigabytes of useful performance data.Let’s compare two scenarios, business as usual and Industry 4.0.Industry 3.0 machining In a traditional CAD/CAM environment, one would programme a part, generate the G code to drive the machine, and typically get an inaccurate estimate of how long it would take to cut the part.“The reason for this is that we don’t have real performance data for that machine,” says Steve Hobbs. “It has finite spindle acceleration and processing time for the CNC controller, things which mean it does not move instantaneously. In reality parts will take longer to cut than we expect.”Engineers build in fudge factors that add e.g. 20% to the expected time, but it is hit or miss.THE FACTORY AND DATA “Industry 4.0” machining This is Industry 3.0 with feedback.Machine performance data can predict how long a job will take. The job is run on the machine, live feedback from the machine measures how long it took and the operator can start to correlate the results and learn from them. Engineers can use simple manual correlations or a smarter machine learning approach to collect the data.Virtuous circle: When companies can feedback thetrue experience data from their factories, they can improve the quality of their digital model used to simulate that facility and therefore the accuracy of the simulation and the reliability of the results can be improved. The aim is a “virtuous digital circle” where the simulated production processes are a much more faithful representation of what will really happen on the shop floor, eliminating guess work.Business benefit: “The advantage is to harness manufacturing data and make it visible, in real-time across the supply chain. The benefit is to connect people, data, and machines to improve production efficiency, better decision making and enable an agile response to demand.”Cloud computing has also become a buzzword and there is a spectrum of true understanding of its role in smart factories.By using a cloud platform, or simply, moving and storing industrial data offline using the internet or local network as a interface, the wireless connections between the product and machines at the “field level” can speak instantly to the enterprise level systems like ERP and MES SCADA systems at the top level of the enterprise.In yesterday’s regime, product and field data – such as product defects, machine optimisation data like spindle speed and temperature – remained on the shop level and had to be manually fed into an enterprise IT system.Architectures like KUKA’s Edge Cloud Gateway does all this automatically. A board meeting can pull up real-time shop floor KPIs as the line is running, from the ERP system. The cloud makes this possible.