双金属复合管复合工艺研究进展_曹晓燕
双金属管复合技术的研究进展(上)
综
1 1
双金属管复合技术 的研 究进 展 ( 上)
郭明海 ,刘俊友 ,庞 于思 2 ,王黎 晖 z
(1 . 北京科技 大学材料科学与工程学院 ,北京 1 0 0 0 8 3 ;2 . 新兴铸 管股份有 限公 司,河北 邯郸 0 5 6 0 0 0)
摘
要 :介绍 了国 内外双金属管 的发展现状 ,各种 复合技术 的生产 工艺流程及其优缺 点。重点从技术优 势 、
双金属复合管的研究现状与发展趋势
第 49 卷 第 10 期2020 年 10月Vol.49 No.10Oct.2020化工技术与开发Technology & Development of Chemical Industry双金属复合管的研究现状与发展趋势闫可安1,2,许天旱1,韩礼红2,路彩虹2,陈 阳1,2(1.西安石油大学材料科学与工程学院,陕西 西安 710065;2.石油管材及装备材料服役行为与结构安全国家重点实验室,中国石油集团石油管工程技术研究院,陕西 西安 710077)摘 要:本文介绍了双金属复合管的结构特点和主要生产工艺,对双金属复合管的失效形式及原因进行了详细的文献调研,整理了双金属复合管工艺和应用的发展现状,对双金属复合管的应用发展前景进行了展望。
对其未来在制造和检测方面的发展趋势进行了分析,提出了应加快制造技术的研发和自动化程度,完善复合管无损检测技术,且标准规范需要系统化、规范化、全面化的建议。
关键词:复合管;双金属;现状;发展中图分类号:TB 331;TQ 055.8+1 文献标识码:A 文章编号:1671-9905(2020)10-0045-06基金项目:西安石油大学研究生创新与实践能力培养项目(YSC20112019)收稿日期:2020-07-201 概述及应用背景据统计,我国每年因腐蚀造成的损失达数千亿元人民币,管道腐蚀所占比例尤其大。
目前各种管网中腐蚀最严重的是低碳钢和低合金钢[1]。
油气田介质中存在CO 2、H 2S 等腐蚀气体,管道腐蚀影响油气运输质量,会给油气田用户带来损失[2]。
双金属复合管的出现减少了在运输中因腐蚀造成的管道泄漏损失,受到油气田用户的青睐。
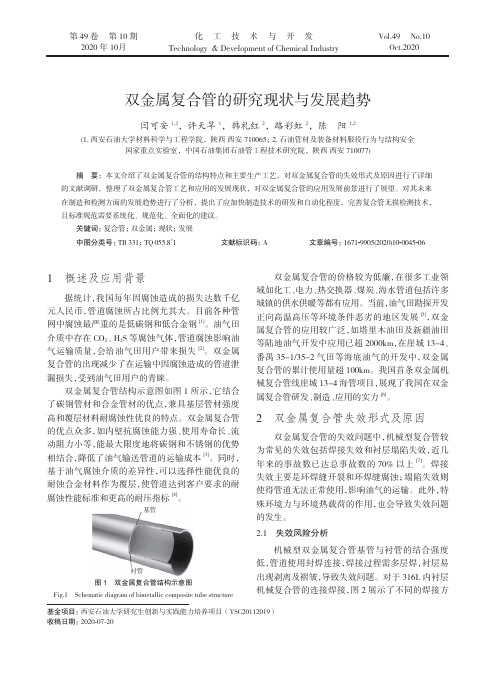
双金属复合管结构示意图如图1所示,它结合了碳钢管材和合金管材的优点,兼具基层管材强度高和覆层材料耐腐蚀性优良的特点。
双金属复合管的优点众多,如内壁抗腐蚀能力强、使用寿命长、流动阻力小等,能最大限度地将碳钢和不锈钢的优势相结合,降低了油气输送管道的运输成本[3]。
双金属复合管焊接工艺研究与应用
双金属复合管焊接工艺研究与应用王新【摘要】In order to improve welding qualified rate and working efficiency of double metal composite pipe with 20#Carbon steel base tube and 316Lstainless steel inner liner,the paper introduces the study on the welding process parameters,welding procedure qualification which is applied on project after approved.The result of appliction proves that the welding procedure is simple and effective,which welding qualified rate is improved from 70% before to over 90% and ensures the smooth commissioning of the project.%为了提高20#碳钢基管+316L不锈钢内衬管双金属复合管的焊接一次合格率以及生产效率,研究了该材质的焊接工艺参数,并采用该参数进行焊接工艺试验,评定合格后进行了工程应用.结果表明,该工艺焊接工序步骤简单,焊接一次合格率由不到70%提高至90%以上,提高了工程焊接效率,确保了工程顺利投产.【期刊名称】《电焊机》【年(卷),期】2011(041)007【总页数】3页(P71-73)【关键词】20#碳钢基管;316L不锈钢内衬管;双金属复合管;焊接工艺研究【作者】王新【作者单位】石油天然气克拉玛依工程质量监督站,新疆克拉玛依834000【正文语种】中文【中图分类】TG457.6七中区克下组油藏复合驱工业化试验地面建设工程是中石油股份公司2007年的重大开发试验项目,也是新疆克拉玛依油田迄今为止规模最大的化学驱现场试验项目,试验成功后预计可提高克拉玛依油田老区油藏最终采收率16%。
