水泥粉磨DCS控制系统——配料控制系统的设计与实现毕业设计方案
水泥生产线DCS控制方案
水泥生产线DCS控制方案一、工艺介绍(1200t/d熟料水泥生产线)水泥生产的工艺过程,通常可以简要地概括为“两磨一烧”,即首先将原料粉磨成生料,然后经过煅烧形成熟料,再将熟料粉磨成水泥。
从砂岩库、石灰石库、钢渣库、粉煤灰库经过定比配料系统混合成原料粉,传送系统将原料粉传送进生料磨机进行生料制备,制备好的生料进均化库。
均化库里的生料通过定量给料机将生料送进预热器预热后进回转窑系统煅烧成熟料。
煅烧后的熟料经过冷却破碎后即可以送入成品站的成品磨机磨成成品水泥。
本系统共分为废气处理及配料系统、生料制备、窑尾、回转窑、磨机、成品系统。
二、控制系统废气处理及配料系统从石灰石厂购进的石灰石、炼钢厂购进的钢渣、砂岩厂购进的砂岩分别通过提升机提升到各自的库存系统里面,在生料磨机已经启动的前提下,原料粉通过皮带核子称定比配料系统进行下料。
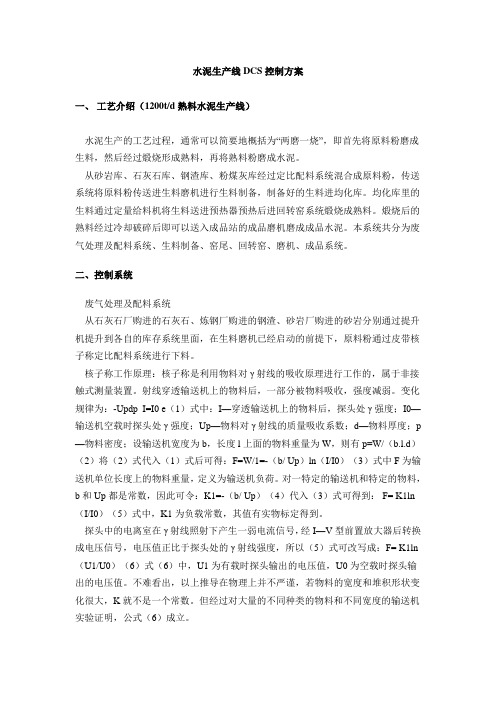
核子称工作原理:核子称是利用物料对γ射线的吸收原理进行工作的,属于非接触式测量装置。
射线穿透输送机上的物料后,一部分被物料吸收,强度减弱。
变化规律为:-Uрdр I=I0 e(1)式中:I—穿透输送机上的物料后,探头处γ强度;I0—输送机空载时探头处γ强度;Uр—物料对γ射线的质量吸收系数;d—物料厚度;р—物料密度;设输送机宽度为b,长度l上面的物料重量为W,则有р=W/(b.l.d)(2)将(2)式代入(1)式后可得:F=W/1=-(b/ Uр)ln(I/I0)(3)式中F为输送机单位长度上的物料重量,定义为输送机负荷。
对一特定的输送机和特定的物料,b和Uр都是常数,因此可令:K1=-(b/ Uр)(4)代入(3)式可得到: F= K1ln (I/I0)(5)式中,K1为负载常数,其值有实物标定得到。
探头中的电离室在γ射线照射下产生一弱电流信号,经I—V型前置放大器后转换成电压信号,电压值正比于探头处的γ射线强度,所以(5)式可改写成:F= K1ln (U1/U0)(6)式(6)中,U1为有载时探头输出的电压值,U0为空载时探头输出的电压值。
水泥厂DCS集散控制系统

水泥厂DCS集散控制系统我公司集多年来自动化系统项目实施经验开发的水泥厂Weith-DCS01集散控制系统采用施耐德、ABB、西门子等公司功能先进的PLC作为核心控制器,上位机采用功能丰富的Vijeo Citect、Wincc、PPA等人机界面软件,Weith-DCS01型集散控制系统系统按照“分散控制、分散操作、集中调度管理”的要求进行设计,系统具有全自动逻辑控制、在线工艺状态显示及参数记录、运行故障诊断记录、生产报表显示记录等功能。
水泥生产的工艺过程,可以简要地概括为“三磨一烧”,即首先将原料粉磨成生料,然后经过煅烧形成熟料,再将熟料粉磨成水泥。
从砂岩库、石灰石库、钢渣库、粉煤灰库经过定比配料系统混合成原料粉,传送系统将原料粉传送进生料磨机进行生料制备,制备好的生料进均化库。
均化库里的生料通过定量给料机将生料送进预热器预热后进回转窑系统煅烧成熟料。
煅烧后的熟料经过冷却破碎后即可以送入成品站的成品磨机磨成成品水泥。
水泥生产工艺设备单机容量大,生产连续性强、对快速性和协调性要求高。
为了提高企业生产效率和竞争力,自动控制的实施至关重要。
我公司研制开发的Weith-DCS集散控制系统能够很好的满足水泥行业以开关量为主,模拟量为辅且伴有少量回路调节的控制要求。
原料破碎及储存系统入料刮板输送机采用变频调速调节破碎机的喂料量,喂料量的自动控制,以破碎机功率的变化来自动调节板喂机的速度,使其速度保持在满足要求的范围内运行,不至于由于板喂机的速度过高使石灰石料仓的料卸空,来料直接落在板喂机上,对设备起到一定的保护作用。
原料输送采用“逆流程启动,顺流程停车”原则对设备进行控制。
图1 原料破碎及储存系统流程原料配料系统生料质量控制(QCS)系统由在线钙铁荧光分析仪、计算机、调速电子皮带秤等组成。
智能在线钙铁荧光分析仪可进行自动取样、制样,并进行连续测定,由QCS系统进行配料计算,并通过DCS对电子调速皮带秤下料量进行比例调节和成分控制,使生料三率值保持在目标值附近波动。
水泥粉磨控制系统改造的设计与实现

冶金自动化2001年第2期47[摘要]冀东水泥1#生产线水泥磨控制系统改造,采用了A B PLC5系列控制器。
本文着重介绍系统的硬件配置、原系统软件功能的替代以及新系统软件的结构和功能的实现。
[关键词]水泥磨;DH +网;PLC [中图分类号]TQ 172.6+3;TP29[文献标识码]B[文章编号]1000 7059(2001)02 0047 03(1 冶金自动化研究院,北京100071;2 唐山冀东水泥股份有限公司)水泥粉磨控制系统改造的设计与实现[收稿日期]2000 10 17;[修改稿收到日期]2000 11 25[作者简介]张洪军(1966-),男,江苏响水人,工程师,硕士,主要从事自动化技术的研究和应用工作。
张洪军1,王全生1,高建明2,王亭津2,张俊和2,刘臣2水泥粉磨子系统因为与其它系统相对独立,对生产线的连续性影响较小,且仪表控制回路较少,故被选择作为实现整个自动化系统改造的第1步目标,本子系统改造从1995年5月开始启动。
1工艺简介水泥粉磨在水泥生产工艺中位于熟料煅烧之后,作用在于将经煅烧制得的成品熟料研磨成为成品水泥。
成品熟料从储料仓的底部用振动卸料器取出,经皮带运输机送到磨头仓,几个不同的磨头仓通过安装于其底部的计量皮带喂料机按比例配入相应几种混合材料,同时喂入水泥粉磨。
带有旋风式空气选粉机和双仓管式磨的水泥粉磨闭路循环系统,将物料研磨成为水泥成品。
