UG 模架库参数表
支模架参数表(格式)
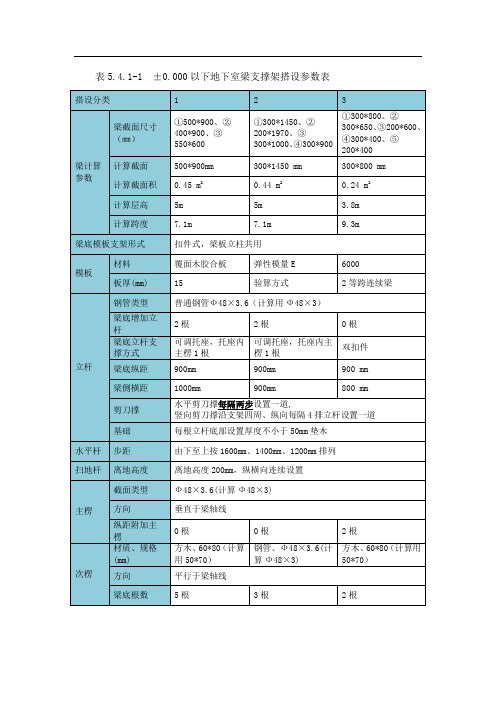
500*900mm
300*1450 mm
300*800 mm
计算截面积
0.45 m2
0.44 m2
0.24 m2
计算层高
5m
5m
3.8m
计算跨度
7.1m
7.1m
9.3m
梁底模板支架形式
扣件式,梁板立柱共用
模板
材料
覆面木胶合板
弹性模量E
6000
板厚(mm)
15
验算方式
2等跨连续梁
立杆
钢管类型
普通钢管Ф14对拉螺栓,间距500mm,地下室外墙及人防剪力墙采用可拆卸式止水螺杆,其他部位采用普通螺杆。螺杆长度=构件尺寸+500mm
表5.4.1-6±0.000以下地下室梁侧模架加固参数一览表
编
号
图例
梁板信息(mm)
次楞(横向)
主楞(竖向布置)
固定装置
梁
左侧顶板
右侧顶板
方木60×80
(计算50×70)
步距
由下至上按1600mm、1400mm、1200mm排列
扫地杆
离地高度
离地高度200mm,纵横向连续设置
主楞
截面类型
Ф48×3.6(计算Ф48×3)
方向
垂直于梁轴线
纵距附加主楞
0根
0根
2根
次楞
材质、规格(mm)
方木、60*80(计算用50*70)
钢管、Ф48×3.6(计算Ф48×3)
方木、60*80(计算用50*70)
表5.4.1-1 ±0.000以下地下室梁支撑架搭设参数表
搭设分类
1
2
3
梁计算参数
梁截面尺寸(㎜)
第6章 模架库
6.3 课内练习本节通过添加模架的示例详细介绍标准模架及其编辑的方法,使我们能够掌握UGNX模具设计中模架设置的基本过程和技巧。
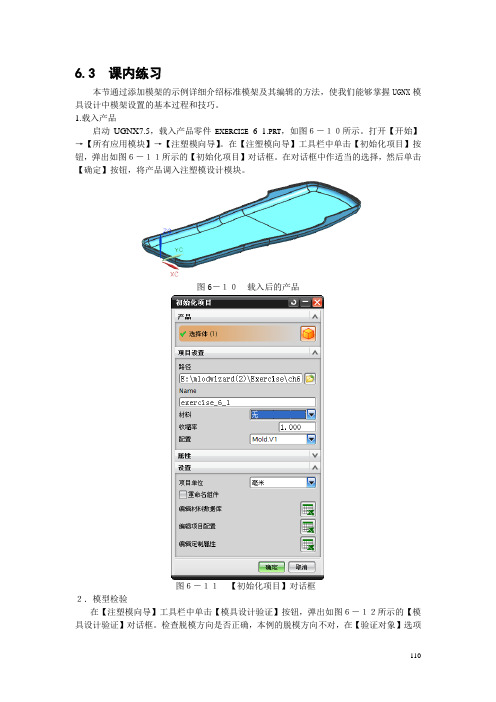
1.载入产品启动UGNX7.5,载入产品零件EXERCI SE_6_1.PR T,如图6-10所示。
打开【开始】→【所有应用模块】→【注塑模向导】。
在【注塑模向导】工具栏中单击【初始化项目】按钮,弹出如图6-11所示的【初始化项目】对话框。
在对话框中作适当的选择,然后单击【确定】按钮,将产品调入注塑模设计模块。
图6-10载入后的产品图6-11【初始化项目】对话框2.模型检验在【注塑模向导】工具栏中单击【模具设计验证】按钮,弹出如图6-12所示的【模具设计验证】对话框。
检查脱模方向是否正确,本例的脱模方向不对,在【验证对象】选项110组中单击【反向】按钮,设置脱模方向正确。
然后在对话框中勾选【底切检查器】和【拔模角检查器】二个复选框显示检查符,单击【确定】按钮,系统进行计算,在图形区显示有问题部分,如图6-13所示;并在资源条上以HD3D工具显示检查结果,如图6-14所示。
从图形区和HD3D工具显示上可以看到,底切检查已顺得通过,拔模角检查到有二个面为竖直面,这二个面的成型高度很小,对拔模影响不大,可以不用理会,检查通过。
图6-12【模具设计验证】对话框图6-13拔模角有问题处111图6-14HD3D显示检查结果3.调整及固定模具坐标系模具坐标系的方位要求ZC轴正向指向脱模方向,原点在分型面上,本产品的模具坐标系不符合要求,需要调整。
单击菜单【格式】→【WCS】→【旋转】,弹出如图6-15所示的【旋转WCS】对话框。
设置旋转角度为180°,单击【确定】按钮,将ZC轴正向指向脱模方向。
图6-15【旋转WCS】对话框单击菜单【格式】→【WCS】→【原点】,弹出如图6-16所示的【点】对话框。
在图形上找到分型面上的某一个点,单击【确定】按钮,将坐标系原点放置在分型面上如图6-17所示。
UG模架资料库详解
PS_d=14 上下模固定螺丝的直径 ps_hh=15.4 上下模固定螺丝沉头孔深度 ps_h=2 上下模固定螺丝Y向数量
Ps_x=200 上下模固定螺丝X向距离 ps_y=180 上下模固定螺丝Y向距离 Mold_type=I 模架型号
H=250 I=300 dp_x=cs_x CS_d=10
模架图3 顶针板 螺线形 数量为 2个, 直径为 M8。
EJA_h=15 上顶针板的厚度 EJB_h=20 下顶针板的厚度 AP_h=60 A板的厚度 BP_h=70 B板的厚度 U_h=35 承板的厚度 es_n=2 Y向顶针板固定螺丝的数量 ES_d=8 上下顶针板的固定螺丝直径
回针 所测数 据为半 径值。 中托司
直身模顶板宽度 工边模顶板宽度 销钉X向距离等于 C板固定螺丝的距离 C板固定螺丝的直径
dp_d=10 销钉的直径 dp_l=50 销钉的长度 dp_y=(ps_y-cs_y)/2+cs_y 销钉Y向的坐标。含义是销钉孔处 在下固定板螺丝与 C板固定螺丝的中间
cs_hh=11.4 C板螺丝沉头避空深度 cs_x=200 C板固定螺丝X向距离 cs_y=60 C板固定螺丝Y向距离 GTYPE=1:On A 导柱在的位置 1:on A 导柱在A板上 0: on B 导柱在B板上 Shorten_ej=10 上下顶针板缩进量 shift_ej_screw=4 上下顶针板螺丝缩进量 supp_pocket=0 1各模架板生成各种穿透件 (如螺钉,导柱)的通孔, 0各模板不生成通孔
所调出来的 模架为模架 图1
上下顶针板固定螺 丝Y向距离缩减量。
0:ON B为导柱在 B板,导套在A板。 1:ON A为导柱在 A板,导套在B板。
模架类型,I为工字 模,H为无上固定 板直身模,T为有 上固定板直身模
ug模架教程
加载浇口套:
在“标准件管理”对话框的目录里,选择厂商DME_MM,在部件列表框中选 择浇口套Sprue Bushing,选择“两者皆是”,选择CATALOG_LENGTH (浇口套直身长度)为46,其它参数默认,如左下图,点击确定后结果如右下 图。 浇口套
3. 模具三大系统设计:
模架和主要的标准件加载完毕之后,还需要添加浇注系统、 冷却系统和顶出系统等,才能满足注塑模的基本结构要求。
浇口结果
3.2 顶出系统:
常见的顶出机构有顶杆顶出机构和滑块抽芯机构等,当产品结构简 单时一般用顶杆顶出;产品含有侧孔、侧向凸凹或倒扣时,除了顶 杆顶出外,还要使用滑块抽芯机构来实现脱模。我们还以下面这个 产品模型来演示顶出机构的加载:
倒扣
ห้องสมุดไป่ตู้侧孔
加载顶杆:
在“注塑模向导”工具条中单击“标准件”按钮,选择左图所示的顶 杆:
隐藏目的:仅显示动模座部分和型芯部件。 隐藏方法:在装配导航器中取消ty_misc_005(定位环和浇口套标准件) 节点文件复选框的勾选,即隐藏ty_misc_005; 隐藏ty_molebase_mm_038下的ty_fixhalf_022(定模部分); 隐藏ty_layout_017下两个相同分型部件ty_prou_003中ty_cavity_002 (型腔部件)。
EJA_h
EJB_h
推件固定板厚度
推件板厚度
EF_w
R_h
推件板厚度
卸料板厚度
应根据产品的尺寸、形状、型腔的布局、型腔型芯模型的大小,以及浇注冷却 系统的布置等因素,来选择一合适的标准模架,对于这个实例,根据其布局信 息:宽W = 170、长L = 110、型腔厚 Z_up = 55 、型芯厚Z_down = 25选用 模架FUTABA_DE,因单分型面结构,有支撑板但无卸料板,选EA类型,模架 规格采用2025,并设置模架部件列表框中的如下参数“Fix_open=0.5, move_open=0.5,EJB_open=5, AP_h=55,BP_h=25” 其它参数默认,点击“确定”,系统生成模架结果如下:
UG加工各参数详解(UG公司内部解释)
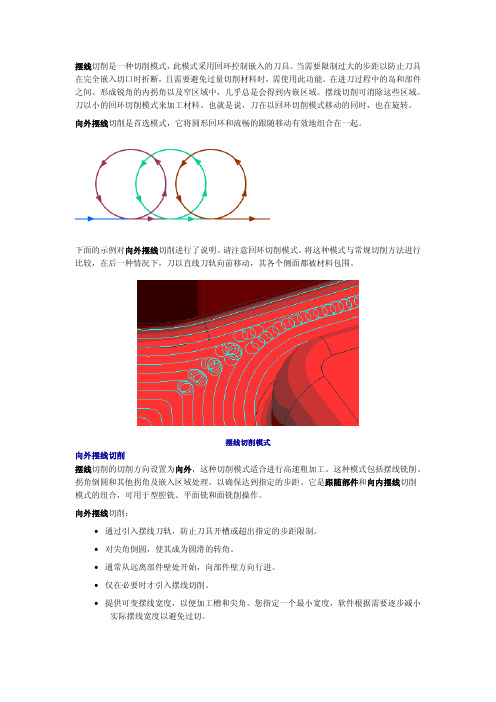
摆线切削是一种切削模式,此模式采用回环控制嵌入的刀具。
当需要限制过大的步距以防止刀具在完全嵌入切口时折断,且需要避免过量切削材料时,需使用此功能。
在进刀过程中的岛和部件之间、形成锐角的内拐角以及窄区域中,几乎总是会得到内嵌区域。
摆线切削可消除这些区域。
刀以小的回环切削模式来加工材料。
也就是说,刀在以回环切削模式移动的同时,也在旋转。
向外摆线切削是首选模式,它将圆形回环和流畅的跟随移动有效地组合在一起。
下面的示例对向外摆线切削进行了说明。
请注意回环切削模式。
将这种模式与常规切削方法进行比较,在后一种情况下,刀以直线刀轨向前移动,其各个侧面都被材料包围。
摆线切削模式向外摆线切削摆线切削的切削方向设置为向外,这种切削模式适合进行高速粗加工。
这种模式包括摆线铣削、拐角倒圆和其他拐角及嵌入区域处理,以确保达到指定的步距。
它是跟随部件和向内摆线切削模式的组合,可用于型腔铣、平面铣和面铣削操作。
向外摆线切削:•通过引入摆线刀轨,防止刀具开槽或超出指定的步距限制。
