工艺文件编号方法J03.2
某电力机车有限公司工艺文件编号方法

某电力机车有限公司工艺文件编号方法某电力机车有限公司工艺文件编号方法:为了提高工艺文件的管理效率和准确性,某电力机车有限公司制定了一套工艺文件编号方法。
该方法采用了一种简洁明确的编码方式,方便对工艺文件进行分类和查找。
工艺文件编号由以下几部分组成:1. 产品分类编号:根据产品的不同分类,设定相应的编号。
例如,电力机车的分类编号为"ELC",变电设备的分类编号为"TRF",牵引电机的分类编号为"MTR"等。
2. 产品型号编号:每种产品都有相应的型号,根据产品型号进行编号。
例如,电力机车型号为"ELC-001",变电设备型号为"TRF-001"等。
3. 文件类型编号:根据文件的不同类型,设定相应的编号。
例如,工艺文件的类型编号为"PRC",检测报告的类型编号为"INS",质量控制文件的类型编号为"QC"等。
4. 文件序号:根据文件的不同顺序,设定相应的序号。
每个文件序号从"001"开始递增。
综合上述四个部分,某电力机车有限公司的工艺文件编号方法可以表达为"产品分类编号-产品型号编号-文件类型编号-文件序号"的形式。
举例说明,某型号电力机车的第一个工艺文件的编号可以表示为"ELC-001-PRC-001",某型号变电设备的第二个工艺文件的编号可以表示为"TRF-002-PRC-002"。
通过以上的编号方法,可以方便快捷地对工艺文件进行分类和查找。
工作人员可以根据产品分类编号和产品型号编号快速定位到相应的产品类型和型号,同时根据文件类型编号和文件序号快速找到具体的工艺文件。
该编号方法规范了工艺文件的管理流程,提高了工作效率和准确性。
另外,在实际应用过程中,可以根据需要进行调整和优化,以满足公司日益发展的需求。
工艺文件编号方法

8
9 工艺守则 木工工艺 表面处理 除锈工艺 探伤工艺 电镀工艺 油漆工艺
其它工艺 注:工艺分类空号可根据需要添加
其他
4
参考文献 [1] TB/T2256.2-1991《机车车辆工艺文件编号办法》
Q/CSR 42—2007
5
工艺守则
工艺卡片
电工工艺
卡片
组装工艺组装工序下料工艺下料工艺检验文件 试验卡 过程卡片过程卡片过程卡片 卡片 检查卡片 片
6 设备检修
工艺
加工件检 焊接件检
修工艺规 修工艺规 组装检修 检修拆卸 钳工刮研 加工卡片 组装卡片 检验文件
工艺规程 卡片 卡片
检查卡片
程
程
7 检修工艺 检修工艺 规程
检修记录 工艺指导 簿 说明书
第 90 号工艺文件 车体分厂使用 产品代号(北京地铁八通线车辆)
2
c) 通用工艺文件的编号 T - 20 - 090
Q/CSR 42—2007
第 90 号 加工工艺守则 通用工艺文件
3
Q/CSR 42—2007
附录A
(资料性附录)
工艺文件分类表 A.1 工艺文件分类表见表 A.1
表 A.1 工艺文件分类代号表
3 编号的组成
3.1 文件的编号一般可采用下列字符
a) 0~9 阿拉伯数字
b) A~Z拉丁字母(O、I除外)
c) “-”短横线,“.”点d) 汉语文字 Nhomakorabea不推荐采用)
3.2 工艺文件的编号采用以下两种方式:
a) 按工艺分类代号进行编号:由编制单位的产品代号、企业内部单位代号、分类代号
和顺序号组成;各部分之间用“-”线隔开。
I
工艺文件编号方法
企业工艺文件编号管理办法

ZZZZ有限公司企业标准工艺文件的编号方法Q/ZZZZ-2007代替Q/HZK227-20041范围本标准规定了工艺文件编号的一般要求、编号的组成、代号编制规则的登记方法。
本标准适用于常用的各类工艺文件的编号。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
JB/T9166-1998 工艺文件编号方法JB/T9165.2-1998工艺规程格式JB/T9165.3-1998管理用工艺文件格式3总则3.1 凡正式工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小单位工艺文件,如某个零件的铸造工艺卡片、机械加工工艺过程卡片、装配工艺卡片等均为能单独使用的最小单位工艺文件。
3.2 当同一份文件由数页组成时,每页都应填写同一编号。
3.3 引证和借用某一工艺文件时应注明其编号。
3. 4工艺文件的编号应按JB/T9165.2和JB/T9165.3中规定的位置填写。
4编号的组成3.1 工艺文件的编号由工艺文件特征号和登记顺序号两部分组成,两部分之间用一字线隔开,形式如下:××××—×××----------------- 登记顺序号------------------------------- 工艺文件特征号3.2 关键尺寸的零件或部件,其工艺文件的编号,是在其编号的后面,加尾注号“关”,形式如下:××X×—×X×关一^τz——表示关键尺寸的零、部件----------------- 登记顺序号工艺文件特征号Q/ZZZZ-2007 3.3 主要尺寸的零件或部件,其工艺文件的编号,是在其编号的后面,加尾注号“主”,形式如下:X×X×—×X×主^τ≡——表示主要尺寸的零、部件----------------- 登记顺序号工艺文件特征号3.4 工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,每一部分均由两位数字组成。
