生产配料单
钢筋配料单总打印版

钢筋配料单总打印版构件名称钢筋编号钢号直径1KZ-1*a23451KZ-22312KZ-334512KZ-3*a34512KZ-434⼯程部位:基础层钢筋简图构件名称:KZ-1*a2 KZ-5312 KZ-6312 KZ-73412 KZ-834123 KZ-945123 KZ-104KZ-113451KZ-122312345678规格数量丝扣类型336反丝合计39 1JL-1接头统计4JL-256789规格数量丝扣类型44反丝44反丝合计161234JL-2规格数量丝扣类型44反丝44反丝合计161JL-32接头统计接头统计123JL-445规格数量丝扣类型123反丝接头统计133反丝合计31123JL-5456规格数量丝扣类型JL-645678规格数量丝扣类型336反丝合计39 123JL-745接头统计接头统计23JL-845678规格数量丝扣类型1212反丝合计24123JL-8456712反丝合计24123JL-84接头统计接头统计678规格数量丝扣类型66反丝合计12 123JL-845678规格数量丝扣类型66反丝合计1212JL-9345123接头统计接头统计45规格数量丝扣类型96反丝合计1512JL-1134514512312JL-133451JL-142 JL-12接头统计2L-131234L-2(变截⾯)567规格数量丝扣类型接头统计3反丝合计312L-3L-4(变⽀座)312L-5312L-631量度差值净长mm下料长度mm单位根数合计根数质量kg备注4440003956832381.44 4430002956832286.08 5040003950416246.4 5030002950416184.8 50244024902812.044 50400039501020308插筋.1 50300029501020231插筋.2 502440249024 6.022箍筋.1 5630102954832465.226插筋.1 5640103954624464.839B边插筋.1 5029902940416184.184H边插筋.1 5039903940624368.676H边插筋.2 50264026902813.031箍筋.1 5630102954816232.613插筋.1 5640103954612232.42B边插筋.1 50299029404892.092H边插筋.1 5039903940612184.338H边插筋.2 502640269024 6.516箍筋.1 5640103954832619.786插筋.1 5630102954832465.226插筋.2 5039903940312184.338H边插筋.1 5029902940312138.138H边插筋.2构件数量:456401039541040774.732插筋.1 56301029541040581.532插筋.2 50272027702819.323箍筋.1 5640103954832619.786插筋.1 5630102954832465.226插筋.2 50264026902813.031箍筋.1 5029902940648552.552插筋.1 504000395010801232插筋.2 5630102954432465.226⾓筋插筋.1 502720277021638.646箍筋.1 5029902940416184.184插筋.1 5040003950832492.8插筋.2 5630102954416232.613⾓筋插筋.1 50272027702819.323箍筋.1 564010395448154.946插筋.1 563010295448116.306插筋.2 44399039462447.561H边插筋.1 44299029462435.641H边插筋.2 501940199024 4.788箍筋.1 5640103954510193.683插筋.1 5630102954510145.383插筋.2 50299029402446.046H边插筋.1 50399039402461.446H边插筋.2 502140219024 5.282箍筋.1 5640103954510193.683插筋.15630102954510145.383插筋.2 44299029462435.641H边插筋.1 44399039462447.561H边插筋.2 502240229024 5.528箍筋.1 5040003950816246.4插筋.1 5030002950816184.8插筋.2 502440249024 