•对尖角倒圆,使其成为圆滑的转角。
•通常从远离部件壁处开始,向部件壁方向行进。
•仅在必要时才引入摆线切削。
•提供可变摆线宽度,以便加工槽和尖角。
您指定一个最小宽度,软件根据需要逐步减小实际摆线宽度以避免过切。
注意:最小摆线宽度值必须大于0。
•在典型的腔体加工例程中,刀具首次进入封闭型腔或沟槽时,就被完全嵌入进去了。
刀具在拐角处承受的载荷也将超出预期的。
金属切削率的峰值会导致刀具过早损坏。
这迫使机械师减小加工参数,进而导致生产力丧失。
恒定的金属切削率是高效加工的一个非常重要的准则。
经过优化的摆线刀轨可确保在整个刀轨中保持预期的金属切削率。
1. 选择型腔铣、平面铣或面铣削操作中主要参数页面上的摆线作为切削方法。
2. 接受默认参数,生成刀轨并检查结果。
3. 如有必要,可进行小的调整。
o在操作对话框中可调整步距值。
o调整摆线宽度、最小摆线宽度、步距限制%和摆线向前步长值(从切削参数对话框)。
UGNX模具设计
编辑模架组件
53
3. 模架的分型面与WCS的XY平面重合。
设计流程及操作 —— 滑块和浮升销库
选择标准件生产商及类型
标准件定 位方式及 放置位置
参数 示意 图
参数列表,供修改
54
UGNX模具设计 徐勤雁 24 10
设计流程及操作 —— 滑块和浮升销库
NOTE:1. WCS的+YC方向代表
滑块运动方向。
指定
是否
创建
冷料
62
穴
设计流程及操作 —— 流道
创建引导线
投影引导线
63
创建流道
设计流程及操作 —— 浇口库
设置浇口是否平衡 确定浇口放置位置
设置浇口类型以及 浇口尺寸
修改浇口相关特征
64
设计流程及操作 —— 浇口库
65
UGNX模具设计 徐勤雁 24 13
设计流程及操作 —— 调入标准件(顶杆)
47
设计流程及操作 —— 创建型腔和型芯
工件
型芯
48
型腔
设计流程及操作 —— 合并腔
放置合并产生的对象于选定 的组件中
指定对选中对象的操作类型
设置是否重命名组件
49
设计流程及操作 —— 合并腔
NOTE:1. 属于型腔\型芯的对象要放置于型腔\型芯的组件中。
50
2. 使用“视图管理器”显示或关闭组件。
2. 一般调入滑块后,需
要使用“WAVE几何连接器”链
接不同组件。
56
设计流程及操作 —— 滑块和浮升销库
NOTE:标准件的修剪应该放到全 部检查没有问题之后再去操作。
57
UGNX模具设计 徐勤雁 24 11
UG各种材质参考参
UG各种材质参考参各种材质参考参数!希望对喜欢渲染的朋友有用!不知发在哪里!!不适请移动。
各种材质参考参数各种金属的属性金属颜色RGB 色彩亮度光亮度慢射镜面光泽度反射BMP(分形噪声) 单位:英寸凹凸%铝箔180, 180, 180 有0 32 90 中65 .0002, .00002, .0002 8铝箔(钝) 180, 180, 180 有0 50 45 低35 .0002, .00002, .0002 15铝220, 223, 227 有0 35 25 低40 .0002, .00002, .0002 15磨亮的铝220, 223, 227 有0 35 65 中50 .0002, 00002, .0002 12黄铜191, 173, 111 有0 40 40 中40 .0002, .00002, .0002 20磨亮的黄铜191, 173, 111 有0 40 65 中50 .0002, .00002, .0002 10镀铬合金150, 150, 150 无0 40 40 低25 .0002, .00002, .0002 35镀铬合金2 220, 230, 240 有0 25 30 低50 .0002, .00002, .0002 20镀铬铝220, 230, 240 有0 15 60 中65 .0002, .00002, .0002 15 镀铬塑料220, 230, 240 有0 5 60 低50 .0002, .00002, .0002 15 镀铬钢220, 230, 240 有0 15 60 中70 .0002, .00002, .0002 5 纯铬220, 230, 240 有0 15 60 低85 .0002, .00002, .0002 5铜186, 110, 64 有0 45 50 中40 .0002, .00002, .0002 10 18K 金234, 199, 135 有0 45 50 中65 .0002, .00002, .0002 10 24K金218, 178, 115 有0 35 50 中65 .0002, .00002, .0002 10 未精练的金255, 180, 66 有0 35 50 中45 .0002, .00002, .0002 25 黄金242, 192, 86 有0 45 50 中65 .0002, .00002, .0002 10 石墨87, 33, 77 无0 4290 中15 .0001, .0001, .0001 10 铁118, 119, 120 有0 35 50 低25 .0002, .00002, .0002 20 铅锡锑合金250, 250, 250 有0 30 40 低15 .0002, .00002, .0002 10 银233, 233, 216 有0 15 90 中45 .0002, .00002, .0002 15 钠250, 250, 250 有0 50 90 低25 .0002, .00002, .0002 10 废白铁罐229, 223, 206 有0 30 40 低45 .0002, .00002, .0002 30 不锈钢128, 128, 126 有0 40 50 中35 .0002, .00002, .0002 20磨亮的不锈钢220,220,220 有0 35 50 低25 .0002,.00002,.0002 35锡220,223,227 有0 50 90 低35 .0001,.0001,.0001 20透明材质的折射率材质折射率真空10000空气10003液态二氧化碳12000 冰13090水13333丙酮13600乙醇13600糖溶液(30%)13800 酒精13900萤石14340融化的石英14600Calspar2 14860糖溶液(80%)14900玻璃15000玻璃,锌冠15170玻璃,冠15200氯化钠15300氯化钠(食盐)1 15440聚苯乙烯15500石英2 15530绿宝石15700轻火石玻璃15750青金石,杂青金石16100 黄玉16100二硫化碳16300石英1 16440氯化钠(食盐)2 16440 重火石玻璃16500 Calspar2 16600二碘甲烷17400红宝石17700蓝宝石17700超重火石玻璃18900水晶20000钻石24170氧化铬27050非晶质硒22920碘晶体33400以K为单位的光色度对照表光源K烛焰1500家用白灯2500-300060瓦的充气钨丝灯2800 100瓦的钨丝灯2950 1000瓦的钨丝灯3000 500瓦的投影灯2865 500瓦钨丝灯3175 3200K的泛光灯3200琥珀闪光信号灯3200R32反射镜泛光灯3200锆制的浓弧光灯32001号,2号,4号泛光灯,反射镜泛光灯3400暖色的白荧光灯3500切碎箔片,清晰闪光灯信号3800冷色的白荧光灯4500白昼的泛光灯4800白焰碳弧灯5000M2B闪光信号灯5100正午的日光5400高强度的太阳弧光灯5550夏季的直射太阳光5800早上10点到下午3点的直射太阳光6000 蓝闪光信号灯6000 白昼的荧光灯6500正午晴空的太阳光6500阴天的光线6800-7000高速电子闪光管7000来自灰蒙天空的光线7500-8400来自晴空蓝天的光线10000-20000在水域上空的晴朗蓝天20000-27000。
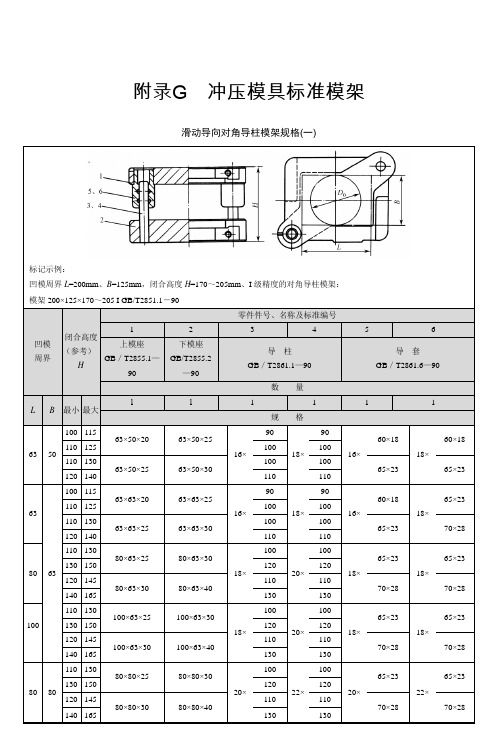
附录G 冲压模具标准模架
1
125×48 140×53 125×48 50× 140×53 140×58 150×58 140×53 150×58 140×53 150×58 150×53 160×63 55× 150×53 160×63
滑动导向后侧导柱模架规格(二)
标记示例: 凹模周界 L=200mm、B=125mm,闭合高度 H=170~205mm、I 级精度的后侧导柱模架: 模架 200×125×170~205 I GB/T 2851.3-90
量 1
格 200 230 230 260 200 230 230
50× 260 230 260 260 290 230 260 260 290 230 260 260 290 220 250 250 280
55× 240 270 270 300
