半径样板不确定度计算表
半径样板不确定度
半径样板测量不确定度评定1范围适用于半径样板标准装置开展校准/检定测试时对测量结果的测量不确定度评估。
2引用文件JJG 58-2010 半径样板检定规程JJF 1059.1-2012 测量不确定度评定与表示Q/Dj 17025.26-2009 测量不确定度评定管理程序3 校准、检定/测试方法依据JJG 58-2010半径样板检定规程,在万能工具显微镜上,通过极限放大图比较法测量半径样板尺寸示值误差。
4 被测量的测量模型半径样板测量不确定度评定的测量模型按公式(1)计算。
△R =△L (1)式中:△R——被测半径样板尺寸偏差;△L——标准测量半径样板尺寸偏差的读数值。
5 测量不确定度分析分析不确定度来源a) 重复性测量引起的不确定度u1b) 万能工具显微镜最大允许示值误差引入的不确定度u2根据不确定度传播律公式,输出量e估计值的方差按公式(2)计算。
2222122122)(u c u c e u u c c +==…………………………………(2) 则 u 1,u 2分别表示标准不确定度。
灵敏系数为:ii x fc ∂∂= (3)6 不确定度分量的评定6.1 由重复性测量引入的不确定度分量1u测量重复性引起的不确定度u 1可以通过在重复性条件下连续测量得到测量列,采用A 类方法进行评定。
选取半径为25mm 的样板,连续测量10次得到测量列(µm ):1.2,1.1,6.5,2.0,6.5,1.0,2.0,4.1,6.2,1.1。
单次实验标准偏差:s =1)(1012−−∑=n L L i i =2.4µm所以:1u =s =2.4µm6.2 由万能工具显微镜最大允许示值误差引入的不确定度分量2u根据检定规程要求,万能工具显微镜示值误差为±0.003mm ,测量范围内示值误差取±3µm ,均匀分布,则该分布半宽a 为3µm ,包含因子k =3。
不确定度的计算方法

测量结果的正确表达
被测量X的测量结果应表达为:'- !
其中是测量值的平均值,是不确定度。
例如:用最小刻度为cm的直尺测量一长度最终结果为:L=(0.750 ±.005cm;测量金属丝杨氏模量的最终结果为:E=(1.15 0.07 >1011Pa。
1.不确定度的计算方法
直接测量不确定度的计算方法
; ------ _
其中:为标准差;
是仪器误差,一般按仪器最小分度的一半计算,但是游标卡尺和角游标按最小分度计算。
也可按仪器级别计算或查表。
间接测量不确定度的合成方法
间接测量’的平均值公式为:•;
不确定度合成公式为:。
也可根据表1中的公式计算间接测量的不确定度。
表1常用函数不确定度合成公式
1.在函数关系是乘除法时,先计算相对不确定度(>比较方便.例如表中第二行的公式•
2.不确定度合成公式可以联合使用.
sin & u
例如:若,令,则根据表中第二行公式,有:;
U = iVu1 = W7
根据表中第一行公式,有:;根据表中第三行公式,有:•
U t 所以,
普八(与
sin 3 0
皿i
1」
1sin0 0
U
、
U^= cos X U。
测量不确定度的两种计算方法
6、测量结果报告
测量结果为5.3±0.1cm,其中 v=8,P=95%
4
测量不确定度的计算
A类不确定度的统计学原理:
本质:总体均值在一定置信概率下的置信区间。Fra bibliotek理论依据:
5
测量不确定度的计算
B类不确定度的计算:
定义:用不同于对观测列进行统计分析的方法,进行不确定度的估算。 B类不确定度的计算步骤:
➢确认影响测量结果的因素 ➢各影响因素和测量结果之间的关系
Y=a1x1+a2x2+a3x3
➢计算个影响因素的标准确定度 依据:以往测量数据、检定证书、校准证书、设备厂家出厂说明书 ➢合成出测量值的不确定度
6
测量不确定度的计算
灵敏系数p
Y=a1x1+a2x2+a3x3
Y=a1X1X2+a2X2X3+a3X3X1
