松下KR送丝机接线图
松下A6-A5伺服电机各接线端接线图

松下A6-A5伺服电机各接线端子接线图
伺服驱动器各输入输出端子名称,请参照图中所示一一对接。
一、XA的主电源电路
外部电源使用三相电时,分别接L1 L2 L3。
L1C和L1短接,L2C和L3短接。
注意一点,使用单相电时100v 200v时,连接L1和L1C,L3和L2C.。
L2不连接。
请根据上图进行接线,注意线色
二、
XB 电机连接端子电路
1.对应的电机引出线颜色连接电机输出端子(U V W)
2.外置再生电阻器(B1 B2 B3),B2和B3之间需要连接短路线(C型D型),A型B型不需要短路线。
3.地线端子要接地,一个地线端子要接电机,另外一个地线端子要接地线。
三.
X1端子:连接上位机电脑(mini USB)
X2端子:通信连接器RS485 RS232.
X3端子:是安全端子1和2 不连接,3和4安全输入1. 5和6安全输入2 ,关闭发往电源模块的驱动信号,切断电机电流,7和8是EDM输出,监视由于安全功能故障而进行的监视器输出。
X3端子:safe安全模块
X4端子:并行I/o连接端子X5 端子:外部光栅尺连接。
X6端子:编码器的连接。
X7监视器的输出。
唐山松下YM500KR2焊机原理分析与维修
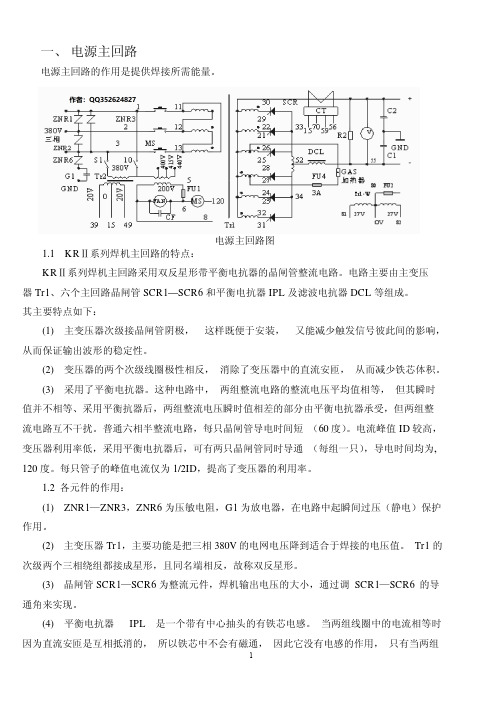
线圈中的电流不相等时, 才会产生磁通, 它才具有电感的作用从而使电流趋于平衡, 所以称 为平衡电抗器。
(5) 直流电抗器 DCL 可改善焊机输出特性,使电弧燃烧稳定。 (6) R2 为续流电阻,提供电流通路,保证晶闸管的维持电流。 (7) 电容 C1、C2 起滤除高频干扰作用。
二、程序控制电路
程序控制电路的核心是模块 IC1。 这个电路实现了收弧“有/无” 选择、 焊接控制, 提
2.8 起动电路 TS“ON”时,28 脚输出高电平。
7
(1)首先,这个电压经 D17、R51 使 QI4 导通,因此 CR1 动作,其常开点 CR1-1 吸合,使得 MS 吸合,主变压器开始供电。
(2)同时,这个电压又经缓冲器 IC20 的 4 脚开始输出: 第一路,经 D79 由 G 点输出到触发电路,使 PC15 导通,触发电路开始工作,从而主回路晶 闸管导通,输出焊接电压; 第二路, 输出到 D82 阴极, 使 D82 反向截止, +15V 经 R251 由 J 点输出到送丝控制电路, 送丝电路开始工作; 第三路,经 IC20(10)由 M 点输出到运算电路,使 QR5 导通,切断 FTT 控制电路。
这部分逻辑如下图所示:
2.5 节电电路 I.P.B“ON”时,PC9 导通,+15V 经 PC9 D16 D93 给电容 C9 充电。
TS“ON”状态时,28 脚电压经 IC20-5 脚
பைடு நூலகம்
4脚
D79
IC20
7脚 6脚
D14 给 C9 充电。
I.P.B 和 TS“OFF”时,C9 通 过 R50 D15 R51 R52
TS 再次“ON”时,IC5 的 6 脚和 7 脚都为高电平,所以其 3 脚输出为高电平,IC7 再次 转换,从而又转入收弧状态。
松下PLC接线图

主电源控制配线