1
125×48 140×53 125×48 45× 140×53 140×58 150×58 140×53 150×58 140×53 150×58 150×53 160×63 50× 150×53 160×63
90
3
4
导柱 GB/T2861.1—90
数量
5
6
导套 GB/T2861.6—90
1
1
1
1
1
1
L B 最小 最大
规格
110 130
100×80×25
100×80×30
130 150
100
120 145
80×80×30
100×80×40
140 165
100
100
120
120
110
110
130
130
65×23 70×28
130 150 100
模具参数表
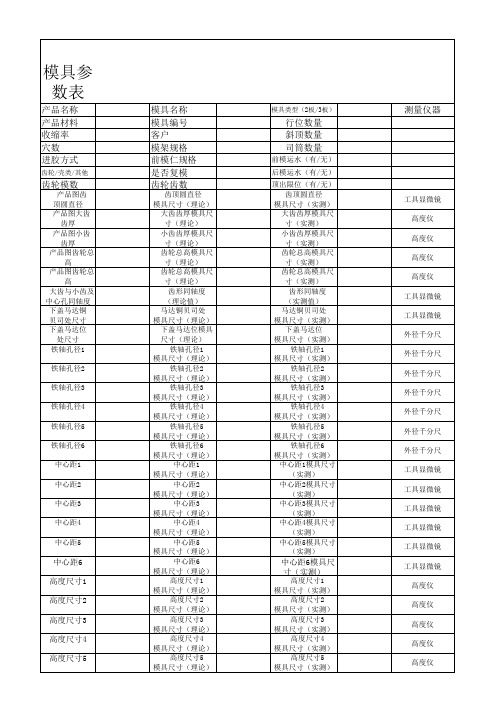
产品名称 产品材料 收缩率 穴数 圆直径 产品图大齿 齿厚 产品图小齿 齿厚 产品图齿轮总 高 产品图齿轮总 高 大齿与小齿及 中心孔同轴度 下盖马达铜 贝司处尺寸 下盖马达位 处尺寸 铁轴孔径1 铁轴孔径2 铁轴孔径3 铁轴孔径4 铁轴孔径5 铁轴孔径6 中心距1 中心距2 中心距3 中心距4 中心距5
模具类型(2板/3板)
测量仪器
行位数量 斜顶数量 司筒数量
前模运水(有/无) 后模运水(有/无) 顶出限位(有/无) 齿顶圆直径 模具尺寸(实测) 大齿齿厚模具尺 寸(实测) 小齿齿厚模具尺 寸(实测) 齿轮总高模具尺 寸(实测) 齿轮总高模具尺 寸(实测) 齿形同轴度 (实测值) 马达铜贝司处 模具尺寸(实测) 下盖马达位 模具尺寸(实测) 铁轴孔径1 模具尺寸(实测) 铁轴孔径2 模具尺寸(实测) 铁轴孔径3 模具尺寸(实测) 铁轴孔径4 模具尺寸(实测) 铁轴孔径5 模具尺寸(实测) 铁轴孔径6 模具尺寸(实测) 中心距1模具尺寸 (实测) 中心距2模具尺寸 (实测) 中心距3模具尺寸 (实测) 中心距4模具尺寸 (实测) 中心距5模具尺寸 (实测)
工具显微镜 高度仪 高度仪 高度仪 高度仪 工具显微镜 工具显微镜 外径千分尺 外径千分尺 外径千分尺 外径千分尺 外径千分尺 外径千分尺 外径千分尺 工具显微镜 工具显微镜 工具显微镜 工具显微镜 工具显微镜 工具显微镜 高度仪 高度仪 高度仪 高度仪 高度仪 高度仪
中心距6 高度尺寸1 高度尺寸2 高度尺寸3 高度尺寸4 高度尺寸5 高度尺寸6
中心距6模具尺 寸(实测)
高度尺寸1 模具尺寸(实测) 高度尺寸2 模具尺寸(实测) 高度尺寸3 模具尺寸(实测) 高度尺寸4 模具尺寸(实测) 高度尺寸5 模具尺寸(实测) 高度尺寸6 模具尺寸(实测)
UG模架调取与经验(精品)
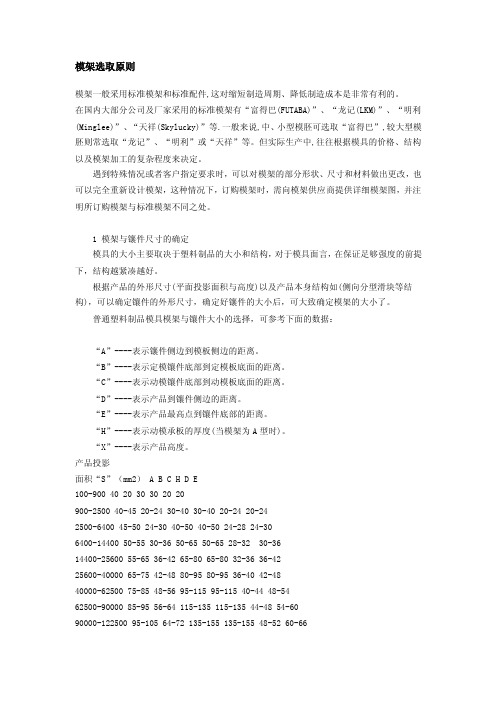
模架选取原则模架一般采用标准模架和标准配件,这对缩短制造周期、降低制造成本是非常有利的。
在国内大部分公司及厂家采用的标准模架有“富得巴(FUTABA)”、“龙记(LKM)”、“明利(Minglee)”、“天祥(Skylucky)”等.一般来说,中、小型模胚可选取“富得巴”,较大型模胚则常选取“龙记”、“明利”或“天祥”等。
但实际生产中,往往根据模具的价格、结构以及模架加工的复杂程度来决定。
遇到特殊情况或者客户指定要求时,可以对模架的部分形状、尺寸和材料做出更改,也可以完全重新设计模架,这种情况下,订购模架时,需向模架供应商提供详细模架图,并注明所订购模架与标准模架不同之处。
1 模架与镶件尺寸的确定模具的大小主要取决于塑料制品的大小和结构,对于模具面言,在保证足够强度的前提下,结构越紧凑越好。
根据产品的外形尺寸(平面投影面积与高度)以及产品本身结构如(侧向分型滑块等结构),可以确定镶件的外形尺寸,确定好镶件的大小后,可大致确定模架的大小了。
普通塑料制品模具模架与镶件大小的选择,可参考下面的数据:“A”----表示镶件侧边到模板侧边的距离。
“B”----表示定模镶件底部到定模板底面的距离。
“C”----表示动模镶件底部到动模板底面的距离。
“D”----表示产品到镶件侧边的距离。
“E”----表示产品最高点到镶件底部的距离。
“H”----表示动模承板的厚度(当模架为A型时)。
“X”----表示产品高度。
产品投影面积“S”(mm2) A B C H D E100-900 40 20 30 30 20 20900-2500 40-45 20-24 30-40 30-40 20-24 20-242500-6400 45-50 24-30 40-50 40-50 24-28 24-306400-14400 50-55 30-36 50-65 50-65 28-32 30-36014400-25600 55-65 36-42 65-80 65-80 32-36 36-4225600-40000 65-75 42-48 80-95 80-95 36-40 42-4840000-62500 75-85 48-56 95-115 95-115 40-44 48-5462500-90000 85-95 56-64 115-135 115-135 44-48 54-6090000-122500 95-105 64-72 135-155 135-155 48-52 60-66122500-160000 105-115 72-80 155-175 155-175 52-56 66-72160000-202500 115-120 80-88 175-195 175-195 56-60 72-78202500-250000 120-130 88-96 195-205 195-205 60-64 78-840以上数据,仅作为一般性结构塑料制品模架参考,对于特殊的塑料制品,应注意以下几点:(1)当产品高度过高时(产品高度X≥D),应适当加大“D”,加大值△D=(X-D)/2。
UG标准件库

•
7.4.1 Injection(浇注系统标准件)
• 标准件库中多家世界著名厂商提供了模具系列标 准件,在浇注系统标准件里就包括有定位环和浇 口套。 • 1. 定位环 • 2. 浇口套
7.4.2 Ejection(顶出系统标准件)
• 顶杆标准件是顶出系统中最简单、常见的一种制品顶出活动部件。在标准 件库中,顶出系统标准件类型中主要有直顶杆、扁顶杆、有托顶杆及顶管 等形式,用户可根据模具的结构来选择适用的顶出标准件。 1. 直顶杆Ejectior Pin(Styaight) 2. 扁顶杆Ejectior Pin(Shouldered) 3. 有托顶杆Ejectior Pin Flat(FW,FK) 4. 顶管Ejectior Sleeve Assy(S,KS)
• • • •
7.4.3 导向标准件
• 导向零件标准件主要有带螺纹的导柱Guide(With Screws)和导套Guide Bushing两种,起开模和闭 模的导向作用,确保模具能正常工作。 • 1. 带螺纹的导柱Guide(With Screws) • 2. 导套Guide Bushing
7.4.4
7.3.1 建模模式下的模架加载
• UG MW专家模架库功能十分强大,不仅可在MW模块里对自动分模创建的成 型镶块进行模架的加载,还可对在建模模式下创建的成型镶块加载适用的 模架。 在建模模式下,模架的加载是基于UG系统的绝对坐标系而进行的,产品及 成型镶块则是参照工作坐标系来创建的,若绝对坐标系与工作坐标系不相 符,那么就需要调整产品及成型镶块在工作坐标系的位置。 下面以一个实例来说明模架的加载过程。因示例模型的工作坐标系与绝对 坐标系不重合且ZC轴向与模具开模不同向,所以将模架的整个加载过程分 为4个部分:设置绝对坐标系、平移模型、旋转模型和加载模架。
模座参数表

107 spn_x_tp 大拉杆在X方向上距离
108 spn_y 大拉杆在Y方向上距离
109 spn_y_tp 大拉杆在Y方向上距离
110 supp_gba 三板模大拉杆上导套的抑制
111 supp_gbb 抑制S板导套
112
supp_gbb_ r
抑制R板导套
113 supp_gpa 正装导柱的抑制
66 cs_y
S-2在Y方向的距离
67 dp1_l 下固定DP的长度
68 dp_l
上固定板DP的长度
69 dp_x=cs_x DP在X方向的距离
70
dp_y=ps_y -PS_d-
DP在Y方向的距离
71 eg_x
EGP在X方向的距离
72 eg_y
EGP在Y方向的距离
73 egp_l EGP的长度
74 es_hh=5.4 S-3总长度和有效长度差值