双金属复合管复合工艺
双金属复合管复合工艺
双金属复合管是由两种不同材料制成的管道,其中内层材料具有良好的耐腐蚀性能,而外层材料则具有较高的机械强度。
双金属复合管的复合工艺包括两种常用方法:爆炸轧制和轧制焊接。
爆炸轧制是指将两种材料的板材先用爆炸板焊的方法焊在一起,然后用轧机进行轧制成管。
轧制焊接则是指直接将两种材料的板材经高温处理后通过轧制焊接的方法进行复合。
双金属复合管的优点在于其内层材料能够有效地抵抗各种腐蚀介质,从而保证管道的使用寿命;而外层材料则能够承受较高的力量,保护内层材料。
此外,双金属复合管还具有重量轻、外观美观等优点,适用于化工、炼油、电力等领域的管道工程。
然而,双金属复合管的制造工艺相对较复杂,需要严格的材料选择和严密的工艺控制,以确保其质量和使用寿命。
另外,在使用过程中也需要认真维护,定期检查管道的运行情况,以确保其正常运行。
总体来说,双金属复合管作为一种高质量、高耐腐蚀性的管道产品,在工程建设中有着广泛的应用前景。
而随着工艺技术的不断提高和管
道材料的不断创新,双金属复合管的制造和应用也将得到更进一步的推广和应用。
X60/2205双金属复合管短流程制备工艺研究
一~一 ~一 宣 _~ 一一 k. ~ 一 耐 一 ~ d 一
.
(U iest o ce c n eh oo yB i n ,B in 10 8 ,C ia) nv ri f in ea dT c n lg e ig ej g 0 0 3 hn y S j i
甜 ㈨ . 善
一一 一一 ~ 一一 ~ 一 ~
随着工 业技 术 的发 展 .许 多 行业对 金 属管 的综
的整体 强度 及安 全性 ,而且 相对 于整 体合 金管 来说 能 有效 降低 成本 。
合性 能要 求越 来越 高 L。例如 ,油气 田高 C : S 1 j O 、H:
的腐蚀环境 ,以及其他强腐蚀环境 , 对钢管的耐蚀 性 、强度、塑性等都有很高要求 ,选用双相不锈钢 20 2 5的 安 全性 要 比碳 钢 或 单 相 不 锈 钢 高很 多 ,但 是 建设 成 本 很 大 。X6/2 5双金 属 复合 管 是 以双 02 0 相 不 锈 钢 2 0 (O r2 iMo N) 内复 层 .低 合 25OC2N5 3 为
Re e ch O i i l w a u a t rn s ar n M n — o M n f C u i g f
P o e s o 6 / 2 5 Bi t l a i e r c s f 0 2 0 me a d P p X Cl
L uJa i i i nb n
发出一组新 钢号 .通过采 用新 的淬火方式 ,严格控制生产过程 ,成功生产出性 能优 良的海上平台用管。 ( 阳华菱钢 管有限公司 许 莹) 衡
刘建彬 :X6 /2 5双金属复合管短流程制备工艺研究 02 0
钢 管 21 0 2年 8月 第 4 卷 第 4期 1
蚀性 ,外 层 可 以满 足一定 的耐压 和强度 要求 。采 用 短 流程 工艺 “ 离心 浇铸 + 挤压 ” 热 生产 的双金 属 复 合 管不但 界 面完 全冶 金结合 ,综 合性 能优 良 ,而且 整
双金属复合管防腐技术研究进展
2 2 / ( 04 9mg L 罗家 8井 ) 。硫 化氢 和二氧 化碳 的腐 蚀是最 危险 的 ,尤其 是硫 化氢 _ 。 1 】
缓 蚀 剂 的 基 本 原 理 是 通 过 缓 蚀 剂 分 子 上 极 性 基
广 阔 的 应 用 前 景 ,将 在 油 管 和 注 水 管 等 石 油 石 化 领 域 中广泛 应用 。
层疏 水保 护膜 ,阻碍 与腐蚀 反应有 关 的电荷或 物
质的转 移 ( 动 障碍 作 用 ) 移 ,使 腐 蚀 速 度 减 小 。采 用化学 缓蚀 剂 防 腐 时 ,工 艺 简 单 ,防腐 效 果 较 好 。 但 是 ,缓蚀 剂 的加 注量 、加注 周期对 缓蚀 效果影 响 很大 ,在整个 缓蚀 剂加 注过程 中管道 的腐蚀 监测 尤
