金线焊接机线弧
金丝球焊接工艺

金丝球焊接工艺随着金丝球焊技术的发展,金丝球焊已经成为目前光器件内部微小元件电路连接的主要焊接方式。
随着速率的提升,光器件封装对于金丝球焊的要求也越来越高。
因此,我们的工艺人员有必要从金丝球焊的原理和设备上有更深入的认识,我们的一线金丝球焊员工必须对焊接过程、焊接方法和焊接质量的评定有一定的了解。
金球金丝在瞬间高电压下产生大电流使金丝自身溶化,并在尾部形成的金球,英文简称FAB,如图1图1 图2金丝球焊是利用压力,功率,时间,温度和超声波能量使得金球和被焊接金属表面形成共晶层,以金丝连接元件达到元件间电路连接之目的的方法,如图3。
图3劈刀金丝球焊过程中所用到的将金丝焊接到焊盘上的锥形载体,主要成分是氧化铝陶瓷材料,英文名称Capillary,如图2。
球径金丝球焊工艺中所形成的实际球型的直径,如图4中A所示。
球厚金丝球焊工艺中所形成的实际球型的厚度,如图4中B所示。
弧高金丝球焊工艺中所形成的从焊盘到金丝弧顶的高度,如图5中C所示。
鱼尾宽度和长度金丝球焊工艺中所形成的第二焊点鱼尾状焊接面的宽度和长度,如图6中D和E所示。
金丝球焊机类型,工作环境及其组成结构业内目前用的金丝球焊设备有全自动和半自动两种备,图7-1是KaijoF880型全自动球焊机;图7-2是Westbond7700型半自动球焊机。
图7-1图7-2设备要求a) 整机具有可靠接地系统;b) 超声时间:分级可调;c) 超声功率:分级可调;d) 焊接压力:分级可调;e) 烧球电流:分级可调;f) 烧球时间:分级可调;g) 烧球尾丝长度:可手动调整或分级可调;h) 焊接温度:0 –250℃可调;i) 显微镜:5‐50倍可调整,焦距可调整工作环境:万级以上的无尘室。
金丝球焊机结构按照设备功能来分可以分为:烧球系统、输线系统、加热系统、超声传导系统、目视系统、软硬件操作系统。
烧球系统球焊机利用打火杆产生的瞬间高电压溶化金丝形成金球。
输线系统保证金丝与焊接面间的角度不变,每次出线的长度一致。
led芯片焊接金线方法

led芯片焊接金线方法LED芯片焊接金线方法LED芯片是一种常用的电子元件,用于发光显示。
在LED芯片的制造过程中,焊接金线是一个重要的步骤。
本文将介绍LED芯片焊接金线的方法。
一、焊线材料准备焊接金线通常由金属材料制成,如黄金、银、铜等。
在选择焊线材料时,需要考虑其导电性能、可焊性以及与LED芯片的匹配性。
金线的直径通常在10-30微米之间,根据实际需求选择合适的规格。
二、焊线设备准备焊接金线需要使用特定的设备,如焊线机或焊锡笔。
这些设备通常具有温度控制功能,以确保焊接温度适宜。
三、焊接过程1. 准备工作:将LED芯片放置在焊接工作台上,确保芯片表面干净无尘。
同时,准备好焊接金线和焊接设备。
2. 焊接金线定位:将焊接金线的一端与芯片焊盘对齐,确保金线的位置准确。
3. 焊接操作:使用焊接设备将焊接金线与焊盘连接,通常采用热压焊接的方式。
热压焊接时,金线与焊盘同时受热,达到熔化并形成焊点的目的。
4. 焊接检查:焊接完成后,需要对焊点进行检查,确保焊接质量良好。
检查焊点的方法包括目测和电学测试。
四、焊接注意事项1. 温度控制:焊接温度过高会导致芯片损坏,温度过低则可能无法达到焊接效果。
因此,在焊接过程中需要严格控制焊接温度。
2. 焊接时间:焊接时间过长会导致芯片受热过久,可能造成损坏。
焊接时间过短则可能无法达到焊接效果。
因此,在焊接过程中需要控制好焊接时间。
3. 焊接压力:焊接金线需要一定的压力才能与焊盘接触并形成焊点。
但是过大的压力可能会导致芯片损坏,因此需要在合适的范围内施加焊接压力。
4. 焊接环境:焊接操作应在洁净的环境下进行,避免灰尘和杂质对焊点质量的影响。
同时,焊接操作人员应佩戴防静电手套,以防止静电对芯片的损害。
五、总结本文介绍了LED芯片焊接金线的方法。
焊接金线是LED芯片制造过程中的重要步骤,对焊接质量的要求较高。
在焊接过程中,需要选择合适的焊线材料和焊接设备,并注意温度控制、焊接时间、焊接压力以及焊接环境等因素。
金属焊接技巧:钎焊与氩弧焊入门
金属焊接技巧:钎焊与氩弧焊入门导言:金属焊接是一种重要的工艺,用于将金属部件连接在一起,以创建坚固的结构和解决问题。
其中钎焊和氩弧焊是两种常见的金属焊接方法。
本文将介绍钎焊和氩弧焊的入门技巧,并提供步骤和注意事项。
一、钎焊入门技巧钎焊是一种利用熔融填料(钎料)填充金属接头之间的空隙来完成焊接的方法。
以下是钎焊的入门技巧:1. 准备工作:- 针对不同金属材料选择合适的钎焊材料,例如铜合金使用银焊料,铁和钢使用铜焊料。
- 将要焊接的金属清洁干净,去除氧化层和油污。
- 将焊件正确定位,使用钳子或夹具固定。
2. 加热:- 使用火焰或电加热器加热工件和钎料,直到达到钎料的熔点。
- 注意温度控制,避免过热或过冷。
3. 钎接:- 在金属接头之间的空隙中加入钎料,确保填满整个间隙。
- 确保钎料在加热下充分流动和渗入金属表面。
- 使用焊笔或喷灯控制焊接位置。
4. 收尾工作:- 等待焊接冷却后进行清理,去除多余的钎料和氧化层。
- 检查焊接质量,确保焊接牢固。
二、氩弧焊入门技巧氩弧焊是通过创建一个保护性气氛以及使用电弧加热钎料和工件来完成焊接的方法。
以下是氩弧焊的入门技巧:1. 准备工作:- 根据金属类型选择适宜的钨电极和焊丝材料。
- 清洁和抛光要焊接的金属表面,确保没有油污和氧化层。
- 安装合适的电极和气体喷枪。
2. 调整设置:- 选择适当的电流和电压设置,以及适当的气体流量。
- 确保电极伸出气氛下的正确长度。
3. 点火:- 将电极靠近工件,然后迅速拉开电极,以形成电弧。
- 控制电弧的稳定性,避免太远或太近。
4. 焊接:- 将焊丝放在电弧中并将其与工件接触,使其熔化并形成焊缝。
- 控制焊丝的速度和焊机的移动速度,以达到理想的焊缝形状。
5. 收尾工作:- 等待焊接冷却后进行清理,去除焊渣和氧化层。
- 检查焊接质量,确保焊缝牢固。
结论:钎焊和氩弧焊是金属焊接中常用的方法。
通过正确的准备工作、适当的加热、精确的钎接和仔细的收尾工作,可以获得结实持久的焊接连接。
Advance_Loop_Parameter_中文版