U_off=BP_off+BP_h//BP_off-BP_h cs_hh=7.4 cs_l=BCP_h+CS_d*1.5-cs_hh cs_x=ps_x cs_y=424 dp1_l=2*BCP_h dp_l=2*TCP_h dp_x=cs_x dp_y=ps_y-PS_d-DP_d-20 eg_x=rp_x eg_y=rp_y-RP_d*2-30 egp_l=CP_h+BCP_h es_hh=5.4 es_l=EJB_h+EJA_h-es_hh es_n=3 es_off=EJB_off+EJB_h//EJB_off-EJB_h//-320 es_x=234 es_y=474 es_y1=0 fix_open=0.0 gba2_l=BP_h gba_l=AP_h gbb_l=S_h-1 gp1_l=if(GTYPE==1)(R_off+S_height+BP_h/2)else igfp(_GlT=YiPfE(=G=T0Y)P(EB=P=_0h)+(SB_Ph_ehi+gSh_th+eAiPg_hht/+2A)Pe_lhs/e2()2e0l0s)e if(GTYPE==1)(R_off+S_height+BP_h/2)else(200) gp_spn_y0=424 gp_spn_y1=424 gp_x=if(TP==1)(spn_x_tp)else(324) gp_y=if(TP==1)(spn_y_tp)else if(SPN_TYPE==0)(gp_spn_y0)else if(SPN_TYPE==1)(gp_spn_y1)else(gp_spn_y0) index=1 mold_chamfer=1 mold_l=500 mold_w=400
0800123UGNX模具设计_注塑模中英文对照_1002
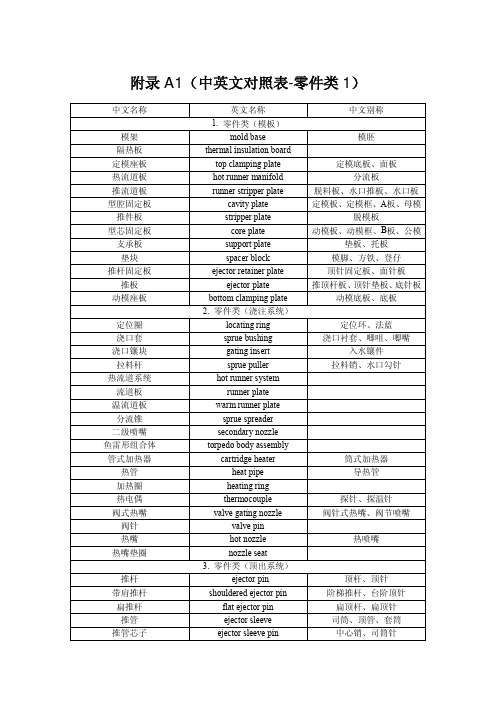
附录A1(中英文对照表-零件类1)中文名称英文名称中文别称1. 零件类(模板)模架mold base 模胚隔热板thermal insulation board定模座板top clamping plate 定模底板、面板热流道板hot runner manifold 分流板推流道板runner stripper plate 脱料板、水口推板、水口板型腔固定板cavity plate 定模板、定模框、A板、母模推件板stripper plate 脱模板型芯固定板core plate 动模板、动模框、B板、公模支承板support plate 垫板、托板垫块spacer block 模脚、方铁、登仔推杆固定板ejector retainer plate 顶针固定板、面针板推板ejector plate 推顶杆板、顶针垫板、底针板动模座板bottom clamping plate 动模底板、底板2. 零件类(浇注系统)定位圈locating ring 定位环、法蓝浇口套sprue bushing 浇口衬套、唧咀、唧嘴浇口镶块gating insert 入水镶件拉料杆sprue puller 拉料销、水口勾针热流道系统hot runner system流道板runner plate温流道板warm runner plate分流锥sprue spreader二级喷嘴secondary nozzle鱼雷形组合体torpedo body assembly管式加热器cartridge heater 筒式加热器热管heat pipe 导热管加热圈heating ring热电偶thermocouple 探针、探温针阀式热嘴valve gating nozzle 阀针式热嘴、阀节喷嘴阀针valve pin热嘴hot nozzle 热喷嘴热嘴垫圈nozzle seat3. 零件类(顶出系统)推杆ejector pin 顶杆、顶针带肩推杆shouldered ejector pin 阶梯推杆、台阶顶针扁推杆flat ejector pin 扁顶杆、扁顶针推管ejector sleeve 司筒、顶管、套筒推管芯子ejector sleeve pin 中心销、司筒针中文名称英文名称中文别称3. 零件类(顶出系统)推块ejector pad 顶块推件环stripper ring 脱模圈斜顶杆angle ejector rod 斜导杆斜顶lifter自润滑活型芯组件slide core guide unit 斜顶滑座导滑座slide base斜导杆固定座angle ejector rod fixed seat自润滑板guide plate挡块baffle block挡块固定螺钉baffle block set screw复位杆return pin 回程销、回针限位块stop block 止动件限位钉stop pin 垃圾钉4. 零件类(成型零部件)型腔cavity 母模仁型芯core 公模仁、模芯侧型芯side core 侧模芯镶件mould insert 镶块型腔镶件cavity insert 上内模、母模入子型芯镶件core insert 下内模、公模入子活动镶件movable insert拼块split螺纹型芯threaded core螺纹型环threaded cavity嵌件insert镶针insert pin5. 零件类(温度调节系统)快速接头jiffy quick connector管接头hose nippler三通接头three way cock四通接头four-way connection弯管接头pipe bend水嘴water nozzle 水接头油嘴oil nozzle 油接头软管hose 喉管水管water tube油管oil tube气管air tube中文名称英文名称中文别称5. 零件类(温度调节系统)管夹hose clip 软管卡子丝堵pipe plug 螺塞、喉塞冷却管cooling pipe隔水片baffle 挡水板O形圈o-ring 密封圈、O形环止水栓stopcock 导流塞流量计flow meter集水器siamese 集水块集油器oil collector 集油块节流阀throttle valve 截流阀流量分配器flow divider 分流器6. 零件类(侧向分型与抽芯机构)滑块slide 行位斜导柱angle pin 斜销、斜导边弯销clog-leg cam锁紧块locking block 楔紧块、铲鸡滑块导板slide glide strip 滑块导轨、压条耐磨板wear plate 硬片、油板球头顶丝ball plunger 波子螺丝、波子弹弓限位块stop block 止动件滑块定位器slide retainer 行位管位7. 零件类(导向、定位系统)导柱guide pin 边钉、导边直身导柱straight leader pins 直导柱带肩导柱shoulder leader pin 台阶导柱推板导柱ejector guide pin 中托边方型导柱guide square 方导柱三板模导柱support pins 细水口导边、水口边三板模导套runner stripper plate bushing 水口板导套、水口套导向条gib block 导向块导套guide bushing 边司直导套straight bushing带肩导套shoulder bushing 有托导套推板导套ejector guide bush 中托司套定位销dowel pin 销钉、管钉定位块locating block直身锁side lock 边锁、侧锁扣、直身定位块斜度锁taper lock 斜度定位块中文名称英文名称中文别称8. 零件类(开关模控制)定距拉杆puller bolt 拉杆螺丝、拉杆定距拉板puller plate 拉板止动螺钉stop bolt 限动螺栓锁模板safety bar 安全杆、锁模扣、安全扣阻尼销parting locks 尼龙拉钩、树脂开闭器、拉模扣分型面锁模装置parting lock set 分型拉钩、扣鸡、扣机顶出预复位机构early ejector return 早回机构、先复位机构9. 零件类(其他功能件)螺钉screw 螺丝螺帽screw cap 螺丝帽内六角螺钉shcs 杯头螺丝内六角沉头螺钉fhcs 平头螺丝无头螺丝grub screw弹簧spring 弹弓圆线弹簧wire spring扁弹簧flat spring氮气弹簧gas spring齿轮gear wheel轴承bearing马达motor止动键locking key卡簧clamp spring油缸hydraulic cylinder 液压缸气缸air cylinder排气阀air evacuation valve支撑柱support pillar 支承柱、撑头承压块pressure block吊模块lifting bars for mold 模具起吊块吊环lifting eye bolts 吊环螺钉挤紧块clamping block 锁定块垫圈washer 垫片弹簧垫圈spring washer 弹垫标牌nameplate 铭牌保护盖protective cover 防护罩顶模块ejector rod 顶出杆、顶棍行程开关position limit switch 限位开关计数器counters中文名称英文名称中文别称9. 