类 涂层 ,这是 一种 普通 高分子 型防腐 涂层 ,其耐 高 温和 耐腐蚀性 能有 限 。T b so e 司 的 T 系 列 u ocp 公 K
工业 使用 的耐蚀合 金 品种繁 多 ,需 要针对 温度 、腐
蚀 介 质 ( 氧 化 碳 、硫 化 氢 和 氯 根 ) 的含 量 及 其 分 二
及 硫酸 盐还原 菌等 。 国内相 当一 部分 主力 油气 田酸 性 组分 含量较 高 。例如 ,在川 东硫化 氢气 田群 ( 包 括罗 家寨 、渡 口河 、铁 山 坡 、滚 子 坪 和 普 光 等 ) ,
6 4
油气田地面工程第 2 7卷 第 1 2期 ( O 8 1 ) 2 O . 2
双 金属 复 合 管 防 腐 技 术 研 究进 展
曾德 智 。 杜 清 松 谷 坛 。 黄 黎 明。 张 智 施 太 和 ;
双金属管拉拔复合工艺设计及性能研究

双金属管拉拔复合工艺设计及性能研究双金属管拉拔复合工艺设计及性能研究摘要:本研究旨在设计一种可行的双金属管拉拔复合工艺,并对其性能进行研究。
通过实验方法,首先确定了合适的拉制工艺参数,包括拉拔速度、模具几何形状等;然后通过金相分析和力学性能测试,研究了不同拉拔条件下双金属管的变形特征以及强度、硬度等性能。
结果表明,该拉拔复合工艺可以获得较好的双金属管形貌和性能。
关键词:双金属管;拉拔;复合工艺;性能研究1. 引言双金属管是一种由两种不同金属材料制成的复合管道,广泛应用于石油、化工、航空航天等领域。
由于双金属管可以兼顾两种金属的特性,具有较高的强度和良好的耐腐蚀性能,因此备受青睐。
然而,目前对于双金属管拉拔复合工艺的研究尚不充分,有待进一步深入探索。
2. 实验设计与方法2.1 材料准备本实验选取了两种不同材料的金属,分别为铝和铜。
铝和铜的硬度差异较大,在复合过程中容易出现变形和破裂。
材料的化学成分和物理性能如表1所示。
表1. 材料化学成分和物理性能材料化学成分(wt%)硬度(HV)拉伸强度(MPa)延伸率(%)铝97.5% Al,2.5% Mg 70 280 12铜99.9% Cu 130 390 402.2 拉制工艺参数确定在拉制过程中,主要涉及拉拔速度、模具几何形状等参数的选择。
通过多组试验,不断调整这些参数,确定最佳的拉制工艺参数。
得到的最佳参数为拉拔速度为0.1 m/s,模具几何形状为圆形。
2.3 实验过程制备了多组双金属管试样,采用拉拔复合工艺进行制备。
在不同拉拔条件下制备了多组试样,并进行了金相分析和力学性能测试。
金相分析使用光学显微镜观察变形情况,力学性能测试包括强度和硬度的测试。
3. 实验结果与讨论3.1 变形特征分析金相分析结果显示,经过拉拔复合工艺后,双金属管的两种金属材料得到良好的结合,无明显的界面分离现象。
拉拔过程中,双金属管发生了一定的塑性变形,但变形范围较小,且没有明显的断裂现象。
天然气管线用双金属复合管的发展现状

天然气管线用双金属复合管的发展现状曹晓燕;上官昌淮;施岱艳;陈勇彬;胡益武【摘要】随着高酸性天然气田的不断开发,气田腐蚀面临考验。
为了确保气田的安全生产,有必要综述性价比较高的双金属复合管发展现状。
介绍了双金属复合管的复合工艺,分析了双金属复合管的施工焊接技术等,最后提出应立足于国内限于的生产水平,借鉴外国的经验,开展高酸性环境条件下双金属复合管的腐蚀行为和耐蚀性研究。
因此,随着双金属复合管道在一些油气田的成功应用以及耐蚀合金钢价格日益上涨的今天,双金属复合管道在天然气田的运用意义重大。
%With the development of the soil gas field, corrosion became more and more important. In order to guarantee the safety of the gas field, it’s necessary to summarize the development of the bimetal clad. The productive technology and construction welding technology of the bimetal clad was introduced. Base on the production