技术文件编号方法
技术文件编号方法来源:本站收集 点击数: 0 更新时间:2006-7-15 13:42:14 【字体:小 大】1 目的 为了进一步统一技术文件的编号,便于企业内外的协作、交流,对技术文件编号方法进行科学、合理的规定。
2 范围 本标准适用于公司各类技术文件的编号。
3 总则 3.1 凡正式的技术文件都必须具有独立的编号,同一编号只能授予一份技术文件。
注:一份技术文件是指能单独使用的最小单位技术文件,如某个零件的铸造工艺卡片,机械加工工艺过程卡片,机械加工工序卡片等均为能单独使用的最小单位工艺文件。
3.2 当同一文件由数页组成时,每一页都必须填同一编号。
3.3 引证和借用某一技术文件时应注明其编号。
3.4 工艺文件的编号应按规定的位置填写。
4 技术文件的分类及编号 技术文件分为四类:工艺基础性文件、工艺装备类文件、工艺设备类文件和技术标准。
4.1 工艺基础性文件 工艺基础性文件主要包括工艺规程、工艺过程卡片、工艺卡片、工序卡片、检验卡片、作业指导书等。
4.1.1 编号的组成 工艺基础性文件编号由特征号和顺序号组成,两部分之间用短划“-”隔开,如下所示: ××××-××× 顺序号 特征号,由工艺文件类型代号和工艺方法代号组成4.1.2 工艺基础性文件的类型 常用工艺基础性文件类型及代号参见表1: 表1 工艺基础性文件类型及代号对照表 序号 代号 类型名称 序号 代号 类型名称 01 01 工艺文件目录 09 32 作业指导书 02 02 工艺方案 10 33 控制图 03 10 工艺路线表 11 40 零件明细表 04 20 工艺规程 12 42 外协件明细表 05 21 工艺过程卡片 13 43 外制件明细表 06 22 工艺卡片 14 60 工艺装备明细表 07 23 工序卡片 15 64 组合夹具明细表 08 25 检验卡片 16 69 工位器具明细表 4.1.3 工艺基础性文件的工艺方法 常用工艺基础性文件工艺方法及代号参见表2: 表2 工艺方法及代号对照表 序号 代号 类型名称 序号 代号 类型名称 01 10 铸造 11 48 典型加工 02 11 砂型铸造 12 49 成组加工 03 13 熔模铸造 13 60 热处理 04 14 金属型铸造 14 70 表面处理 05 19 泥芯制造 15 74 发兰 06 30 焊接 16 78 油漆 07 40 机械加工 17 79 清洗 08 41 单轴自动车床加工 18 90 冷作、装配、包装 09 43 齿轮机床加工 19 92 装配 10 45 数控机床加工 20 97 包装 4.2 工艺装备类文件 工艺装备类文件包括:冷热加工工装、刀具、辅具、夹具、量具以及检验夹具和测试装置等。
工艺标准文件编号方法
Q/WCYG 潍柴动力扬州柴油机有限责任公司企业标准Q/WCYG 005-2011技术文件编号规则工艺文件编号规则潍柴动力扬州柴油机有限责任公司发布企业标准登记表前言本标准制定时参照了GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》和JB/T 9166-1998《工艺文件编号方法》,并结合了本公司的实际情况。
本标准由技术管理部提出并归口。
本标准起草单位:工艺技术部。
本标准主要起草人:孙荣明。
本标准于2011年02月首次发布。
技术文件编号规则工艺文件编号规则1 范围本标准规定了工艺文件的编号规则和要求。
本标准适用于本公司各类工艺文件的编号。
2 一般要求2.1 凡定型产品的工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小单位工艺文件,如某个零件的铸造作业指导书、机械加工作业指导书、机械加工控制计划等均为能单独使用的最小单位工艺文件。
2.2 当同一文件由数页组成时,每页都应填写同一编号。
2.3引证和借用某一工艺文件时应注明其文件编号。
2.4 当某一工艺文件作废时,其文件编号即行作废。
3 编号规则3.1工艺文件的编号方法由工艺文件特征号和登记顺序号两部分组成,两部分之间以短横线隔开(见图1)。
分类号(可选)登记顺序号工艺文件特征号图13.1.1 工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,由四位数字组成(见图2),前两位为工艺文件类型代号,按表1规定,后两位为工艺方法代号,按表2规定。
工艺方法代号工艺文件类型代号图23.1.2 登记顺序号由三位数字组成,在每一工艺文件特征号内由001开始连续递增。
3.1.3 试制工艺文件在工艺文件编号前加“S”,形成正式工艺后,取消“S”。
3.1.4 对产品工艺流程长,工艺种类多的工艺文件,为便于文件分类管理、编制,允许在登记顺序号后加分类号(见图1),两部分之间以短横线隔开,分类号由三位数字组成。
产品图样、技术文件及工艺文件编号规定.