“The driver for Industry 4 is the desire to use technology to the point where it becomes easier to connect the operation via cloud connections, and we can aggregate data much more easily where, with for example Autodesk Fusion 360 Production and other cloud tools, you can pull the data in from different factory sources to a database and you can start to link that data together, recognise patterns and see trends,” says Steve Hobbs, Autodesk.Business benefit: The I4.0 difference is that finally the process interrogation that manufacturing engineers have discussed for years are feasible because they have access to connectivity that they never had before. The cloud enables this.WHAT IS THE CLOUD FACTORY“Industry 4.0” factory and logistics technologies are enablers for mould-breaking businesses that disrupt established norms.Jeff Nowill of KUKA Robotics points to disruptive businesses that rebuild traditional systems, that think like their customers and which are brave enough to remodel their manufacturing and distribution to deliver this, rather than hope people will accept their rigid system.“Again, companies need the right value-proposition to begin with. That’s a case of understanding the complex relationship between your product or service within the context of your market, customers, competitors and the prevailing and future political climate. That gets a class-leading value-proposition to the table and thereafter, Industry 4.0 and its associated digital technologies can come into their own to ensure the application of the value proposition is world class. Zara the clothing business is a great example of this.”In 1990 Zara adopted a just-in-time (JIT) system, modified from the Toyota Production System. It enabled the company to establish a business model that allows self-containment through the stages of materials, manufacture, product completion and distribution to stores worldwide within just a few days. After products are designed they take 10 to 15 days to reach the stores. All