6.022箍筋.1805220/8600/6000/6000/8650/6000/8980#VALUE!11122.1421~8轴上部通长筋600/5220#VALUE!22244.2831~8轴上部通长筋9000/9000/9000/9000/9000/3960#VALUE!1143.4761~8轴侧⾯构造通长筋3960/9000/9000/9000/9000/9000#VALUE!1143.4761~8轴侧⾯构造通长筋805220/6000/6000/8600/6000/6000/8800/2820#VALUE!22244.2341~8轴下部通长筋803920/6000/8400/6000/6000/8600/5300/5220#VALUE!11122.1171~8轴下部通长筋5017201770330330224.202第1跨;第2跨;第3跨;第4跨;第5跨;第6跨;第7跨3644040415515526.939第1跨;第2跨;第3跨;第4跨;第5跨;第6跨;第7跨0 0 0 0888720/7930/159#VALUE!22108.71A~D轴上部通长筋8090/9000#VALUE!1115.176A~D轴侧⾯构造通长筋9000/8090#VALUE!1115.176A~D轴侧⾯构造通长筋808980/6000/327#VALUE!2290.155A~D轴下部通长筋802170/8950/712#VALUE!2290.106A~D轴下部通长筋5019201970949471.29第1跨;第2跨;第3跨;第4跨;第5跨5015201570949456.438第1跨;第2跨;第3跨;第4跨;第5跨3654050441418.745第1跨;第2跨;第3跨;第4跨;第5跨0 0 0 0 0 0883290/8950/600#VALUE!22108.71A~D轴上部通长筋9000/8090#VALUE!1115.176A~D轴侧⾯构造通长筋8090/9000#VALUE!1115.176A~D 轴侧⾯构造通长筋808980/6000/327#VALUE!2290.155A~D轴下部通长筋802170/8950/712#VALUE!2290.106A~D轴下部通长筋5019201970949471.29第1跨;第2跨;第3跨;第4跨;第5跨5015201570949456.438第1跨;第2跨;第3跨;第4跨;第5跨3654050441418.745第1跨;第2跨;第3跨;第4跨;第5跨80434042603664.3191~2轴上部筋72434042683652.081~2轴下部通长筋5013201370234623.984第1跨888980/7850/8950/6000/8950/1720#VALUE!22253.0021~8轴上部通长筋881440/8950/5230/7500/6000/4350/8980#VALUE!11126.5011~8轴上部通长筋808720/6000/6000/8400/6000/7320#VALUE!22209.6541~8轴下部通长筋807320/6000/8400/6000/6000/8720#VALUE!11104.8271~8轴下部通长筋5017201770286286194.308第1跨;第2跨;第3跨;第4跨;第5跨;第6跨;第7跨0 0 0 0 0 0885220/8600/6000/6000/8650/6000/8980#VALUE!11147.3611~8轴上部通长筋888980/6000/865#VALUE!22294.7221~8轴上部通长筋3960/9000/9000/9000/9000/9000#VALUE!1143.4761~8轴侧⾯构造通长筋9000/9000/9000/9000/9000/3960#VALUE!1143.4761~8轴侧⾯构造通长筋883920/6000/8400/6000/6000/8670/5230/5220#VALUE!11147.3311~8轴下部通长筋885220/6000/6000/8600/6000/6000/8800/2820#VALUE!22294.6621~8轴下部通长筋3644040415515526.939第1跨;第2跨;第3跨;第4跨;第5跨;第6跨;第7跨0 0 0 