不确定度计算的应用:
建立国家计量基准、计量标准及其国际比对; 标准物质、标准参考数据; 测量方法、检定规程、检定系统、校准规范等; 科学研究及工程领域的测量; 计量认证、计量确认、质量认证以及实验室认可; 测量仪器的校准和检定; 生产过程的质量保证以及产品的检验和测试; 贸易结算、医疗卫生、安全防护、环境监测及资源测量。
12
测量不确定度的计算
维氏硬度不确定度的计算 GB/T 4340.1
UE:最大允许误差下的不确定度 UCRM:标准硬度块的标准不确定度 UH:用标准硬度块检定的标准不确定度 UX:重复性的标准不确定度 Ums:压痕测量分辨率的标准不确定度
13
测量不确定度的计算
14
测量不确定度的计算
(完整word版)不确定度的计算方法.docx
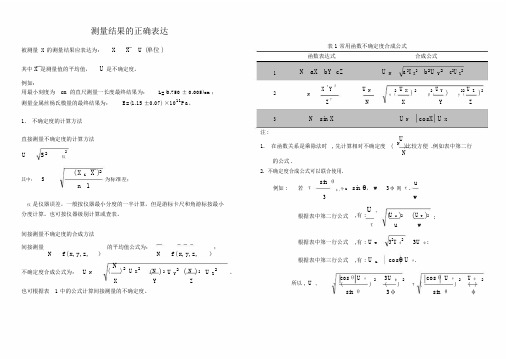
测量结果的正确表达被测量 X 的测量结果应表达为:X X U (单位 )其中 X 是测量值的平均值,U 是不确定度。
例如:用最小刻度为cm 的直尺测量一长度最终结果为:L=(0.750 ± 0.005)cm;测量金属丝杨氏模量的最终结果为:E=(1.15 ±0.07) ×1011Pa。
1.不确定度的计算方法直接测量不确定度的计算方法U S22仪( X i X )2其中: S为标准差;n 1仪是仪器误差,一般按仪器最小分度的一半计算,但是游标卡尺和角游标按最小分度计算。
也可按仪器级别计算或查表。
间接测量不确定度的合成方法间接测量N f ( x, y, z,)的平均值公式为:N f ( x, y, z,;)不确定度合成公式为: U N( N) 2 U X2(N )2U Y2( N )2U Z2。
X Y Z也可根据表 1 中的公式计算间接测量的不确定度。
表 1 常用函数不确定度合成公式函数表达式合成公式1N aX bY cZ U N a 2U X2b2U Y2c2U Z22X αY βU N2U X)22U Y)22U Z)2 NNα (Xβ (Yγ (ZγZ 3N sin X U N cosX U X注:U1.在函数关系是乘除法时 , 先计算相对不确定度 ( N )比较方便 .例如表中第二行N的公式 .2. 不确定度合成公式可以联合使用.例如 :若τsin θsin θ,wuφ ,令u3φ则τ.3w根据表中第二行公式,有 :Uτ(U u)2( U w)2;τu w根据表中第一行公式,有 :U w32U φ23U φ;根据表中第三行公式,有 :U u cosθ U θ.所以 , Uτcosθ U θ23Uφ2cosθ U θ2U φ2τ ()()τ ()( )sin θ3φsin θφ。
1-5测量结果的不确定度估算.

1.5 测量结果的不确定度估算1.5.1 不确定度的概念一般来说,真值是无法测得的,因此误差也就无法得到。
我们只能通过一定的方法对测量误差进行估计,这就需要引入不确定度的概念。
不确定度是指由于测量误差的存在而对被测量值不能肯定的程度,是对被测量的真值所处的量值范围的评定。
我们在表示完整的测量结果时,除给出被测量x 0的量值(一般用被测量的算术平均值来表示),还要同时标出测量的总不确定度∆,写成 0x x ±∆= (P ρ=)(1-11) 式中P 为置信概率,式(1-11)的含义是:区间(0x -∆,0x +∆)内包含被测量x 的真值的可能性是P 。
为了直观地评定测量结果,也常采用相对不确定度的概念。
用U r 表示相对不确定度,则有r 0100%U x ∆=⨯(1-12) 根据估计方法的不同,总不确定度可分为两类分量,一类是可以通过多次重复测量用统计学方法估算出的A 类分量∆A ,另一类是用非统计方法估算出的B 类分量∆B 。
将两类分量按方和根的方法合成,就得到测量结果的总不确定度:Δ(1-13)1.5.2 A 类不确定度分量的估算A 类不确定度分量是指可以用统计学方法估算的分量,一般指随机误差。