产品图样、技术文件及工艺文件编号规定1 范围本部分规定了我公司开关电器设备产品的产品图样中的零部件标准名称、定义及其编号方法,同时规定了开关电器设备产品及其零部件在企业PDM管理系统中的编码原则。
本部分适用于开关电器设备产品的所有图样及相关技术文件的名称、编号的制定,以及适用于产品和零部件物料在PDM系统中的编码。
2 规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,凡是不注日期的引用文件,其最新版本适用于本部分。
3 开关电器设备图样和技术文件编号规则3.1图样编号有12位,形式如下:(其中“XDB”为企业代号)□XDB.□□□.□□□顺序号特征号类别号3.1.1类别号:表示图样类别,由一位数组成,具体如下:0类:主要用于技术文件。
2类:主要用于断路器、隔离开关、接地开关、负荷开关、特殊手车的总装图样。
3类:主要用于开关柜的总装图样,2类规定的总装图样代号可以出现在本类的总装图样中。
5类:主要用于2、3类规定的总装的部件图样。
8类:主要用于2、3、5类规定的零件图样。
3.1.2特征号:表示零部件用于具体位置的特征代号,由三位数组成。
具体对应关系见表1。
3.1.3顺序号:用以确定在该特征代号范围内的具体编号顺序,从三位数000开始,到三位数999结束。
3.2设计文件编号规则设计文件的编号采用在相应的产品总装图编号后加尾注号组成。
a.文件目录在产品总装图编码后加“WM”组成。
b.明细表在产品总装图编码后加“MX”组成。
3.3工艺文件编号规则工艺文件的编号采用在相应的产品图样编号后加尾注号组成。
a.工艺过程卡在产品图样编码后加“GK”组成。
b.关键工序装配工艺卡在产品总装图样编码后加“GJK”组成。
c.检验卡在产品图样编码后加“JK”组成。
表1 电器设备图样名称定义及其特征分类号表1(续一) 电器设备图样名称定义及其特征分类号表1(续二) 电器设备图样名称定义及其特征分类号表1(续三) 电器设备图样名称定义及其特征分类号表1(续四) 电器设备图样名称定义及其特征分类号表1(续五) 电器设备图样名称定义及其特征分类号表1(续六) 电器设备图样名称定义及其特征分类号表1(续七) 电器设备图样名称定义及其特征分类号表1(续八) 电器设备图样名称定义及其特征分类号表1(续九) 电器设备图样名称定义及其特征分类号表1(续十) 电器设备图样名称定义及其特征分类号4.开关电器设备非标产品设计图样和技术文件编号规则4.1图样编号规则图样编号由13位十进制数字和英文字母分3段构成,形式如下:(其中“XDB”为企业代号)□XDB.□□□.□□□ G非标标记顺序号特征号类别号4.1.1类别号:表示图样类别,由一位数组成,具体如下:0类:主要用于技术文件。
工艺文件及工装图纸编号方法

工艺文件及工装图纸编号方法1 范围本标准适用于各类工艺文件及工装图纸的编号。
2总则2.1 凡正式工艺文件及工装图纸都必须具有独立的编号,同一编号只能授予一份文件或工装图纸。
2.2 当同一份工艺文件由数页组成时,每页都应填写同一编号。
2.3 引证和借用某一工艺文件或工装图纸时应注明其编号。
2.4 技术保密性文件应另有保密编号。
3工艺文件编号的组成3.1 编号由产品代号加工艺类别代号加顺序号组成,各部分之间用短划“—”隔开。
×××———×××——××产品代号工艺类别号生产线代号顺序号例:**1—XZ1—01为光面铜管第一条生产线铜管轧制工艺的编号3.2 顺序号在每一文件类型代号内由01开始连续递增。
3.3 技术保密性文件其保密编号构成为:**—JM—××,其中**为本公司代号,JM为技术保密性文件代号,××为顺序号,从01开始连续递增。
4工装图纸编号的组成4.1 编号由产品代号加工工艺类别代号再加设计顺序号组成,各部分之间用短划“—”隔开。
格式如下:×———××××———××·×产品工艺类生产线工装类设计零件代号别代号代号别代号顺序号顺序号例:**1-PZ1M-01为铜管熔铸用石墨模具总装图编号**1-PZ1M-01·1为石墨模具中的石墨管零件图编号4.2 设计顺序号在每一工艺类别号的每一工艺类别代号内由01开始连续递增,同一套工装中的零件图编号在设计顺序号内从01开始,按顺序连续递增。
5代号编制规则和登记方法5.1 产品代号按QJ/**1103 有关规定执行,各类产品通用的工艺文件及工装图纸的代号用**,各生产线通用的不加生产线代号。
5.2 工艺类别代号按表1规定。
表15.3 工装类别代号按表2规定。
工艺文件编制方法

2
使用损 坏的辅 具定位 辅具
2
确认辅 具的状
态
双重目 视检查
7
28
CAC
标牌
02: CAC标 牌粘 贴牢 靠
标 牌 脱 落
顾 客 不 满 意
4
标牌粘 清洁布
贴位置 清洁不
2
使用20 台车后
双重目 视检查
良
更换
7
56
27
名词定义: 1/过程功能/要求:填入被分析过程或工序的
简要说明(如车削、钻孔、功丝、焊 接、装配等) 2/潜在失效模式:所谓潜在失效模式是指过程 有可能不能满足过程功能/要求栏 中所描述的过程要求和/或设计意图。
各工艺文件封面编号规则如下(除APQP产生的工艺文件):
—×× ××— ×
登记顺序号 工艺方法代号 工艺文件类型代号 产品代号 注意:登记顺序号从1开始连续递增,位数多少根据 需要决定;工艺方法代号、工艺文件类型代号、产 品代号见后
4