8028P P S/M a x u m金球焊线机进阶制程线弧使用指南线弧参数Looping Parameters线颈高度K i n k H e i g h t / 反向位移R e v e r s e M o t i o n / 反向位移角度R m o t A n g l e定义DefinitionFigure 1线颈高度Kink Height 设定在第一焊粘点粘着完成后, 在进入反向位移之前, 整个焊线头垂直向上进行金线释放的高度距离. 此一高度提供焊针在进行反向位移时的一个安全高度以避免损伤到第一焊粘点上方的金线. 此一高度的设定值将参考整个线弧高度的要求以及金线本身的材料特性(HAZ, Heat Affect Zone)而定, 在焊线头上升以进行Kink Height 设定值的移动时, 线夹是打开的以便利金线的释放反向位移Reverse Motion 及反向位移角度Rmot Angle (Reverse Motion Angle) 定义在进行反向位移时的向量角度以及移动的距离. 反向位移角度是以第二焊粘点的垂直方向为基准依据, 以逆时针方向来定义角度的大小. 此一反向位移参数藉由整个线弧的支干部分, 提供了强化张力的作用以便支撑整个线弧不至塌陷. 反向位移参数值的设定必须大于零才能对线弧的弧度成型有所帮助. 应用ApplicationFigure 4Figure 2Figure 3整合以上参数(Kink-Height, Reverse Motion以及Rmot Angle)对整个线弧在成型移动时, 在金球上方产生一个线折, 此一线折即是对整个线弧的第一个支撑力. 对整个线弧成型的结果而言, 这些参数提供了在第一焊粘点上方, 控制其弧型高度与角度. 典型的线弧所使用的参数设定值, 反向位移(Reverse Motion)参数约为所欲形成的弧高之80%, 以及等值的转角高度(Kink Height), 如图 Figure 1, Figure 2.. 反向位移角度一般设定在90度, 然而不同的参数组合可应于不同的弧型需求, 如图Figure 3是以反向位移角度设定在110度, 而图4是以反向位移角度(Rmot Angle)设定在60度所呈现出不同的弧型外观. 注意:当反向位移角度设定高于90度, 且反向位移的距离(Reverse Motion)大于转折角高度(Kink Height)的设定值时, 可能对线弧的颈部造成伤害. 侧向位移L a t e r a l M o t i o n定义DefinitionLateral Motion 设定当焊线头在进行反向位移时, 焊针以相对于一般线弧成型所行进的金线转折平面, 所进行的一个侧向位移距离.侧向位移(Lateral Motion)参数只有当线弧型态选取J Wire 才会出现在参数列中. 其控制了侧向偏移的距离长短. 依据所需要的线弧弯曲应用的不同, 此一参数的数值提供了正负两种不同的选择, 正的数值为逆时钟方向, 而正的数值为顺时钟方向. 当设定值为零时, 其弧型即为一般正常的线弧.放线电压B l e e d V o l t a g e定义Definition放线电压Bleed Voltage 控制在整个线弧成型过程当中, 金线在进行释放动作时的超音波输出能量. 放线电压在焊线头完成反向位移后开始进行线弧放线动作时被激活, 直到焊线头到达弧型放线量的最高点, 线夹关闭的时候, 此时放线电压才被关闭. 应用Application放线电压的应用是为了降低在线弧成型过程中, 金线释放时因焊针与金线之间的拖曳现象. 典型的量线电压设定值是在1000到5000 mV, 对于一般的线弧应用上是已经足够的(除非有特别的线弧异常现象).平台距离S p a n L e n g t h / 平台转角因子S h a p e F a c t o rFigure 5定义Definition平台距离Span Length 在当弧型选用Work Loop 时, 设定一个线长的百分比(%), 而在此一距离点上, 线弧将在此进行转折以形成一个平台式的线弧. 图Figure 5 显示金线在整个线弧完成反向位移后所进行的平弧放线动作.平台转角因子Shape Factor 定义出在平台距离的放线动作完成后, 焊线头的转折角度, 角度的基准是以Z 轴为参考依据.图Figure 6 显示金线在完成平台距离(Span Length)后, 焊针带动金线以进入转角(ShapeFactor)的动作.Figure 6应用Application一般在应用于低弧或长线弧时, 用以提高金线的拉紧度以避免造成线飘的情形. 当平台距离(Span Length)低于整个线弧长度的二分之一时, 对线型将可提供较佳的弧型控制. 当然, 在选用BGA 弧型控制时, 若搭配平滑参数(Smoothness)的使用时, 则可以略微提高平台距离(Span Length)参数数值. 一般而言, 转折角设定在20度时, 整个线弧的最高点(弧高)可被保持在第一焊粘点的正上方. 当转折角设定在负值时, 再搭配Span Length 2 与Shape Factor 2时, 可以成型一个M 型线弧(负的Shape Factor 1, 正的Shape Factor 2). 当Span Length 与Shape Factor 均设定为零时, 所形成的线弧即为标准线弧(Standard Loop).平滑S m o o t h n e s sFigure 7定义DefinitionSmoothness 提供对于转折角度在进行折角时的区域化控制. 藉由标示整个线弧弧长的百分比距离作为金线开始进行转折的动作, Figure 7, 介于Smoothness 与Span Length 之间的金线将会被以圆弧化方式伸展成型. 此一参数的应用, 将对整个线弧的转折角处产生一个较柔和的弧度, 如图Figure 8. 当设定值为100%时, 平滑参数(Smoothness)将失去其作用.平滑Smoothness 一般的应用在更精确的定义出工作角的转角圆弧位置. 当需要一个较为圆弧的转角出现在线弧时, Smoothness 的设定值约为20%. 而设定值为100%时, 其作用就如同一般标准的Worked Loop, 其转折角度将较为明显.Figure 8Figure 9S p a n L e n g t h 2 / S h a p e F a c t o r 2定义DefinitionSpan Length 2 当弧型需要架构成M 行的线弧时, Span Length 2 定义第二个转折位置是位于整个线长的百分之多少的位置来进行转折的动作. 图Figure 9显示出金线被释放到 Span Length 2的距离以便准备进行第二转折角Shape Factor 2的折角动作.Shape Factor 2 定义第二转折角的转角弧度以及折角. 图Figure 10 显示出第二转折角所在金线被焊针的尖端带动以形成折角的动作.Figure 10应用ApplicationSpan Length 2 和 Shape Factor 2 适用于当弧型需要架构成BGA3 Low “M” Loop 时才有作用. 在这个例子中, Span Length 2设定在75%而Shape factor 设定在35度. 在大多式的个例中是不建议使用第二转折(Second Kink), 因此其设定值应被设定在零. 负的Shape Factor 2是用来将线弧向下压的作用.L a s t -K i n k L e n g t h / L a s t -K i n k A n g l e / L a s t -K i n k F a c t o r定义DefinitionLast-Kink Length 定义在距离第二焊粘点多远的位置, 线弧将进行最后的转折角. Last-Kink Angle 控制最后转折角的折角角度大小.Last-Kink Factor 修饰在最后转角开始动作时的转折弯曲弧度, 以使其倾向较为自然的弯曲弧度. 