水泥成品由气力输送泵或皮带运输机输送到某一水泥库中。
2原控制设备状况冀东水泥生产1#线共有两套水泥粉磨生产线,分别由两套东芝2000型PLC 控制,称为水泥粉磨A 子系统(F1)和水泥粉磨B 子系统(F2)。
水泥粉磨A 子系统和B 子系统虽然分别控制两套水泥粉磨生产线,但在工艺上两套水泥粉磨生产线共用磨头仓皮带运输机和水泥成品输送线,故两套系统的控制联锁很多。
又因东芝2000型PLC 之间不能相互连网,只能通过直接I /O 方式进行联络,因此两套系统增加了大量的直接I /O 点,也增加了维护量和控制程序的复杂性。
大型新型干法水泥生产线DCS控制系统设计
大型新型干法水泥生产线DCS控制系统设计大型新型干法水泥生产线DCS控制系统设计随着经济的快速发展,水泥行业作为重要的基础建设材料的供应者,其需求量也在不断增长。
为满足市场需求,大型新型干法水泥生产线成为了水泥行业的主流。
DCS控制系统作为一种高性能的自动控制技术,也得到了广泛应用。
大型新型干法水泥生产线DCS控制系统设计中的关键问题是实现自动化管理和优化控制。
首先,需要对生产线进行细致的分析和设计,确定各个单元之间的关系和连接方式。
其次,要考虑如何在生产过程中采集和处理各种参数的数据,以便及时掌握生产线运行状态。
最后,需要建立一个强大的控制算法,通过对数据的分析和处理,对生产过程进行智能化控制和优化。
在大型新型干法水泥生产线DCS控制系统设计中,首先要确立一个完善的数据采集和处理系统。
通过安装传感器和仪表,实时采集生产线各个环节的温度、压力、流量等参数数据,并传输到中央控制室进行处理和分析。
同时,还需要建立一个数据库,存储历史数据以供后续分析和参考。
在控制算法的设计上,大型新型干法水泥生产线DCS控制系统需要考虑多个环节的协同控制。
例如,在原料预处理环节中,通过控制物料的比例和流速,实现原料的均一化和粉磨。
在熟料烧成环节中,通过控制窑头和窑尾的温度和压力,实现熟料的高效烧成。
在水泥磨环节中,通过控制磨机的转速和出料量,实现水泥的细磨和成品水泥的质量控制。
为了确保系统的稳定性和可靠性,大型新型干法水泥生产线DCS控制系统设计中还需要考虑安全控制和故障诊断。
通过设置各种保护装置和报警系统,及时发现和处理生产线的异常情况。
同时,利用先进的故障诊断技术,对生产线进行故障分析和预测,提前采取措施避免生产线停机和事故发生。
在大型新型干法水泥生产线DCS控制系统设计中,还需要注重人机界面的设计和实施。
通过直观的图形界面和友好的操作方式,方便操作人员进行生产线的监控和控制。
同时,还可以通过远程监控和互联网技术,实现生产线的远程控制和管理。
(报告)DCS系统在水泥行业中的应用

1. 概述1.1课程设计题目水泥生产生料制备工艺监控系统设计1.2课程设计研究背景随着社会的快速发展,水泥建材需求不断扩大,应用范围也越来越广泛,从高楼大厦到园林艺术,都需要水泥的浇筑。
另外,微电子技术、计算机技术、自动控制理论和通信技术的发展,DCS技术在工业控制领域发挥巨大的作用,越来越深入。
当然在水泥行业也不例外,DCS控制系统也得到了很大的应用。
采用这种系统可以实现电动机成组程序控制,过程量的采集、处理、显示和调节。
水泥工艺过程是处理固体和粉状物料的生产过程,风、煤、料产生的热工过程变化复杂,不可控因素较多。
从过程控制的角度看,是一个滞留时间长、时间常数大、外界干扰多、相互干扰关系复杂的过程。
由于DCS的应用,在人员方面减少了需求,提高了效率;在劳动生产率方面,提高了工厂的管理和经营水平;在安全方面,由于不需要人亲自到现场即可进行对整个生产流水线的控制,大大提高了安全系数。
1.3课程设计的意义本次课程设计是自动化专业学生在学习了《计算机控制技术与系统》和《过程控制及仪表》两门专业必修课程及《单片机原理与应用》、《可编程控制器》等相关专业选修课程之后进行的一次全面的综合训练,其主要目的是加深对计算机控制技术相关理论和知识的理解,进一步熟悉计算机控制系统工程设计的基本理论、方法和技能;掌握工程应用的基本内容和要求,整合各专业课程的理论知识和方法,做到理论与实际的统一;培养分析问题、解决问题的能力和独立完成系统设计的能力。
1.4课程设计思想针对水泥生产实际情况,根据生料制备的工作原理,本着经济、实用、先进的设计思想,控制系统要便于扩展和维修,便于安全使用和管理,实现低成本自动化,应用DCS技术,采用串级闭环连接,以收尘量和选粉量两位控制变量,并通过控制热风阀、进风阀等管道阀门的开度,将生料充分打碎碾磨,进入下一个工艺流程,并根据工艺要求设置合理的报警系统,最后通过控制除尘风机的阀门开度,使含尘废气被送入收尘器,经净化后排入大气。
水泥粉磨DCS控制系统设计及调试
时间 3月
SO3 /% 78.82
细 度/% 87.40
改造前
4月
81.36
88.27
5月
80.12
88.86
6月
改造后
7月
8月
82.65 84.48 84.93
Байду номын сангаас
89.39 91.24 92.52
4 调试
由于筹划早, 又在相对熟悉的软件平台上进行软 件编程, 所以程序设计较为完善, 调试时间短, 基本上 一次试车成功。紧接着又进行现场调试, 以及校对 DCS 系统( PLC 柜电气点) 的 DI/DO 点与所有电气室 控制 柜与现场控 制柜的信号 , 校对软件程 序 DI/DO 点与 PLC 柜电气点的信号。发现并解决了以下问题:
1 控制系统的选型与配置
1.1 选型思路 为节省成本和便于管理及维护, 水泥粉磨 DCS