2.2 APQP产生的工艺文件封面编号按以下编号
原则进行:
例:7110-06-AS-02
日期
编号:
申请部门 及
申请人姓 名
申请部门 领导
批准部门 领导
11
6. 4 APQP产生的工艺文件的编号方法按照2.3 的编号规则来编号 。
6. 5非APQP产生的工艺文件的文件编号登记表 按附录B进行登记,登记顺序号由生产部统一给 定,具有不同的产品代号、工艺文件类型代号、 工艺方法代号的工艺文件不能登记在同一张登记 表中。
02
过程FMEA
04
控制计划
06
总装装配顺序书
06
总装装配作业指导书 07
检验(测量)作业指导书 08
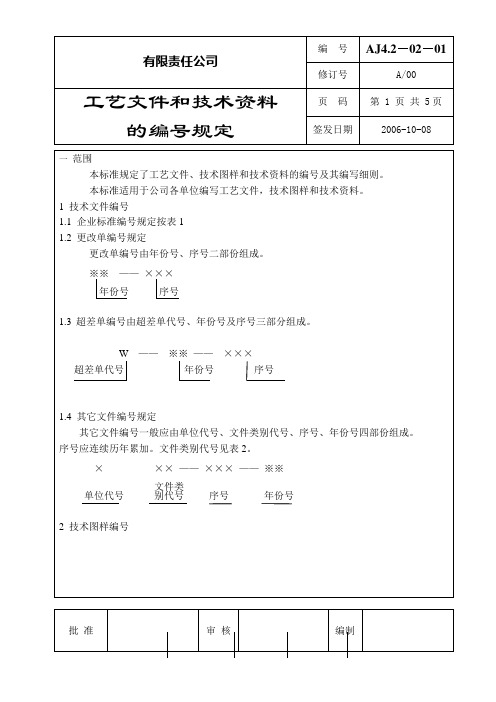
工艺文件和技术资料的编号规定
1-职员工作标准代号
2-工人工作标准代号
4-工作程序代号
注:
表2文件类别代号
文件代号
文件名称
适用范围
统一编号单位
△J
一般技术文件
试制大纲、工艺路线、网络图、材料消耗定额、材料复验项目表目录、工时定额等
技术系统编号
△JZ
工作协调通知单
△JT
技术通知单
各类产品专用技术文件、工艺超越单
Hale Waihona Puke 技术系统编号超差单代号年份号序号
1.4其它文件编号规定
其它文件编号一般应由单位代号、文件类别代号、序号、年份号四部份组成。
序号应连续历年累加。文件类别代号见表2。
×××——×××——※※
文件类
单位代号别代号序号年份号
2技术图样编号
2.1铸造工装图编
表示分组号
M—△—××
×××
材料名称
产品代号见表1模具序号
2.2外协任务的工装或工装图编号
一范围
本标准规定了工艺文件、技术图样和技术资料的编号及其编写细则。
本标准适用于公司各单位编写工艺文件,技术图样和技术资料。
1技术文件编号
1.1企业标准编号规定按表1
1.2更改单编号规定
更改单编号由年份号、序号二部份组成。
※※——×××
年份号序号
1.3超差单编号由超差单代号、年份号及序号三部分组成。
W——※※——×××
管理标准
Q/20GB—Q·××·××
系统代号序号年份
Q/20GB-Q02.01.91(此文件为技术系统的第1份管理标准、91年写的)
工作标准
部门工作标准
Q20GC- Q0×××—※※
工艺文件编号方法J
j cQ/LFQC目次前言.......................................................................Ⅱ1 范围 (1)2 规范性引用文件 (1)3 编号方法............................................................14 工艺文件编号举例..........................................................1表......2 表......3 表......4......5前言本标准主要参照JB/T 9166-1998《工艺文件编号方法》,同时根据本企业汽车产品的实际情况编写而成。
本标准规定了本企业常用的工艺文件的编号方法,适用于根据Q/LFQC J03.1—2004《工艺文件的完整性及其格式》编写的工艺文件的编号。
工艺文件编号方法1 范围本标准规定了本企业常用的工艺文件的编号方法。
本标准适用于根据Q/LFQC J03.1—2004《工艺文件的完整性及其格式》编写的工艺文件的编号。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不33.13.1.13.1.23.1.33.1.4 Q/LFQC J03.1—3.23.2.13.2.2代号见表2,工艺方法代号见表3。
工艺文件类别代号3.2.3 工艺文件特征号按表1的规定填写。
3.2.4 登记顺序号在每一文件特征号内一般由1开始连续递增,位数多少根据需要决定。
登记顺序号由技术部门统一给定。
4 工艺文件编号举例LF7160轿车的《焊接工艺卡片》为:LF7160—2230—1表1 工艺文件特征号表2 工艺文件类型代号表3 工艺方法代号附录 A(提示的附录)工艺文件编号登记A1 工艺文件编号登记表格式。
工艺文件编号方法
工艺文件编号方法(企业标准)1.范围本标准规定了公司常用工艺文件的编号原则。
本标准适用于公司常用工艺文件的编号。
2.规范性引用文件GB/T4863-2008机械制造工艺基本术语GB/T24735-2009机械制造工艺文件编号方法3.术语和定义3.1通用工艺文件能为几种产品所公用的工艺文件。
3.2专用工艺文件专为某一产品所用的工艺文件。
4总则4.1分类原则4.1.1科学性应选择工艺文件最稳定的本质属性或特征作为分类的基础和依据。
4.1.2系统性工艺文件属性或特征应按一定排列顺序予以系统化,并形成一个科学的分类体系。
4.1.3扩展性新增加工艺文件时,应保持已建立的文件分类体系,还应为下一级工艺文件管理系统扩展创造条件。
4.1.4兼容性应与相关标准(包括国际标准)协调一致。
4.1.5综合实用性工艺文件分类要从系统工程角度出发,应适应企业信息化管理与应用的特点和要求及企业相关文件管理的规定。
4.2编号原则4.2.1唯一性凡正式工艺文件都必须具有独立的编号,同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小工艺文件,如某个零件的铸造工艺卡、机械加工工艺过程卡、机械加工工序卡等均能为单独使用的最小工艺文件。