零件类(其他功能件)压力传感器pressure transducer日期章date markers 日期标记电源插座power socket公插male connector母插female connector电线electric wire接线盒connection box 接线箱保护盒protection box保护柱stand off调整板adjustment plate压板stopper plate中文名称英文名称中文别称10. 相关术语类(设计系统)模具工程mold engineering工程力学engineering mechanics工程热力学engineering thermodynamics流变学rheology塑料成形模具mould for plastics 塑料模、塑胶模注射模injection mould 注塑模注射模设计design of injection mould热塑性塑料注射模injection mould forthermoplastics热固性塑料注射模injection mould for thermoses双色模double-color mould叠层模stack injection mould热流道模hot runner mould绝热流道模insulated runner mould 温流道模二板模two plate mold 大水口模三板模three plates mold 细水口模浇注系统feed system冷流道系统cold runner system主流道sprue 注入口、注道分流道runner浇口gate 入水浇口形式gate type 入水形式浇口大小gate size 入水大小浇口位置gate location 入水位置直接浇口direct gate 大水口环形浇口ring gate 环型浇口盘形浇口dish gate轮辐浇口spoke gate点浇口pin-point gate 细水口、针点式浇口侧浇口edge gate 边缘浇口潜伏浇口submarine gate 潜水口隧道式浇口tunnel gate 月牙形浇口、牛角形浇口、香蕉形浇口冷料穴cold-slug well 冷料井溢料槽flash groove 跑胶道、流胶沟排气槽air vent 排气道、排气孔、疏气位分型面parting surface 分模面分型线parting line 分模线中文名称英文名称中文别称10. 相关术语类(设计系统)水平分型面(线)horizontal parting line垂直分型面(线)vertical parting line定模fixed half 固定侧动模moving half 可动侧排气系统vent system顶出系统ejection system 脱模系统顶出机构ejection mechanisms 脱模机构成型零部件molding parts冷却系统cooling system冷却通道cooling channel加热系统heating system 供热系统收缩率shrinkage 缩水抽芯力core-pulling force抽芯距core-pulling distance投影面积projected area脱模斜度draft 拔模斜度模具寿命die life模腔数cavity number11. 相关术语类(注塑成型)注射机injection molding machine 注塑机、射出成型机、啤机注射能力shot capacity 注塑容量、注塑能力注射压力injection pressure 注塑压力、射胶压力锁模力clamping force 合模力成型压力moulding pressure 成形压力模内压力internal mould pressure 型腔压力开模力mould opening force脱模力ejection force 顶出力闭合高度mould-shut height最大开距maximum daylight 模板开距脱模距stripper distance最大容模厚度max mold height 最大模厚最小容模厚度min. mould thickness 最小模厚拉杆内距space between tie bars 拉杆间距、导柱内距注射装置injection unit 射胶系统预塑化装置preplasticator合模装置clamping unit 锁模系统控制装置control unit 控制系统机械手mechanical arm 机械臂中文名称英文名称中文别称11. 相关术语类(注塑成型)快速换模系统quick die change system 快速换模装置顺序阀sequence valve喷嘴直径nozzle diameter喷嘴球半径nozzle radius成型周期molding cycle 模塑周期注射时间injection time 射出时间保压时间packing time冷却时间cooling time顶出时间ejection time 脱模时间开、合模时间time of mold open & close塑料Plastics 塑胶塑件plastic parts 塑胶件项目名称project name产品名称product name 品名外观件appearance part总产量total product电镀plating 喷镀油漆paint蚀纹texture 咬花光面shiny side热板焊hot plate welding超声波焊ultrasonic welding 超声焊摩擦焊friction welding振动焊vibration welding壁厚wall thickness加强筋rib圆角fillet尖角sharp corner 锐角、利角凸台convex plate文字text孔位hole location工艺分析process analysis 过程分析流动分析flow analysis 充填分析顶白ejected mark 顶痕毛刺burr 毛边缩痕sink mark 凹痕水波痕water wave effect表面光泽度不良gloss ng中文名称英文名称中文别称11. 相关术语类(注塑成型)银丝纹silver streak 银条纹、银丝气泡bubble黑条纹dark streak烧焦burn 烧伤、烧黑黑点black spots 黑色斑翘曲warpage熔接线weld lines 熔合线熔接痕welding mark 溶合痕尺寸不稳定dimensional instability裂痕flaw 裂缝变色discoloration 褪色困气air trapping缺胶short shot 充填不足、欠注、短射试模mold trial注射速度injection rate 注射速率干燥温度drying temperature 烘干温度干燥时间drying time 烘干时间成型温度injection temperature 注塑温度、喷射温度模具温度mould temperature12. 相关术语类(材料)模板mould plate标准件standard parts电极electrode铜电极copper electrode 铜公石墨电极graphite electrode钨电极tungsten electrode钢steel 钢铁、钢材热作钢hot work tool steel 热锻模具钢冷作钢cold work steel预硬钢prehardened steel碳素钢carbon steel 碳钢碳素工具钢carbon tool steel不锈钢stainless steel铬钼钢chrome molybdenum steel合金工具钢alloy tool steel高速工具钢high speed tool steel硬质合金钢hard alloy steel弹簧钢spring steel中文名称英文名称中文别称12. 相关术语类(材料)灰口铸铁grey cast iron 灰铸铁、灰口铁紫铜copper黄铜brass青铜bronze铍铜BeCu铍青铜beryllium bronze铝aluminum13. 