具体估算的方法如下:根据误差理论,当重复测量次数足够多时,可求得置信概率为0.95的A 类不确定度分量A 1.96x s ∆= (1-14)式中x s 是算术平均值的标准偏差。
但当重复测量次数较少时,随机误差不再符合正态分布。
这样,需对式(1-14)做一个修正。
即A x tS ∆=(1-15)式中t 是由测量次数决定的修正系数,它的取值与测量次数和置信概率有关。
置信概率为0.95时,t 与不同测量次数n 之间的关系如表1-1所示。
表1-1 t 与不同测量次数n 的对应关系根据重复测量的次数,从表1-1中查出相应的t 值,就可得到修正后的置信概率为0.95的A 类不确定度分量∆A 。
1.5.3 B类不确定度分量的估算1.仪器误差测量仪器和量具本身总是存在一定误差,我们习惯上称之为仪器误差,用符号∆仪表示。
半径样板R值校准结果的不确定度分析

半径样板R值校准结果的不确定度分析【摘要】:根据CNAS-CL01:2006《检测和校准实验室能力认可准则》中的要求,校准结果应包含测量不确定度。
本文尝试采用弦高法对半径样板半径值校准,并对校准结果做不确定度分析【关键词】:半径样板校准不确定度一、引言根据CNAS-CL01:2006《检测和校准实验室能力认可准则》中的要求,校准结果应包含测量不确定度。
JJG58-1996《半径样板》检定规程中规定的半径值检定方法有:投影仪极限放大图比较法、极限校对样板比较法和工具显微镜上圆弧目镜检定法,且规定可在保证测量准确度的前提下采用其它计量仪器方法检定。
目前,放大图和极限校对样板并无厂家生产,即使有它们自身的量值溯源也成问题。
工具显微镜的圆弧目镜相邻半径值增量为0.05mm,只能对半径样板相对比较测量,得出的半径值为估计值,不确定度较大,在此笔者认为应对半径值做进一步定量测量,以期得到更佳的测量能力,圆弧测量方法主要有弦弓法、平行弦法、坐标法、三点法几种,弦弓法是最常用的一种方法,下面以弦弓法对标称值为R12mm的样板进行校准测量,并对校准结果的不确定度做以论述。
二、测量过程和测量结果不确定度分析1.概述1.1测量方法:依据JJG58-1996《半径样板》检定规程1.2环境条件:(20±3)℃,(规程中并未对温度有具体要求,为了保证测量准确度,采用万能工具显微镜一般使用环境温度)1.3测量标准:万能工具显微镜,示值误差为±(1+L/100)μm1.4被测对象:半径样板,标称半径尺寸12mm,允许偏差±35μm1.5测量过程:先按照规程用圆弧目镜采用极限法检定半径样板合格后,万工显在样板上纵向测量圆弧的一段弦长值,固定纵向,横向移动压线测量弓高值,采用弦弓法计算被测件R值。
2.数学模型弓弦法计算R值公式如下:(1)式中,R-被测样板的半径值H-圆弧的弓高值L-圆弧的弦长值3 方差和灵敏系数依有4.计算标准不确定度分量经过测量,样板的一段圆弧弦长为18.653mm,弓高为4.460mm,采用弦高法计算得半径R值为11.982mm,下面就根据上述测量值进行标准不确定度分析。
关于不确定度评定的计算模板

计算总的不确定度和自由度时: 平方后= 1.4161 25 1.21 0 0 0 0 UC(y)4后= 2.00533921 625 1.4641 0 0 0 0 UC(y)4/ν i= 0.22 12.50 0.03 0.00 0.00 0.00 0.00
以上求和后:以上求和后: 总的不确定度= u (y)
s(X)=s(X) 4=
当k= 当a1= k= 计算a/k= 当a2= k= 计算a/k= 当u1= u2= uc=方和根= 0.15
3
uc= 扩展U=k·uc=
0.086603 前4数平均值= 0.15
3
12.014
U rel(%)=U/4数平均=
当I=
0.278
0.086603 12.01400 12.000 0.014000 0.117