of the clothing is processed through the distribution centre in Spain and in most cases, the clothing is delivered within 48 hours. Zara produces over 450 million items per year. Reportedly, Zara needs just one or two weeks to develop a new product and get it to stores, compared to the six-month industry average, and it launches around 12,000 new designs each year.To integrate such demanding manufacturing and delivery schedules, companies will need to integrate smart factory technology with smart logistics solutions and equipment such Swisslog’s automated picking robots and warehouse management. A good example of fully automated fulfilment in UK retail is Ocado, which picks all its orders and navigates its huge warehouse automatically.NEW BUSINESS MODELSMyth busting: Robots create jobsDespite the common belief that automation removes jobs in the automotive industry, the opposite is happening in Germany and some nations. From 2010-2015, the number of employees in the German automotive industry expanded by 14% to reach 710,000 workers by late 2016 (Source: Euromonitor).ZND UK in Rotherham is Europe’s largest manufacturer of temporary fencing and pedestrian barriers. Since 2012 it has had a fully automated robot-operated line to feed wire coil to the fence assembly process, to braze on supports, further value-add operations and handle the material between cells. Engineering manager Paul Fenwick says without the KUKA robotic line, the process would need 16-men per shift. With robots, throughput has risen from 80 per line per shift, to 500 per line per shift – a rise of 600%. Robotic brazing has created a better product, so demand has increased, meaning more recruitment to man the lines. For ZND, the term “Industry 4.0” may be irrelevant but by automating the factory fully it has raised output to meet demand, increased quality and created jobs.KUKA CASE STUDY - ZND UKReference linksI ndustrie 4.0 and collaborative robots in German car industry /2016/10/industry-4-0-german-car-industry-introduces-collaborative-robots.htmlH ow robots will change the workforce /news/2016-12-robots-workforce.htmlT he Ocado warehouse run by robots /news/av/business-38897417/the-ocado-warehouse-run-by-robots T he Zara business model /why-zara-is-crushing-the-retail-industry-2016-5S eeing Digital Twin Doublehttp://www.digitaleng.news/de/seeing-digital-twin-double