控制系统采用和原料制备、熟料烧成同样的硬件配 置, 并自行设计。所有模块均采用 SIEMENS 的 S7- 400 系列, 该系列的产品采用模块化设计, 性能可靠, 并可显示运行和故障状态, 有带电热插拔的功能, 便 于在线维护; CPU( 中央处理单元) 具有很强的处理能 力; 选用工业以太网接口模块 , 进行网络通讯; I/O 模 块, 带有光电隔离可靠性高; 可利用标准通用的 STEP7 编程软件进行硬件配置、软件编 程和在线 调 试。 1.2 配置
3 DCS 控制系统特点
1) 1 号、2 号线只定一个操作员站, 要监控 2 条水 泥磨生产线从配料到水泥成品入库所有设备的运行 状况。为了减轻中控操作员的劳动强度及节省开支, 我们采用双显卡的方式将 2 条线放在同一个画面, 这
毕业设计---日产12000吨水泥熟料水泥厂生料粉磨系统设计
摘要生料粉磨是将小块状(粒状)物料碎裂成细粉(100μm以下)的过程,即是将原料配合后粉磨成生料的工艺。
本设计为日产12000吨水泥熟料新型干法水泥生产线生料磨系统设计。
设计的任务主要包括生料配合比计算,物料平衡计算和生料粉磨车间系统设备的选型与计算,生料粉磨车间工艺布置设计、生料系统工艺流程图及生料系统工艺布置图设计,并对车间主视图及剖面图进行绘制。
主要技术要求为采取新工艺、新设备,通过分析比较国内外生料磨系统的优缺点,选择先进的生料磨系统,使设计的生料磨系统实现高产、优质、低耗的设计目标。
关键词: 新型干法配合比物料平衡工艺布置设备选型AbstractRaw material grinding is the process of small block (granular) material broken into a fine powder (100μm or less), that is, with the raw material into raw material after the grinding process. This is designed to produce 12,000 tons of cement clinker on cement production line raw mill system. Design tasks include calculation of raw mix, the material balance calculations and raw material grinding plant system, equipment selection and calculation of raw material grinding plant layout design process. Raw material Raw material process flow diagram and layout process Design, and the main view and profile of the workshop were drawn. The main technical requirements for the adoption of new technology, new equipment, at home and abroad by analyzing and comparing the advantages and disadvantages of the raw mill system, select Advanced raw mill system, raw mill so that the system designed to achieve high yield, high-quality, low power design goals.Key words: Dry Mix The material balance Process arrangement Equipment Selection目录前言 (1)第一章总论 (4)1.1 设计任务及其依据,论述所生产产品的意义和价值 (4)1.1.1 设计任务: (4)1.1.2 生产产品的种类及定义 (4)1.1.3 产品的意义和价值 (4)第二章总平面布置和工艺流程 (6)2.1 水泥厂总平面设计的步骤 (6)2.1.1初步设计 (6)2.2 工艺设计的基本原则和程序 (6)2.2.1 工艺设计的基本原则 (6)2.2.2 工艺设计的程序 (7)2.3工艺流程简介 (7)2.3.1 生料制备 (8)第三章生料车间设计 (10)3.1配料及物料平衡计算 (10)3.1.1基本条件 (10)3.1.2生料配合比计算 (11)3.1.3.理论料耗 (11)3.1.4.计算干基实际消耗定额 (12)3.1.5.计算湿基实际消耗定额 (12)3.1.6.计算是物料配合比 (12)3.1.7.物料平衡表 (12)第四章主机设备选型计算 (14)4.1 石灰石破碎系统 (14)4.1.1 破碎设备 (14)4.2 原料粉磨系统 (15)4.2.1 原料粉磨设备 (15)4.3 收尘系统 (16)4.3.1 旋风收尘器 (16)4.3.2 电收尘器 (17)4.3.3 增湿塔 (19)4.4 输送设备 (19)4.4.1 带式输送机(由配料站入磨) (19)4.4.2 螺旋输送机 (20)4.4.3 斗式提升机 (21)4.4.4 空气输送斜槽 (22)4.4.5 链式输送机 (22)4.5 主机能力平衡表 (24)结论 (25)谢辞 (26)参考文献 (27)前言在水泥生产中, 传统的生料粉磨系统是球磨机粉磨系统, 而当立磨出现以来, 由于它以其独特的粉磨原理克服了球磨机粉磨机理的诸多缺陷, 逐渐引起人们的重视。
硕士论文答辩-水泥粉磨站DCS系统设计与实现

实现。
前言
设备及设备之间连锁控制,实 现对全厂的生产情况进行监控