A类评定时: 10个Xi=
12.027 12.021 12.003 12.005
在下表中填入10个Xi数据:
11.971 11.975 12.018
其均差方= 0.00035721 0.00016641 2.601E-05 前4次的平均值= 12.014
9.61E-06
0.00137641 0.00109561 9.801E-05
C
u (y)
1
2
5.256 总的自由度ν
628.47
eff =
12.75 59.85
计算结果为:
12.029 12.019 12.013
其平均值X 其均差方(Xi - X)
2
12.0081 0.00371 0.02030 0.00642 0.00086 0.00061 00.01178 0.016695
半径尺寸示值误差测量结果不确定度评定
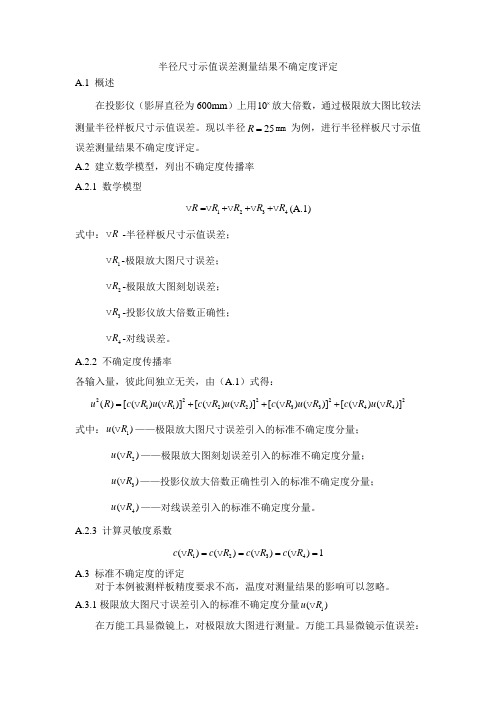
半径尺寸示值误差测量结果不确定度评定A.1 概述在投影仪(影屏直径为600mm )上用10⨯放大倍数,通过极限放大图比较法测量半径样板尺寸示值误差。
现以半径25R =mm 为例,进行半径样板尺寸示值误差测量结果不确定度评定。
A.2 建立数学模型,列出不确定度传播率 A.2.1 数学模型1234R R R R R =+++ (A.1)式中:R -半径样板尺寸示值误差;1R -极限放大图尺寸误差; 2R -极限放大图刻划误差; 3R -投影仪放大倍数正确性; 4R -对线误差。
A.2.2 不确定度传播率各输入量,彼此间独立无关,由(A.1)式得:2222211223344()[()()][()()][()()][()()]u R c R u R c R u R c R u R c R u R =+++式中:1()u R ——极限放大图尺寸误差引入的标准不确定度分量;2()u R ——极限放大图刻划误差引入的标准不确定度分量; 3()u R ——投影仪放大倍数正确性引入的标准不确定度分量; 4()u R ——对线误差引入的标准不确定度分量。
A.2.3 计算灵敏度系数1234()()()()1c R c R c R c R ====A.3 标准不确定度的评定对于本例被测样板精度要求不高,温度对测量结果的影响可以忽略。
A.3.1极限放大图尺寸误差引入的标准不确定度分量1()u R在万能工具显微镜上,对极限放大图进行测量。
万能工具显微镜示值误差:5(1m 10)L μ-±+,则极限放大图半径为250mm 的误差为3.5μm 。
则:1 3.5m() 2.02m u R μ==A.3.2极限放大图刻划误差引入的标准不确定度分量2()u R对25mm 极限放大图的最小极限尺寸与最大极限尺寸进行不同位置的10次距离测量,取其最大差值为25μm ,因极限放大图由两个标准圆弧组成。
则:2()25m 35.35m u R μμ=⨯=A.3.3投影仪放大倍数正确性引入的标准不确定度分量3()u R25mm 半径样板最大允许误差为±42μm 。
半径样板测量结果的不确定度评定
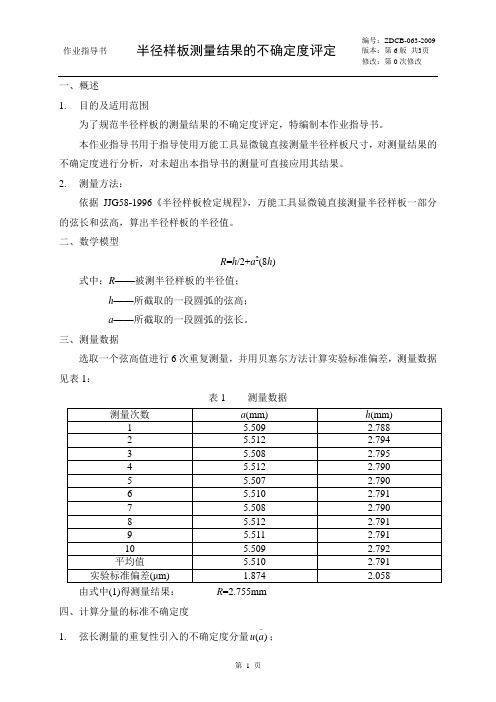
一、概述1. 目的及适用范围为了规范半径样板的测量结果的不确定度评定,特编制本作业指导书。
本作业指导书用于指导使用万能工具显微镜直接测量半径样板尺寸,对测量结果的不确定度进行分析,对未超出本指导书的测量可直接应用其结果。
2. 测量方法:依据JJG58-1996《半径样板检定规程》,万能工具显微镜直接测量半径样板一部分的弦长和弦高,算出半径样板的半径值。
二、数学模型R =h /2+a 2(8h )式中:R ——被测半径样板的半径值;h ——所截取的一段圆弧的弦高; a ——所截取的一段圆弧的弦长。
三、测量数据选取一个弦高值进行6次重复测量,并用贝塞尔方法计算实验标准偏差,测量数据见表1:表1测量数据由式中(1)得测量结果: R =2.755mm四、计算分量的标准不确定度1. 弦长测量的重复性引入的不确定度分量)(a u ;为A 类评定的标准不确定度。