0884870/8950/6000/6000/8650/6000/8980#VALUE!11147.3611~8轴上部通长筋888980/6000/8650/6000/6000/8950/4870#VALUE!22294.7221~8轴上部通长筋9000/9000/9000/9000/9000/3960#VALUE!1143.4761~8轴侧⾯构造通长筋3960/9000/9000/9000/9000/9886000/6000/6000/6000/8620/6000/8950/1870#VALUE!22294.6621~8轴下部通长筋881870/8950/6000/8620/6000/6000/6000/6000#VALUE!11147.3311~8轴下部通长筋5017201770332332225.561第1跨;第2跨;第3跨;第4跨;第5跨;第6跨;第7跨;第8跨;第9跨3644040415315326.591第1跨;第2跨;第3跨;第4跨;第5跨;第6跨;第7跨;第8跨;第9跨80624061604461.651C~D轴上部通长筋49604960228.809C~D轴侧⾯构造通长筋72624061684449.92C~D轴下部通长筋5019201970313123.51第1跨;第2跨5015201570313118.612第1跨;第2跨881640/7880/872#VALUE!12108.71A~D轴上部通长筋9000/8040#VALUE!1230.263A~D轴侧⾯构造通长筋8040/9000#VALUE!1230.263A~D 轴侧⾯构造通长筋888980/6000/327#VALUE!24217.54A~D轴下部通长筋883870/8950/542#VALUE!12108.71A~D轴下部通长筋5017201770121242164.415第1跨;第2跨;第3跨364404045410818.77第1跨;第2跨;第3跨881640/7880/872#VALUE!12108.71A~D轴上部通长筋886000/6000/624#VALUE!24217.421A~D轴上部通长筋8040/9000#VALUE!1230.263A~D轴侧⾯构造通长筋9000/8040#VALUE!1230.263A~D轴侧⾯构造通长筋888980/6000/327#VALUE!24217.54A~D轴下部通长筋883870/8950/542#VALUE!12108.71A~D轴下部通长筋5017201770121242164.415第1跨;第2跨;第3跨364404045410818.77第1跨;第2跨;第3跨881640/7880/872#VALUE!1154.355A~D轴上部通长筋886000/6000/624#VALUE!22108.71A~D轴上部通长筋9000/8040#VALUE!1115.132A~D轴侧⾯构造通长筋8040/9000#VALUE!1115.132A~D 轴侧⾯构造通长筋883870/8950/542#VALUE!1154.355A~D轴下部通长筋501720177012112182.207第1跨;第2跨;第3跨3644040454549.385第1跨;第2跨;第3跨881640/7880/872#VALUE!1154.355A~D轴上部通长筋886000/6000/624#VALUE!22108.71A~D轴上部通长筋9000/8040#VALUE!1115.132A~D轴侧⾯构造通长筋8040/9000#VALUE!1115.132A~D 轴侧⾯构造通长筋883870/8950/542#VALUE!1154.355A~D轴下部通长筋888980/6000/327#VALUE!22108.77A~D轴下部通长筋501720177012112182.207第1跨;第2跨;第3跨3644040454549.385第1跨;第2跨;第3跨807040696036104.333<4,D>~<4,D>轴上部筋571057102420.282<4,D>~<4,D>轴侧⾯构造钢筋72704069683684.48<4,D>~ <4,D>轴下部通长筋5017201770469262.505第1跨364404041938 6.604第1跨808980/8950/232#VALUE!22100.0353~6轴上部通长筋802320/8950/898#VALUE!1150.0183~6轴上部通长筋804670/6000/6000/3570#VALUE!2299.9863~6轴下部通长筋。
混凝土施工配料单
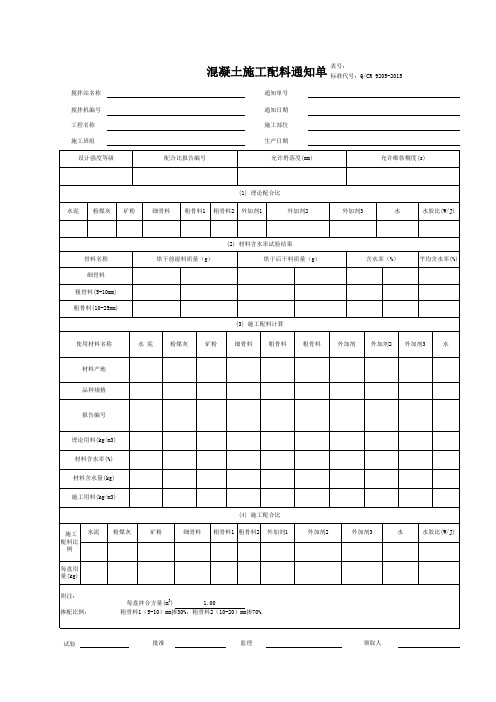
报告编号
理论用料(kg/m3) 材料含水率(%) 材料含水量(kg) 施工用料(kg/m3) (4) 施工配合比 施工 配料比 例 每盘用 量(kg) 附注: 掺配比例: 水泥 粉煤灰 矿粉 细骨料 粗骨料1 粗骨料2 外加剂1 外加剂2 外加剂3 水 水胶比(W/J)
每盘拌合方量(m3) 1.00 粗骨料1(5-10)mm掺30%;粗骨料2(10-20)mm掺70%.