电流 检测 设备 压力 检测 设备 温度 检测 设备 频率 检测 设备 流量 检测 设备
前言
从生产效率、节能降耗、控制污染、改善劳动条件、保证 生产安全等方面对DCS控制系统的优点进行分析;本项 目采用DCS集中控制系统,对生产进行集中管理,分散 控制,局部采用计算机现场总线的配置方式,作为计算机 集散系统的一部分,以便于监控和维修的方便。本文依托 水泥粉磨生产线与DCS系统,结合施耐德基于 Quantum和momentum之间的系统方案,对水泥粉 磨生产线DCS设计与实现进行针对性的研究。设计完成 时将在电脑上实行模拟实验的方法,进行逐个试验,实现 控制的准确性。
• 国产DCS系统取 得了较大进步, 国产系统的市场 占有率逐渐攀升
近年来国产DCS系 统逐步成熟
• 其中北京和利时 公司和浙大中控 公司凭借自身雄 厚的实力,成为 国产DCS厂家中 的佼佼者
主要研究的内容
主要研究的内容
设备
名称
辊压机
规格型号
主要技术性能 入磨料度≤60mm,电机功率2×800KW(电压 10KV),能力460-510t/h,最高入料湿度5% 主电机功率3150KW(电压10KV),转速
使用性价比高的施耐 德公司的Quantum、 Momentum模块,编 程软件采用CONCEPT。
主要设计
熟料输送与储 存部分 水泥粉磨 部分 水泥包装 部分
• 设有冗余的Modbus网络接口, 171CCC96030是控制熟料输送与储存 主机、辅机等设备的远程I/O站,完成熟 料输送与储存各设备的信号采集与传递。
DCS控制的意义
集中控制 • 操作员根据按工艺流程预先编制的程序,将设备起动与 停车 机旁控制 • 人员在机旁手动开、停设备,以便单机调试 检修方式 • 集中遥控和机旁均不能启动设备,确保检修时人员的安 全。 • 故障停车时,中控操作室和机旁均能紧急停车。
水泥粉磨系统的控制流程设计和分析
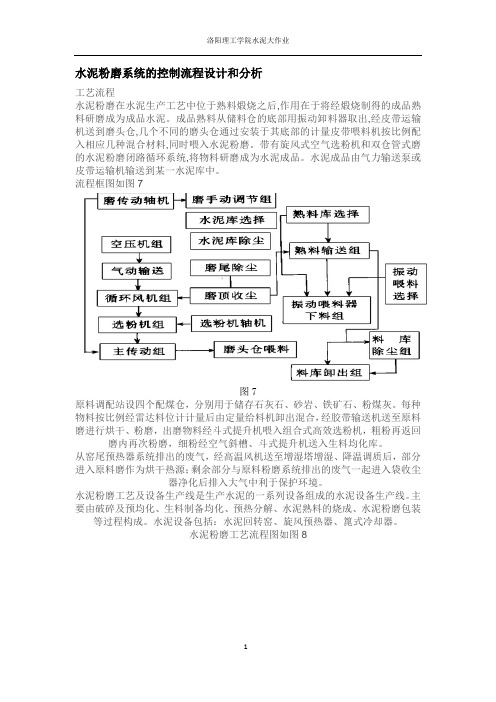
水泥粉磨系统的控制流程设计和分析工艺流程水泥粉磨在水泥生产工艺中位于熟料煅烧之后,作用在于将经煅烧制得的成品熟料研磨成为成品水泥。
成品熟料从储料仓的底部用振动卸料器取出,经皮带运输机送到磨头仓,几个不同的磨头仓通过安装于其底部的计量皮带喂料机按比例配入相应几种混合材料,同时喂入水泥粉磨。
带有旋风式空气选粉机和双仓管式磨的水泥粉磨闭路循环系统,将物料研磨成为水泥成品。
水泥成品由气力输送泵或皮带运输机输送到某一水泥库中。
流程框图如图7图7原料调配站设四个配煤仓,分别用于储存石灰石、砂岩、铁矿石、粉煤灰。
每种物料按比例经雷达料位计计量后由定量给料机卸出混合,经胶带输送机送至原料磨进行烘干、粉磨,出磨物料经斗式提升机喂入组合式高效选粉机,粗粉再返回磨内再次粉磨,细粉经空气斜槽、斗式提升机送入生料均化库。
从窑尾预热器系统排出的废气,经高温风机送至增湿塔增湿、降温调质后,部分进入原料磨作为烘干热源;剩余部分与原料粉磨系统排出的废气一起进入袋收尘器净化后排入大气中利于保护环境。
水泥粉磨工艺及设备生产线是生产水泥的一系列设备组成的水泥设备生产线。
主要由破碎及预均化、生料制备均化、预热分解、水泥熟料的烧成、水泥粉磨包装等过程构成。
水泥设备包括:水泥回转窑、旋风预热器、篦式冷却器。
水泥粉磨工艺流程图如图8图81、辊压机终粉磨:从配料站来的混合料由带式输送机送至生料粉磨车间,带式输送机上挂有除铁器,将物料中混有的铁件除去,同时在该带机上装有金属探测器,发现有金属后气动三通换向,将混有金属的物料由路旁卸出,以保证辊压机的安全运行。
不含金属的物料由气动通经重锤锁风机喂入V 型选粉机,在V 型选粉机中预烘干后,通过提升机进入稳流仓,稳流仓设有荷重传感器检测系统。
物料从稳流仓喂入辊压机中进行挤压,挤压后的料饼通过提升机送入V 型选粉机中进行打散、烘干和分级,细小颗粒被热风选粉机分选出来;粗颗粒与新喂入的混合料一同进入循环挤压过程。
水泥磨粉dcs控制系统包装系统设计
水泥磨粉dcs控制系统包装系统设计水泥磨粉是水泥生产过程中的重要环节,生产的质量和效率直接影响到整个生产线的稳定性和经济效益。
DCS控制系统包装系统设计是水泥磨粉生产线中关键的一环,本文将从三个方面分别展开。
一、DCS控制系统设计1、系统功能DCS控制系统是整个水泥磨粉生产线控制的核心,其主要功能包括:控制水泥磨粉生产线的进料、出料、混合、加水、传动等各个环节,保证整个生产线的自动化操作和生产效率的提高;监控和控制生产过程中的温度、压力、液位、流量等各种关键参数,保证生产线的稳定运行;实时收集并处理生产线中的各种数据信息,生成报表、分析数据,为后续的生产决策提供依据。
2、系统组成DCS控制系统一般由控制器、输入输出模块、远程通讯模块、操作台、人机界面、数据库软件等组成。
其中控制器是整个系统的核心,其主要作用是对数据进行处理和分析,并采取相应控制策略来实现系统的自动化控制;输入输出模块负责采样、测量和发出控制信号;远程通讯模块负责实现与上级控制系统、下级设备的互联;操作台和人机界面是系统操作和监控的基本手段;数据库软件则负责系统数据的管理和存储。
3、系统特点DCS控制系统以其自动化、智能化、高效率的特点,成为了现代化水泥磨粉生产线的必备控制设备。
它通过集中控制、监控和运行数据管理等功能,实现了生产线的全面自动化控制,大大提高了生产效率和质量稳定性,降低了人工干预的工作量,同时也为企业提供了更加精确和全面的生产数据和管理手段。
二、包装系统设计1、包装机械包装机械是水泥磨粉生产线中一个重要的环节,主要负责将水泥磨粉装入袋子中,并进行封口、称重等操作。
包装机械一般是由计量装置、袋子传送机、封口机、自动输送机组成。