相关术语类(技术参数)结晶性crystallinity 结晶度透明性transparency 透明度耐热性heat resistance 抗热性熔融指数melt index 熔体流动指数剪切速率shear rate 剪切率剪切应力shear stress摩擦系数frictional coefficient布氏硬度brinell hardness HB洛氏硬度rockwell hardness HRC肖氏硬度shore hardness Hs维氏硬度vickers hardness HV金属疲劳metal fatigue疲劳寿命fatigue life密度density重量weight重心centre of gravity面积area体积volume承压面积bearing area 支承面积雷诺数reynolds number导热性thermal conductivity 导热率、导热系数比热容specific heat 比热热量heat quantity温差temperature difference弹性模量modulus of elasticity 弹性模数、杨氏模量截面惯性矩second moment of area 截面二次轴矩截面模量section modulus 截面系数泊松比poisson ratio 横向变形系数拉伸强度tensile strength 抗拉强度压缩强度compressive strength 抗压强度中文名称英文名称中文别称13. 相关术语类(技术参数)屈服强度yield strength剪切强度shear strength 抗剪强度冲击强度impact strength 抗冲强度扭曲强度torsional strength 抗扭强度、扭转强度弯曲强度bending strength 抗弯强度、抗挠强度屈服应力yield stress延展率elongation 延伸率载荷load弹性变形elastic deformation 弹性形变热膨胀系数thermal expansion coefficient14. 相关术语类(表面处理)热处理heat treatment调质thermal refining TR渗碳carburizing退火annealing回火tempering氮化nitriding NT、渗氮真空氮化vacuum nitriding 真空渗氮真空渗碳氮化vacuum carbonitriding 真空碳氮化离子氮化plasma nitriding离子渗碳氮化ion carbonitriding淬火quenching hardening QH高频淬火high frequency hardening真空淬火vacuum hardening化学电镀chemical plating 化学镀阳极氧化处理anodizing 阳极氧化发黑blackening 染黑法喷砂处理sand blast时效处理seasoning15. 相关术语类(加工)加工中心机床machine centers 加工中心CNC铣床cnc milling machine 数控铣床高速铣床high speed milling machine仿形铣床profiling milling machine 靠模铣床仿形车床copy lathe 靠模车床锯床saw machine刨床planing machines磨床grinding machines中文名称英文名称中文别称15. 相关术语类(加工)车床lathe摇臂钻床radial drilling machine 旋臂钻床钻床drilling machine 钻孔机雕刻机engraving machines电火花机electric discharge machines 火花机线切割放电机wire E.D.M. 线割放电加工机测量机measuring machines三座标测量仪three-coordinates measuringmachine合模机die spotting machine机加工machining 切削加工锻造forging铸造casting精密压铸accurate die casting电铸electroforming热轧hot rolling HR冷轧cold rolling 冷压延拉拔draw out挤压extrusion 挤制加工锯削sawing雕削carving-and-scraping铣削milling镗削boring锉削加工filing车削turning钻孔drilling铰孔reaming 铰孔修润拉削broaching刮削scraping磨削grinding研磨加工lapping切削cutting砂纸加工coated abrasive machining抛光加工polishing 抛亮光电火花加工electrical discharge machining 放电加工、EDM 线切割加工spark-erosion wire cutting WEDM电解研磨electrochemical lapping化学研磨chemical polishing中文名称英文名称中文别称15. 相关术语类(制图)技术制图technical drawing 工程制图技术参数technical parameter表面粗糙度surface finish 表面光洁度公差与配合common difference &cooperation形位公差geometric tolerance 几何公差尺寸公差dimension tolerance公差范围tolerance limits 容差极限基孔制basic hole system基轴制basic shaft system三角函数trigonometric function装配图assembly drawing 组装图、总装图、组合图模具排位图die layout 结构草图零件图part drawing 散件图工艺图process drawing 工艺过程图件号no.名称designation实际尺寸actual size标准尺寸stock size材质material 材料、物料数量quantity订货号order no. 订单号备注remarks 附注供应商supplier 供货商模号mold no设计design审核checked by 核对批准approve 审批比例scale单位unit张次sheet版本revision 版次图纸大小drawing sheet size模具公差mold tolerance日期date客户customer技术要求technical requirement 技术条件、技术规定使用说明书operation specifications 操作规范中文名称英文名称中文别称16. 相关术语类(流程、商务)流程优化process optimization 过程优化时间计划表time schedule 工作进度表、时间安排表设计优化design optimization产品分析报告product analysis report流动分析报告flow analysis report结构分析报告structural analysis report模具性能与寿命分析analysis of performance andlife of mold行政部administrative department 行政司营销部marketing department 市场部、市场销售部项目部project department工程部engineering department技术部technical department 技术研发部制造部manufacture department 生产部质检部quality inspection department 品保部采购部purchasing department财务科finance section客服部customer service department 客户服务部董事长board chairman 董事局主席总经理general manager技术总监technical director工程部经理engineering manager制造部经理manufacturing manager 生产部经理模具项目经理mold project manager模具设计师mould designer模具分析师mould analyst项目工程师project engineer钳工fitter模具成本mold cost 模具费用利润profit报价单quotation设计成本design cost 设计费制造成本manufacturing cost 生产成本材料成本material cost 物料成本调试成本debugging cost 调试费用管理成本administration cost 管理费税收revenue交期delivery time 发货期、交货期。