4.2.2合理性工艺文件的编号结构应与分类体系相适应。
4.2.3扩充性工艺文件的编号应留有适当的备用代号,以便适应不断扩充的需要。
4.2.4简明性编号结构应尽量简单,长度尽量短,以便节省机器存储空间和减少差错率。
4.2.5规范性在同一类工艺文件中,编号的类型、编号的构成以及编号的编写格式应当统一。
5工艺文件分类5.1通用工艺文件分为一般通用工艺文件、典型工艺文件、成组工艺文件三类(见表1)。
5.2专用工艺文件分为管理性工艺文件、生产性工艺文件、工艺装备工艺文件三类(见表1)。
6.编号方法6.1编号的组成6.1.1工艺文件编号采用并置码形式,一般由企业代码、企业文件类型代码、工艺文件分类码、顺序码、产品代码、零部件编号、阶段号、和版本号等几部分组成。
产品文件的齐套及工艺文件编号编制规定
文件编号:CH/MG/TH-023 版本号:V1.0产品文件齐套、工艺文件编制及管理规定1.目的对产品文件编制种类进行规定,对产品文件体系进行规划,以保证按此文件体系编制产品文件能满足生产所需,而不发生或少发生内容衔接不够或内容缺失等现象。
2.产品文件齐套2.1 我公司生产的产品,一般情况下建立如下几类文件,才能开始批量化生产。
每类文件归为一册。
每册内容如下:第一册、外来技术文件(电气及结构部分的设计文件、软件、技术性能指标等)第二册、元件表(含采购清单、外协结构件清单)第三册、生产工艺文件第四册、调试规范(整机的调试文件)第五册、检验规范(含过程检验文件、整机出厂检验文件)2.2 海兰仕廉公司技术类文件要求:2.2.1 外来的技术文件,除结构类图纸外,一般情况下不为公司内部使用的技术文件。
需要经过技术组的转化,转化为适用于生产的技术文件。
2.2.2 外来的技术文件,先交质量部文件管理人员归档,归档文件复印件交技术人员审查,是否适合于生产使用。
依据外来技术文件制定公司内部使用的工艺文件,调试规范,检验规范,元件表等。
2.2.3 技术人员制定的文件需要符合质量部的文件格式要求,统一文件格式。
经过编制、审核、标准化、批准签字之后,才能归档。
2.2.4 归档之后,质量部将相关文件,发放到相关文件使用部门。
注:如果外来技术文件进行了换页,质量部只需将所换页发给技术组,由技术组判定是否需要做技术转化,如无需转化,质量部可直接发放到相关部门使用;如果需要转化,则要按文件转化流程执行。
3.产品工艺文件编制及管理规定3.1 适用范围本规定适用于本公司计划生产的新产品。
3.2 引用文件SJ/T10320-1992 工艺文件的格式SJ/T10324-1992 工艺文件的成套性SJ/T10375-1993 工艺文件格式的填写SJ/T10462-1993 工艺管理常用图形符号SJ/T10631-1995 工艺文件的编写SJ/T10531-1995 工艺文件的更改3.3 一般要求1) 产品工艺文件是组织生产,指导生产,进行工艺管理,质量管理和成本核算等主要技术依据。
工艺文件编号规则(质管部)

一.工艺文件简号二.工艺文件的成套性注:1、表中“●”为必须编制的工艺文件。
2、表中“○”为可根据需要编制的工艺文件。
3、格式4、5、6三种形式,可根据装配工艺的编制需要,任意选用。
三.工艺文件的编号1.专用工艺文件的编号1)编号的组成专用工艺文件的编号由设计文件编号及工艺文件简号组成。
整机工艺文件编号:①XXXXX —XX XXX产品型号设计文件简号工艺文件简号设计文件编号②部件(组件)工艺文件编号:XXXXX — XXXX XXX产品型号名称编码工艺文件简号设计文件编号(外部编码)2)编号组成说明①设计文件的零件图编号,见《结构件、包装件编号规则及类别代码表》。
②工艺文件的简号见表中规定。
3)编号的扩展号方法①一般情况下,对应一份设计文件编制一份工艺文件,编一个编号。
②对于装配件较多的整件或大部件,因工艺需要,将其中部分装入件组成小部件后装入时,可单独编制分工艺文件,其编号由该整件或大部件工艺文件的编号、分工艺序号和工艺文件简号组成。
如当大部件中可组成的小部件有二个时,其各自的编号分别为“XXXXX-XXXX XXX-1”、“XXXXX-XXXX XXX-2”(其中-1、-2为分工艺文件序号)。
2.典型及管理型工艺文件的编号1)编号形式由企业代号、分类简号和登记顺序号组成,其组成形式见下:XX — XX XXX登记顺序号分类简号企业代号2)编号组成说明①企业代号,用大写英文字母“KK”表示康佳集团公司。
②分类简号,由汉语拼音字母组成,用“DY”表示典型工艺文件,“GY”表示管理型工艺文件。
③登记顺序号,是指同一分类简号的不同工艺文件,由三位阿拉伯数字组成。
第一个典型或管理型工艺文件用001表示,第二个用002表示,以次类推。
3)示例例1:KKDY012 《表面贴装工艺技术要求》表示该《表面贴装工艺技术要求》是康佳集团公司第12个典型工艺文件。
例2:KKGY001 《样板管理方法》表示该《样板管理方法》是康佳集团公司第一个管理型工艺文件。
工艺文件编号办法

一汽客车(大连)有限公司管理文件编号:Q/DKG-03.08- 批准:工艺文件编号办法2011年7月1日发布 2011年7月1日实施一汽客车(大连)有限公司发布前言本办法依据一汽客车(大连)有限公司管理体系要求编制,是一汽客车(大连)有限公司管理体系文件之一。
本办法由一汽客车(大连)有限公司工艺工装部提出并归口,解释权归工艺工装部。