应用ApplicationLast-Kink 此一参数只有当选用BGA Last Kink 线弧来进行向上焊线(Up-bonding), 以用来避开靠近第二焊粘电源环(power rings)及锡罩(Solder masks)., Last-Kink Length, Last-Kink Angle 与Last-Kink Factor 一般的起始设定值在10 mils, 70 degrees, and 70%. 可以藉由设定LF4=1%以进行视觉观察来进行Last-Kink 参数的调整, 以便当进行Last Kink 折角动作进行中, 产生最少的金线释出量.L o o p F a c t o rFigure 11. Adjusting loop height with Loop Factor.定义DefinitionLoop Factor 调整在线夹关闭之前, 焊针在到达整个线弧最高点位置之前的金线释放量. 图Figure 11 显示出 设定值在5, 0 及-5 mils(从最高到最低)的情形.应用Application在多数的应用上, 可以藉由此一参数来将降低金线的释放量以使线弧的最高点能再靠近第一焊粘点的上方出现, 一般的设定值约在-4 mils.L o o p B a l a n c e定义DefinitionLoop Balance 此一参数是被用来针对长短不一的线长之弧高, 进行调整的因素之一. 应用ApplicationLoop Balance 的数值 >100% 将对长线弧有提高其弧高的效果, 对短线弧则降低其弧高, 而当Loop Balance 的数值 <100% 将对长线弧有降低其弧高的效果且对短线弧则提高其弧高.X B a l a n c e定义DefinitionX Balance 是针对产品在左右两侧的弧高进行相对的等化调整. 数值设定在大于100%对左侧的线弧之弧高具有提高的效果, 同时对右侧的线弧之弧高具有压低的效果. 相对的, 当数值设定在小于100%对右侧的线弧之弧高具有提高的效果, 同时对左侧的线弧之弧高具有压低的效果. 而当设定值为100%时, 则此一参数及失去对弧高的调整效果. 应用Application此参数的调整方式为以每次0.2%逐渐增加或降低参数设定值. 当弧高的一致性完成调整后, 适当的对Loop Factor 进行最佳化的微调, 将有助于弧高的稳定性.Y B a l a n c e定义DefinitionY Balance 是针对产品在前后两侧的弧高进行相对的等化调整. 数值设定在大于100%对前侧(靠近操作员)的线弧之弧高具有提高的效果, 同时对后侧(靠近Y 马达)的线弧之弧高具有压低的效果. 相对的, 当数值设定在小于100%对前侧的线弧之弧高具有压低的效果, 同时对后侧的线弧之弧高具有提高的效果. 而当设定值为100%时, 则此一参数及失去对弧高的调整效果.应用ApplicationY Balance一般应用在压低左右两侧前方的弧高. 此参数的调整方式为以每次0.2%逐渐增加或降低参数设定值. 当弧高的一致性完成调整后, 适当的对Loop Factor进行最佳化的微调, 将有助于弧高的稳定性.T O L c o r r e c t i o n定义DefinitionTOL Correction当启用此一参数”TOL Correction On” (1), Z 轴是以垂直上升的方式到达放线的最高点; 然后X轴与Y轴再以水平的方式移动到第一焊粘点的上方处后, 才开始进入到LF3参数的作用或是开始下降到第二焊粘点. 当关闭此一参数”TOL Correction Off” (0), XYZ轴是以相对应的方式移动, 在到达放线的最高点时, 将焊针移动到第一焊粘点的上方处, 才开始进入到LF3参数的作用或是开始下降到第二焊粘点.应用ApplicationTOL Correction 的使用, 是在焊线头于完成反向位移后, 开始上升到线弧放线的最高点时, 藉由降低金线放时与焊针尖端的摩擦垂直向上的拉扯力量, 来达到弧高的一致性.L F2定义DefinitionLF2 设定在进行第二焊粘点接触之前, 焊线头相对于焊粘平面所做平移动作Figure 13. Using LF2 to kick up belly of loop. 应用ApplicationLF2是用来放低靠近第二焊粘点的线弧高度. 设定值为0时, 利用焊线头的行程路径将金线鼓涨的物理现象, 来对靠近第二焊点的线弧产生向上的反冲力, 以使接地导角的线弧产生一个折角高度, 如图Figure 13. 设定值在20的情形, 在对金线产生一个外拉的力量, 以使靠近第二点的金线线弧更加平坦来达到较佳线弧强度.L F3定义DefinitionLF3定义焊针从放线的最高点, 在线夹关闭往第二点下降之前的一个平移距离.应用ApplicationLF3 设定在焊针在放线的最高点开始往第二焊点位置下降前, X-Y Table 所移动的水平距离. 对于应用于低弧高的标准线弧有提供较佳的弧高一致性. 虽然此一参数的应用会降低整个焊线速度, 但却可以提高弧高的稳定性.定义DefinitionLF4 控制弧度由放线的最高点开始往第二焊点位置下降的速度, 其控制单位为全速下降的百分比.应用ApplicationLF4 是用来作为线弧问题的排除检测. 一般 LF4 是设定为 100%, 以达到较高的UPH冲击时间I m p a c t T i m e定义DefinitionImpact Time设定在正常的搜寻高度之前的一个距离, 开始以搜寻速度下降(也就是将Tip 2的位置提高, 但却未改变Tip 2的设定值), 其高度是以放线的最高点到第二焊点的距离之百分比为新的搜寻速度启始位置,藉由Z轴以定速度的方式下降之动作较X与Y轴移动的动作为早的特性, 使得焊针在接触的焊粘表面时会有一个拖拉的力量随之产生, 而在此时的X与Y轴还是依然在移动的过程之中.应用Application冲击时间的设定是用来修正第二焊点的冲击特性. 此一拖曳的动作可以用来对第二焊点产生延展的效果并对于线飘的情形产生一个拉紧的力量, 并且对于第二焊点造成较为薄弱的粘着特性. 一般的设定值为零(无任何的作用), 当设定值小于4%可对弧型产生影响. 当Contact Offset 被设定时, Impact Time是不可以被设定使用的.C o n t a c t A n g l e/C o n t a c t O f f s e t定义DefinitionContact Angle设定焊针在到达第二焊点的搜寻速度高度, 开始向第二焊点进行接触的行径角度.Contact Offset在焊针接触到第二焊点后, X-Y 工作平台以朝向第一焊点方向为参考依据(例如正的参数设定值为X-Y 工作平台朝第一焊点方向移动)进行移动, 此一工作平台的移动作用是将焊针在接触第二焊点之后, 在其接触表面进行拖曳.应用ApplicationContact Angle and Contact Offset的设定是用来修正第二焊点的冲击特性. 