模板脚手架参数

模板脚手架参数随着软件开发行业的不断发展,脚手架成为了项目开发过程中的一项重要工具。
脚手架的作用在于提供一套简单的模板,以加快项目初始化的速度,减少开发人员重复劳动的时间和精力。
而在使用脚手架的过程中,参数的设置则变得尤为重要。
脚手架参数是指在使用脚手架工具时,用户可以自定义的选项和设置。
这些参数可以根据不同项目的需求来进行配置,以便生成符合要求的项目结构和基础代码。
通过合理配置脚手架参数,开发人员可以更加高效地进行项目开发。
以下是一些常见的模板脚手架参数:1. 项目名称:这是用户可以设置的最基本的参数之一。
通过输入项目名称,脚手架会将此名称应用于项目目录结构、文件名等各个方面,以确保生成的项目符合预期。
2. 框架选择:在使用脚手架时,开发人员可以选择合适的框架来构建项目。
常见的选择包括React、Vue、Angular等。
根据选择的不同框架,脚手架会生成相应的项目结构和相关配置文件。
3. UI组件库:在一些项目中,UI组件库的选择也是非常重要的。
通过选择适合的UI组件库,可以极大地提高开发效率和用户体验。
常见的UI组件库有Ant Design、Element UI、Bootstrap等。
4. CSS预编译器:CSS预编译器能够提供更加强大和灵活的CSS 编写方式,包括使用变量、嵌套规则、混合等。
通过选择和配置CSS预编译器,可以大大提高CSS的开发效率。
常见的CSS预编译器有Sass、Less、Stylus等。
5. 状态管理:对于一些大型复杂的应用,状态管理是必不可少的。
通过选择合适的状态管理工具,可以更好地管理应用的状态和数据流。
常见的状态管理工具有Redux、Vuex、MobX等。
6. 路由配置:对于多页面应用或单页面应用来说,路由配置是非常重要的一项功能。
通过选择合适的路由工具,可以方便地管理应用的路由和页面跳转。
常见的路由工具有React Router、Vue Router、React Navigation等。
UG-模架库参数表说明
支承板厚度(承板厚度) Y向推板固定螺钉的数量 (Y向顶针板固定螺丝的数量 ) 推板、推杆固定板固定螺钉直径(上下顶针板的固定螺丝直径) 推板固定螺钉X向距离(顶针板固定螺丝X方向距离) 推板固定螺钉Y向距离(顶针板固定螺丝Y方向距离) 拉杆位置形式(0:OUT拉杆位置在外;1:IN拉杆位置在内) 推料板厚度(水口板(弹料板)厚度) 推件板厚度 复位杆直径(回针直径) 推板导柱直径(中托边直径) 复位杆X向距离(回针X向距离) 复位杆Y向距离(回针Y向距离) 拉料杆直径(拉杆直径) 导柱X向距离 拉杆在外侧,则拉杆Y向距离为Y0 拉杆在内侧,则拉杆Y向距离为Y1 上下模固定螺钉的直径 上下模固定螺钉沉头孔深度 上下模固定螺钉X向距离 上下模固定螺钉Y向距离
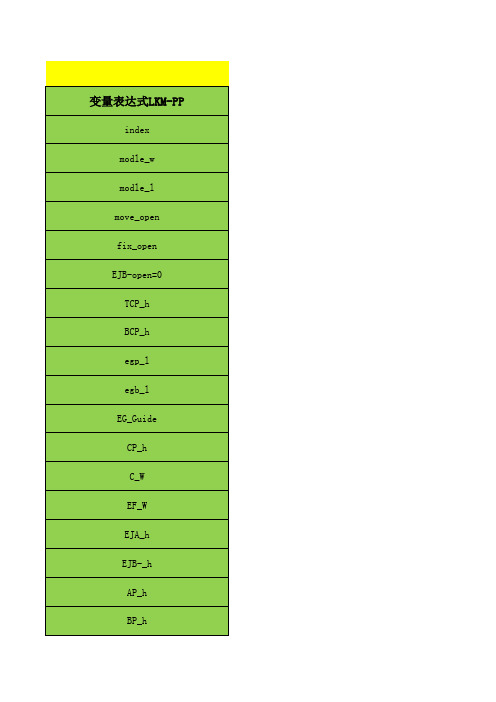
变量表达式LKM-PP
index modle_w modle_l move_open fix_open EJB-open=0 TCP_h BCP_h egp_l egb_l EG_Guide
CP_h C_W EF_W EJA_h EJB-_h AP_h BP_h
以龙记模架三板模架为例
U_h es_n Es_d es-x es_y SPN_TYPE R_h S-h RP_d EGP-d rp_x rp_y SPN_d gp_x gp-spn_y0 gp_spn_y1 ps_d ps_hh ps-x ps_y
ps-n mold_type
H I dp_d dp_l dp-x dp_y cs_d cs_hh cs-x cs-y GTYPE shorten-ej shift_ej_screw supp_pocket=1
以龙记模架三板模架为例
说明(最后面括号中为香港、台湾地区术语叫法)
模架型号 模板宽度 模板长度 B板与绝对座标Z向距离(动模离空) A板与绝对座标Z向距离(定模离空) 限位钉高度(推板与动模固定板之间的距离)(底针板离空) 定模固定板厚度(顶板厚度) 动模固定板厚度(底板厚度) 推板导柱长度(中托边导柱长度) 推板导Байду номын сангаас长度(中托司导套长度) 推板导柱、导套有无(0:OFF为没有,1:ON为有)(中托司、中托边有无) 垫块高度(C板高度) 垫块宽度(C板宽度) 推板宽度(顶出板宽度) 推杆固定板厚度(面针板厚度) 推板厚度(底针板厚度) 定模板(A板厚度) 动模板(B板厚度)
ug 标准模架的安装
UG6.0,moldwizard6.0/模具精灵下载,免费下载,分模模块,模架库下载,UG6.0安装好后模架未注册,打不开,标准件等功能无法使用,就需要安装此软件,下载后安装到UG根目录下面即可Moldwizard是UG系列软件中注塑模具自动化设计的专业应用模块,Moldwizard按照注塑模具设计的一般顺序来模拟设计的整个过程,Moldwizard只需根据一个产品的三维实体造型,从而建立一套与产品造型参数相关的三维实体模具 mold wizard nx2.0已经与模具设计专家并肩地工作建立了业界已曾见到的最直观的设计工具。
注塑模具向导的直观性是组合专家知识与自动化和相关性的结果。
在定义过程中的每一步杠杆运用自动化去增加功能和减少耗时步。
通过从部件模型相关传递改变到模芯与型腔生产率进一步增加。
模具向导的相关性也允许对标准件做的改变自动地反映到模具库中。
模具向导是完全集成在Unigraphics软件家族内允许用户在聚焦于模具设计的环境中开发它的全局功能,仅仅将要求设计软件和建模基本知识去执行高级任务。
仅仅用少数几步就能分割一模芯和模腔。
模具向导提供模具设计的全面覆盖,包括在业界最先进的分模功能。
模具向导的功能包括过程管理工具,模具型腔建模工具和标准件库。
模具向导是创新模具设计最有效的过程的技术。
模具向导是模具设计解决方案的完整资源。
UG Mold Wizard模块支持典型的塑料模具设计的全过程,即从读取产品模型开始,到如何确定和构造拔模方向、收缩率、分型面、模芯、型腔、滑块、顶块、模架及其标准零部件、模腔布置、浇注系统、冷却系统、模具零部件清单(BOM)等。
同时可运用UG WAVE技术编辑模具的装配结构、建立几何联结、进行零件间的相关设计。
UG Mold Wizard模块是一个独立的应用模块MoldWizard是针对注塑模具设计的一个过程应用.型腔和模架库的设计统一到一连接的过程中.MoldWizard为建立型腔,型芯,滑块,提升装置和嵌件的高级建模工具方便地提供快速,相关的,三维实体结果. 在MoldWizard中,模具相关概念的知识_型芯和型腔,模架库和标准件_是用如UG/WAVE和Unigraphics主模型的强大技术组合在一起的优点:●过程自动化●易于使用●完全的相关性.主要程序:●准备○装载产品模型/模具坐标系/计算收缩率/设定毛坯尺寸/中心布局.●型芯和型腔○搜索分模线/建立分模面/修补孔/抽取区域/建立型芯和型腔.●模架库和标准件用户介面UserInterface○引导你通过为完成你的模具设计的一个合理的行进步.。
UG标准件库
7.2.1 选用标准模架的过程
• 选用标准模架的过程包括以下几个方面: • 根据制品图样及技术要求,分析、计算、确定制品类型、
尺寸范围(型腔投影面积的周界尺寸)、壁厚、孔形及孔 位、尺寸精度及表面性能要求、材料性能等,以便制订制 品成形工艺、确定浇口位置、制品重量以及模具的型腔数 目,并选定注射机的型号及规格。选定的注射机应满足制 品注射量和注射压力的要求。 • 确定模具分型面、浇口结构形式、脱模和抽芯方式与结构, 根据模具结构类型和尺寸组合系列来选定所需的标准模架。 • 核算所选定的模架在注射机上的安装尺寸要素及型腔的力 学性能,保证注射机和模具能相互协调。
7.1 标准模架
• 标准模架分为两大类:大型模架和中小型模架。 两种模架的主要区别在于适用范围。中小型模架 的尺寸为B×L≤500mm×900mm,而大型模架的尺 寸B×L为630mm×630mm~1250mm×2000mm。
7.1.1 中小型模架的结构形式
• 模具中小型模架的结构型式可按如下特征分类: 结构特征、导柱和导套的安装形式以及动、定模 板座的尺寸和模架动模座结构。
• 1. 加载定位环 • 2. 加载浇口套
7.5 实例:MW模式下模架与标准件的加载
• 回顾本章的学习,首先介绍了正确选用模架的重要性,并 以大量的模架结构图将模架的基本知识形象化、简单化。 随后又介绍了在MW模式下模架与模具标准件的基本内容以 及加载的操作过程。接下来再以一个实例来温习本章所学 内容。