Coming Up Next…..The second Autodesk and KUKA Robotics paper on Deciphering Industry 4.0 will investigate: HUMAN AND ROBOT COLLABORATIONAs manufacturing companies seek to automate the assembly of products more and more, human and robot collaboration is a growing field. Companies that are used to assembling complex structures fully manually know that one way to increase throughput is to develop reliable and safe systems where humans and robots can work side-by-side.Much research is being done in this area, in the UK especially at Cranfield and Loughborough universities, and more companies are installing collaborative robots, or “cobots”, to assist workers with desk-based and light, repetitive assemblies and inspection tasks.Our white paper discusses the latest advances in this field and demonstrates the business case.Expect the next paper out in SEPTEMBER 2017.Our third paper will continue to explore Smart Logistics and Mass Customisation and our fourth paper will discuss Generative Design & Artificial Intelligence.We hope you have found this white paper useful.Please get in touch with Autodesk and KUKA Robotics if you wish to discuss any part of this report further. 。
自喷喷漆安全操作指南

自喷喷漆安全操作指南1. 引言本安全操作指南旨在提供自喷喷漆操作的基本原则和安全注意事项,以确保工作人员和周围环境的安全。
自喷喷漆是一种常见的涂装技术,然而错误的操作可能会导致事故和健康风险。
遵守以下安全操作指南将帮助您减少潜在的风险并确保工作的顺利进行。
2. 安全准备在进行自喷喷漆操作之前,请务必进行以下安全准备步骤:- 确保操作区域通风良好,以便及时排除喷漆产生的有害化学物质。
- 穿戴适当的个人防护装备,包括呼吸罩、手套、护目镜等。
这些装备可帮助防护工作人员免受喷漆颗粒和有害化学物质的侵害。
- 检查喷漆设备和工具的工作状态,确保正常运行并无泄漏或其他损坏。
- 将易燃材料和可燃物品远离操作区域,以避免火灾和爆炸的风险。
3. 操作步骤遵循以下操作步骤可以确保自喷喷漆过程的安全和有效进行:1. 准备喷漆液:根据喷漆液的说明书,按照正确的比例将喷漆液和稀释剂混合在适当的中。
2. 稀释剂使用:当稀释喷漆液时,务必遵循正确的操作方法和使用适量的稀释剂。
过量的稀释剂可能会导致喷漆液不均匀或喷洒效果差。
3. 涂装准备:在喷涂之前,应对待涂装物表面进行适当的准备,包括清洁、砂纸打磨和去除旧漆层等步骤。
4. 喷涂操作:在进行喷涂操作时,应始终保持稳定的手部动作,并持喷漆设备与涂装物保持适当的距离。
持续均匀地移动喷漆设备,以避免涂层过厚或喷洒不均匀的情况发生。
5. 多次喷涂:如果需要多次喷涂以达到理想的颜色或涂层效果,务必在不同涂层之间进行适当的干燥时间。
避免过于匆忙进行下一次喷涂,否则可能导致涂层粘连或不均匀。
6. 喷嘴清洗:在使用完毕后,及时清洗喷漆设备和喷嘴。
使用相应的清洁剂和方法,确保将残留的喷漆液和有害物质清除干净,以确保设备的寿命和下次使用的安全。
4. 紧急情况处理在自喷喷漆操作过程中,可能会发生紧急情况,如喷漆液泄漏、火灾或人身意外伤害。
在这些情况下,请立即采取以下措施:- 喷漆液泄漏:立即停止操作,使用适当的吸收材料和防护设备清理泄漏区域,并妥善处置泄漏物。
自喷漆msds安全说明书

自喷漆msds安全说明书第一节:化学品名称产品名称:自喷漆英文名:Spay Paint产品用途:装饰自动喷漆。
分子式:(C3H402)n第二节一成分/组成信息化学名称:CASNO、含量丙酮、67-64-1、25%-醋酸乙酯、141-78-130%、丙烯酸树脂、9003-01-440%防白水、111-76-2、5%第三节:危害辨识室温下得状态:液体。
侵入途径:吸入与摄取。
健康危害:未见对人有明显得危害,吸入过多过量会引起不适、呕吐等。
潜在得健康影响:眼睛:在正常得工业用途中,不会造成危险。
皮肤:在正常得工业用途中,不会造成危险。
