钳工比赛图纸
钳工初、中、高考级图(全面)

标准文档
考试图纸:
实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档
中级工:
实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实准文档 实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
高级工:
标准文档
实用文案
标准文档 实用文案
标准文档 实用文案
标准文档 实用文案
初、中、高级钳工图纸

初级工 其余呼£7iX05906+I 19S d -H ofEO-H PJ/0.08B DI~61+006]0±0.3D D.o d 7io.os|4处 H®80 + 0.060.08 B“ 0*D技术要求:去毛剌,孔口倒角C0 5o及角块D —D6处 H±|0.05|c镯削面20s o d +108iD0.3H 0.3 A赛削面參孝等级图号材料ft*加工工时初圾QC-201HT15O1240分钟其余貯30*2—0.15 AJO◎~E_^<ZZA20*F—野-40±0.2560±0.037i■3口0.310.35 C 0.35D锯割面技术要求:2X01OH9—0.121. 锯割面一次完成,不得接锯、修锯.2. 去毛剧,孔口倒角C0.5。
3. 養削面不考核茨面粗糙度。
II 0.08C0.08 B0.05 D5处HD凹形块參考等级图号材料ft*加工工时初级QC-2O3HT1501330分钟其余厅24 ±0.042山0・05]clg o -H oba©Bra处5a 0.051 0X)6B | 〃|()・05|A 丄 |0・05|A|Q爭0芈40 ±0.2550±0・03】技术要求:1. 未注公羞按士 呼IM 作。
2. 螺纹孔不考核粗糙度。
支架级图号材料加工工时初级QC-204451270分钟技术要求:1・118・中分线应与端面垂直。
2.未注公差按土号要求。
參考等级图号加工工时样板初级QC-205 Q235 1 180分钟其余&技术誉求’工件去毛刺、倒棱,以纹孔口倒角C1 •J・o・ozS-H2 S名參考等级/号材料ttft 1■工工耐\称t \初级QC-207 Q235 1 j1.以左侧为基准•右侧配作。
2.检测时将工件断开配合•配合间隙<0.05mm,上下两侧错位■ <0.08mmo 3锯割面不考核粗粗度:D卩.05丄0.06 B 62X08H9技术要求:斜凸滑块參考等级tt*D-D我余&55±0・37.18 .got 29ESI.O-HI3a.o-Ha处56HO-TC31.6S技术要求:1.锯割面一次完成,不得接锯、修锯。
钳工实际加工考试项目(加工图纸和评分表)