因为采用以1次独立观测列的算术平均值作为测量结果,所以:874.1)()()(===--a s a s a u μm2. 弦高测量的重复性引入的不确定度分量)(-h u ;同样为A 类评定的标准不确定度。
因为采用以6次独立观测列的算术平均值作为测量结果,所以:058.2)()()(===--h s h s h u μm3. 万能工具显微镜示值误差引入的不确定度分量u (t )万能工具显微镜的允许误差极限为±(1+100/L)μm≈1μm ,设其概率分布为均匀分布,按B 类评定,得577.03/1)(==t u μm4. 样板各段半径值不均匀所引起的不确定度分量u (q )上面的测量数据是选定了某一弦高(或某一弦长)后进行6次重复测量所得。
在实际测量中,弦高(或弦长)的选定是随意的。
由于生产工艺等原因,半径样板的各段半径值会存在一定的差异。
任意选取6个不同的弦高进行测量并由式(1)计算得6个半径值,见表2:表2计算所得的6个半径值在本例测量中,实际上只选取了一个弦高截面作半径值测量(见“测量数据”)。
不确定度的计算方法

测量结果的正确表达被测量X 的测量结果应表达为:)(单位U X X ±= 其中X 是测量值的平均值,U 是不确定度。
例如:用最小刻度为cm 的直尺测量一长度最终结果为:L =(0.750±0.005)cm ; 测量金属丝杨氏模量的最终结果为:E =(1.15±0.07)×1011Pa 。
1. 不确定度的计算方法直接测量不确定度的计算方法22仪∆+=S U其中: 1)(2--=∑n X XS i为标准差;仪∆是仪器误差,一般按仪器最小分度的一半计算,但是游标卡尺和角游标按最小分度计算。
也可按仪器级别计算或查表。
间接测量不确定度的合成方法间接测量)⋯⋯=,,,(z y x f N 的平均值公式为:)⋯⋯=,,,(z y x f N ; 不确定度合成公式为: +⋅∂∂+⋅∂∂+⋅∂∂=222222)()()(Z Y X N U ZN U Y N U X N U 。
也可根据表1中的公式计算间接测量的不确定度。
表1 常用函数不确定度合成公式2γβαZ Y X N = 222222)()()(ZUY U X U N U Z Y X N γβα++= 注:1. 在函数关系是乘除法时,先计算相对不确定度(NU N)比较方便.例如表中第二行的公式.2. 不确定度合成公式可以联合使用.例如:若φθτ3sin =,令θsin =u ,φ3=w 则w u =τ.根据表中第二行公式,有:22)()(wUu U U w u +=ττ; 根据表中第一行公式,有: φφU U U w 3322==; 根据表中第三行公式,有: θθU U u ⋅=cos . 所以, 2222)()sin cos ()33()sin cos (φθθτφθθτφθφθτU U U U U +⋅⋅=+⋅⋅=。
半径样板测量结果的不确定度评定

半径样板示值误差的测量结果不确定度分析报告1、概述1.1 测量依据:JJG58-1996《半径样板检定规程》 1.2 环境条件:常温1.3 测量标准:图像处理万能工具显微镜,测量范围:X 坐标:200mm,Y 坐标:100mm ,允差(MPE):≤ ±(1+100/L)μm 。
1.4 被测对象:半径样板,测量范围(1~25)mm 。
1.5 测量方法: 依据JJG58-1996《半径样板检定规程》,万能工具显微镜直接测量半径样板一部分的弦长和弦高,算出半径样板的半径值。
2、数学模型2/2/8R h a h t q =+++式中:R ——被测半径样板的半径值;h ——所截取的一段圆弧的弦高; a ——所截取的一段圆弧的弦长;t ——万能工具显微镜引入偏差;q ——样板各段半径值不均匀导致偏差。