此一拖曳的动作可以用来对第二焊点产生延展的效果并对于线飘的情形产生一个拉紧的力量, 并且对于第二焊点造成较为薄弱的粘着特性. S p i d e r K i n k F a c t o r定义DefinitionSpider Kink Factor对于在第一个平弧长度(Span Length 1)之后的转角动作, 对其标准转角出现之处修饰其转角所呈现出的弧度型态. 设定值为110%所代表的是较正常的平弧长度(Span Length 1)多出10%的线长时呈现转角的动作应用ApplicationSpider Kink Factor用来控制金线在进行折角时的放线量与张力. 此一参数的设定是依据制程应用的不同来进行设定并观察在焊线周期与最后产品的线型定义DefinitionBump为降低金线因在焊针拖曳过程中,与焊针内径碰触而导致的弧高变异性;植球的距离是以整个焊线过程距离的百分比来计算应用Application一般较小的植球设定为20%,这能够减少金线粘在焊针上的机会C S P X Y I n f l e c t i o n定义DefinitionCSP XY Inflection第二焊点转折点的水平距离应用ApplicationCSP XY Inflection用来控制金线送线量与弧度弯曲外型,正值是控制较多的送线量,进而能提高金线弯曲的高度;负值是减少送线量使弯曲高度降低C S P Z I n f l e c t i o n定义DefinitionCSP Z Inflection第一焊点转折点的垂直距离应用ApplicationCSP Z Inflection是与CSP XY Inflection 来控制金线弧度外型来提供在CSP应用上最大芯片表面上的差异性注意:1. CSP参数与弧标准弧形参数是相关的,像线颈高度、反向移位、反向移位角度,在应用上弧形因素与平台长度提供所要的弧形外观。
led芯片焊接金线方法

led芯片焊接金线方法LED芯片焊接金线方法LED芯片焊接金线是一种常见的电子封装技术,它在电子行业中具有广泛的应用。
本文将介绍LED芯片焊接金线的方法和步骤。
一、准备工作在进行LED芯片焊接金线之前,我们首先需要准备一些工具和材料。
常用的工具包括焊接台、镊子、焊锡、焊接笔等。
而材料方面,我们需要准备LED芯片、金线和胶水等。
二、焊接准备在开始焊接之前,我们需要将焊接台加热至适当温度,通常为250℃左右。
然后将LED芯片放置在焊接台上,确保其与焊接台接触良好。
三、焊接步骤1. 首先,我们需要使用镊子将金线从金线盘中取出,并将其剪短至适当长度。
然后,将金线的一段固定在LED芯片上,通常是在芯片的金属焊盘上。
2. 接下来,我们需要使用焊接笔将焊锡均匀地涂在金线上。
焊锡的作用是增强金线与LED芯片之间的连接,提高焊接的可靠性。
3. 然后,我们将焊接笔靠近金线和焊盘的交界处,通过加热使焊锡融化。
在焊锡融化的过程中,金线会与焊盘形成良好的连接。
4. 当焊锡完全冷却后,我们可以通过轻轻拉拔金线来检查焊接的可靠性。
如果焊接牢固,金线不会轻易脱落。
5. 最后,我们可以使用胶水将焊接处固定。
胶水的作用是增加焊接的稳定性,防止金线在使用过程中松动或脱落。
四、注意事项1. 在焊接过程中,要确保焊接台的温度适宜,过高的温度可能会损坏LED芯片,过低的温度则会影响焊接质量。
2. 在取出金线时,要小心操作,避免金线弯曲或折断。
这样可以确保金线能够正确地焊接在LED芯片上。
3. 在焊接时,要控制好焊锡的用量,避免过多的焊锡流淌到焊盘周围,影响焊接质量。
4. 在焊锡融化的过程中,要保持焊接笔的稳定,避免抖动或移动,以免影响焊接的精度和稳定性。
5. 在使用胶水固定焊接处时,要注意胶水的用量,避免过多的胶水渗入LED芯片内部,影响其正常工作。
总结LED芯片焊接金线是一项技术性较高的工艺,需要仔细操作和严格控制各个环节。
通过正确的方法和步骤,可以实现LED芯片与金线之间的可靠连接,确保LED产品的质量和性能。
金线机参数

金线球焊机参数指标◆单向焊接可记忆两条线的数据,方便左、右支架均采用同侧单向焊接。
◆双向焊接时,焊完第一条线后自动运行到第二条线一焊上方,大致对准第二条线的第一焊点,可提高效率并保护第一条线弧。
◆双向焊接时,两条线的二检高度、拱丝高度分别可调,以利于不同二焊高度的支架焊接。
◆多种提弧方案可选,可达到你所想要的任何弧形,对于弧度要求较高的深杯支架及食人鱼支架将大大提高合格率。
◆二焊补球功能,可大大提高二焊的可焊性,降低死点率。
◆自动过片1步或2步选择,对于ф8或ф10等大距离的支架,选择每次过片两步将大大提高生产效率。
◆连续过片功能,对于返工支架能提高效率。
◆劈刀检测功能,可检测劈刀是否安装良好,大大降低人为的虚焊。
◆超声功率4通道输出,可尽量保证两边线的二焊焊点基本一致,同时因为晶片与支架上的焊点参数不同,选择晶片上与支架上不同的一焊功率,可保证晶片上的焊点与支架上的补球一焊都满足要求。
◆烧球性能大大改善,若再采用本公司独特设计的劈刀,可得到更小的一焊(球焊)及更可靠的二焊。
更适合蓝、白发光二极管的生产。
◆使用电源:220VAC±10%、50Hz、可靠接地◆消耗功率:最大300W◆适用金丝线径:20~50μm (0.8~2mil)◆焊接温度:60~400℃◆超声功率:四通道0~3W分两档连续可调◆焊接时间:二通道0~100ms◆焊接压力:二通道35~180g◆一焊至二焊最大自动跨度:双向均不小于4mm◆尾丝长度:0~2mm◆金球尺寸:线径的2~4倍可任意设定◆最小焊接时间:0.4s/线◆夹具移动范围:Φ25m◆视觉系统:体视显微镜◆外形尺寸:700(长)×460(宽)×550(高)mm。
金线键合技术

Visual Inspection
体视显微镜缺陷目检:
missing wire
broken wire
misbond
bad loop
lifted bond
second bond impression
weak/smashed bond pad/lead bond placement
foreign metter
FAB centering Ball size/Ball shape Ball strength Tail bond strength
Capillary设计(续)
T/FA/OR: Tip diameter/face angle/out ron
Capillary设计需要的应用信息
Item
Application : Lead Count : Wire Material/Diameter : Bonder / Model : Bond Pad Opening Size : Pad Pitch : Loop Height (target) : Mashed Ball Diameter :
Capillary 主要尺寸 – 密间距设计
Capillary设计(续)
材料
SPT的非密间距capillary的材料为高纯Al2O3精细颗粒高密度陶瓷材料(平均颗 粒度<2微米) .密间距 capillary 则是选用ZrO2掺杂的超细颗粒陶瓷材料 (平均颗粒度<0.25微米) .