本办法由一汽客车(大连)有限公司工艺工装部负责起草。
本办法主要起草人:邢培培1目的为了规范对工艺文件编号工作的管理。
2适用范围适用于本企业各类工艺文件的编号工作。
3职责3.l工艺工装部是工艺文件编号工作的归口管理部门。
4管理内容与要求4.1 编号方法工艺文件编号由工艺文件类别编码“QDKGY-03.”加一级子目录(占1位)、二级子目录(占2位)、三级子目录(占3位)、车型代码(占3位)和版本号(占2位)组成,具体表示方法如下表所示:QDKGY-03.4.2 一级子目录代表工艺文件类别内容,具体分类如下:其中,各类文件编号方法说明如下:4.2.1 一级目录为1(过程流程图)时,二级目录对应为生产车间,各车间代码如下:ZZ—总装车间HZ—焊装车间TZ—涂装车间LJ—零件车间SZ—试制车间此种文件类别编码时,无对应三级子目录及车型代码,用“0“占位;版本号:文件首次使用版本号为V1,以后如需改动版本号为V2、V3、……依次递增4.2.2 一级子目录为2(作业指导书)时,二级子目录对应为生产车间,各车间代码如下:ZZ—总装车间HZ—焊装车间TZ—涂装车间LJ—零件车间JC—检测返修间此种文件类别编码时,三级子目录代表工艺方法或部位,具体代码含义如下:此种文件类别编码时,对应各车型代码见附表1,其中通用车型代码为000;版本号:文件首次使用版本号为V1,以后如需改动版本号为V2、V3、……依次递增4.2.3 一级子目录为3(工艺路线表)时,二级子目录对应为空,用“0”占位,此种文件类别编码时,无对应三级子目录,用“0”占位;对应各车型代码见附表1,其中通用车型代码为000;版本号:文件首次使用版本号为V1,以后如需改动版本号为V2、V3、……依次递增。
工艺文件的编号规定
本规定适用于本公司常用的工艺文件、工装模具的编号。
一、总则1、为了加强工艺文件的管理、统一工艺文件编号,使工艺文件统一、完整、清晰,达到指导生产操作,保证产品质量的目的。
制定本工艺文件编号规定。
2、工艺文件包括产品制造的工艺守则、工艺方案、制造工艺流程卡、工艺规程、焊接工艺卡、冷作工艺卡、热加工工艺卡、机械加工工艺卡、热处理工艺卡、装配过程工艺卡、工艺试验任务书、工艺验证报告等。
3、工装模具编号属工艺文件编号范围。
二、工艺文件编号规则1、工艺文件编号、工装模具编号用汉语拼音字母,按工艺方法的第一个拼音字母代表一种工艺方法。
2、工艺方法、工装模具编号的字母代号GF-工艺方案 GS-工艺守则 GG-工艺规程 HJ-焊接LZ-冷作 JJ-机加工 RG-热加工 RC-热处理ZP-装配 ZG-制造工艺过程 ZL-制造流程 K-工艺卡 T-通用注:K-用在工艺方法后面 T-用在工艺方法前面GSR-工艺试验任务书 GSB-工艺验证报告YM-压模 ZM-冲模 WGM-弯管模3、中低压和中压以上工作压力焊接工艺卡的编号方法ZD-适用于P<3.8Mpa的锅炉、压力容器通用工艺。
W-适用于工作压力P ≥3.8Mpa 的锅炉、压力容器通用工艺。
注:ZD 、W-用在焊接工艺方法的前面。
三、工艺文件编号的组成1、工艺方案顺序号工艺方案产品代号(型号)例:15HX 循环流化床锅炉制造工艺方案:15HX-GF-01例:50H 甘蔗渣锅炉制造工艺方案:50H-GF-012、工艺守则年份顺序号工艺守则例:2008年编制的《锅炉焊接工艺守则》GS-01-2008《锅炉焊接工艺守则》;例:2008年编制的《锅炉锅筒制造工艺守则》GS-09-2008《锅炉锅筒制造工艺守则》。
3、特定产品工艺卡片顺序号工艺卡工艺方法产品代号(型号)例:15HX循环流化床锅炉焊接工艺卡:15HX-HJK-01例:15HX 循环流化床锅炉冷作工艺卡: 15HX-LZK-014、通用工艺卡片顺序号工艺卡工艺方法通用例:通用焊接工艺卡:T-HjK-01例:通用装配工艺卡:T-ZPK-015、按工作压力分档的焊接工艺卡片顺序号焊接工艺卡ZD或W例:锅炉工作压力P<3.8Mpa的《锅筒管接头焊接工艺卡》。
工艺文件编号方法
Q/WCYG潍柴动力扬州柴油机有限责任公司企业标准Q/WCYG 005-2011技术文件编号规则工艺文件编号规则2011-02-28发布 2011-02-28实施潍柴动力扬州柴油机有限责任公司发布企业标准登记表前言本标准制定时参照了GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》和JB/T 9166-1998《工艺文件编号方法》,并结合了本公司的实际情况。
本标准由技术管理部提出并归口。
本标准起草单位:工艺技术部。
本标准主要起草人:孙荣明。
本标准于2011年02月首次发布。
技术文件编号规则工艺文件编号规则1 范围本标准规定了工艺文件的编号规则和要求。
本标准适用于本公司各类工艺文件的编号。
2 一般要求2.1 凡定型产品的工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小单位工艺文件,如某个零件的铸造作业指导书、机械加工作业指导书、机械加工控制计划等均为能单独使用的最小单位工艺文件。
2.2 当同一文件由数页组成时,每页都应填写同一编号。
2.3引证和借用某一工艺文件时应注明其文件编号。
2.4 当某一工艺文件作废时,其文件编号即行作废。
3 编号规则3.1工艺文件的编号方法由工艺文件特征号和登记顺序号两部分组成,两部分之间以短横线隔开(见图1)。