灵敏系数:494.0)4/(/)(==∂∂=h a a R a c013.08/2/1/)(22=-=∂∂=h a h R h c507.0//)/()/()/()/(/)(=∂∂+∂∂=∂∂⋅∂∂+∂∂⋅∂∂=∂∂=h R a R t h h R t a a R t R t c 507.0)()(==t c q c*1/=∂∂t a 1/=∂∂t h3、各输入量的标准不确定度 3.1 测量数据选取一个弦高值进行6次重复测量,并用贝塞尔方法计算实验标准偏差,测量数据见表1:表1测量数据由式中(1)得测量结果: R =2.755mm3.2 计算分量的标准不确定度3.2.1 弦长测量的重复性引入的不确定度分量)(-a u ;为A 类评定的标准不确定度。
因为采用以1次独立观测列的算术平均值作为测量结果,所以:874.1)()()(===--a s a s a u μm3.2.2 弦高测量的重复性引入的不确定度分量)(-h u ;同样为A 类评定的标准不确定度。
因为采用以6次独立观测列的算术平均值作为测量结果,所以:058.2)()()(===--h s h s h u μm3.3 万能工具显微镜示值误差引入的不确定度分量u (t )万能工具显微镜的允许误差极限为±(1+100/L)μm≈1μm ,设其概率分布为均匀分布,按B 类评定,得577.03/1)(==t u μm3.4 样板各段半径值不均匀所引起的不确定度分量u (q )上面的测量数据是选定了某一弦高(或某一弦长)后进行6次重复测量所得。
测量的不确定度(初学者)
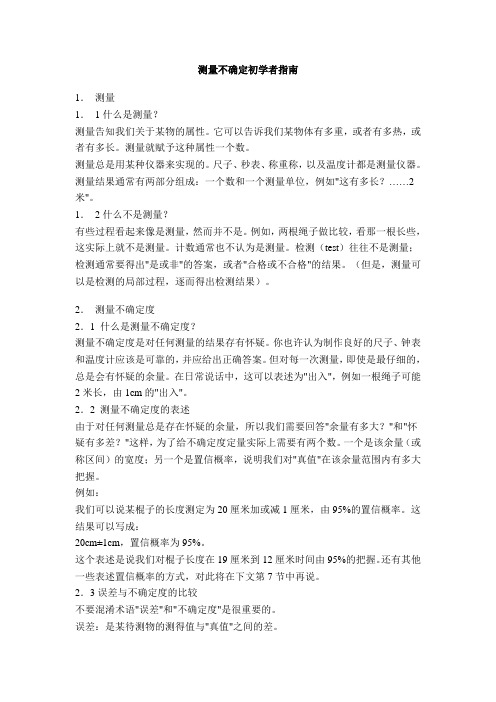
测量不确定初学者指南1.测量1.1什么是测量?测量告知我们关于某物的属性。
它可以告诉我们某物体有多重,或者有多热,或者有多长。
测量就赋予这种属性一个数。
测量总是用某种仪器来实现的。
尺子、秒表、称重称,以及温度计都是测量仪器。
测量结果通常有两部分组成:一个数和一个测量单位,例如"这有多长? (2)米"。
1.2什么不是测量?有些过程看起来像是测量,然而并不是。
例如,两根绳子做比较,看那一根长些,这实际上就不是测量。
计数通常也不认为是测量。
检测(test)往往不是测量;检测通常要得出"是或非"的答案,或者"合格或不合格"的结果。
(但是,测量可以是检测的局部过程,逐而得出检测结果)。
2.测量不确定度2.1 什么是测量不确定度?测量不确定度是对任何测量的结果存有怀疑。
你也许认为制作良好的尺子、钟表和温度计应该是可靠的,并应给出正确答案。
但对每一次测量,即使是最仔细的,总是会有怀疑的余量。
在日常说话中,这可以表述为"出入",例如一根绳子可能2米长,由1cm的"出入"。
2.2 测量不确定度的表述由于对任何测量总是存在怀疑的余量,所以我们需要回答"余量有多大?"和"怀疑有多差?"这样,为了给不确定度定量实际上需要有两个数。
一个是该余量(或称区间)的宽度;另一个是置信概率,说明我们对"真值"在该余量范围内有多大把握。
例如:我们可以说某棍子的长度测定为20厘米加或减1厘米,由95%的置信概率。
这结果可以写成:20cm±1cm,置信概率为95%。
这个表述是说我们对棍子长度在19厘米到12厘米时间由95%的把握。
还有其他一些表述置信概率的方式,对此将在下文第7节中再说。
2.3误差与不确定度的比较不要混淆术语"误差"和"不确定度"是很重要的。
不确定度评定模板
单
位:
3
Δ1
Δ2
Δ3
Δ4
Δ5
Δ6
Δ7
Δ8
Δ9
ΔN
kN
B1
0.000
uB =
B2
0.000
B3
0.000
B4
0.000
9
B
2 i
B
2 N
=
1
B5
0.000
B6
0.000
B7
0.000
B8
0.000
#DIV/0!
B9
0.000
BN
#DIV/0!
0
A类分量:(测量重复性引入不确定度分量)
平均值
:
A
#DIV/0!