2、包装材料水泥磨粉的包装材料一般有纸袋、塑料袋、复合材料袋等多种类型,其中塑料袋和复合材料袋在技术上相对较成熟并已广泛应用。
这些袋子可以根据客户需求进行包装,袋子的重量一般在25-50kg之间。
水泥磨粉DCS控制系统-可用
水泥粉磨DCS控制系统——包装控制系统的设计与实现摘要ABSTRACT1概述2方案论证2.1 集散控制系统的简介集散控制系统(Distributed Control System)是以微处理器为基础的集中分散型控制系统。
集中控制系统是进行集中管理的,而系统的体系结构是分布式的,总体上是一种分布结构的控制系统。
DCS控制系统有以下特点:⑴DCS系统作为计算机控制系统中较为完善和成熟的技术,能够对分布于较大范围内的执行机构进行控制,并采用集中管理、分散控制的策略。
⑵DCS系统编程灵活,可以方便地实现历史数据存储、动态显示、报表打印等功能。
⑶DCS可采用组态软件,容易组态,系统集成方便,可靠性高。
2.2 Industial IT控制系统简介Industrial IT系统是ABB公司推出的一种全能综合型开放控制系统,该系统融传统的DCS和PLC优点于一体并支持多种国际现场总线标准。
它既具备DCS的复杂模拟回路调节能力、友好的人机界面(HMI)及方便的工程软件,同时又具有与高档PLC指标相当的高速逻辑和顺序控制性能。
系统既可连接常规I/O,又可连接Remote I/O及Profibus、FF、CAN、Modbus等各种现场总线设备。
系统具备高度的灵活性和极好的扩展性,无论是小型生产装置的控制,还是超大规模的全厂一体化控制,甚至对于跨厂的管理控制应用,Industrial IT都能应付自如。
系统分为两级:操作管理级(操作站OS、工程师站ES及网关GS)和过程控制级(过程站PS及现场控制器AC800F)。
在操作管理级上不仅实现传统的控制系统监控操作功能(预定义及自由格式动态画面显示、趋势显示、弹出式报警及操作指导信息、报表打印、硬件诊断等),而且完成配方管理及数据交换等管理功能。
过程控制级实现包括复杂控制在内的各种回路调节(各种PID、比值、Simith……)和高速逻辑控制、顺序控制以及批量间歇控制功能。
每个过程站PS支持5个机架单元,可配置44个I/O模件(1408个I/0点),PS过程站的CPU模件、电源及系统网络接口均可冗余。
水泥配料计算机控制系统的设计及应用
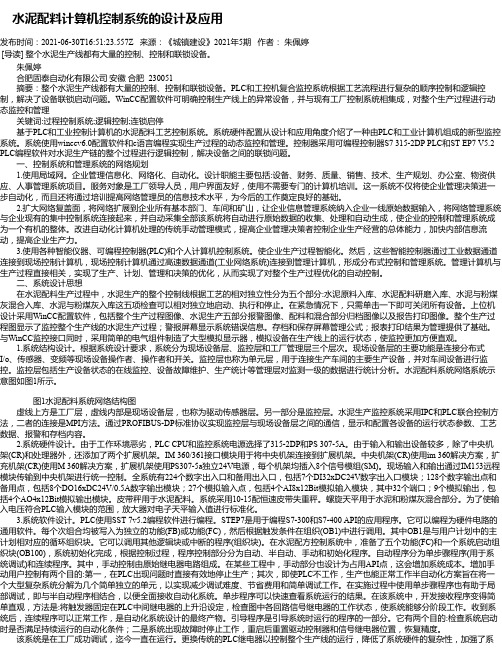
水泥配料计算机控制系统的设计及应用发布时间:2021-06-30T16:51:23.557Z 来源:《城镇建设》2021年5期作者:朱佩婷[导读] 整个水泥生产线都有大量的控制、控制和联锁设备。
朱佩婷合肥固泰自动化有限公司安徽合肥 230051摘要:整个水泥生产线都有大量的控制、控制和联锁设备。
PLC和工控机复合监控系统根据工艺流程进行复杂的顺序控制和逻辑控制,解决了设备联锁启动问题。
WinCC配置软件可明确控制生产线上的异常设备,并与现有工厂控制系统相集成,对整个生产过程进行动态监控和管理关键词:过程控制系统;逻辑控制;连锁启停基于PLC和工业控制计算机的水泥配料工艺控制系统。
系统硬件配置从设计和应用角度介绍了一种由PLC和工业计算机组成的新型监控系统。
系统使用winccv6.0配置软件和c语言编程实现生产过程的动态监控和管理。
控制器采用可编程控制器S7 315-2DP PLC和ST EP7 V5.2 PLC编程软件对水泥生产链的整个过程进行逻辑控制,解决设备之间的联锁问题。
一、控制系统和管理系统的网络规划1.使用局域网。
企业管理信息化、网络化、自动化。
设计职能主要包括:设备、财务、质量、销售、技术、生产规划、办公室、物资供应、人事管理系统项目。
服务对象是工厂领导人员,用户界面友好,使用不需要专门的计算机培训。
这一系统不仅将使企业管理决策进一步自动化,而且还将通过培训提高网络管理员的信息技术水平,为今后的工作奠定良好的基础。
2.扩大网络复盖面,将网络扩展到企业所有基本部门、车间和矿山,让企业信息管理系统纳入企业一线原始数据输入,将网络管理系统与企业现有的集中控制系统连接起来,并自动采集全部该系统将自动进行原始数据的收集、处理和自动生成,使企业的控制和管理系统成为一个有机的整体。
改进自动化计算机处理的传统手动管理模式,提高企业管理决策者控制企业生产经营的总体能力,加快内部信息流动,提高企业生产力。
水泥粉磨系统的DCS控制
水泥粉磨 的原料有熟料 、石膏 、混合材并按 ■曩 ・ ■噩 ・ 曩擅 2O 年第 1 O2 期 ・5 5・
维普资讯
一
定 比例组 成 ,所 以其 配 料 的 自动 控 制 实 际 卜是
13 1 提 升 机功 率控 制 .. 提 升 机 拖 动 电 动机 的 功率 消 耗 正 比于 提升 机 所 载有 的循 环 荷 重 以及 空 斗 的 重 量 ,因此 提 升 机 的负载是磨 机 预料 量 的量 值 。提 升 机 电 动 机 的 功
维普资讯
水泥粉磨系统的D S控制 C
张 华 山
( 哈尔滨岩棉厂 )
■
摘
要
本文彳 绍 了水泥粉磨 系统 的计算 机集 散控制 系统 的实现 .并着重讨论 了水泥磨 配料 的 自动控 卜 计算机 集散控制
制和水泥磨负荷的智能控制 关键 词 水泥粉磨
水泥粉磨 系统有熟料仓 、石膏仓 、混合材仓 3 个储 库料 仓 采用 雷达 料位计 检测仓 位 高低 , 输出的 4 O A电流信号接 人 P C —2m L ,再 送上位工
控机 显 示 ,由 上 位 机 根 据 仓 位 对 人 料 进 行 控 制。 对料 位设定 上下线 报警 功 能。 12 水泥配料 自动控 制 .