lever of the bimetal clad, it could learn from foreign and study the corrosion behavior&corrosion-resistant performance of bimetal clad in high soil gas field. In this situation, with the bimetal clad success application in oil&gas field and the increasing price of the corrosion-resistant alloy, the application of the bimetal clad became more and more important to reduce the project investment.【期刊名称】《全面腐蚀控制》【年(卷),期】2014(000)004【总页数】4页(P22-25)【关键词】管线;双金属;复合管;天然气【作者】曹晓燕;上官昌淮;施岱艳;陈勇彬;胡益武【作者单位】中国石油工程设计有限责任公司西南分公司,四川成都610041; 中国石油天然气集团公司石油管工程重点实验室四川研究室,四川成都610041;中国石油工程设计有限责任公司西南分公司,四川成都610041; 中国石油天然气集团公司石油管工程重点实验室四川研究室,四川成都610041;中国石油工程设计有限责任公司西南分公司,四川成都610041; 中国石油天然气集团公司石油管工程重点实验室四川研究室,四川成都610041;中国石油工程设计有限责任公司西南分公司,四川成都610041; 中国石油天然气集团公司石油管工程重点实验室四川研究室,四川成都610041;中国石油工程设计有限责任公司西南分公司,四川成都610041【正文语种】中文【中图分类】TG174.2随着油气工业的不断进步,世界能源需求量越来越大,易于开采的石油与天然气资源越来越少,为了满足全球工业时代进程的节奏以及能源替代进展缓慢,油气田的勘探开发逐渐向环境条件更为苛刻的地区发展,如我国的普光气田、新疆油气田等[1,2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
随着世界能源需求量增长,易开采的油气资源 越来越少,以及替代能源发展缓慢,为适应全球经 济发展,油气田勘探开发朝着高含 CO2、Cl-、H2S, 以及高温、高压等环境条件更为恶劣的区域迈进, 如我国川渝 地 区 、 新 疆 沙 漠 地 区 。 在 高 含 H2S、 CO2、Cl-等共存的环境下,油气集输管线的腐蚀极 为严重,伴随着高温、高压和硫腐蚀等因素的相互
综合述评
11
双金属复合管复合工艺研究进展*
2 2 2 2 曹晓燕 1, ,邓 娟 1,上官昌淮 1, ,李天雷 1, ,崔 磊 1,
( 1. 中国石油工程设计有限公司西南分公司,四川 成都 610041; 2. 中国石油天然气集团公司石油管工程重点实验室四川研究室,四川 成都 610041) —机械复合和冶金复合;重点对这两大复合类型的各种 摘 要:综合介绍了双金属复合管的复合工艺类型—— 工艺优缺点进行了对比分析,并提出应立足于国内现有生产水平,借鉴外国的研究和应用经验,进一步开展对双 金属复合管复合工艺和焊接工艺研究,为双金属复合管在恶劣环境油气田的成功应用奠定基础。 关键词:复合管;双金属;复合工艺;机械复合;冶金复合 中图分类号:TG335.8+3 %%文献标志码:A (2014 ) %文章编号:1001-2311 02-0011-05
* 中国石油股份有限公司科学研究与技术开发资助项 目 (JCF-2013-43-05 ) 中国石油工程设计有限公司科技统筹项目 (KY2013-20 ) 曹晓燕 (1971),女,高级工程师,主要从事油气田 腐蚀与防护设计工作。 STEEL PIPE Apr. 2014,Vol. 43,No. 2