分类号(可选)登记顺序号工艺文件特征号图13.1.1 工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,由四位数字组成(见图2),前两位为工艺文件类型代号,按表1规定,后两位为工艺方法代号,按表2规定。
工艺方法代号工艺文件类型代号图23.1.2 登记顺序号由三位数字组成,在每一工艺文件特征号内由001开始连续递增。
3.1.3 试制工艺文件在工艺文件编号前加“S”,形成正式工艺后,取消“S”。
3.1.4 对产品工艺流程长,工艺种类多的工艺文件,为便于文件分类管理、编制,允许在登记顺序号后加分类号(见图1),两部分之间以短横线隔开,分类号由三位数字组成。
工艺文件管理规定doc

1目的为了建立ISO/TS16949质量体系且易于工艺文件的识别、指导生产,方便工程技术人员正确使用;本办法规定了各类工艺文件的编号规则及签批修改。
2范围适用与质量管理体系有关工艺文件控制。
3职责3.1技质室归口管理工艺文件的编制保存与发放。
3.2生产室负责所使用的工艺卡的保存。
4编号4.1 工艺文件编号的组成TW××××-×××顺序号方法代码公司代码分类代码代码TW代表公司。
分类代码代表工艺文件的种类,具体细分见附表1。
方法代码代表工艺方法,具体细分见附表2。
顺序号代表同类工艺文件格式的变更形式,从数字1开始。
例如:过程流程图采用工艺过程卡的编号规则;TW0404-001表示机械加工用第一个生产过程流程图。
控制计划采用工序卡的编号规则;TW0734-001表示装配用第一个控制计划,TW0704-001表示机械加工用第一个控制计划。
FMEA的编号,例如TW0804-001表示机械加工用第一个FMEA。
其它依此类推。
4.2工艺文件编号作为工艺文件格式的组成部分编制在各类文件表格上,并作为工艺设计和管理选择文件格式的依据。
5工艺文件的编制、审核、批准、发放参照《文件控制程序》规定。
5.1文件的领用5.1.1 文件使用者应填写《文件发放、回收记录》。
5.1.2 因破损而重新领用的文件,分发号不变,并收回相应的旧文件,因丢失而补发的文件,应给予新的分发号,并注明已丢失的文件的分发号失效,发放部室作好相应的发放签收记录6更改6.1工艺文件更改权限受控技术文件的更改权在设计、编制部门,使用部门只能按照设计、编制部门的更改通知来保持文件的有效性。
a.工艺类技术文件:其更改权限在公司技质室。
b.外来文件:使用部门无权自行更改,只能按照发放文件部门的更改通知进行更改。
6.1.1 更改部门按规定填写《文件更改申请单》,经技质室经理批准后方可组织实施更改。
工艺技术部管理文件编号办法

Q/ZT *******汽车制造有限公司企业标准ZDGJ-007-2009 工艺技术部管理文件编号办法2009-06-11发布2009-06-11实施****制造有限公司发布前言为完善和规范工艺技术部管理文件编号工作,使管理文件编号按规定的要求进行,方便管理文件的编制、发放、使用、回收、销毁管理,特制定本管理标准。
本标准由制造有限公司提出。
本标准在第一版本(2009年3月5日发布)的基础上,根据2009年4月发布的制造有限公司分公司《程序文件》修改。
本标准由工艺技术部负责归口管理。
本标准起草单位:工艺技术部。
本标准主要起草人:、。
本标准审核人:。
本标准批准人:。
本标准二次发布日期:2009年6月11日。
工艺技术部管理文件编号办法1 范围本标准规定了工艺技术部管理文件的编号办法。
本标准适用于制造有限公司工艺技术部各类管理文件的编号管理。
2规范性引用文件Q/ZTB GL-001 管理文件的编号规则******制造有限公司分公司《程序文件》3 总则3.1 工艺技术部管理文件均应具有独立的编号,同一编号只能授予一份管理文件。
注:一份管理文件是指能单独使用的最小单位管理文件。
如《工作联络单》、《文件发放纪录》等均为能单独使用的最小单位管理文件。
3.2 当同一份管理文件由数页组成时,每页均应填写同一编号。
4 普通管理文件编号的组成普通管理文件的编号由普通管理文件类别代号、部门代号、顺序号和年份代号组成,普通管理文件类别代号和部门代号连写,其它部分之间用“—”字线隔开。
4.1 普通管理文件的编号格式:□□□□—×××—××××年份代号顺序号部门代号普通管理文件类别代号4.1.1 普通管理文件类别代号普通管理文件类别代号由两位汉语拼音字母组成,详细规定见表1。
表1 普通管理文件类别代号4.1.2部门代号工艺技术部代号为GJ。
4.1.3顺序号管理文件顺序号由三位阿拉伯数字组成,代表管理文件的编制顺序,从001开始依次编排。
工艺文件编号规则
工艺文件编号规则1 适用范围本规则适用于各类工艺文件的编号。
2 总则2.1 凡正式工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
2.2 引证和借用某一工艺文件时应注明其编号。
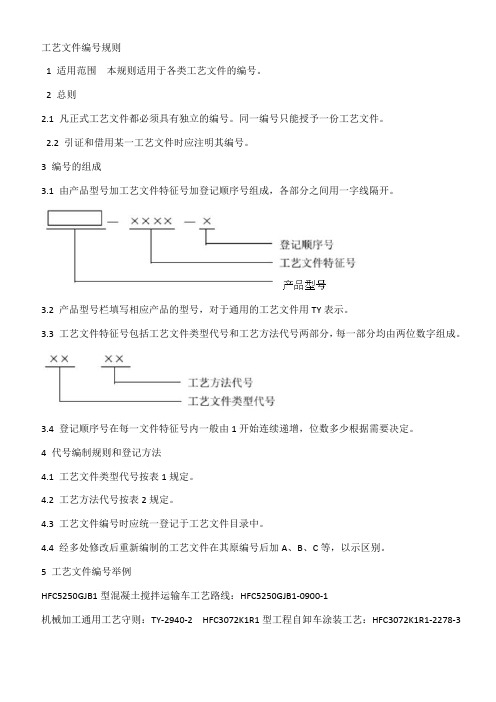
3 编号的组成3.1 由产品型号加工艺文件特征号加登记顺序号组成,各部分之间用一字线隔开。
3.2 产品型号栏填写相应产品的型号,对于通用的工艺文件用TY表示。
3.3 工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,每一部分均由两位数字组成。