地或 全部地 消 失,这种 情 况通 常称 为 “ 饱磨 。
“ 饱磨 ”或 “ 磨 ”都 会 使 水 泥 磨 机 的 效 率 非 常 空
一
种 比值控 制 系统 ,要 控 制 的 是 3种 原 料 的 流 量
比值。每种原料有 1 台调速皮带秤调节喂料流量
工控 机根 据要 人 磨 的 喂料 总量 和 原 料 的 工艺 比例 计算 出每 种 原 料 的设 定 值 此 设 定 值 送 人 PC, L 由 PE转 化 为对应 的 4 2rA电流 信 号 输 出给 变 I — 0 n 频 器 去控 制皮 带秤 的速 度 ,即控 制 了原料 的流量 。 为保 证 流量为 对 应 恒 定 值 .采 用 负 反 馈 回路 形 成 闭环 。皮 带秤 的 荷 重传 感 器和 变 频 器 的 速度 信 号 接人 21 表 ( 0仪 可用 于就 地 显示 流 量 ) 0 仪 表 ,21 可把 流量 转化 为 4 一加rA电流 信 号 送 人 PC 由 n L, PC与 设定 值 进 行 比较 ,并 采 用 数 字 PD控 制 方 L I 式 ,使 输 出保持 为恒 定 值 。控 制方 案 如图 1 示 : 所
水泥磨粉dcs控制系统包装系统设计

水泥磨粉dcs控制系统包装系统设计摘要................................................................................................................. 错误!未定义书签。
ABSTRACT .................................................................................................... 错误!未定义书签。
1概述............................................................................................................. 错误!未定义书签。
1.1 水泥包装国内外进展概况.............................................................. 错误!未定义书签。
1.2 水泥生产的自动化操纵概况.......................................................... 错误!未定义书签。
1.3 选题的目的、意义及指导思想...................................................... 错误!未定义书签。
2方案论证...................................................................................................... 错误!未定义书签。
2.1 集散操纵系统的简介...................................................................... 错误!未定义书签。
水泥原料磨控制系统的设计及应用

44�DISCRETE MANUFACTURING│离散制造水泥原料磨控制系统的设计及应用Design and Application of Cement Raw Material Mill Control System• 洛阳师范学院物理与电子信息学院 王希娟 Wang Xijuan 冯京晓 Feng Jingxiao• 中信重工机械股份有限公司 吴新民 Wu Xinmin 周威 Zhou Wei摘 要:在介绍水泥原料磨控制系统的控制工艺及要求的基础上,对系统的现场执行层设备、中间控制层程序及上位监控层作了详细研讨。
系统通过运行,具有良好的操作界面和安全可靠的应用效果。
关键词:原料磨 现场执行层 中间控制层 上位监控层Abstract: In this paper, the control technology and requirements of the cement raw material mill control system are described in detail, and the fi eld execution layer equipment, intermediate control layer program and upper monitoring layer of the whole system are described in detail. Through practical application, the system runs well, with good operation interface and safe and reliable application eff ect.Key words: Raw Mill The executive level Intermediate control layer Upper monitoring layer【中图分类号】TQ172 【文献标识码】B 文章编号1606-5123(2020)03-0044-031 引言伴随着世界经济的快速发展,各国在城市建设和基建方面进行大力改善,使得建材方面的相关产品也取得长足进步。
最新5000td干法水泥生产线DCS系统控制方案汇总
5000t d干法水泥生产线D C S系统控制方案五、5000t/d干法水泥生产线DCS系统解决方案1、前言5000t/d水泥生产线设中央控制室一座,系统主机设备、工程师站、操作站设置在中央控制室,根据生产控制和管理要求设工程师站、操作站和现场控制站,一般分为原料粉磨现场控制站(包括原料磨、原料调配、联合储库),烧成窑尾现场控制站(包括窑尾、废气处理、煤磨)烧成窑头现场控制站、水泥粉磨现场控制站(包括水泥磨、熟料库底、水泥库顶)。
(见水泥厂DCS系统结构示意图)图根据实际情况各主控制站可带远程控制站5000t/d干法水泥生产线(不含矿山,包装)一般有2500左右个控制站,其中开关量1800点左右,模拟量700点左右,所以说水泥生产线以逻辑控制为主,可根据工艺情况在上位机用梯形图或其他逻辑控制语言编制逻辑控制程序,一般是逆流程启动、顺流程停车。
现场控制站完成顺序逻辑控制和设备间的联锁、数字量和模拟量的数据采集处理、PID回路的控制等。
水泥厂的逻辑控制包括组启动、组停车、紧急停车、故障复位、设备之间的联锁、设备内部联锁等。
操作员攻占做通过CRT和键盘完成生产逻辑的监控和操作,用电设备的备妥、运行、故障等状态的显示,生产过程参数的显示、设定、报警、记录和优化等控制。
各种故障报警及工艺参数可由打印机打印出来。