日期 2014.9.20 共3页 第02页 版号 1.1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
OV - Y1 Y3 Y5 Y7 - Y9 YB YD
24V + Y0 Y2 Y4 Y6 + Y8 YA YC NC
AB
2.2K 2.2K 2.2K 2.2K
KA3 KA4 KA5 KA6
KA1 KA2
外外 外外
部 部 部 部 PULS1 DIR1 PULS2 DIR2
消 消 联联 联联 音 音 机机 机机
Байду номын сангаас
左左 左左右右右右 夹夹 夹夹吸吸左吸 抓抓 抓抓 盘盘吸 盘 左右 夹松上下盘右 移移 紧开 升降左移 电 电 电 电 电 电 移电 磁 磁 磁 磁 磁 磁电 磁 阀 阀 阀 阀 阀 阀 磁阀
阀
24V
右 右 红 黄 绿警 吸 破 灯灯 灯报 真真 空空 电电 磁磁 阀阀
批准
副消音器移载找正
审核
制图
消 消消
左 左左 左
音 音音 孔 孔 孔
夹 夹夹 夹
器 器器 对 对 对 分 左 左 抓 抓抓 抓
顶 顶顶 位 位 位 割 夹 夹 左 左夹 松
升 升升 马 马 马 器 抓 抓 右 右紧 开
马 马马 达 达 达 到 气 气 移 移气 气
达 达达 感 感 感 位 缸 缸 动 动缸 缸
启 停 急 上 原下 应 应 应 限 上 下 前 后紧 松
器 盖 信信 信信
孔 顶 号号 号号
对 位
升 步
输输 输输
步 进 出出 入入
松下伺服接线图.演示教学
“碧芝自制饰品店”拥有丰富的不可替代的异国风采和吸引人的魅力,理由是如此的简单:世界是每一个国家和民族都有自己的饰品文化,将其汇集进行再组合可以无穷繁衍。
朋友推荐□宣传广告□逛街时发现的□上网□
虽然调查显示我们的创意计划有很大的发展空间,但是各种如“漂亮女生”和“碧芝”等连锁饰品店在不久的将来将对我们的创意小屋会产生很大的威胁。
(3)个性体现
我们长期呆在校园里,对社会缺乏了解,在与生意合作伙伴应酬方面往往会遇上困难,更不用说商业上所需经历的一系列繁琐手续。他们我们可能会在工商局、税务局等部门的手续中迷失方向。对具体的市场开拓缺乏经验与相关的知识,缺乏从职业角度整合资源、实行管理的能力;
据统计,上海国民经济持续快速增长。03全年就实现国内生产总值(GDP)6250.81亿元,按可有所减缓,全年实现增加值3027.11亿元,增长8%,增幅比上年下降2个百分点。
(3)优惠多
上海市劳动和社会保障局所辖的“促进就业基金”,还专门为大学生创业提供担保,贷款最高上限达到5万元。
(1)价格低
(仅供参考)松下KR焊机维修
低速旋转 不能控制
旋转摆动 无慢送丝
P 板损坏
P 板损坏 P 板损坏
有慢送丝
P 板损坏
电机不转
P 板损坏
12
5.焊接电压 异常
无焊接电压
交流接触器 MS 未吸合
交流接触器 MS 吸合
(1)P 板损坏 (2)交流接触器不良
P 板损坏
电压控制异常
最高电压不能控制
P 板损坏
最低电压不能控制
P 板损坏
电压调整不符 (输出波形异常)
开
开
时
停
延
关
关
间
气
时
ON
OFF
9
五、 焊机故障原因的分析:
KR1 系列 CO2 气体保护焊机以其先进的控制技术、良好的焊接性能及高可靠性赢得了 广大用户的认可。由于作业环境一般较差,加之使用者的一些不正确的操作,所以电焊机 出现一些故障也是在所难免的。究其故障产生的原因主要有以下三个方面:
1. 焊机自身原因 主要有: (1) P 板损坏。 (2) 主电源部分的部件(晶闸管模块、交流接触器等)损坏。 (3) 送丝机部分的部件(送丝电机、气阀等)损坏。 (4) 控制电缆损坏。 (5) 主电路中的连接电缆、线扎损坏。 2. 外部原因 主要有: (1) 未按说明书中所要求的场所进行安装。 (2) 输入电压波动过大,超过焊机正常工作所允许的电压范围 380V±10% 。 (3) 输入电源缺相。 (4) 输入、输出电缆过细。 (5) 输入、输出电缆连接不牢固。 (6) 作业环境恶劣(如粉尘、油烟较大或有腐蚀性气体的场所)。 3. 人为原因 主要有: (1) 超负载持续率使用。 (2) 操作、保养不当(如移动送丝机时拉拽电缆、焊接时导电嘴未拧紧等等)。 (3) 搬运过程中摔坏。 (4) 非专业人员维修造成损坏。
西门、松下电路图
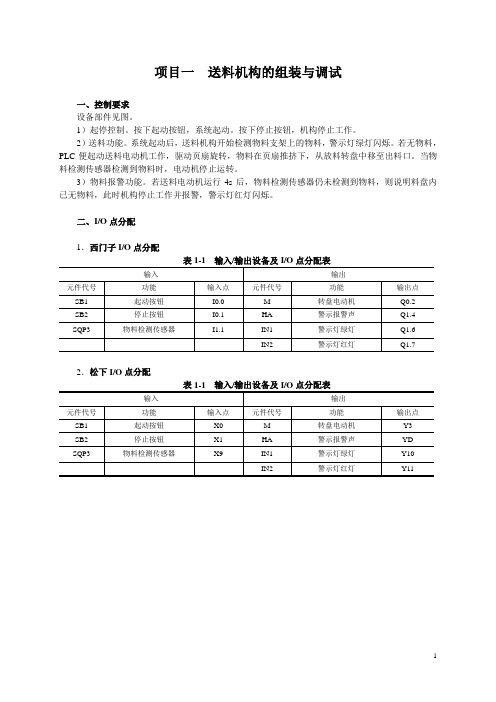
项目一送料机构的组装与调试一、控制要求设备部件见图。
1)起停控制。
按下起动按钮,系统起动。
按下停止按钮,机构停止工作。
2)送料功能。
系统起动后,送料机构开始检测物料支架上的物料,警示灯绿灯闪烁。
若无物料,PLC便起动送料电动机工作,驱动页扇旋转,物料在页扇推挤下,从放料转盘中移至出料口。
当物料检测传感器检测到物料时,电动机停止运转。
3)物料报警功能。
若送料电动机运行4s后,物料检测传感器仍未检测到物料,则说明料盘内已无物料,此时机构停止工作并报警,警示灯红灯闪烁。
二、I/O点分配1.西门子I/O点分配2.松下I/O点分配表1-1 输入/输出设备及I/O点分配表三、电路图1.西门子电路图图1-6 送料机构电路图2.松下电路图图1-6 送料机构电路图项目二机械手搬运机构的组装与调试一、控制要求1)复位功能。
PLC上电,机械手手爪放松、手爪上伸、手臂缩回、手臂左旋至左侧限位处停止。
2)起停控制。
机械手复位后,按下起动按钮,机构起动。
按下停止按钮,机构执行完当前工作循环后停止。
3)搬运功能。
起动后,若加料站出料口上有物料,气动机械手臂伸出→到位后提升臂伸出,手爪下降→到位后,手爪抓物夹紧1s →时间到,提升臂缩回,手抓上升→到位后机械手臂缩回→到位后机械手臂向右旋转→至右侧限位,定时2s后手臂伸出→到位后提升臂伸出,手爪下降→到位后定时0.5s,手爪放松、放下物料→手爪放松到位后,提升臂缩回,手抓上升→到位后机械手臂缩回→到位后机械手臂向左旋转至左侧限位处,等待物料开始新的工作循环。
二、I/O点分配1.西门子I/O点分配表2-1 输入/输出设备及I/O点分配表2.松下I/O点分配表2-1 输入/输出设备及I/O点分配表三、电路图1.西门子电路图图2-6 机械手搬运机构电路图2.松下电路图图2-6 机械手搬运机构电路图项目三物料传送及分拣机构的组装与调试一、控制要求1)起停控制。
按下起动按钮,机构开始工作。
松下伺服器接线总结..