混凝土施工配料通知单 标准代号:Q/CR 9205-2015
搅拌站名称 搅拌机编号 工程名称 施工班组 设计强度等级 配合比报告编号 通知单号 通知日期 施工部位 生产日期 允许坍落度(mm) 允许维勃稠度(s)
表号:
(1) 外加剂1 外加剂2 外加剂3 水 水胶比(W/J)
(2) 材料含水率试验结果 骨料名称 细骨料 粗骨料(5-10mm) 粗骨料(10-25mm) (3) 施工配料计算 使用材料名称 水 泥 粉煤灰 矿粉 细骨料 粗骨料 粗骨料 外加剂 外加剂2 外加剂3 水 烘干前湿料质量(g) 烘干后干料质量(g) 含水率(%) 平均含水率(%)
材料产地
品种规格
试验
批准
监理
领取人
生产领料单

生产领料单
生产领料单是企业在生产活动中进行有序的领料、配料、贮存和管理物料的重
要经济文件。
它是一家企业高效生产的关键凭证。
生产领料单又名领料凭证、领料清单,其信息通常包括领料单位、领料人员、
物料编号以及领料数量等。
生产领料单一解决企业不正当领料问题,二实施对受控和限制动作的检查,从而保证企业的物料消耗按照规定的流程程序控制和管理,减少企业总体成本。
企业生产领料系统必须建立完善,把生产领料单作为一个关键环节,分别从购料、仓库管理、领料人员管理等方面建立一套完善的领料制度体系,对生产过程中的领料行为严格控制,避免出现领料私用等问题,并有效减少生产过程中物料的损耗。
此外,为了进一步提高企业生产领料的效率,强化其证据效力,企业还应针对
领料相关的受控动作和限制动作等进行设计开发,让其以更加详细的内容进行管理,加强对生产物料的把控,充分发挥其作用。
总的来说,生产领料单作为一种记载物料领取行为的经济文件,它将不仅作为
企业正常生产流程中的一项重要依据,更是保障企业高效生产和降低经济损失的关键凭证。
家纺产品生产工艺单
被套 反面效果图
220cm
F F
洗标
洗标居中放
拉链两头打倒回针封口
20cm
2 . 2 / 1 . 9 / 1 . 3 m绿色拉链居中装
25cm
F
25cm
15cm
暗线拼角
拉 链 开 口2 0 c m处 装 洗 标
5
工序描述: 被 面 印 花 面 料 , 被 边 印 花 布 绣 花 。 被 面 与 被 面 三 周 拼 边 暗 线 缝 合,四 角 装 本 色 布 被 角 带3 0 c m
胖 被 中 拼绣 胖 被 中 拼绣 胖 被 中 拼绣 胖 被 中 拼绣 胖 被 中 拼绣
胖被尾拼 胖被尾拼 胖被尾拼 胖被尾拼 胖被尾拼
枕面绣
床裙外边 不剪断无限 长抽取裁剪
枕 里
枕里大片
小 片
枕 里
枕里大片
小 片
A
/ 4套
床裙内边
床裙内边
床裙内边
床裙内边
床裙外边
床裙外边
A
圆抱枕面 绣
/ 6套
圆抱枕里 圆抱枕里
圆抱枕里
圆抱枕面 绣
圆抱枕里 圆抱枕里
圆抱枕面 绣
圆抱枕里 圆抱枕里
圆抱枕面 绣
圆抱枕里 圆抱枕里 圆抱枕里
圆抱枕里 圆抱枕里 圆抱枕里 圆抱枕里
四边居中打刀口中心点
A
床裙面
床 裙 内 边不剪断无限长抽取裁剪
C /5套
胖被中拼衬里 胖被中拼衬里 胖被中拼衬里 胖被中拼衬里 胖被中拼衬里 胖被中拼衬里 胖被中拼衬里 胖被中拼衬里 胖被中拼衬里 胖被中拼衬里
元/对
230*220cm 床盖
1336
元/平方
配料单(范本)