作用,极易造成集输管线腐蚀穿孔、应力腐蚀开裂 等事故,甚至发生火灾、爆炸等,威胁人民的生命 和财产安全[1-9]。 目前,高腐蚀性油气田的集输管线在设计过程 中选用的主要材质有:碳钢、耐蚀合金钢和双金属 复合管。管线材质选用碳钢时,由于腐蚀性气体 、 高 Cl -浓度的影响,碳钢的电化学腐蚀较迅速,因 此在设计时往往需要辅以缓蚀剂、增加腐蚀监测等 保护措施,工作量大;管线选用耐蚀合金钢时,由 于耐腐蚀层仅占壁厚的 1/3 左右,其余部分为支撑 元件,造成了耐蚀合金钢浪费较大,性价比较低 。 有研究和应用结果表明,使用耐蚀合金双金属复合 管是解决高腐蚀环境下管线腐蚀问题相对安全和经
(a )
(b )
(c )
(d )
图 2 液压复合成型工艺示意
优点:复合工艺简单,逐渐加压成型,密闭管 内各点压力相同。 缺点:结合力较小,虽然各点压力均衡但极易 受到内衬管厚度和不规则程度影响,内衬管壁厚较 厚处与基管不能完全贴合,高温下易产生应力松弛 而分层失效。 (2 ) 爆燃复合。将装配好的基管和内衬管放在 水槽内,将炸药放置在内衬管轴线上,通过炸药爆 炸引起管内水压瞬间增高,瞬间增高的水压推动内 衬管在直径方向向外扩张,使内衬管紧贴基管的内 表面,释放压力,基管弹性变形回弹,内衬管塑性 变形实现复合。爆燃复合是利用航天爆燃技术使基
少、生产成本较低等特点,应用较为广泛,但由于 两种金属间无冶金结合面,结合强度较低,在一定 程度上限制了机械复合管的应用范围。 机械复合各成型工艺的特点如下。 (1 ) 液压复合。该工艺主要是通过液压膨胀内 衬管和基管实现紧密贴合。将装配好的基管和内衬 管两端完全密封,管内注入液体后逐步加压,内衬 管随着管内压力逐步增加在直径方向向外扩张,使 得内衬管塑性变形,基管弹性变形,当达到一定限 度时,释放压力,基管回弹,内衬管保持塑性变形 而实现复合。液压复合成型工艺如图 2 所示。
曹晓燕等:双金属复合管复合工艺研究进展*
13
图 3 热轧复合成型工艺示意
图 4 堆焊复合成型工艺
图 5 堆焊后形貌
缺点:内衬管为耐蚀合金,可能产生壁厚波 动,并由于变形不一致而产生裂纹,同时难以挤压 复杂形状物件。 (2 ) 热轧复合。 优点:结合强度高,工艺简单,生产效率高 、 质量好、成本低,可大量降低金属材料的损耗。 缺点:一次性投资大,材料选择范围小,温度 升高对材料性能有一定影响。 (3) 离心铸造复合。 优点:成型的钢管组织致密,晶型细小,过渡 层较厚,应力较小,夹杂物含量少;工艺较为简 单,适用管材类型较广。
钢 管 2014 年 4 月 第 43 卷第 2 期
12
综合述评
济的途径之一[10-11]。 耐蚀合金双金属复合管由两部分组成,基管 (外管 ) 为普通碳钢管或低合金钢管,内衬管为耐蚀 合金管,复合管两部分采用特殊结构或特殊焊接工 艺连接而成。内衬管选用的耐蚀合金可根据腐蚀环 境不同而选用不锈钢、镍基合金、双相不锈钢或其 他耐蚀合金材料。基管则根据输送介质压力等级来 确定,以满足油气输送强度及压力的要求。双金属 复合管不仅综合了基管的机械性能和内衬管耐蚀合 金的防腐性能,而且与碳钢和耐蚀合金管相比,具 有较高的性价比,因而得到越来越广泛的应用[12]。
Progress Made in Research on Cladding Process for Bimetal Clad Pipe
2 2 2 2 ,DENG Juan1,SHANGGUAN Changhuai 1, ,LI Tianlei1, ,CUI Lei1, CAO Xiaoyan1,
( 1. Southwest Company,China Petroleum Engineering Co.,Ltd.,Chengdu 610041,China; 2. Sichuan Branch,CNPC Key Lab of Petroleum Tubular Goods Engineering,Chengdu 610041,China) Abstract: Comprehensively elaborated here in the paper are the cladding process types for bimetal clad pipes , i.e., the mechanical cladding process and the metallurgical cladding process. Focused on are the comparative analyses of separate technological advantages and disadvantages of these two