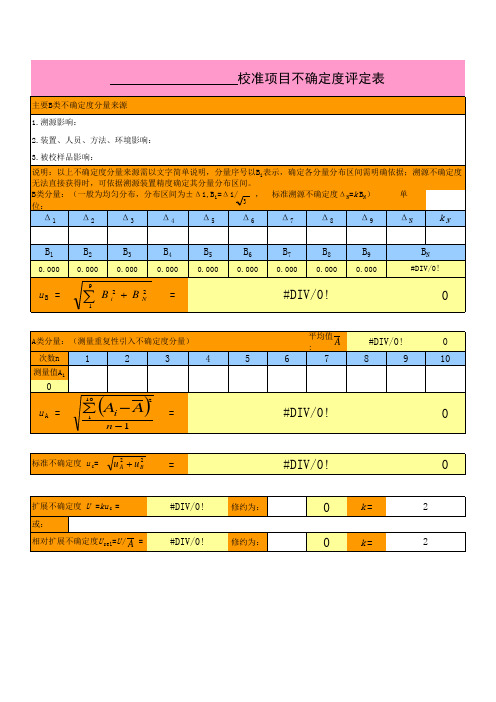
校准项目不确定度评定表
主要B类不确定度分量来源
1.溯源影响:
2.装置、人员、方法、环境影响:
3.被校样品影响:
说明:以上不确定度分量来源需以文字简单说明,分量序号以Bi表示,确定各分量分布区间需明确依据;溯源不确定度
无法直接获得时,可依据溯源装置精度确定其分量分布区间。
B类分量:(一般为均匀分布,分布区间为±Δi,Bi=Δi/ , 标准溯源不确定度ΔN=k BN)
0
次数n
1
2345678
9
10
测量值Ai
0
uA =
10
2
1
Ai A
=
#DIV/0!
0
n 1
标准不确定度 u c=
u
2 A
u
2 B
=
#DIV/0!
0
扩展不确定度 U =ku c = 或:
相对扩展不确定度U rel=U / A =
不确定度计算
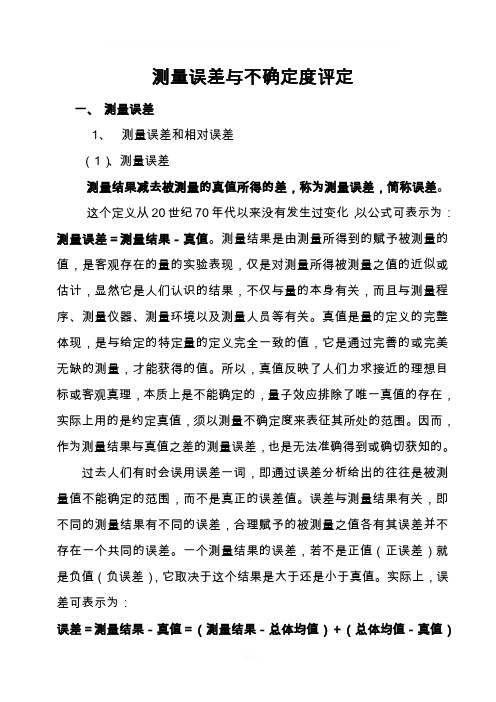
测量误差与不确定度评定一、测量误差1、测量误差和相对误差(1)、测量误差测量结果减去被测量的真值所得的差,称为测量误差,简称误差。
这个定义从20世纪70年代以来没有发生过变化,以公式可表示为:测量误差=测量结果-真值。
测量结果是由测量所得到的赋予被测量的值,是客观存在的量的实验表现,仅是对测量所得被测量之值的近似或估计,显然它是人们认识的结果,不仅与量的本身有关,而且与测量程序、测量仪器、测量环境以及测量人员等有关。
真值是量的定义的完整体现,是与给定的特定量的定义完全一致的值,它是通过完善的或完美无缺的测量,才能获得的值。
所以,真值反映了人们力求接近的理想目标或客观真理,本质上是不能确定的,量子效应排除了唯一真值的存在,实际上用的是约定真值,须以测量不确定度来表征其所处的范围。
因而,作为测量结果与真值之差的测量误差,也是无法准确得到或确切获知的。
过去人们有时会误用误差一词,即通过误差分析给出的往往是被测量值不能确定的范围,而不是真正的误差值。
误差与测量结果有关,即不同的测量结果有不同的误差,合理赋予的被测量之值各有其误差并不存在一个共同的误差。
一个测量结果的误差,若不是正值(正误差)就是负值(负误差),它取决于这个结果是大于还是小于真值。
实际上,误差可表示为:误差=测量结果-真值=(测量结果-总体均值)+(总体均值-真值)=随机误差+系统误差(2)、相对误差测量误差除以被测量的真值所得的商,称为相对误差。
2、随机误差和系统误差(1)、随机误差测量结果与重复性条件下,对同一被测量进行无限多次测量所得结果的平均值之差,称为随机误差。
随机误差=测量结果-多次测量的算术平均值(总体均值)重复性条件是指在尽量相同的条件下,包括测量程序、人员、仪器、环境等,以及尽量短的时间间隔内完成重复测量任务。
此前,随机误差曾被定义为:在同一量的多次测量过程中,以不可预知方式变化的测量误差的分量。
随机误差的统计规律性:○1对称性:绝对值相等而符号相反的误差,出现的次数大致相等,也即测得值是以它们的算术平均值为中心而对称分布的。
测量结果不确定度
样件球心距测量结果不确定度评定1.概述1.1测量依据: Q/GS-JL-21《 洛氏硬度计操作和保养规程》。