网络系统完成各操作员工作站,各现场控制站之间数据传输以及其他控制系统计算机双向数据通讯等。
2、开光量控制原理(1)用电设备控制原理水泥行业的控制以逻辑控制为主,主要是控制现场用电设备的顺序启停,以及设备之间、主机设备自身的联锁。
用电设备的控制原理图如下所示,现场抽屉柜的要是开关K4打到备妥位置,继电器K1线圈得点,触点9、5吸合,现场送给DCS一个DI(备妥)信号,表示现场设备已经上电,如果没有备妥信号DCS系统不可能启动现场设备。
如果由DCS发出一个DO(驱动信号),继电器K线圈得电,触点9、5吸合,便得主接触器KM吸合,用电设备运行,主接触器的辅助触点13、14吸合,给DCS一个DI(运行)信号,表示用电设备已经在现场运行起来。
水泥厂dcs控制系统

水泥厂dcs控制系统水泥生产的工艺过程,可以简要地概括为三磨一烧,即首先将原料粉磨成生料,然后经过煅烧形成熟料,再将熟料粉磨成水泥。
从砂岩库、石灰石库、钢渣库、粉煤灰库经过定比配料系统混合成原料粉,传送系统将原料粉传送进生料磨机进行生料制备,制备好的生料进均化库。
均化库里的生料通过定量给料机将生料送进预热器预热后进回转窑系统煅烧成熟料。
煅烧后的熟料经过冷却破碎后即可以送入成品站的成品磨机磨成成品水泥。
水泥生产工艺设备单机容量大,生产连续性强、对快速性和协调性要求高。
为了提高企业生产效率和竞争力,自动控制的实施至关重要。
水泥生产设备大型化是实现工艺技术的手段和途径。
为达到此目的必须提高设备制造技术和与之相配套的原材料(耐热、耐磨、耐火材料)的质量,提高必要的检测、保护装置的灵敏可靠性。
由于近年来计算机控制技术、通信技术和图形显示技术的飞速发展,DCS 这种分散控制,集中管理的集散型控制系统已经在世界水泥工业中得到广泛的应用。
采用这种系统可以实现电动机成组程序控制,过程量的采集、处理、显示和调节。
大大提高了劳动生产率,提高了工厂的管理和经营水平。
水泥工艺过程是处理固体和粉状物料的生产过程,风、煤、料产生的热工过程变化复杂,不可控因素较多。
从过程控制的角度来看,是一个滞留时间长、时间常数大、外来干扰多、相互干扰关系复杂的过程。
系统概述工程范围:为日产2500吨新型干法水泥生产线提供完整的集散控制系统(DCS),满足水泥生产需要,为生产高品质水泥提供稳定性保障。
控制系统设计的总体目标为生产高品质水泥提供可靠的运行环境;提高整个水泥生产线的自动化水平;实现机组高品质运行,提高运行经济性;提高运行人员工作效率,满足机组运行全能值班要求;提高效益,降低能耗。
功能设计:体现DCS建成后的自动化程度、处理事故能力(报警、分析、指导、处理等)。
水泥原料入磨组控制系统的设计及应用

水泥原料入磨组控制系统的设计及应用文章对水泥生产系统原料入磨组部分工艺流程和现场执行层应用设备进行介绍,并对水泥入磨组控制系统中间控制层、上位监控层以及控制操作流程做了详细叙述,通过对水泥原料入磨组控制系统实际应用,具有较好的效果。
标签:原料入磨;工艺流程;现场执行层;中间控制层;上位监控层1 概述随着我国经济的快速发展,国家综合实力得到迅速提高。
基础设施、公路、铁路、房地产等行业取得长足进步,使得水泥行业也随之得到蓬勃发展。
但随着水泥企业的不断增多,带来了行业内的潜在隐患,产能过剩已成为必然。
怎样使水泥生产线高效、低能耗生产,工艺线合理、可靠、安全运行显得日益重要。
原料立磨作为水泥原料生产的重要设备直接影响着水泥线的生产和产量,其正常工作对水泥生产线至关重要。
而原料入磨组控制系统的优劣直接影响产量和质量。
基于此,根据国内某5000t/d生产线本文对原料入磨控制系统的设计作以详细叙述,并就实际应用进行探讨。
2 水泥原料入磨组工艺各种原料按设定的配比,由各自的计量皮带秤计量后,由胶带输送机输送至原料粉磨系统进行粉磨。
入磨胶带输送机采用变频调速,可短时间内调节入磨物料量,稳定磨内料层厚度。
同时在皮带机的上方设电磁除铁器(铁粉卸料点的前面)和金属探测仪(皮带输送机头部),防止铁块等金属进入磨内。
入磨前设排除金属异物的三通阀(05.01),该阀也作配料皮带秤实物标定出料口用。
各原料的配比由质量值班人员设定。
生料粉磨采用LGM5426立磨(05.03),磨机入口采用回转喂料锁风阀(05.02)。
入磨胶带输送机送来的原料通过回转喂料锁风阀喂入生料磨,物料在磨内被研压粉碎、烘干并被选粉机分选,成品生料粉随出磨气体带出立磨。
入磨物料粒度为90%<80mm,入磨综合水分最大6%,产品细度为88um筛筛余≤12%,0.2mm筛筛余≤1.5%,台时产量为500t/h。
生料粉磨设置有物料外循环系统。
磨内不能被上升气流带起的大颗粒物料作为外循环物料通过翻板阀、皮带输送机(05.12)、提升机(05.14)送至入磨皮带机上,重新喂入立磨中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计方案
题目水泥粉磨DCS控制系统
——配料控制系统的设计与实现
学院
专业电气工程及其自动化
班级
学生
学号
指导教师
二〇一三年四月二日
毕业设计方案
学院专业电气工程及其自动化
学生学号
设计题目水泥粉磨DCS控制系统——配料控制系统的设计与实现
一、选题背景与意义
1.背景现状
工业自动化技术,能够对工业生产过程实现检测、控制、优化、调度、管理、和决策的综合性技术。
而在水泥工业中应用尤为显著,自1824年水泥诞生并实际应用以来,水泥工业经历多次变革,工艺和设备不断改进。
1877年回转窑烧制水泥熟料获得专利权;1905年
湿法回转窑出现;1910年实现了立窑机械化连续化生产;1928年立波尔窑投入生产;1950年悬浮预热器窑的发明使熟料热耗大幅度降低;1971年开发的水泥窑外分解技术,揭开了现代水泥工业的新篇章,形成了新型的干法水泥生产技术;近几年,大型PLC产品和集散系统的应用,使水泥的生产控制又有了进一步的提高。
我国水泥工业自1889年创立工厂,迄今已经有100多年的历史。
我国的水泥工业发展的十分迅速,在70-80年代,我国自行开发的日产700t 、1000t、1200t、2000t熟料的预分解窑生产线相继投产。
从1978年起,相继从国外引进一批
2000~4000t熟料的预分解窑生产线成套设备,迅速提高了我国的新型干法技术水平。
经过技术攻关和科技创新,我国已经在主要经济技术指标达到了国际先进水平。
在水泥产量上看,从1985年水泥年产量跃居世界第一以来,已经持续保持水泥年产量居世界首位多年。
2.目的意义:
DCS系统在结构上将管理监控、实时控制、数据采集等功能分散到不同的计算机中,每台计算机均采用高性能的专业工业控制计算机,必要时采用冗余热备技术,从而保证了系统的可靠性。