High Density Ceramic
金丝球焊工艺图示(续)
金丝球焊工艺图示(续)
线弧形成 主要参数
z 金线尺寸,类型 z Capillary 设计 z 焊线机线弧计算及送线系统性能等 z 金线热影响区高度(HAZ) z 线轴放线性能 主要特性 z 线弧高度(Loop height) z 线弧扭曲(Wire sway) z 线弧下垂(Wire sagging) z 塑封过程中线弧冲弯 (Wire sweep during molding)
金线键合技术
焊线工艺分类(续)
2。超声楔焊
- 利用超声能量作用于压紧在一起的两种
金属间形成键合 3。热压焊 - 利用加热及压紧力形成键合。该技术
1957年在贝尔实验室被使用,是最早的 封装工艺技术,但现在已很少在用。
金线来料检验
- 金线的主要测试指标是抗张强度(拉
断力)及延展率
- 外观检验标准为表面完整性.比较好
的测试方法是使用SEM.
- 放线性能
键合工艺质量控制测试
Visual Inspection(目检) Bond Shear(推球) Wire Pull(拉线) Wire peel(第二焊点拉线) IR microscopy(红外线显微镜) Cross-section(抛面分析) Chemical etch(化学腐蚀)
热超声焊与超声楔焊比较
金属线 焊线工具 焊线温度 焊线机
T/S
U/S
Au/Cu
Al/Au
Capillary
Wedge
需加热
室温
-电火花放电烧球 -不需烧球
-焊头与焊线
-焊头与焊线
无方向要求
方向一致
金丝球焊工艺图示
金丝球焊工艺图示(续)
金丝球焊工艺图示(续)
金丝球焊工艺图示(续)
第一点球焊 主要参数
金丝球焊工艺图示(续)
金丝球焊工艺图示(续)
金球形成 主要参数
z 线尾长度 (Wire tail length) z EFO 参数设顶定 (ball size ratio/torch current, torch time) z EFO gap z 线尾熔化后,表面张力使其冷却凝固时形成圆球状 主要特性 z 金球太小会造成capillary堵孔 z 金球太大易产生焊点偏及“Golf”球
电线焊接方法

电线焊接方法电线焊接是一种常见的金属连接方法,广泛应用于电气工程、机械制造、汽车维修等领域。
正确的焊接方法不仅可以确保焊接质量,还能提高工作效率。
下面将介绍几种常见的电线焊接方法及其操作步骤。
首先,我们来介绍电弧焊接方法。
电弧焊接是利用电弧将工件和焊条熔化,形成坚固的连接。
操作时,首先要准备好焊接设备,包括焊接机、焊条、焊接面罩等。
然后,将工件表面清理干净,用夹具固定好工件的位置。
接下来,将焊条插入焊接机的焊条夹持装置,调整好焊接电流和电压,戴好焊接面罩,开始进行焊接。
在焊接过程中,要保持焊枪和工件的角度适当,保持稳定的焊接速度,以确保焊接质量。
其次,是气体保护焊接方法。
气体保护焊接是利用惰性气体或活性气体对焊接区域进行保护,防止氧气和其他杂质对焊接质量的影响。
在进行气体保护焊接时,需要使用气体保护焊接设备,包括焊接枪、气瓶、减压阀等。
操作时,首先要将气瓶连接到焊接设备上,并调整好气体流量和压力。
然后,将工件表面清理干净,将工件固定好,戴好焊接面罩,开始进行焊接。
在焊接过程中,要注意保持适当的焊接速度和角度,以确保焊接质量。
最后,是电阻焊接方法。
电阻焊接是利用电流通过工件产生热量,使工件表面瞬间熔化,形成连接。
在进行电阻焊接时,需要使用电阻焊接设备,包括电阻焊接机、电极等。
操作时,首先要将工件夹紧在电极之间,调整好电阻焊接机的参数,开始进行焊接。
在焊接过程中,要保持适当的压力和电流,以确保焊接质量。
总的来说,无论是电弧焊接、气体保护焊接还是电阻焊接,都需要严格按照操作规程进行,保证焊接质量。
在进行焊接时,要注意安全防护措施,避免因操作不当造成意外伤害。
同时,要选择适合的焊接方法和焊接材料,根据具体的工件材料和要求进行选择,以确保焊接质量和效率。
希望以上介绍的电线焊接方法能对大家有所帮助,谢谢阅读!。
常用金属的焊接技术

常用金属的焊接技术
1. 简介
焊接是将金属材料加热至熔点并通过施加压力或填充材料,将它们永久性连接在一起的过程。
下面是几种常用的金属焊接技术。
2. 弧焊
弧焊是最常见且经济高效的焊接技术之一。
它通过电弧放电产生高温来熔化金属,然后使用填充材料将金属连接起来。
弧焊可分为手工弧焊、自动弧焊和半自动弧焊。
3. 气焊
气焊是一种以燃气燃烧产生的高温来熔化金属的焊接方法。
它通常使用氧炔火焰来加热并连接金属。
气焊适用于焊接低熔点金属,如铜、铝等。
4. 电阻焊
电阻焊通过电阻加热将金属加热至熔点,使其熔化并连接在一起。
这种焊接技术常用于焊接小件,如线圈、接线头等。
5. 点焊
6. 洛氏焊
洛氏焊是一种将金属连接在一起的形式,它利用高频电磁场加热金属,使其局部熔化并连接。
这种技术常用于焊接非常薄的金属板。
7. 摩擦焊
摩擦焊是一种将金属通过摩擦产生的热量加热并连接在一起的过程。
这种焊接技术适用于焊接相似或不同的金属。
8. 激光焊
激光焊是一种通过高能激光束来瞬间加热并融化金属,将其连接起来的焊接技术。
激光焊适用于焊接高反射率和导热性金属,如铝合金。
10. 感应焊
感应焊是一种利用感应加热原理来加热并连接金属的焊接技术。
这种技术适用于焊接具有良好导电性的金属。
以上是常见的金属焊接技术的简介,根据实际需要和金属材料的特点,可以选择适合的焊接方法来完成连接。
重要的是遵循安全焊接规范,妥善操作焊接设备,确保焊接质量和安全性。
一种金刚线焊接方法

一种金刚线焊接方法引言金刚线是一种高硬度金属丝,广泛用于工业领域,特别是在切割和钻孔领域。
金刚线的灵活性和坚韧性使其成为一种理想的材料,但焊接金刚线是一项具有挑战性的任务。
本文介绍了一种新的金刚线焊接方法,该方法结合了传统的电弧焊接和激光焊接技术,旨在提高金刚线的焊接质量和效率。
方法1. 材料准备在进行金刚线焊接之前,首先需要准备好以下材料和设备:- 金刚线- 金刚线焊接机器- 焊接电源- 焊接保护气体2. 焊接准备在准备金刚线焊接之前,使用金刚线焊接机器对金刚线进行清洁和切割处理,确保金刚线的末端平整且不含有任何污垢或氧化物。
清洁金刚线可以提高焊接质量并延长焊接电极的使用寿命。
3. 焊接技术采用传统电弧焊接和激光焊接相结合的方法进行金刚线焊接。