• 1.按结构特征分类 • 2. 按导柱和导套的安装形式分类 • 3. 按动、定模板座的尺寸分类 • 4. 按模架动模座结构分类
7.1.2 大型模架的结构形式
• 按结构的特征来划分,大型模架分为基本型和派 生型两类。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有无推板导套:=1有导套;=0无导套
supp_gbb_r=1
有无水口板导套:=1有导套;=0无导套
supp_gpa=1
有无导柱:=1有导柱;=0无导柱
supp_r=1
有无水口板:=1有水口板,=0无水口板
supp_s=1
有无推板:=1有推板,=0无推板
supp_spn=1
有无拉杆:=1有拉杆,=0无拉杆
拉杆导套(安装空)直径
spn_bush_hd=35+1.4
拉杆导套沉头孔直径
spn_bush_hh=8+0.2
拉杆导套沉头孔深度
spn_hd=25+1.4
拉杆沉头孔直径
spn_hh=10+0.2
拉杆沉头孔深度
spn_l=CP_off+CP_h/2+TCP_off+TCP_h 拉杆长度=C板偏离+半C板高度+顶板偏离+顶 板厚度
说明
模架型号 模板宽度 模板长度 动模离空 定模离空 底针板离空(垫钉高度) 顶板厚度 B板厚度 EJB长度 EJP长度 EJP无、有
C板宽度 顶出板宽度 面针板厚度 底针板厚度 A板厚度 B板厚度 承板(C板)厚度
面、底针板固定螺丝直径 顶出板螺钉X向距离 顶出板螺钉Y向距离 拉杆型号 水口板(弹料板)厚度 推板厚度 回针(复位杆)直径 EGP直径 回针X向距离 回针Y向距离 拉杆直径 导柱或拉杆X向距离 拉杆Y向距离Y0 拉杆Y向距离Y1 上下模螺钉直径 上下模螺钉沉头孔深度 上下模螺钉X向距离 上下模螺钉Y向距离 单边螺钉数量 模胚类型 直身模顶板宽度 工边模顶板宽度
顶出板螺钉长度=底针板厚+ 面针板厚-沉头孔 深度
es_n
顶出板螺钉数量(单边)
es_tap_d
面针板螺纹底孔直径
gba2_l=BP_h
B板导套长度(简化型小水口模架)=B板厚度
gba_bd
导套安装孔直径
gba_hd=35+1.4
导套头部沉孔直径
gba_hh
导套头部沉孔深度
gba_l=AP_h
A板导套长度=A板厚度
变量表达式LKM-PP
index modle_w modle_l move_open fix_open EJB-open=0 TCP_h BCP_h ejp_l ejb_l EG_Guide op_h C_W EF_W EJA_h EJB-_h AP_h BP_h U_h es_h Es_d es-x es_y SPN_TYPE R_h S-h RP_d EGP-d rp_x rp_y SPN_d gp_x gp-spn_y0 gp_spn_y1 ps_d ps_hh ps-x ps_y ps-n mold_type H I pp_d dp_l dp-x dp_y
左边C板X向偏离=-半模板宽+半C板宽度
Cr_off_x=mold_w/2-C_w/2
右边C板X向偏离=半模板宽-半C板宽度
EJA_off=EJB_off-EJA_h-4*ETYP E
面针板偏离=底针板偏离-面针板厚度4*ETYPE
EJB_off=BCP_off-EJB_h-EJB_open
底针板偏离=底板偏离-底针板厚度-底针板离 空(垫钉高)
顶板宽度=模身类型
T_height=supp_t_plate*TCP_h
顶板高=有无顶板*顶板厚度
U_height=supp_u*U_h
托板高度=有无托板*托板厚度
U_off=BP_off+BP_h
托板偏离=B板偏离+B板厚度
cs_bd
C板螺钉通过孔(在底板上)直径
cs_h=2*CS_d
C板螺钉旋入长度=2倍螺钉直径
模板倒角
ps_bd=13.4
上、下模螺钉通过孔直径
ps_hd=19.
上、下模螺钉沉头孔直径
ps_l=BCP_off+BCP_h-U_off-
螺钉长度=底板偏离+底板厚度-螺钉沉头孔深
ps_hh+PS_d*1.5
度+1.5倍螺钉直径
ps_tap_d
(上、下模螺钉)螺纹底孔直径
ps_y1
上、下模螺钉Y向距离
cs_hd
螺钉沉头孔直径
cs_l=BCP_h+CS_d*1.5-cs_hh
C板螺钉长度=底板厚+1.5倍螺钉直径-沉头孔 深度
cs_tap_d
C板螺纹底孔直径
es_bd
顶出板螺钉通过孔(在底针板上)直径
es_hd
顶出板螺钉沉头孔(在底针板上)直径
es_hh
顶出板螺钉沉头孔深度
es_l=EJB_h+EJA_h-es_hh
if(SPN_TYPE==1)(gp_spn_y1)else(gp_spn 距离yo)其余( 如(拉杆在内侧)(拉杆Y
_y0)
向距离y1)其余(拉杆Y向距离yo))
gpa_bd=GP_d
导柱孔直径=导柱直径
gpa_hd=25+1.4
导柱沉头孔直径
gpa_hh=6+0.2
导柱沉头孔深度
mold_chamfer=1
supp_t_plate=if(Mold_type==H&&SG==1)( 有无顶板=如(直身模&&大水口)(无顶板)
0)else(1)
其余(有顶板)) 板)
( =1 有 顶 板 ; =0 无 顶
supp_t_screw=if(Mold_type==H&&SG==1) 有无顶板螺钉
(0)else if(SG==0)(0)else(1)
ES_d
面、底针板固定螺钉直径
ETYPE=0
顶针固定形式:=0沉孔固定;=1面、底针板 离空固定
GP_d
导柱直径
GTYPE=1
导柱位置:=1在A板;=0在B板
PS_d
定模、动模螺钉直径=M1RP Nhomakorabead回针(复位杆)直径
R_height=supp_r*R_h
弹料板高度=有无弹料板*弹料板厚度
R_off=AP_off+AP_h
PE!=3)
(gp_spn_y0)elseif(SPN_TYPE==2&>Y
PE!=3)
(gp_spn_y0)elseif(SPN_TYPE==3&>Y
PE!=3) (gp_spn_y1)else(gp_spn_y0)
spn_y_tp
supp_gba=1
有无导套:=1有导套;=0无导套
supp_gbb=1
cs_d
C板螺丝钉直径
cs_hh
C板螺丝钉沉头孔深度
cs-x
C板螺钉X向距离
cs-y
C板螺钉Y向距离
GTYPE
shorten-ej
面、底针板长度缩减量
shift_ej_screw
面、底针板固定螺钉Y向距离缩减量 模架各模板是否生成各种穿透件(螺钉、导
supp_pocket=1
柱、拉杆、导套……)的通孔;=1生成,=0
h)
度)其余(推板厚度)
S_off=move_open
推板偏离= 动模离空
TCP_off=R_off+supp_r*R_h
顶板偏离=弹料板偏离+有无弹料板*弹料板厚 度
TCP_off_z=TCP_off
顶板偏离Z值=顶板偏离
TCP_top=TCP_off+TCP_h
顶板顶面=顶板偏离+顶板厚度
TW=Mold_type
AP_off=fix_open
无孔 A板偏离=定模离空
BP_off=S_off+supp_s*S_h
B板偏离=推板偏离+有无推板*推板厚度
CP_h
C板高度
CP_off=U_off+supp_u*U_h
C板偏离=托板偏离+有无托板*托板厚度
CS_d
C板螺钉直径
Cl_off_x=-(mold_w/2)+C_w/2
弹料板偏离=A板偏离+A板厚度
SG=0
模架形式:SG=0为大水口,SG=1为小水口模 架
SPN_TYPE=0
拉杆位置形式:=0拉杆位置在外;=1拉杆位 置在内
SPN_d
拉杆直径=20
S_height=if(supp_s!=0)(supp_s*S_h)else(S_ 推板高度=如(无推板)(有无推板*推板厚
ps_y2
上、下模螺钉Y向距离
rp_bd=RP_d+0.2
回针(复位杆)孔直径=回针直径+0.2
rp_hd=20+1.4
回针沉头孔直径
rp_hh=4+0.2
回针沉头孔深度
rp_l=EJB_off-BP_off
回针长度=底针板偏离-B板偏离
spn_bd=SPN_d+2
拉杆避空孔直径=拉杆直径+2
spn_bush_bd
supp_u=1
有无托板:=1有托板,=0无托板
spn_x=if(GTYPE==3)(spn_x_tp)else(gp_x) (拉杆X向距离=如( )()其余 (导柱X向
距离)
spn_x_tp
spn_y=if(GTYPE==3)(spn_y_tp)elseif(SPN
_TYPE==0&>YPE!=3)
(gp_spn_y1)elseif(SPN_TYPE==1&>Y
gbb_l=S_h-1
推板导套长=推板厚度-1
gp1_l=AP_h+AP_off+BP_h+BP_off