major cladding processes. Based on the analysis result, it is proposed that based on the current production level, domestic bimetal clad pipe - making circles should borrow relevant research achievements and application experiences as made abroad to continue R & D of cladding process and welding process for bimetal clad pipes in a bid to lay a solid foundation for successful application of such pipes in harsh - conditioned oil and gas field. Key words:clad pipe;bimetal;cladding process;mechanical cladding;metallurgical cladding
(a ) 机械复合
(b ) 冶金复合
1 — 基管 2 — 内衬管
图 1 双金属复合管结构示意
1 双金属复合成型工艺
目前,双金属复合管的复合工艺主要有:机械 复合工艺和冶金复合工艺 [13-18]。两种复合工艺成型 的双金属复合管如图 1 所示。 1.1 机械复合工艺 机械复合工艺分为液压复合、冷拔复合、爆燃 复合和旋压复合等,目前以液压复合、爆燃复合和 旋压复合为主,其中国内又以液压复合和爆燃复合 居多。机械复合工艺因具有生产工艺简单、工序较
STEEL PIPE Apr. 2014,Vol. 43,No. 2
管与内衬管紧密贴合[18],与其他复合工艺技术相比 较,爆燃复合在现场应用案例较多。 优点:一次性瞬间成型,工艺简单,炸药爆炸 形成各点压力基本相同。 缺点:由于基管内表面和内衬管外表面不规 则,以及壁厚不均匀,形成的复合管结合力较小; 炸药量的控制对内衬管充分塑性变形有一定影响。 (3 ) 旋压复合。旋压复合是通过旋压毛坯并施 加外力使其产生连续的局部塑性变形,最终获得薄 壁空心回旋体零件的少 (无 ) 切削加工的方法[19]。 优点:旋压复合工艺简单,内衬管与基管之间 紧密结合,结合强度较高,并且内衬管各点受力均
综合述评
匀,能够保证各点结合。 缺点:旋压使内衬管摩擦生热或急冷,可能影 响其耐腐蚀性能,旋压摩擦影响壁厚,尤其在基管 内壁不平时影响较大。 (4) 冷拔复合。将装配好的基管和内衬管用一 个带有锥度、最大轮廓外圆尺寸固定的模具沿内衬 管轴线拉拔,通过拉拔模具挤压和扩张,将内衬管 在直径方向复合到基管的内表面上,并通过继续扩 张使基管也处于弹性变形的范围内,基管弹性变形 回弹嵌合在内衬管的外表面上实现复合。 优点:复合工艺简单、有效,复合管内表面圆 整度好。 缺点:在高温下拉拔易产生应力松弛而分层失 效,内衬管没有达到充分塑性变形,结合力较小, 不能达到过盈结合。对基管内壁表面平整性要求较 高,由于结合力小,焊缝处反复受到介质扭曲,易 出现疲劳开裂。 (5) 冷滚压复合。 优点:结合强度较高,热膨胀系数小,耐热性 较高。 缺点:两次或多次扩径影响材料强度,工艺较 为复杂。 (6) 热膨胀复合。 优点:工艺较简单,结合力较大,内衬管气体 加压,基管感应加热。 缺点:耐蚀合金受到热膨胀系数的影响较大, 内衬管不适用低价的耐蚀合金。由于温度的改变影 响部分耐蚀合金管耐腐蚀性能。 1.2 冶金复合工艺 冶金复合工艺包括热挤压复合 、热轧复合 (图 )、 离心铸造复合 、 爆炸焊接复合 、 粉末冶金复 3 合、堆焊复合 (图 4~5 ) 等工艺,其中以爆炸焊接复 合、堆焊复合为主 。冶金复合工艺结合强度较高, 但生产成本高 、制作受设备限制,产品规格有限 、 难度较大,在一定程度上也限制冶金复合管的应用 范围。 冶金复合各成型工艺呈现出不同的技术特点, 具体如下[19-29]。 (1 ) 热挤压复合。将两种金属表面清理后组装 成挤压坯,然后在一定的温度下以一定挤压比进行 挤压,在压力作用下使两种金属紧密接触并达到复 合。 优点:复合成型工艺简单,结合力较强。