松下伺服电机接线总结伺服驱动器型号:MDDHT5540 伺服电机型号:MSME152G1H运动控制卡型号:PCI-12401、主电路工作原理:按下空气开关MCCB后,控制电路L1C、L2C先得电。
此时ALM+引脚有输出,ALM回路控制的回路接通,ALM回路的继电器控制的开关ALM 闭合。
软件开关通过程序控制主电路的通断,正常运行情况下一直运行。
此时只要按下开始按钮ON,电磁接触器线圈主电路瞬间接通,电磁接触器线圈MC得电后,使电磁接触器控制的开关MC闭合,此时即使开始按钮ON断开,由于电路的自锁作用,主电路仍然接通。
2、脉冲发送电路接线根据:运动控制卡PCI-1240给出的控制卡功能模块图如下图所示由图可知,运动控制卡输出脉冲的方式为长线驱动方式。
松电机下伺服使用手册中P3-35(P151)中提到长线驱动接线端子说明如下图手册P3-18(P134)给出的长线驱动接线方法如下图3、编码器反馈脉冲接收电路接线原理:关于利用伺服驱动器输出的ABZ相脉冲计算伺服电机的旋转角度(参考网址:/Details/200810/2008103112034200001-1.shtml)推荐做法:先将OA、OB脉冲四倍频(类似于DSP的QEP计数模块),具体实现的时候只需要记住OA、OB的每个脉冲跳变即可实现四倍频,同时要辩相,一般我们定义OA超前OB为电机旋转正方向,此时脉冲累加,否则为负方向,脉冲累减。
知道了脉冲个数就好办了,如果松下伺服输出的脉冲个数为一圈2500个,由于我们四倍频了,故实际到我们这里就应该是10000个没圈,根据这个脉冲你就可以知道电机的相对位置。
根据OC信号,你可以知道电机的绝对位置,一般定义OC出现的时刻就是电机转子的零位,因此每次检测到OC出现,就应该认为绝对位置出现,这样可以清除累积误差。
根据收到的脉冲数,采用M法测速也可以计算出实际电机的转速。
接线根据:伺服驱动器说明书P3-32(P148)给出的接线说明由此说明可知,必须使用长线接收器接收伺服驱动器编码器反馈的脉冲,且需加入终端电阻。
松下PLC接线图
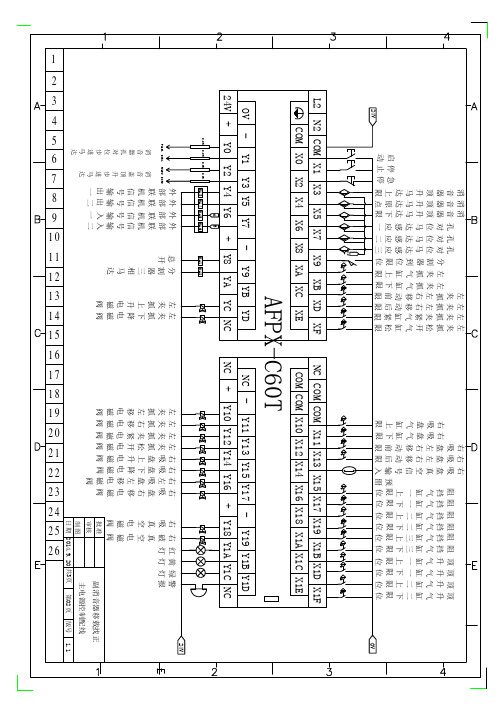
1 23 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26L2N2COMCOMX0X224V+Y0Y2OV-Y1Y3X1X3X5X7X9XBXDXFX4X6X8XAXCXEY5Y7-Y9YBYDY4Y6+Y8YAYCNCNCCOMCOMX10X12NC+Y10Y12NC-Y11Y13X11X13X15X17X19X1BX1DX1FX14X16X18X1AX1CX1EY15Y17-Y19Y1BY1DY14Y16+Y18Y1AY1CNCCOMCOMAFPX-C60T24V0V24V分割器三相马达总开左夹抓上升电磁阀审核批准制图共3页第02页版号1.1主电源控制配线日期2014.9.202.2K2.2K2.2K2.2KPULS1PULS2DIR1DIR2消音器顶升马达上限孔对位马达感应一消音器孔对位步进马达消音盖顶升步进马达左夹抓下降电磁阀左夹抓夹紧电磁阀左夹抓松开电磁阀左夹抓左移电磁阀左夹抓右移电磁阀KA1KA2副消音器移载找正右吸盘上升电磁阀右吸盘下降电磁阀右左吸盘左移电磁阀右吸盘右移电磁阀右吸真空电磁阀KA3KA4KA5KA6AB孔对位马达感应二孔对位马达感应三消音器顶升马达原点消音器顶升马达下限左夹抓气缸上限左夹抓气缸下限左夹抓夹紧气缸紧限左夹抓松开气缸松限左夹抓左右移动前限左夹抓左右移动后限右吸盘气缸上限右吸盘气缸下限右吸盘左右移动前限右吸盘左右移动后限24V启动停止急停阻挡气缸一上限位阻挡气缸一下限位阻挡气缸二上限位阻挡气缸二下限位阻挡气缸三上限位阻挡气缸三下限位顶升气缸一上限位顶升气缸一下限位顶升气缸二上限位顶升气缸二下限位外部联机信号输出一外部联机信号输出二外部联机信号输入一外部联机信号输入二分割器到位限位红灯黄灯绿灯警报右破真空电磁阀右吸盘真空信号输入预留。