首先,使用焊接电源和焊接保护气体将电弧焊接机器预热到适当温度。
然后,将金刚线放置在焊接机器的电极上,并用激光焊接机器精确地瞄准金刚线的焊接位置。
激光焊接机器可以提供高精度的焊接能力,确保焊接的准确性和稳定性。
4. 焊接参数调整根据金刚线的直径和焊接需求,调整焊接电流、焊接速度和焊接时间等参数。
不同的金刚线直径可能需要不同的焊接参数,需要通过实验和经验来确定最佳参数设置。
5. 焊接质量检测完成焊接后,使用显微镜和拉力测试机等工具对焊接质量进行检测。
焊接点应该坚固且牢固,没有裂纹和气孔等缺陷。
拉力测试可以对焊接点的强度进行评估,确保焊接质量符合要求。
结论通过采用传统电弧焊接和激光焊接相结合的金刚线焊接方法,可以提高金刚线的焊接质量和效率。
传统电弧焊接提供了可靠的焊接能力,而激光焊接则能够提供高精度和稳定性。
这种方法不仅可以应用于金刚线焊接,还可以用于其他类似材料的焊接。
然而,这种方法仍然需要更多的实验和改进来进一步提高焊接质量,并探索更多的金刚线焊接应用领域。
金线焊接详解
3.关于温度(焊线机加热器的温度设定)
作为金线焊接必不可少的条件,除了US(超声波)
和压力之外还有温度。正如前面所述,金线焊接是
超声波和加热加压进行的。温度主要是在施加压力
和超声波进行焊接时对焊接点进行预热,以便更容
易形成共同的结晶。
焊线机的预热温度
设定温度时要注意以下内容。
不要超过银浆软化温度。银浆一旦超过温度,
来的超声波只是横方向的发振,它虽然可以形成第一
焊接点形状,如果没有纵方向的压力, 电极面和金线
之间虽然形成了共同的结晶,形状没有问题,强度却
达不到。
施加压力,这样球就得有一定的重量。金线焊接的压
力轻了换能器就会跳起来, 重了就会给粘接点带来影
响。这种压力的设定要根据一定的经验进行。它会因
焊接点的材料性质和US输出功率而有所不同。
a.焊接偏移
如前面所述,温度高了就会使基板膨胀扩张。素子
识别的时候识别时间过长就会从起先识别的位置中
偏离出来。要充分设定充分预热的时间,而不是使
基板膨胀的时间。
b.基板变色,加热而导致的变色
c.焊线強度的确认,不能有A模式的脱落
d.二焊点強度的确认,金线焊接后二焊点不能脱落
(以上几点温度变化前和变化后都要进行强度确认)
金线焊接详解
一. 所谓的金线焊接
所谓的金线焊接是指端子与端子之间结合的一种方法。
与半导体有关的结合方法,真是数不胜数。但其中一种
就是金线焊接。金线焊接可以说是任意点的之间(图形
与电极)用线连接起来的作业。线材主要是金、铜、铝。
二.金线焊接的方法
通常金线焊接的方法可以分为球到压环、压环与压环、
球与球之间焊接方式。( 一部分海外工厂使用 的是压环
不锈钢钎焊升温曲线

不锈钢钎焊升温曲线
不锈钢钎焊升温曲线描述了在钎焊过程中随着时间的推移,焊接区域的温度如何变化。
以下是通常情况下的不锈钢钎焊升温曲线的基本形状:
1. 升温阶段:初始时,焊接区域的温度较低。
随着焊接电源的启动,焊接区域开始升温。
在升温阶段,温度的上升速度比较缓慢,以免材料受热过快导致变形或烧损。
2. 加热阶段:当焊接区域达到足够的温度时,焊接材料开始熔化,并形成熔池。
在此阶段,焊接区域的温度会迅速升高,并保持在一定的温度范围内,以保持焊接材料的熔融状态。
3. 保温阶段:一旦焊接材料熔化并形成熔池,焊接区域的温度需要在一定的范围内保持稳定。
这是为了确保焊接材料完全熔化,并保持可焊接状态。
在保温阶段,焊接区域的温度会逐渐稳定并保持在一个恒定值。
4. 冷却阶段:一旦焊接完成或需要停止加热过程,焊接区域的温度会逐渐下降。
在冷却阶段,焊接区域的温度迅速降低,直至与周围环境温度相等。
这是一个通常情况下的不锈钢钎焊升温曲线的基本描述。
实际情况可能因不同的焊接材料、焊接方法和焊接条件而有所不同。
在实际应用中,根据具体情况进行焊接参数的调整以确保良好的焊接质量是非常重要的。
KAIJO 金线焊线机 FB-900 (平面型 LED 自动金球焊线机)

KAIJO金线焊线机FB-900(平面型LED自动金球焊线机)(LED灯专用生产设备)销售专线:158****6609、***************************性价比最好的焊线机系列,性价比最好的贴片机系列。
国产最好的回流焊系列,国产最好的波峰焊系列;国产最好的回流炉系列,国产最好的印刷机系列;国产最好的丝印机系列,性价比最好的金线焊线机系列;FB-900(LED焊线机)是日本KAIJO全自动金线焊线机最新水平类机种;速度快、适应品种广、更强的稳定性、性价比高!是目前LED封装3528、5050等产品的日本主力封装机型。
同时可应对HIPOWER、贴片SMD(0603、0805等)、sideview等其他规格LED封装。
金线机FB-900(LED焊线机)之特点(印刷机,波峰焊,回流焊,贴片机,焊线机,丝印机,回流炉,金线机,金线焊线机):(1)全自动金线机焊线速度达到48ms/线;(2)全自动金线机超音波双频标准搭配,应对不同产品;(3)全自动金线机悬挂式平台直线伺服驱动,应对高速运动,效率超高; (4)金线焊线机多种线弧控制技术,对于HI-POWER等高难度线弧应对轻松; (5)金线焊线机超宽的Y方向可焊线面积(80mm),是目前业界唯一的标准机型,轻松应对宽框架,提升效率明显;(6)金线焊线机国产的价格、进口的质量;性价比超高;本公司是KaiJo(LED焊线机)全球金线最大的代理商,交货快,售后有保障,KaiJo最新型号FB900,焊接速度快,质量可靠,稳定性好!欢迎广大客户洽谈业务!LED焊线机适用范围:LED光柱、双色LED灯、全彩LED灯、超高亮LED、食人鱼、大功率LED、普通LED灯、紫外线LED灯、表面贴装LED、数码管等。
1.设备概要:本机是通过采用实现低振动防振控制XY 操作平台及搭载有超小型无振动系统的低惯性焊头,达到提升焊线品质及高速焊线功能,提高综合产能,并便于操作且应用广泛的金线焊线机.在适应领域方面,也兼备以往机型上的双频超声波振动器和代表了KAIJO独自LOOP形成技术的FJ-LOO P技术,可应用于更广泛的品种.要实现以上功能,需采用下面的技术:采用了CAE技术的耐振设计,具备可承受焊线高速化的构造。
焊线(新机)设备技术协议(修订版)
焊线数量
可达5000条焊线
程序储存量
30000个
焊接范围
引线框架宽度80mm以内
焊线精度
±1.5um
焊球直径精度