摄食/吸入:吸入过多过量会引起不适、呕吐等。
致癌性:在实验动物与人类没有任何数据。
第四节:急救措施眼睛:提起眼睑,用流动清水或生理盐水冲洗。
就医。
皮肤:脱去污染得衣着,用大量流动清水冲洗。
摄入:饮足量温水,催吐、洗胃,导泄。
就医。
吸入:脱离现场至空气新鲜处。
保持呼吸道通畅。
如呼吸困难,给输氧。
如呼吸停止,立即进行人工呼吸。
就医。
第五节:灭火措施易燃限制在空气中(%,上卷):难燃闪点:450°C。
相对密度:1、07溶解性:不溶于水。
灭火器材:所有传统器材都适合。
救火指示:戴自携式呼吸器及防护衣物等,以防止皮肤与眼睛接触,在火灾情况。
跪险特性:根据消防条件,有毒与刺激性烟雾,可喷出。
易燃性分类:难燃有害燃烧产物:一氧化碳与二氧化碳第六节:意外释放措施意外释放措施:隔离泄漏污染区,限制出入。
建议应急处理人员戴防尘面具(全面罩)。
避免扬尘,小心扫起,置于袋中转移至安全场所。
若大量泄漏,用塑料布、帆布覆盖。
收集回收或运至废物处理场所处置。
环境防范措施:避免释放到环境中。
钢板自动喷漆烘干线使用说明书

本设备采用先进的PLC控制系统配合抛丸设备对钢板进行除锈,喷涂底漆、烘干,从而使钢板达到很好的防锈效果。
其特点是:操作方便,钢板漆膜厚度均匀,油漆利用率高。
开机步骤:1、首先开启总电柜二次电源,然后依次开启输送板链正转,喷漆室排风机,加热炉循环风机及加热器(在室温低于10℃的情况下需要加温,如不需加温则不开此按钮)。
2、开启往复机配电器上的二次电源,然后开启往复机启动按钮,往复机上的两把自动喷枪作同步自动往复运动(需将往复机手自动打到自动状态,若手动状态则为点动)。
3、将喷漆按钮调到自动,然后调整延时时间,使喷枪做到从起喷开始,到钢板边缘处停止喷漆,从而达到节省油漆的效果。
输送板链采用变频调速,可以很方便的跟抛丸机输出辊道的速度,取得同步。
往复机采用变频调速,可以根据钢板的运行速度调节往复机的往复速度,以达到最优效果。
注喷漆前先打开无气喷涂机。
(1)喷涂机使用前先检查各管路,包括吸入系统的连接螺母等是否拧紧,然后接通气源。
调节进气压力(一般为0.2-0.4Mpa0.6MPa)此时喷涂机会连续、稳定的往复运动。
如喷涂机空载往复运动正常,即可将吸入管插入搅拌好的油漆桶中,待喷涂机涂料液压系统空载压力工况循环2-3分钟后,关闭放泄阀,涂料液压系统压力平衡后,气动液压泵即自动静止。
此时即可正常工作。
(本机采用100目筛网过滤,喷涂过程中应随时清洗和存在滤网上的涂料沉淀物,喷涂完毕后,应及时清洗滤网,破损的滤网应及时更换)。
(2)喷涂机进气系统的油雾器油杯中的应每班(约8小时)加注一次10#机械油,涂料液压泵油标中也要经常添加10#机械油,以润滑活塞杆。
(3)喷枪的气路系统由分水滤气器,调压阀及油雾器通过电磁阀控制,油雾器中应经常加10#机械油(压力在一般为0.5Mpa 左右)。
每班喷漆完毕后需将泵体管路及喷枪清洗干净。
具体步骤为:①将吸入管口放入稀释剂桶中,打开放泄阀,将泵体内的油漆放回到油漆桶中关闭放泄阀。
油漆(自动喷漆)安全说明
油漆安全技术说明书一、成分/组成信息纯品混合物 化学品名称:C04-2白醇酸磁漆主要有害成分 浓度 CAS No.丙烯酸树脂邻苯二甲酸酐 85-44-9溶剂油 8032-32-4二甲苯 ≤10% 1330-20-7铅(微量)挥发有机化合物(VOC )≤450g/L二、 危险性概述危险性类别:第3.3类,高闪点液体侵入途径:吸入、食入、经皮肤吸收健康危害:接触或使用本品对人体有害。
其蒸汽对眼、粘膜、上呼吸道有刺激作用,对中枢神经有抑制和麻醉作用,长期接触,易引起神经衰弱综合症并产生皮肤干燥、皲裂、皮炎。
吸入高浓度蒸汽能产生头晕、头痛、恶心、呕吐、胸闷等症状,并能造成急性中毒。
环境危害:本品对环境有害,主要体现在对水体及大气的污染,应特别注意对水体的污染。
燃爆危害:本品遇明火、高热易引起燃烧,蒸汽与空气易形成爆炸性混合物。
三、 急救措施皮肤接触:脱去污染衣服,用肥皂和清水彻底冲洗皮肤。
眼睛接触:立即提起眼帘,用大量清水冲洗。
就医。
吸 入:迅速离开现场到空气新鲜处。
如呼吸困难,给输氧;如呼吸停止,进行人工呼吸。
就医。
食 入:立即漱口饮水,洗胃。
就医。
四、 消防措施危险特性:本品遇明火、高热易引起燃烧;其蒸汽与空气形成爆炸性混合物,遇明火、高热能引起燃烧爆炸。
与氧化剂发生强烈反应,会引起燃烧和爆炸。
其蒸汽比空气重,能在较低处扩散到相当远的地方,遇火源易引着回燃。
若遇高热,盛装本品的容器内压增大,有开裂和爆炸危险。
流速过快,容易产生和积聚静电。
有害燃烧产物:燃烧时有烟雾,并产生一氧化碳、二氧化碳。
灭火方法及灭火器:消防人员必须佩戴正压式呼吸器,穿全身消防防护服,尽量在上风处灭火。
可用泡沫、二氧化碳、干粉、砂土扑救。
五、 泄漏应急处理应急处理:切断火源,疏散泄漏污染区无关人员至安全地带,严格限制人员出入,查找并切断泄漏源,防止进入下水道,建议应急处理人员佩戴正压式呼吸器,穿消防防护服。
小量泄漏:尽可能将溢流液收集到有盖容器内,用砂土或其它惰性材料吸收残液,也可用不燃性分散剂制成的乳液或肥皂水、洗涤剂洗刷,对使用过的洗液应稀释后排入废水处理系统,对使用过的吸附物必须送至环卫部门规定的处理场所。
自喷漆安全技术说明
自喷漆安全技术说明(MSDS)一.物品资料:物品名称:自喷漆二.分辨识资料:中英文名称:丙稀酸氨基/Accylic baking paint同义名称:亚加力烤漆内容:/危害物质成分(成分百分比):0.0005%容许浓度:0.1%三.危害辨识资料环境危害:该物质对环境有危害,应特别注意对水体的污染。