1.2测量环境:温度:(20±2)℃ ;湿度:≤80%1.3测量仪器:三座标测量机动 (600×500×400) mm 最大允许误差:±0.05mm 1.4测量对象:操作件球心距测量 允差: ±0.008mm1.5测量过程:将样件放在测量机中心位置,先测量基准面,再测量球心尺寸. 2.数字模型y=x3.标准不确定度评定3.1由测量机显示值重复性引起的标准不确定度u 1n x xs u ni i1)(121=--==∑-3.2由测量机最大允许误差引起的标准不确定度u 2MPE: ±0.017mm 32=k a u4.合成标准不确评定2221=+=u u u c 5.扩展不确定度评定取k =2 22==c u U ×0.0014=0.0028≈0.003mm6.报告与表示当球心距为18.732mm 时,其扩展不确定度为U=0.03mm ,(k=2)。
报告表示(18.732±0.003)mm编制/日期: 审批/日期:钢件洛氏硬度测量结果不确定度评定1.概述1.1测量依据: Q/GS-JL-27 《洛氏硬度计操作和保养规程》。
1.2测量环境:温度:(10~30)℃;湿度:≤85%1.3测量仪器:洛氏硬度计(20~70)HRC 最大允许误差:±1.0HRC 1.4测量对象:钢管硬度 允差:±2.0HRC1.5测量过程:将V 型试台装在洛氏硬计上,将被测钢件稳定地放在“V ”型词台上,垂直施加规定试验力,(初试力+主试力)在试件上,然后卸除主试力,保压后从表盘读出被测值。
2.数字模型y=x3.标准不确定度评定3.1由硬度计上显示值重复性引起的标准不确定度u 11.19101)(121==--==∑-n x xs u ni i3.2由洛氏硬度计最大允许误差引起的标准不确定度u 2 MPE2==k a u4.合成标准不确评定6.01.1222221=+=+=u u u c 5.扩展不确定度评定取k =2 22==c u U ×1.25=2.5HRC6.报告与表示当测量硬度为40HRC 时,其扩展不确定度为U=2.5HRC ,(k=2)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
c i u (x i )
万能工具显微镜误差
合成标准不确定度 扩展不确定度
u2
1.00
均匀
n
1.73
2
0.58
0.507
0.293
包含因子k =2,合成标准不确定 度: u c u x
m2 m3
标准器证书有效n
□失效
A 类 不 确 定 度 m1
xi
n 1
2 3 4 5 6 7 8 9 10 平均值 单次测量的 实验标准差 平均值的 实验标准差 合并样本的 标准差
5.509 5.512 5.508 5.512 5.507 5.510 5.508 5.512 5.511 5.509
x
i 1
i
S xi S x Sp
S xi n 1 m
m
1 n xi xi n 1 i 1
2
S
i 1
2 i
j 1
m
j
x
s xi
sx
5.510 1.874 1.874
sp
0.92 0.03 2.30 μ m
u1
B 类 不 确 定 度
c i i i 1
2.5 μ m 5.0 μ m
U =ku c =
共
页 第
页
BSZ001-2006
唯一性 编号
不确定度评定记录表
器具名称 依据技术规范 准确度等级 JJG58-96《半径样板》 ±(1+l/100)μ m 2009.2.14
被测量
(单位)
型号规格 标准器型号及名称 万能工具显微镜 上海光学仪器厂 □有效
计算公式
x 1 n
测量范围 (100~200)mm 制造厂 编
2.788 2.794 2.795 2.790 2.790 2.791 2.790 2.791 2.792 2.792
2.791 2.058 2.058
2.748 2.746 2.753 2.759 2.756 2.760 2.755 2.753 2.757 2.751
2.754 4.541 4.541