±1.5um
焊球厚度精度
±1.5um
焊线线型精度
实际线弧高度±2.0um;前倾、后仰±1.0um;左右摇摆±0um
产品质量标准
生产之产品符合晶台焊线品质检验标准(JT-WI-QA-011)
残金要求
一焊、二焊残留金属要求(除铜线外):
(全彩)电极上/支架上残留焊球金属占焊球面积≥50%;或焊球的反面残留电极上金属/支架上金属占焊球面积≥50%为合格;
1010产品PCB板上焊球残金量≥20%为合格,一焊残留焊球金属占焊球面积≥20%或球的反面残留电极上金属≥50%,且焊球推力符合规格值(电极60um以上推力F≥30g,电极40-45um推力F≥21g);
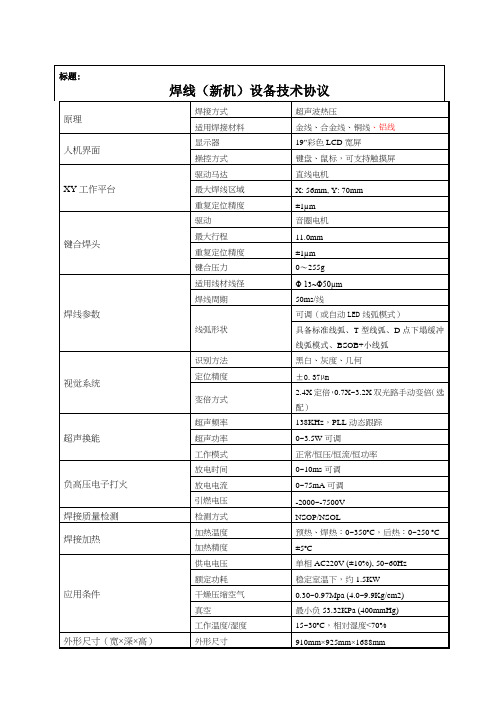
原理
焊接方式
超声波热压
适用焊接材料
金线、合金线、铜线、铝线
人机界面
显示器
19"彩色LCD宽屏
操控方式
键盘、鼠标,可支持触摸屏
XY工作平台
驱动马达
直线电机
最大焊线区域
X: 56mm, Y: 70mm
重复定位精度
±1µm
键合焊头
驱动
音圈电机
最大行程
11.0mm
重复定位精度
±1µm
键合压力
0~255g
焊线参数
晶球面积
晶球直径占焊垫面积:在残晶/推力正常的情况下晶球直径占焊垫面积控制在(2020、3535、2727系列R:60-95%;GB:85-95%;1010系列在80-95%);双电极芯片N极一焊球及毛边不能超出沟槽的1/2。
LED焊接金线规格

金线类型 (延伸率4%)
金丝热影响区:
热影响区是金丝的重要性能,它决定成弧的高度和强度。
ESEC 8088
tail length: 4istance: 350 μm
影
EFO current: 21.27 mA
响 区
EFO time: 1.3 ms
长
0.8 mil FAB ~ 1.65 x d wire
◇ 扁平封装形式 (BGA, MQFP, TSOP, TQFP, VSSOP, IC-cards, ...) ◇ 表面贴装,金属垫衬框架
应用范围
◇ 扁平集成电路 ◇ 其他扁平封装
改良型键合金线:
HA1, HA3, HA5, HA6, HA7
应用范围
和掺杂金线对比,改良型金线虽然有比较低的合金成分或者 其他特殊掺杂元素比例, 但是改良型金线有比较明显的高强 度,短的热影响区长度和热稳定性。并且电阻率没有明显的 增加。由于强度的增加,因此这种金线如果其他的性能能满 足要求的话可以适当的减少直径,降低贵金属成本。
HD1
HD2
[cN] >4.0 >2.5 >1.5 >5.0 >3.0 >2.0 >9.0 >5.0 >4.0
HD3
HA1
HD5
HD6
HA5
断裂负荷
[cN] >6.0 >4.0 >2.0 >7.0 >5.0 >2.5 >11.0 >7.0 >5.0
[cN] >8.0 >5.0 >3.0 >11.0 >6.0 >4.0 >15.0 >9.0 >6.0
50±1
2.0
50±1
2.0
50±1
2.0
0.5-2.5 2.0-8.0 8.0-12.0 0.5-3.0 2.0-8.0 8.0-12.0 0.5-3.0 2.0-8.0 8.0-12.0 0.5-3.5 3.0-8.0 8.0-15.0 0.5-3.5 3.0-10.0 10.0-18.0
LED打金线工艺参数规范
焊线工艺规范1 范围 (2)2 工艺 (2)3 焊接工艺参数范围 (3)4 工艺调试程序 (5)5 工艺制具的选用 (6)6 注意事项 (8)1 范围1.1 主题内容本规范确定了压焊的工艺能力、工艺要求 .工艺参数、工艺调试程序、工艺制具的选用及注意事项。
1.2 适用范围1.2.1 ASM-Eagle60. k&s1488机型。
1.2.2 适用于目前在线加工的所有产品。
2 工艺2.1 工艺能力2.1.1 接垫最小尺寸:45µm×45µm2.1.2 最小接垫节距(相邻两接垫中心间距离):≥60µm2.1.3 最低线弧高度:≥6 mil2.1.4 最大线弧长度:≤7mm2.1.5 最高线弧高度:16mil2.1.6 直径:Eagle60:Ф18—75um , K&S1488: Ф18—50um2.2 工艺要求2.2.1 键合位置2.2.1.1 键合面积不能有1/4以上在芯片压点之外,或触及其他金属体和没有钝化层的划片方格。
2.2.1.2 在同一焊点上进行第二次键合,重叠面积不能大于前键合面积的1/3。
2.2.1.3 引线键合后与相邻的焊点或芯片压点相距不能小于引线直径的1倍。
2.2.2 焊点状态2.2.2.1 键合面积的宽度不能小于引线直径的1倍或大于引线直径的3倍。
2.2.2.2 焊点的长度:键合面积的长度不能小于引线直径的1倍或大于引线直径的4倍。
2.2.2.3 不能因缺尾而造成键合面积减少1/4,丝尾的总长不能超出引线直径的2倍。
2.2.2.4 键合的痕迹不能小于键合面积的2/3,且不能有虚焊和脱焊。
2.2.3 弧度2.2.3.1 引线不能有任何超过引线直径1/4的刻痕、损伤、死弯等。
2.2.3.2 引线不能有任何不自然拱形弯曲,且拱丝高度不小于引线直径的6倍,弯屏后拱丝最高点与屏蔽罩的距离不应小于2倍引线直径。
2.2.3.3 不能使引线下塌在芯片边缘上或其距离小于引线直径的1倍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
ASM
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
2.4 ‘M’ - LOOP (4 KINK’S)
Arc Motion SD Wire Length RD SYNC RH Pull Motion 2nd Bond Position 2nd Search Height DEC
4
ASM
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
1st Kink
DIE
LEAD
DIE
LEAD
Q-LOOP
Wire Length ≤ 4mm
SQUARE LOOP
Wire Length ≤ 6mm
2
ASM
Continue…..
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