燃爆危险:遇明光、高热有燃烧爆炸危险。
眼睛:会对眼睛造成轻微的剌激。
皮肤:会对皮肤造成轻微的剌激。
食入:无数据显示。
吸入:会造成呼吸困难。
四、急救措施眼睛接触:立即翻开上下眼脸,用流动清水或生理盐水冲洗至少15min,就医。
皮肤接触:脱去污染的衣着,用肥皂水及清水彻底冲洗皮肤。
吸入:迅速脱离现场至空气新鲜处,保持呼吸道通畅,呼吸困难时给输氧,若呼吸及心跳停止,立即进行人工呼吸和心脏按摩、就医,忌用肾e 激素。
食入:若吞食,请马上就医,若溅到嘴里立刻用大量水清洗。
五、消防措施危险特性:遇明火,高热能引起燃烧爆炸,若遇高热容内压增大开裂和爆炸的危险,流速过快容易产生和积聚静电。
有害燃烧产物:CO灭火材料:可用泡沫、二氧化碳、干粉、砂土扑救,忌用水灭火。
特殊灭火程序:按消防程序处理。
燃烧产物:形成熏烟、烟尘、氮氧化物、碳氧化物。
六、泄漏处理方法应急处理:切断火源,迅速撤离泄漏污染区人员至安全地带。
消除方法:放置通风阴凉干燥地方。
七、安全处置与储存方法操作注意事项:密闭操作,加强通风,操作人员必须经专门培训,严格遵守操作规程。
储存注意事项:储存于阴凉、通风库房、远离火种、热源。
八、暴露防止措施最高容许浓度:中国(MAC)2mg?m[皮]监测方法:工程控制:生产过程密闭,加强通风。
呼吸系统防护:空气中浓度超标时建意佩戴防毒面具(平面罩)眼睛防护:戴化学安全防护眼镜身体防护:戴防毒物渗透工作服防手护:戴橡胶耐油手套其他防护:工作现场禁止吸烟、进食和饮水工作前避免饮用酒精饮工作后淋浴更衣,进行就业前和定期体检。
九、物理和化学性质外观与性状:无色透明粘稠液体 PH 值:7-9熔点:(℃)16 相对密度(水=1):0.9476沸点:(℃):130-170℃燃点(℃):30相对蒸气密度(空气=1):0.9031 饱和蒸气压(Kpa):1.95临界温度:(℃):25 临界压力(Mpa):2.0闪点(闭口杯)(℃):26 辛醇/水分配系数的对数值:0.911爆炸上限℅(V/V):7.0溶解性:微深于水,可与醇\醚\丙酮\二硫化碳\四氯化碳\醋酸等混溶。
手工位喷漆机操作

手工位喷漆机操作规程文件编号:NME3-CZ-18 开机工作:
1.戴上眼镜、手套等防护装备,接通气源。
2.检查固化剂、聚酯漆等物料是否准备妥当,否则立刻准备。
加入固化剂的时候参考固化剂容器上的标记。
3.接通油漆泵气源,调整供漆泵的压力在0.8bar。
4.打开阀门,开启油漆搅拌泵。
5.用聚酯漆清洗聚酯漆管道(原先里面都是稀释剂)。
6.准备好秒表、粘度杯、温度计,测量聚酯漆的粘度。
此时的油漆温度应该在23±2℃,粘度40±2s。
7.准备好纸杯、秒表,用喷枪朝纸杯里面喷出聚酯漆,喷出的同时开始计时。
当秒表跳动到30s时,关闭喷枪。
称量纸杯中聚酯漆的量,算出每分钟的出漆量,一般应在270~290g/min。
如果不在此范围内,就要调节泵的压力到合适的状态。
8.然后从技术参数表格中查出此出漆量对应的固化剂的量。
9.打开固化剂阀门,在喷枪开启状态下,观察固化剂钢珠的位置。
如果和查出结果不符,则要调整固化剂压力,直到相符为止。
10.装上喷头,观察漆雾。
如果漆雾均匀,处于正常状态下,则可以开始工作。
完成工作:
11.关闭喷枪,关闭固化剂阀门。
12.用羊毛刷清理喷枪喷嘴。
13.释放固化剂容器内部压力。
(一定要戴上眼镜,慢慢旋动螺丝。
)14.用稀释剂冲洗聚酯漆管路。
15.关掉所有阀门。
16.全面打扫工作位,完成工作。
制定:审核:批准:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
注意事项
1
1、对不明材质表面,请先小面积试喷,10 分钟后无不良反应则可使用 2、喷涂时必须保持气雾罐立正且与水平夹角小于 45 度 3、请在空气流通处施工,环境宜阴凉干燥,无灰尘,有利涂装效果 4、不要在阴雨天或严寒的环境下施工 5、放在儿童拿不到的位置 6、用完后将空罐倒立,按下喷头放完罐内的残余气体,并将空罐放倒安全场所
贮存&装卸
必须按照国家规定贮存。 贮存环境应远离火源与明火,严禁暴晒、刺破或焚烧罐子,本品易燃,请在低于 40℃的地方存放。 产品有效贮存期为三年。
健康和安全
在通风良好的环境下使用。不要吸入漆雾,避免皮肤接触。油漆溅在皮肤上要立 即用适合的清洗剂、肥皂和水冲洗。溅入眼睛要用水充分冲洗,并立即就医治疗。 声明
·净含量,ml
·硬度,(级)≥
底材温度
·干燥时间
表干(min)≤
实干(min)≤
·喷出率,≥
·抗泄露性(55 摄氏度)
色卡各色或商定 商定 200±5 400 HB 23℃ 10 60 96% 无泄漏
使用方法
1、彻底去除需喷漆部位的油污、水渍和尘埃 2、用原子灰填平凹陷的部位并磨平 3、喷漆前必须上下左右摇动罐子两分钟,至漆液充分混合均匀 4、距被喷物体表面约 20-30 厘米处,用食指压下喷头来回均匀喷涂 5、采用多次喷法,每隔 2 分钟喷上薄薄一层,比一次完成效果更佳 6、如一次未喷完,存放前将漆罐倒置,压下喷头 3 秒钟,清理喷嘴余漆,已防堵 嘴
工 业 自 喷 漆 使 用 说明书
产品介绍
本品采用先进制漆技术,具有以下特点: 施工简便,雾化优。 漆膜丰满,色泽持久不变。 耐候性、硬度、柔韧性、耐冲击、附着力强。
推荐用途
广泛应用于金属、木质、玻璃、皮制品、陶瓷、ABS 塑胶等多种材质物体的喷涂、 修补。
技术数据
·颜色
·光泽,≥
·净重,g