3.4 登记顺序号在每一文件特征号内一般由1开始连续递增,位数多少根据需要决定。
4 代号编制规则和登记方法4.1 工艺文件类型代号按表1规定。
4.2 工艺方法代号按表2规定。
4.3 工艺文件编号时应统一登记于工艺文件目录中。
4.4 经多处修改后重新编制的工艺文件在其原编号后加A、B、C等,以示区别。
5 工艺文件编号举例HFC5250GJB1型混凝土搅拌运输车工艺路线:HFC5250GJB1-0900-1机械加工通用工艺守则:TY-2940-2 HFC3072K1R1型工程自卸车涂装工艺:HFC3072K1R1-2278-3工艺文件编号规则1 范围本标准是对针对公司工艺文件编号制订,适用于公司常用的各类工艺文件编号。
2 引用标准本标准所包含的条文,通过引用JB/T 9166-1998而构成为本标准的条文。
使用本标准探讨使用下列标准最新版本的可能性。
JB/T 9165.2—1998 工艺规程格式JB/T 9165.3—1998 管理用工艺文件格式3 总则3. 1 凡正式工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小单位工艺文件,如某个零件的铸造工艺卡片、机械加工工艺过程卡片、机械加工工序卡片等均为能单独使用的最小单位工艺文件。
3. 2 当同一文件由数页组成时,每页都应填写同一编号。
3. 3 引证和借用某一工艺文件时应注明其编号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
jc
Q/LFQC
工艺文件编号方法
重庆力帆汽车制造厂发布
目次
前言.......................................................................Ⅱ
1 范围 (1)
2 规范性引用文件 (1)
3 编号方法............................................................1
4 工艺文件编号举例..........................................................1 表1 工艺文件特征号....................................................2 表2 工艺文件类型代号....................................................3 表3 工艺方法代号....................................................4 附录A 工艺文件编号登记....................................................5
I
前言
本标准主要参照JB/T 9166-1998《工艺文件编号方法》,同时根据本企业汽车产品的实际情况编写而成。
本标准规定了本企业常用的工艺文件的编号方法,适用于根据Q/LFQC J03.1—2004《工艺文件的完整性及其格式》编写的工艺文件的编号。
本标准由重庆力帆汽车制造厂提出。
本标准由重庆力帆汽车项目组技术组起草。
本标准起草人:谭家永
本标准分类号: T2
本标准备案号:
II
1 工艺文件编号方法
1 范围
本标准规定了本企业常用的工艺文件的编号方法。
本标准适用于根据Q/LFQC J03.1—2004《工艺文件的完整性及其格式》编写的工艺文件的编号。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
JB/T 9166-1998 工艺文件编号方法
Q/LFQC J03.1—2004《工艺文件的完整性及其格式》 3 编号方法 3.1 编号原则
3.1.1 凡正式的工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
3.1.2 当同一文件由数页组成时,每页都应填写同一编号。
3.1.3 引证和借用某一工艺文件时应注明其编号。
3.1.4 每份工艺文件的封面必须填写完整的工艺文件编号,其余各页可只填写工艺文件特征号,填写在Q/LFQC J03.1—2004《工艺文件的完整性及其格式》中规定的位置上。
3.2 编号的组成
3.2.1 工艺文件编号由汽车产品型号加工艺文件特征号加登记顺序号组成,各部分之间用短划“—”隔开。
□□□□□□ — ×××× — ×
登记顺序号
工艺文件特征号 汽车产品型号 3.2.2 工艺文件特征号的组成
工艺文件特征号由工艺文件类型代号和工艺方法代号两部分组成,每一部分由两位数字表示。
工艺文件类型代号见表2, 工艺方法代号见表3。
工艺文件类别代号
3.2.3 工艺文件特征号按表1的规定填写。
3.2.4 登记顺序号在每一文件特征号内一般由1开始连续递增,位数多少根据需要决定。
登记顺序号由技术部门统一给定。
4 工艺文件编号举例 LF7160轿车的《焊接工艺卡片》为:LF7160—2230—1
表1 工艺文件特征号
2
表2 工艺文件类型代号
3
表3 工艺方法代号
4
附录 A
(提示的附录)
工艺文件编号登记
A2 登记表各栏内容的填写
(1)编号的工艺文件名称;
(2)文件的特征号;
(3)具有该特征号文件的登记顺序;
(4)申请编号者的部门名称;
(5)申请编号者的姓名;
(6)登记日期;
(7)使用该编号文件的产品代号(型号)。
5。