项目一加工样板1备料图试题图3.竞赛规则(1)本题分值100分。
(2)竞赛时间120分钟,全过程按评分标准对结果进行评分。
(3)从进入考场开始计时。
(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。
(5)考场准备材料,工具、用具、量具自带。
(6)必须穿戴好劳动保护用品,携带必要的证件,证件在整个考试期间必须放置在钳台上。
(7)必备的工具、量具准备齐全。
(8)按图纸要求进行操作。
(9)符合安全文明操作。
(10)不准携带非标准量具(自制量块模块等)。
(11)不准用砂纸、刮刀、油石等。
(12)如操作违规将停止考试4.准备要求(1)材料准备5.评分细则钳工加工样板技能考核评分表准考证号:工位号: 板件编号:试题名称:加工样板考试时间:120 分钟序号考核内容考核要点配分评分标准评价结果扣分得分备注5 术要求2 超差扣2分66 每超差1处扣2分8 每少一项扣1分7 Φ3(4处) 4 每超差1处扣1分8 配合间隙0.06mm(4处)9 每超差1处扣3分9表面粗糙度12 每超差1处扣1分10 各加工面锉纹整齐一致6 每超差1处扣1分11 锯口直线度和平行度 4 每超差1处扣2分12 安全文明生产现场清扫干净规定时间内完成3 每少一项扣1分安全文明生产遵守安全操作规程; 3 每少一项扣1分合计100。
钳工竞赛图纸
钳工竞赛图纸在钳工领域,竞赛图纸是至关重要的。
它不仅是参赛者展现技能和才华的依据,更是衡量钳工水平的重要标准。
一张精心设计的钳工竞赛图纸,就如同一场精彩比赛的剧本,蕴含着丰富的技术要求和挑战。
钳工竞赛图纸通常具有高度的精确性和复杂性。
从简单的零件到复杂的装配组件,每一个细节都被精确地标注和描述。
图纸上的线条、符号和尺寸标注,都是经过深思熟虑和严格规范的。
这些标注不仅仅是为了告诉参赛者要制作什么,更是在传达如何制作,以及制作的精度要求。
比如,在一张普通的钳工竞赛图纸中,对于一个零件的形状和尺寸,会有详细的三视图(主视图、俯视图和左视图)来呈现。
每个视图都从不同的角度展示了零件的特征,确保参赛者能够全面理解其结构。
而且,对于零件的表面粗糙度、公差配合等要求,也会在图纸上明确标注。
表面粗糙度决定了零件表面的光滑程度,公差配合则关系到零件之间的装配精度和性能。
同时,钳工竞赛图纸中还可能包含一些特殊的工艺要求。
例如,某些部位需要进行热处理以提高硬度和耐磨性,或者需要进行特殊的表面处理以增加耐腐蚀性。
这些工艺要求不仅考验参赛者对钳工工艺的了解程度,也考验他们在实际操作中的综合应用能力。
为了能更好地理解和应对钳工竞赛图纸,参赛者需要具备扎实的专业知识。
首先,他们要熟悉各种制图标准和规范,能够准确解读图纸上的各种符号和标注。
其次,对于钳工的基本操作技能,如锯削、锉削、钻孔、攻丝等,要有熟练的掌握。
此外,还需要了解不同材料的特性和加工方法,以便在竞赛中根据材料的特点选择合适的工具和工艺。
在实际的竞赛中,参赛者拿到图纸后,第一步往往是仔细阅读和分析图纸。
这包括确认零件的形状、尺寸、精度要求以及工艺要求等。
然后,他们会根据图纸制定详细的加工工艺方案,确定加工顺序、使用的工具和量具等。
在加工过程中,参赛者需要时刻对照图纸,确保每一个步骤都符合图纸的要求。
如果出现偏差,必须及时进行调整和修正。
一张优秀的钳工竞赛图纸,不仅能够考察参赛者的技术水平,还能够激发他们的创新思维和解决问题的能力。
钳工技能训练与考级图纸
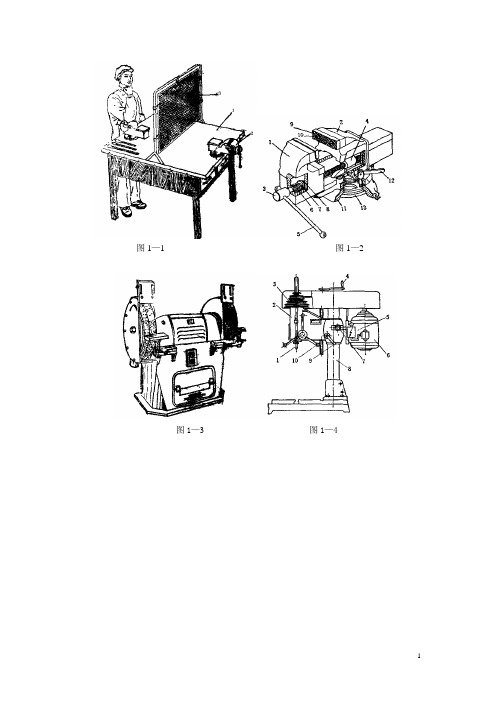
图1—1 图1—2图1—3 图1—4图2-1a) b ) c)图2—2图2—3 图2—4图2—5图2—6 图2—7图2—8图2—9图2—10图2-11图2—12 图2—13 图2—14图2—15 图2—16图2—17 图2—18 图2—19图2—20图2—21 图2—22a) b) c) d)图3—1 图3—2图3—3 图3—4a) b)图3—5 图3—6a) b) c)图3—7图3—8图3—9a) b)图3—10a) b) c)图3—11a) b)图3—12图4—1图4—2a) b)图4—3图4—4a) b) c)图4—5a) b) 图4—6 图4—7a) b)图4—8a) b) c)图4—9图5—1图5—2图5—3图5—4图5—5图5—6图5—7a) b)图5—8图5—9图5—10图5—11图5—12 a)b)图5—13图5—14图5—15图5—16图5—17图5—18图5—19图5—20图5—21图5—22 图5—23图5—24图6—1图6—2图6—3图6—4图6—5图6—6a) b)图6—7图6—8 图6—9件1 件2图7—2 图7—3 图7—4图8—1图8—2图8—3件一件二图9—2 图9—3a) b)图9—4图9—5图9—6 图9—7图9—8图9—9图9—10图9—11图9—12图9—13图9—14a) b) 图9—15 图9—16图9—17a) b) c)图9—18图9—19图9—20图9—21图10—1图10—2图10—3图10—4图10—5图10—6图10—7图10—8图10—9图10—10图11—1图11—2 图11—3a)b)图11—4图11—5 图11—6图11—7图11—8a) b) c) d)图11—9a)b)c)图11—10图11—11 图11—12长方体各表面接触精度达到20点/25mm 25mm平面内图12-1图12-2图12-3图12-4图12-5a)刃磨后刀面 b)刃磨前刀面图12-6图12-7图12-8图12-9图12-10图12-11图12-13图12-14图12-15图12-16图12-17图12-18备注:材质45钢,淬火硬度HRC40 图12-19备注:材质45钢调,硬度HRC25图12-20a) b)图12-21a) b)图12-22a) b )图12-23图12-24a) b )图12-25图12-26图12-27图13—1图13—2图13—3a) b) c) d)图13一4图13—5 图13—6图13—7图13—8图14—1。