通知单号通知日期
施工部位
生产日期
试验技术主管领取人监理
2014-09-28工程名称新建张家口至呼和浩特铁路工程站前施工-3
标段
大良隧道综合洞室
新建张家口至呼和浩特铁路
混凝土施工配料通知单
表 号:铁建试录037 批准文号:铁建设函 [2009]27号
搅拌站名称中铁十局张呼铁路1#拌和站
TZD-20140928-08 搅拌机编号1号
设计方量
20m
3
2014-09-28
说明:
1、通知单编号统一
2、根据原材料情况,配料单自行修改
3、配合比保留位数与配合比报告一致
4、含水率试验按照规范要求填写
注意数据
修约
注意表观密度。
配料清单
5.立刻将混合物倒入放在冰水混合物的碗里,继续搅拌快速冷却,放入冰箱冷藏半个小时左右。
6.将100g动物性淡奶油打发到能保持纹路的状态,倒入蛋黄混合物,用刮刀翻拌均匀。
2.开小火(电磁炉720w),在水保持沸腾的状态下将过筛后的低筋面粉一次性加入,并用木勺飞速的搅拌,搅拌均匀形成面团以后关火。
3.用木勺将面团摊平,让面团散热至不烫手的温度(约60度左右)。
4.第一次先将三分之一的鸡蛋液加入面糊,用木勺用力搅拌均匀。第二次再加三分之一的鸡蛋液,搅拌均匀。第三次试探性的一点一点的加入鸡蛋液,搅拌均匀。不断的检查面糊的状态,达到用木勺慢慢挑起面糊能够形成倒三角的理想状态后停止加入。
(香草奶油)泡芙
配料清单:
水160mL
低筋面粉100g
盐2.5g
细砂糖5g
鸡蛋液(整个鸡蛋打散)3个黄油80g(喷射)来自油(或者香草奶油制作方法见番外篇)
工具:
电子称锅(电磁炉)木勺筛网烤箱烤盘锡纸橡皮刮刀菊花型花嘴挤花袋
1.在锅中加入水、盐、糖、黄油,开中火(电磁炉1000w)用木勺搅拌至沸腾,黄油完全融化。
5.将烤箱预热到上下火210度,在烤盘铺上一层锡纸,将面糊装入带有菊花型花嘴的挤花袋里,大小均一、间距适度地挤在锡纸上。放入烤箱中下层,根据泡芙大小烤10到15分钟左右,使泡芙能够在高温下迅速的膨胀起来。彻底膨胀起来后,再将温度调低到180度烤20到30分钟左右,使泡芙水分烤干变得酥脆颜色变黄。
6.拿出烤箱放凉后密封保存以免吸潮,要吃的时候灌入奶油或者香草奶油馅即可。
富氧侧吹熔炼炉配料单
富氧侧吹熔炼炉配料单摘要:一、富氧侧吹熔炼炉简介二、富氧侧吹熔炼炉配料单详解1.原料类别2.原料配比3.添加剂及其作用三、富氧侧吹熔炼炉操作注意事项四、富氧侧吹熔炼炉在金属冶炼中的应用优势正文:一、富氧侧吹熔炼炉简介富氧侧吹熔炼炉是一种先进的金属冶炼设备,广泛应用于钢铁、有色金属等行业。
其主要工作原理是利用富氧空气作为氧化剂,在高温下对金属原料进行熔炼,从而得到所需的金属产品。
富氧侧吹熔炼炉具有环保、节能、高效等特点,已成为现代金属冶炼领域的重要设备。
二、富氧侧吹熔炼炉配料单详解1.原料类别富氧侧吹熔炼炉的配料主要包括金属原料、燃料和添加剂。
金属原料包括铁、铜、铝等,根据冶炼需求选择合适的金属原料。
燃料主要为天然气、煤油等,用于提供热量。
添加剂有石灰石、萤石等,用于调节炉内气氛和助熔。
2.原料配比富氧侧吹熔炼炉的配料配比要合理,以确保冶炼过程的顺利进行。
金属原料的配比根据最终产品的成分要求进行调整。
燃料的配比要根据炉内热量需求和金属氧化程度进行调整。