Unit ~ 1 Step = 10 um The amount of wire fed out above 1st bond before reverse motion start.
Wire Clamp ‘Open’ RH
DIE
Two types of Reverse Height Operation mode provided:I) Manu (Manual) ~ User manual input Reverse Height ii) Aut (Auto) ~ System automatically calculate Reverse Height
Wire Clamp ‘Open’
RD
RH
DIE
RDA Stronger Loop Base Weaker Loop Base
RDA RDA
RH
RDA ( + )
RDA ( - )
13
ASM
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
1
ASM
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
1.0 LOOP SHAPE 1st Kink 2nd Kink
Loop Height Correction SD Wire Length 2nd Search Height 2nd Bond Position DEC Trajectory Motion
SYNC Twist Motion (3rd Kink) ink K d 2n Pull Motion
ink K t s 1
DIE
14
ASM
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
F) Wire Length Factor(WLF)
15
ASM
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
1st Kink
2nd Kink
1st Kink
2nd Kink
3rd Kink
3rd Kink
DIE LEAD DIE
4th Kink
LEAD
PENTA LOOP (3 Kink’s)
Wire Length ≥ 7mm
3
‘M’ LOOP (4 Kink’s)
Wire Length ≥ 7mm
ASM
2.2 SQUARE - LOOP
Loop Height Correction
Arc Motion SD DEC
Wire Length
Span Angle Correction 2nd Search Height SYNC Pull Motion
5
Span Length
2nd Bond Position
Loop Height Correction RH ~ Reverse Height RD ~ Reverse Distance RDA ~ Reverse Distance Angle SD ~ Search Delay DEC ~ Deceleration Sample offset Sync ~Synchronous Offset RDA
2.0 LOOP PROFILE 2.1 Q- LOOP
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
C) Reverse Distance(RD)
Unit ~ (% of the Reverse Height) Effected shape...
Wire Clamp ‘Open’
RD
RD = RH
DIE
RD > RH
12
RH > RD
ASM
ASM
Technology Singapore
Soaring to New Heights
3.1 PARAMETER AFFECTING LOOP BASE A) Loop Height(LH)
Unit ~ um or mil Set the desired Loop Height. Two types of operation mode provided:I) Manu ~ User set Reverse Height & Reverse Distance ii) Auto ~ Reverse Height will be auto calculated.
10
ASM
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
Aut 1 , Aut 2 , Aut 3 , Aut 1 : Reverse Distance : 80% Aut 2 : Reverse Distance : 80% Aut 3 : Reverse Distance : 80% Reverse Distance Angle : 20 Reverse Distance Angle : 0 Reverse Distance Angle : - 30
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
D) Reverse Distance Angle(RDA)
Unit ~ Degree (° ) Set Reverse Motion Angle direction to form the sharpness of 1st kink. It is defined as degree from vertical away from 2nd bond.
E) Loop Height Correction(LHC)
1 step = 10 um Adjust the length of wire payout for loop length before wire clamp are ‘closed’.
Loop Height Correction Wire Length
ASM
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287
2.3 PENTA LOOP (3 KINK’S)
Aut 1
Aut 2
Aut 3
11
ASM
ASM
Technology Singapore
Soaring to New Heights
2 Yishun Avenue 7, Singapore 768924. Tel: (65)(65)-67526311 , Fax: (65)(65)-67582287