利用计算机组态和图形化技术可以方便地实现整个系统功能的模块化组态随着计算机技术的高速发展、成本的大幅降低以及可靠性的不断提高,使计算机及相关技术在水泥生产控制领域获得了极为广泛的应用,分散控制系统—DCS亦随之诞生。
DCS系统集计算机技术、测量控制技术、网络通讯技术和CRT/TFT图象显示技术为一体,在结构上将管理监控、实时控制、数据采集等功能分散到不同的计算机中,每台计算机均采用高性能的专业工业控制计算机,必要时采用冗余热备技术,从而保证了系统的可靠性。
利用计算机组态和图形化技术可以方便地实现整个系统功能的模块化组态
水泥配料的好坏直接影响到水泥的质量与产量。
通过对配料控制系统的研究,可使生产过程实现自动化操作,既节省人力、物力又降低生产成本,通过利用工程机和AC800F等硬件,应用Industrial IT系统 CBF、Digvis组态软件做开发环境,利用PID等控制算法实现粉磨配料生产环节的自动控制,对配料生产环节中的生产情况进行实时监控。
因此掌握DCS系统的集成及控制方法有重要意义。
二、设计内容
设计内容:
1.熟悉水泥粉磨——配料生产工艺流程、电气要求及电器控制电路、掌握Industrial
IT系统的硬件以及CBF、Digivis组态软件等、
2.通过CBF组态软件进行编程,实现对配料生产环节中设备运行的启停监控、模拟量
显示、超越报警、历史趋势显示,动态显示工艺流程图画面及各画面之间的自由切
换;能根据工艺要求,自动控制配料生产环节中各物料的下料量。
3.进行系统方案设计与选型。
4.确定系统变量表、内外部接线图及I\O通道分配。
5.设计配料控制系统界面。
6.进行系统程序开发及系统软硬件仿真调试。
预期结果:
1.工艺流程设定启停
2.工艺流程紧急停止和报警
3.熟料仓自动控制
4.各种物料流量反馈、累计
三、设计方案
水泥粉磨的原料由孰料、石灰膏、混合材料按一定比例组成,所以其配料的自动控制实际上是一种比值控制系统。
本设计内容主要是利用AC800F现场控制器,根据工艺要求,采用比值控制算法,通过对台时产量的设定,实现粉墨生产环节的各种物料的科学配比,合理控制各种物料的下料量。
其工艺流程图见图1。
图1 水泥配料工艺流程
此控制方案采用DCS集散控制,DCS网络结构主要有现场控制级、过程控制级、生产管理级、工厂总体管理和经营管理级等组成。
其网络结构图见图2。
采用DCS控制系统,其构成方式十分灵活,,可以由专门的管理计算机站、操作员站、工程师站、现场控制站、记录站和数据采集站等组成,也可由通用它的服务器、工业控制级计算机和可编程控制器(PLC)构成。
处于最底层的过程控制级别一般由分散的现场控制站、数据采集站等就地实时的实现数据采集和控制,并通过数据通讯网络传送到生产监控计算机。
图2 DCS网络结构
水泥配料的工艺结构中主要由两大部分组成:一是机械部分,其中包括原料库,驻传送皮带,定料给料机和棒型阀门等的控制;二是微机控制部分,其中主要包括工业控制微机一台,流量传感器,变频放大驱动器,以及电机起、停、故障显示、流量累计、趋势显示等。
水泥配料的主要工艺流程为:将水泥生产所需的各原料石灰石、熟料、矿渣和矫正原料分别存在原料库中,通过棒型阀门将原料送给定料给料机,由传感器测出各种物料的下料量,并转换为电信号传给调节器,调节器再将调节信号输出给变频器,构成闭环回路,以调节定料给料机的速度,使定料给料机的流量稳定在某一固定值上。
定料给料机再将各种原料按照一定的比例由住传送带送入磨机,经生料粉墨成生料。
在水泥配料的生产工艺中,将不同的物料按照一定的比例进行配合,由定料给料机来对调配的各种物料的流量就行监测计算。
PLC主要完成对皮带输送设备,设备起停系统,定料给料称重系统进行实时监测控制,并对系统故障进行监测和报警,并向变频器输送信号,进一步调节皮带秤和胶带输送机的转速,来实现配料工艺整个工艺的自动化。
本设计中的主要思路为:
1.根据系统设备表和工艺流程图,大致确定系统的各种模拟量和数字量,并根据这些变量,制定系统的点号表;
2.在CBF里,建立项目树,并对其进行硬件配置;
3.对配置好的硬件中的FI830进行I/O通道分配,分别插入DI801,DO801,AI801和AO801,并对插入的这些DI,DO,AI,AO模块进行I/O编辑,将前面确定的点号表中的变量输入进去;
4.在CBF中进行软件编程,实现要求中的电机分组起停、流量累计等各种功能;
5.进行用户界面制作,先做静态画面,然后再进行动态连接,制作故障显示等;
6.进行系统仿真,查看各功能是否能够顺利实现。
通过水泥配料系统的设计,希望达到的目的为:根据原料资源情况,进行合理配料,从而尽可能地充分利用矿山资源;确定各原料的配比,计算全厂的物料平衡,作为全厂工艺设计及主机选型的依据;确定各原料、燃料的消耗比例,改善物料易磨性和生料的易烧性,为窑磨创造良好的操作条件,达到优质、高产、低消耗的生产目。
通过以上的内容和学习,大致可以做出设计的大纲为:
1.前言
1.1 课题背景和意义
1.2 论文主要内容
2.DCS介绍
2.1 DCS简介
2.2 DCS结构特点
2.3 DCS发展过程
2.4DCS特点
3.水泥工艺流程
3.1 水泥配料介绍
3.2 水泥配料控制系统介绍
4水泥配料系统硬件设置
4.1 项目树建立
4.2 硬件结构配置
4.3 I/O通道分配
5.水泥配料系统软件编程
6.水泥配料系统画面制作
7系统仿真调试
四、参考文献
任林燕孙雪琴《水泥》 2004年第6期
王真《.板式喂料机与定量给料机速度不匹配的解决方案》水泥工程,2005
蒋慰孙, 俞金寿. 过程控制工程[M ] . 北京: 中国石化出版社, 1999, 3.
宋向辉.智能预测控制在磨机系统中的应用及软件设计.北京:北京理工大学,2003.
赵敏,许平海.生料质量控制系统在新型干法水泥生产线上的应用.四川水泥,2005,5 恽源世,林平,J.P.BAR等.水泥生料磨机动态成分控制系统设计.自动化学报,
肖争鸣,李坚利.水泥生产工艺.北京:化学工业出版社,2006.
刘建寿,赵红霞.水泥生产粉碎过程设备嗍.武汉:武汉理工大学出版社,2005.OPC Foundation.OPC DataAccessAutomation Interface Standard version,1999.
A1 Chilsholm.OLE for Process Control takes first step to ward data sharing standards.1996
Isll G H.Shah Hamzei,D.J.Mulvaney.Implementation of all Intelligent Control System RS View 32TM Expanding the world of MMi User Guide, Rockwell Software, 1998.
五、指导教师评语
六、审核意见
济南大学。