添加剂的配比要根据炉内气氛和熔炼温度进行调整。
3.添加剂及其作用(1)石灰石:调节炉内气氛,降低氧化性,提高金属回收率;(2)萤石:助熔,降低熔炼温度,提高熔炼效率;(3)白云石:脱硫,减少金属中杂质含量;(4)碳素:调节炉内气氛,促进金属氧化物的还原。
三、富氧侧吹熔炼炉操作注意事项1.严格遵循配料单,确保熔炼过程的稳定性;2.控制燃料供应,避免炉内温度过高或过低;3.定期检查炉内气氛,确保冶炼过程在保护气氛下进行;4.密切监测金属成分和熔炼进度,及时调整配料和操作参数;5.定期清理炉内积渣,确保炉内畅通。
四、富氧侧吹熔炼炉在金属冶炼中的应用优势1.提高金属回收率,降低氧化损耗;2.减少燃料消耗,降低能耗;3.提高熔炼速度,提高生产效率;4.减少环境污染,符合绿色冶炼要求;5.适应不同金属品种和规模的冶炼需求。
综上所述,富氧侧吹熔炼炉在金属冶炼领域具有显著优势。
铸钢配料单

钢种:CF10M 冶炼:中频炉元素名称CSi Mn CrNiMoCu Ti W V N Nb Al P S适用:标准0.04-0.10≦1.5≦1.518.0-21.09.00-12.0 2.00-3.00≦0.04≦0.04内控0.04-0.090.80-1.200.80-1.2018.5-20.09.50-10.5 2.05-2.500.02-0.05≤0.035≤0.035304废钢0.060.434 1.1218.357.830.030.0045690装料纯铁0.0020.0020.110.020.020.0070.003C F8M返回料0.0421.0150.95117.49.32.280.0160.006200装料回炉料1回炉料2生铁增碳剂85炉料合计0.4985.02469.63161.4272.627 4.560000000.2390.0431收得率%9760809710010010098959095100100钢水炉料合计0.48313.01487.704156.5772.627 4.5600000000.2390.0431硅铁0.173.20.460.030.01810出钢前7-10分钟锰铁 6.630.675.60.130.003钼铁0.030.05610.0350.0830装料微碳铬铁C 0.060.06 1.2610.0250.0255装料镍10026装料铬铁V60.06 1.261.10.0250.02氮化铬铁电解锰1004出钢前10-15分钟铌铁0.04 1.265.80.030.03钼条100合金合计0.0527.995 4.04633.552618.30000.02730.0368合金收得率%100959597100100100989897100100100合金收得合计0.0527.59533.843732.5442618.300000000.02730.0368钢水成份比例K 0.535110.6111.548189.1298.62722.8600000000.26630.07991015钢水成份%0.0531.045 1.13818.639.7172.2520000000.0260.0082.Mn、Si实际加入量根据出钢前成分分析结果定3.浇注温度控制在1540℃-1560℃,根据浇注箱数调整4.成分未设定范围的皆为最大值, 为残余元素。